激光熔覆加工油缸技术规范书
油缸设计规范(企业标准)QB2
Q/HC企业标准Q/HC 002-2014 油缸制造、检验规范2014-08-25发布2014-09-01实施xx公司发布目录油缸出厂检验标准 (1)机械加工通用技术条件 (4)工艺卡编制规范 (7)油缸试验操作规程............................................. 错误!未定义书签。
机械加工通用工艺规程......................................... 错误!未定义书签。
深孔镗通用操作规程. (21)内孔珩磨通用操作规程......................................... 错误!未定义书签。
焊接作业通用操作规程......................................... 错误!未定义书签。
焊接件检验规程 .............................................. 错误!未定义书签。
涂装通用操作技术规程.. (30)油缸加工工艺流程 (33)附录工艺卡模板 (35)油缸出厂检验标准1.1 油缸出厂检验油缸出厂检验是指油缸装配合格后的所有检验。
所有标准油缸的出厂检验必须按照以下项目检验。
1.2 基本项目1.2.1 外观检查外观检查应符合表1的规定。
表1 外观检查内容、检验标准、检验方法和工具及责任人1.2.2 尺寸检验尺寸检验应符合表2的规定。
表2 尺寸检查内容、检验标准、检验方法和工具及责任人油缸试验包括试运转、起动压力、耐压试验、内泄漏试验、外渗漏试验、行程检查、缓冲试验七项。
各项试验应符合表3的规定。
表3 油缸试验内容、检验标准、检验方法和工具及责任人油缸可靠性、寿命试验各项为抽检项目,应符合表4的规定表4 油缸可靠性、寿命试验内容、检验标准、检验工具及责任人Q/HC 002-20141.5 油缸标志1.5.1 铭牌内容正确、完整,字迹清晰。
模具零件选区激光熔融成形技术规范
模具零件选区激光熔融成形技术规范1范围本文件规定了模具零件选区激光熔融成形的术语和定义、技术规范、检验方法。
本文件适用于带有介质通道、排气通道等结构的模具零件选区激光熔融成形。
其他模具零件可参照使用。
注:在不引起混淆的情况下,本文件中的“模具零件”简称为“零件”。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1299 工模具钢GB/T 35022 增材制造3主要特性和测试方法零件和粉末原材料术语和定义下列术语和定义适用于本文件。
选区激光熔融成形selective laser melting (SLM) forming基于金属粉末逐层熔融、堆积成形的一种增材制造技术。
一体式零件overall component选区激光熔融整体成形的零件。
熔接式零件fusion welding component在基体部分之上,增加选区激光熔融成形部分而熔接为一体的零件。
座板clamping plate作为零件熔融成形的载体,可标准化和重复使用的板类零件。
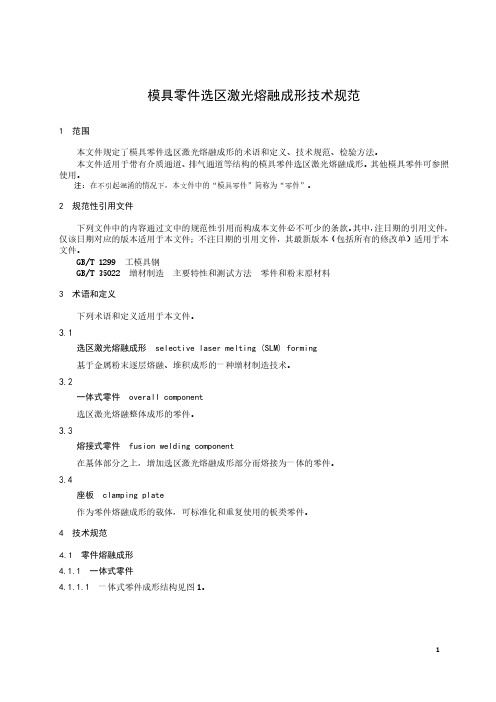
4技术规范零件熔融成形4.1.1一体式零件4.1.1.1一体式零件成形结构见图1。
标引序号说明:12一体式零件;座板。
图1一体式零件成形结构成形后,宜采用电火花线切割加工将零件与座板4.1.1.2切割分离。
4.1.1.3座板厚度应≥25 mm 。
4.1.2熔接式零件4.1.2.1熔接式零件成形结构见图2。
4.1.2.2熔接面上的基体部分周边应大于熔融成形部分,并应圆角过渡。
4.1.2.3零件的基体部分通过螺纹连接紧固在座板上。
标引序号说明:熔接面。
12 熔融成形部分;基体部分;34座板;5螺钉;l ≥3mm ,R ≥2mm 。
图2熔接式零件成形结构4.1.2.4熔融成形后,应通过后续加工得到符合零件图样要求的零件。
激光熔覆修复工艺在液压支架油缸缸筒内壁损伤中的应用

激光熔覆修复工艺在液压支架油缸缸筒内壁损伤中的应用胡娟,王彩燕,高海元(国家能源集团神东煤炭公司,陕西榆林719315)【摘要】煤炭是重要的资源类型,关系到社会的发展和进步,对每个人的影响都是非常大的,尤其是综采面出现液压油缸支架底缸、中缸的锈蚀问题,或者结构表面划伤,影响正常使用,最终造成液压支架提前报废。
本文重点探讨激光熔覆修复工艺在液压支架油缸缸筒内壁磨损中的应用,从而可以更好地恢复运行效果,保证煤矿开采作业顺利实施。
关键词:液压支架;油缸缸筒;激光熔覆中图分类号:TH171文献标识码:BDOI:10.12147/ki.1671-3508.2023.06.054Application of Laser Cladding Repair Technology in the Inner Wall Damage of Hydraulic Support Cylinder BarrelHu Juan,Wang Caiyan,Gao Haiyuan(State Energy Group Shendong Coal Company,Yulin,Shaanxi719315,CHN)【Abstract】Coal is an important resource type that is related to the development and progress of society.It has a significant impact on everyone,especially in the case of corrosion of the bot⁃tom and middle cylinders of hydraulic oil cylinder supports in fully mechanized mining faces, or surface scratches on the structure,which affect normal use and ultimately result in early scrapping of hydraulic supports.This article focuses on the application of laser cladding repair technology in the wear of the inner wall of hydraulic support cylinder barrel,in order to better restore the operation effect and ensure the smooth implementation of coal mining operations. Key words:hydraulic support;oil cylinder barrel;laser cladding1引言煤矿采煤设备进行全面性维修的过程中,液压支架的油缸缸筒会存在严重损伤、腐蚀的问题,必须重新修复处理,才能恢复正常的运行功能[1]。
清洁生产激光熔覆技术

清洁生产激光熔覆技术3激光熔覆技 术几何形状简单油缸(煤矿机械)本技术是利用大功率激光束聚集能量将预制粉末熔覆到油缸上,再通过机械加工成成品。
本技术替代传统的油缸镀铬,从根本上消除了六价铬的使用,避免了镀铬过程及其产生的铬雾、废水、废渣等对环境的影响。
引进应用 阶段采用该技术每平方米覆盖层可减少六价铬排放55.4 克,减少含铬污泥278 克;以年产1 万平方米覆盖层示范企业为例:可减少六价铬排放554 千克;减少含铬污泥2780 千克。
该技术主要应用在煤矿机械中几何形状简单的油缸上部分替代铬镀层,潜在普及率为2%,可减少铬酸酐年消耗量约27 吨.激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、 抗氧化及电器特性等的工艺方法。
与堆焊、喷涂、电镀和气相沉积相比,激光熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点,因此激光熔覆技术应用前景十分广阔。
从当前激光熔覆的应用情况来看,其主要应用于两个方面:一,对材料的表面改性,如燃汽轮机叶片,轧辊,齿轮等;二,对产品的表面修复,如转子,模具等。
有关资料表明,修复后的部件强度可达到原强度的90%以上,其修复费用不到重置价格的1/5,更重要的是缩短了维修时间,解决了大型企业重大成套设备连续可靠运行所必须解决的转动部件快速抢修难题。
另外,对关键部件表面通过激光熔覆超耐磨抗蚀合金,可以在零部件表面不变形的情况下大大提高零部件的使用寿命;对模具表面进行激光熔覆处理,不仅提高模具强度,还可以降低2/3的制造成本,缩短4/5的制造周期。
熔覆材料:目前应用广泛的激光熔覆材料主要有:镍基、钴基、铁基合金、碳化钨复合材料。
其中,又以镍基材料应用最多,与钴基材料相比,其价格便宜。
油缸激光熔覆技术

油缸激光熔覆技术
油缸激光熔覆技术是一种利用激光加热和熔化金属粉末,使其与基底金属相结合形成涂层的表面处理技术。
具体步骤如下:
1. 准备工作:选择适当的金属粉末,清理和处理油缸表面。
2. 调节激光参数:选择适当的激光功率、扫描速度和激光束直径,以实现所需的熔覆效果。
3. 涂层熔覆:将金属粉末均匀地喷射到油缸表面,激光束扫描喷射区域,使金属粉末熔化并与基底金属相结合。
4. 冷却和固化:在熔覆过程中快速冷却涂层,使其固化。
5. 后续处理:进行表面处理和设备检测,保证涂层的质量和性能。
油缸激光熔覆技术的主要优点包括:
1. 高质量涂层:激光熔覆技术可以实现高质量、致密的涂层,具有良好的附着力和抗腐蚀性能。
2. 节约材料:使用金属粉末熔覆可以大大降低材料浪费,减少成本。
3. 减少热影响区域:激光熔覆技术可以减少热影响区域,降低基底材料的变形和应力。
4. 灵活性:根据需要可以选择不同的金属材料,实现不同性能涂层的覆盖。
油缸激光熔覆技术广泛应用于汽车、航空航天、石油和化工等领域,用于修复或
改善机械零件的表面性能,延长其使用寿命。
不锈钢熔覆技术再制造修复液压油缸杆件的探讨

不锈钢熔覆技术再制造修复液压油缸杆件的探讨王围;陈恽;邹元平;亓宏展【摘要】其基本原理为用一定能量密度的大功率激光器照射液压油缸杆件,使被照射的杆件表层磨损区涂覆的不锈钢粉末达到熔点开始熔化.当激光束停止照射时,加热区会急速冷却而发生不锈钢粉末溶液冷却,将不锈钢粉末熔融在金属液压缸杆体外表面,使工件表层实现再制造修复.【期刊名称】《现代制造技术与装备》【年(卷),期】2013(000)005【总页数】2页(P46,52)【关键词】不锈钢熔覆;液压杆件;再制造【作者】王围;陈恽;邹元平;亓宏展【作者单位】山东能源机械集团通力装备制造有限公司,莱芜271100;山东能源机械集团通力装备制造有限公司,莱芜271100;山东能源机械集团通力装备制造有限公司,莱芜271100;山东能源机械集团通力装备制造有限公司,莱芜271100【正文语种】中文液压支架是综采设备的重要组成部分,它与采煤机配套使用,实现采煤综合机械化,解决机械化采煤工作中的各种难题,减轻煤矿工人的劳动强度,最大限度保障煤矿工人的生命安全。
有调查显示,由于综采支架长期使用于地下恶劣的自然环境条件下,处于高负荷状态,液压杆件工作时伸出油缸~2/3,容易腐蚀和弯曲,使防尘圈工作状况不好,产生恶性循环,将灰尘和杂质随着活柱体伸出和回缩带人油缸内。
同时,因大多超期服役,杆体表面出现麻坑,当液压杆件伸出时正好密封圈在麻坑位置就会使密封失效,油缸稳不住压。
对于上述情况杆件采用重新镀铜的方法,或对杆体表面进行喷涂耐磨,塑粉的方法。
但如果间隙超差过大,镀铜就无法解决这个问题,而喷涂工艺往往又受到各种因素的影响,喷涂层容易脱落,且塑粉的硬度及耐撞击性也不好。
通过研究采用不锈钢熔覆技术进行杆件再制造修复,使其表面硬度增加、粗糙度提高、耐磨抗腐蚀,提高了液压油缸整体的使用寿命。
因此,不锈钢熔覆技术再制造修复综采支架油缸可以获得较好的经济效益。
目前市场上喷焊工艺是一种较为复杂的半熔化喷涂技术,用氧乙炔或等离子等热源泉将金属粉末熔融在金属缸体表面,涂层不均匀还容易产生气孔,在狭小缸体内完成喷涂,局部加热和缸体温差较大,造成缸体内表面硬度不一致,当喷涂层超过1mm时,也会产生脱落,因此是一种不太容易掌握,喷涂过程中也不太稳定的技术。
激光熔覆技术在油缸再制造中的应用研究

激光熔覆技术在油缸再制造中的应用研究发布时间:2022-11-16T12:45:29.452Z 来源:《中国科技信息》2022年第7月第14期作者:罗洪恩[导读] 在液压支架油缸再制造过程中罗洪恩山东兖矿智能制造有限公司山东省邹城市 273500摘要:在液压支架油缸再制造过程中,激光熔覆技术具有良好的应用价值。
本文针对激光熔覆技术基本内容、工作原理、应用特征展开分析,讨论了激光熔覆技术在液压支架的立柱中缸及活柱外表面修复、立柱外缸和中缸的内表面修复中的应用要点,其目的在于积累激光熔覆技术应用经验,提高液压支架立柱应用过程的经济效益。
关键词:激光熔覆技术;缸体外表面修复;液压支架立柱再制造是指让旧的机械设备重新焕发新活力的过程,其是以陈旧机械设备原体作为主体,借助其他新技术、新材料对其进行重新制造,具有良好的应用价值。
目前立柱和千斤顶产品常用的再制造技术为刷镀、铜铬-铜铜电镀等工艺,但此类技术在应用后受工艺限制,结合强度不高、镀层薄、容易出现鼓包脱镀或点状锈蚀等问题,使立柱密封的寿命逐渐缩减;激光熔铜、熔覆不锈钢、环焊等技术的应用,化学冶金结合,结构致密,修复效果好,延长修复后结构的使用寿命,弥补了电镀工艺存在的不足;更有迅速兴起的的高速激光熔覆技术,在基于传统激光熔覆上,通过对激光、粉末或丝材的高精准控制,保证熔覆层质量的同时实现熔覆效率的大幅度提升,同时具有较好的绿色环保特性。
1激光熔覆技术相关内容概述1.1工作原理激光熔覆技术是基于激光这一能量体发展而来的技术,其发展过程伴随着激光器具的发展而发展,经历了固体YAG有色宝石激光器-CO2气体激光器-半导体激光器的几个发展阶段。
其工作原理如下:将激光束作为主要热源,集中加热后可以将合金粉末或丝材与基体表面进行同时熔化,等待其快速凝固后会在原来位置,形成与基体充分结合的表面熔覆层,从而达到改善基体的耐磨性、耐腐蚀性、抗氧化性等性能的作用。
1.2应用特征从实践情况来看,激光熔覆技术在应用中具有以下应用特征:(1)稀释率较低,基于已有应用经验可以得知,熔覆层的稀释率不超过2%,所形成的熔覆层在应用中也具有更高的防腐应用性能。
激光熔覆技术在盾构油缸再制造上的应用

88建筑机械激光熔覆技术在盾构油缸再制造上的应用王 龙1,张瑜峰1,曾 翔1,孙 伟1,马喜峰2(1. 中铁工程装备集团(天津)有限公司,天津 300007;2. 河北抚宁抽水蓄能有限公司,河北 秦皇岛 066006)[摘要]液压油缸是盾构核心部件,对其进行再制造是盾构整机再制造的重要环节。
油缸的活塞杆主要的损伤形式为磕痕、划伤、镀层脱落等,传统的修复方式为将原活塞杆镀层进行退镀处理,然后再重新电镀新制镀层。
随着激光熔覆技术引进,其为油缸活塞杆的修复提供了新的解决方案。
本文结合盾构油缸的再制造,对激光熔覆修复活塞杆的工艺方法进行了阐述与分析。
[关键词]激光熔覆;盾构;油缸;再制造[中图分类号]TH137 [文献标识码]A [文章编号]1001-554X (2023)-0088-03Application of laser cladding technology in the remanufacturing ofshield machine oil cylindersWANG Long ,ZHANG Yu -feng ,ZENG Xiang ,SUN Wei ,MA Xi -feng盾构再制造因其价值高、体量大、结构复杂等因素,是工程机械再制造的重点。
液压油缸作为盾构的核心部件,对其进行再制造是盾构整机再制造的重要环节。
再制造是对再制造毛坯进行专业化修复或升级改造,使其质量特性不低于原型新品水平的过程[1]。
当前激光熔覆技术的发展为油缸维修提供了新的解决方案激光熔覆是增强材料表面性能和修复材料表面的重要方法。
其利用高能密度激光束将具有各种成分、性能的合金与基体快速熔化,在普通金属表面形成高性能的合金层,达到提高零件表面耐磨、耐蚀、耐高温抗氧化等性能,延长工件寿命。
激光表面熔覆的熔覆层厚度一般为0.7~1.5mm ,这种修复技术可以修复表面划痕拉伤深度超过1.5mm 的液压油缸杆件[2]。
目前,新一代的激光熔覆技术(超高速激光熔覆)已逐渐被应用于工件表面的修复。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光熔覆油缸修复技术说明
一、油缸描述:
1.此修复的油缸为电镀油缸,在熔覆前需将电镀层以及疲劳层车削掉,对于锈蚀较严重的区域采取合理的工艺进行修复,然后整体熔覆以达到此批油缸的加工要求。
2.油缸母材材料:27SiMn
3.油缸的使用环境:
下采区煤层开采厚度1.58-7.90m,平均4.5m。
环境温度:上限+40℃,下限20℃。
相对湿度:相对湿度95%(在25℃时)。
在具有瓦斯、煤尘混合物的爆炸气体的场所,有腐蚀金属的气体和蒸汽。
煤质中硬,厚度1.58-7.90m,平均4.5米。
煤层岩性为泥岩、粉砂岩,结构较简单有断层。
煤层赋存稳定,倾角8-18º。
煤质中硬,厚度1.58-7.90m,平均4.5米。
煤层岩性为泥岩、粉砂岩,结构较简单有断层。
煤层顶板为中、细砂岩,少数为泥岩或粘土岩。
底板为泥岩及粉砂岩,局部受到冲刷变薄,绝大部分厚度较大且稳定。
工作面煤层倾角8-18º。
工作面涌水量约160m3/h,水质PH值约8.3,碱性水,有腐蚀性。
造成液压支架立柱及各千斤顶密封件损坏,漏窜液严重。
影响工作面支护安全。
4.现出现问题:
采煤机油缸、转载机的各类千斤顶在使用过程中,因操作频繁,造成密封件、液压杆磨损,出现漏油现象及推拉力达不到额定要求。
液压支架立柱及千斤顶是采掘工作面主要的支撑部件。
在综采工作面生
产过程中替换下来的千斤顶,存在不同程度的串液、漏液、缸体和活塞杆变形现象,为保证安全生产需进行全面检测、维修。
二、激光熔覆工艺
1.采用高功率半导体激光器进行熔覆,此激光器具备输出功率稳定,可持续性工作能力强等特点,可保证整根油缸的熔覆效果。
2.待修复油缸退镀层要求单边减车削,并保证同轴度不大于0.05mm。
成品油缸的熔覆层尺寸厚度为单边1.2mm。
3.激光熔覆修复过程
熔覆第一层:使用铁基打底粉(硬度HRC20左右),熔覆厚度≦0.5mm (单边)。
本熔覆层主要作用是增强中缸、活柱的抗腐蚀性,并保证涂层与基材结合。
熔覆第二、三层:分别使用专用立柱粉(硬度HRC50左右),熔覆厚度至可加工尺寸。
本熔覆层主要作用是增强中缸、活柱的耐磨性和硬度。
在每次熔覆前用钢丝刷将油缸表面氧化物清理干净。
三、激光熔覆优势
1、激光熔覆涂层致密,对于调质基材热输入和畸变较小。
在保证工件原有机械性能的前提下进一步加强其表面各项性能。
2、涂层稀释率低,与基体呈牢固的冶金结合或界面扩散结合,更不容易脱落。
3、通过激光熔覆修复后,其涂层厚度是电镀涂层的10倍以上。
增强耐磨、耐腐蚀和表面硬度。