十字头的机械加工工艺规程及夹具设计
十字接头零件机械加工工艺规程及夹具设计
目录1 前言---------------------------------------------------------------------------------------12 毕业设计的目的--------------------------------------------23 毕业设计的基本任务与要求----------------------------------3 4毕业设计说明书的编写 --------------------------------------35 毕业设计说明书的工艺设计与共装设计写 ----------------------36 十字接头零件分析 ------------------------------------------47 选材------------------------------------------------------58 材料特性 --------------------------------------------------59 毛坯 ------------------------------------------------------710 消除应力退火----------------------------------------------811 加工方法--------------------------------------------------812 加工方案-------------------------------------------------913 刀具夹具-------------------------------------------------914 毛坯余量与零件公差---------------------------------------1015 机械加工工艺卡片-----------------------------------------1116 加工程序-------------------------------------------------1217 参考文献 --------------------- ----------------------------16前言十字接头已经广泛被用到各个技术领域,随着技术的不断进步,生产都向着自动化、专业化和大批量化的方向发展。
十字头滑套的加工工艺及夹具设计
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊毕业设计说明书课题名称十字头滑套的加工工艺与夹具设计系/专业班级学号学生姓名指导教师:二〇一六年四月┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要十字头滑套,典型的配套类零件,主要由车床加工完成,用途较大,尺寸精度,表面质量和公差的准确度要求较高,但是数控车床加工只是设计表面粗加工和精加工部分,最主要的钻孔由夹具来完成。
此设计是对十字头滑套零部件加工的分析和工艺的分析及夹具的制造。
工艺分析为零件的尺寸和加工工序的分析,要确定零件的尺寸和零件的加工顺序计算切削的多少。
夹具绘图包含零件图和装配图,用此夹具夹紧加工的零件然后钻孔。
关键词:夹具;工艺设计;十字头滑套┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊AbstractCross sliding sleeve, a typical supporting parts, mainly completed by lathe processing, use large, dimensional accuracy, surface quality and the accuracy of the tolerance requirement is higher, but the numerical control lathe processing just design surface roughing and finish machining parts, the main drilling are done by the fixture.This design for the crosshead sliding sleeve parts machining process analysis and process design analysis and fixture manufacturing. The size of the process analysis of parts and the machining process analysis, to determine the size of the parts and components processing sequence calculation of cutting. Fixture manufacturing can be divided into the design of the part drawing and assembly drawing, want to use the fixture clamping part and drilling.Key words: fixture;process design;cross sliding sleeve┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录摘要Abstract第一章绪论 (4)1.1引言 (4)1.2设计的背景 (4)1.3本文研究的内容 (4)1.4十字头滑套的内容和设计意义 (4)第二章零件的分析 ................................................................................ 错误!未定义书签。
某注塑机十字节零件的机械加工工艺规程及铣床专用夹具设计

湖南工学院2013届毕业设计(论文)课题任务书
系:机械工程系专业:机械设计制造及自动化
指导教师
学生姓名
课题名称
某注塑机十字头零件的机械加工工艺规程及铣床专用夹具设计
内容及任务
1、原始资料
(1)某注塑机十字头零件图及某注塑机装配图;
(2)生产纲领:3000件/年
(3)生产类型:中批量生产;
(4)车间工作制度:1班制
2、设计内容
(1)零件图:1张;
(2)毛坯图:1张;
(3)机械加工工艺卡(含工艺过程卡与工序卡)或机械加工工艺综合卡片:1套;
(4)专用夹具:1副;(含夹具装配图、夹具体零件图及相关的非标准零件图)
(5)设计计算说明书:1份
(所有图纸折合不得少于3张A0图)
拟达到的要求或技术指标
1、设计(论文)基本要求
第13~14周
(5.20~5.31)
编写设计计算说明书
第15周
(6.3~6.8)
毕业答辩
主要参考资料
1、徐嘉元,曾家驹主编《机械制造工艺学》机械工业出版社97.8
2、联合编写组编《机械设计手册》化学工业出版社87.12
3、赵家齐:《机械制造工艺学课程设计指导书》,机工版
4、哈尔滨工业大学李益民主编:《机械制造工艺设计简明手册》,机工版,2005年7月第一版
5、王启平主编《机床夹具设计》哈工大出版社85.12
6、东北重型机械学院主编《机床夹具设计手册》上海科学技术出版社80.1
7、孟少安主编《机械加ቤተ መጻሕፍቲ ባይዱ工艺手册》机械工业出版社91.9
8、刘文举主编《汽车传动与行使部分检修问答》人民邮电出版社97.5
9、唐艺等编《汽车构造与修理图解》机械工业出版社92.4
十字轴的机械加工工艺规程及夹具设计

XX大学题目:十字轴加工工艺及车夹具设计班级:姓名:指导教师:完成日期:摘要这次设计的是十字轴机械加工工艺规程及工艺装备设计,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
首先我们要熟悉零件和了解其作用,它位于车床变速机构中,主要起换档作用。
然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和械加工余量。
最后拟定拨差的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
AbstractThis time I design the lathes of the shift forks CA6140(831005), including that the part pursuing , the blank pursues , assembling pursues , the machine work procedure card the working procedure card every sheet .We should know the part very well and know its effect first , it is worked in the organization which is used for change the speed in a lathe, and the mainly role of the part is alter the speed. Then, we design the dimension of the blank and instrument process a margin of the part according to part character and the harshness of each face .Finally, I design the handicrafts route picture of the shift forks, work out the fastening motion scheme being workpiece's turn , draw up clamp assembling picture.As far as my individual be concerned, I want to knowing the general productive technology of machine part , consolidating and deepening the knowledge of basic course and specialized course what I have already learned , integrates theory with practice, and improve theability to solve problems, what’s more , striking the basis for the future work and the following course’s studying .目录一、零件的工艺分析 (V)二.机械加工工艺设计 ....................................................... V I1、确定生产类型 (VI)2、确定毛坯 (VI)2.1、确定毛坯种类: (VI)2.2、确定锻件加工余量及形状: (VI)三、工艺规程设计 (VIII)3.1选择定位基准: (VIII)3.2制定工艺路线: (VIII)3.3表面加工方法的确定 (IX)3.4加工阶段的划分 (IX)3.5工序顺序的安排 (IX)3.6确定工艺路线 (X)四.机械加工余量、工序尺寸及公差的确定 ....................... X I4.1钻铰Φ8丝孔的工序尺寸 (XI)4.1.1.钻Φ5丝孔,以φ25轴线为基准。
十字轴夹具课程设计方案包含全套图纸及工序卡
航空制造工程学院机械制造工艺课程设计设计课题:十字轴部件机械加工工艺规程设专业:机械设计制造及其自动化班级:姓名:学号:评分:指导老师:(签字)20XX年11月18日航空制造工程学院机械设计制造及其自动化专业《机械制造工艺及装备》课程设计课单班级学生课题十字轴部件机械加工工艺规程设计原始条件十字轴部件图生产纲领:中等批量设计要求 1.绘制十字轴部件图2.编制十字轴部件机械加工工艺规程(含机械加工工艺过程卡和机械加工工序卡)3.设计十字轴钻Φ6孔专用夹具一套4.编写课程设计说明书课题发给日期20XX年年11月04日课程设计完成日期20XX年年11月22日指导教师目录1部件的工艺解析 (1)2机械加工工艺设计 (2)2.1确定生产种类 (2)2.2确定毛坯 (2)确定毛坯种类 (2)2.2.2确定锻件加工余量及形状 (3)3工艺规程设计 (4)3.1选择定位基准 (4)3.2拟定工艺路线 (4)3.3表面加工方法的确定 (5)3.4加工阶段的划分 (5)3.5工序次序的安排 (6)3.6确定工艺路线 (6)4机械加工余量、工序尺寸及公差的确定 (7)4、1工序1铣四轴端面 (7)4、2工序2粗车四轴外圆 (8)4、3工序3半精车四轴外圆 (9)4、4工序4钻孔,攻螺纹,锪锥面 (9)4、5工序5钻四轴向轴中心孔,锪锥面 (10)4、6工序6渗碳淬火 (11)4、7工序7精磨四轴外圆、端面 (11)5夹具设计 (11)5.1定位基准的选择 (11)5.2定位加紧方案 (12)5.3 夹具元设计件的计算 (13)5.3.1夹紧力作用点 (13)5.3.2夹紧力的方向 (13)5.3.3夹紧方案 (14)5.4 夹具装置图的绘制 (15)5.4 夹详尽主要部件图的绘制 (15)6领悟与展望 (19)7参照文件 (19)1部件的工艺解析部件的资料为20GrMoTi,需要模锻,模锻性能优异,工艺较复杂,但尺寸精确,加工余量少,为此以下是十字轴需要加工的表面以及加工表面之间的地址要求:1、周围φ25外圆及四个φ8、φ6的内孔、2、右端面Φ50×60°内孔及M8丝孔。
机械制造技术课程设计-十字轴的工艺规程及钻中心孔夹具设计【全套图纸】[管理资料]
![机械制造技术课程设计-十字轴的工艺规程及钻中心孔夹具设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/10729af1fc4ffe473268ab02.png)
设计说明书题目:十字轴的工艺及钻中心孔夹具设计摘要本设计是十字轴零件的工艺规程及器其具设计。
从零件的结构外型分析,它的外型复杂,且不易加工,因此该零件选用是铸造件。
它的主要加工面是孔、端面,在加工中由于加工精度要求比较低,所以只是采用粗加工就可以,所以将其加工划分为粗加工和半精加工阶段,以保证加工精度。
在本设计中,先以一个面加工出一个基准面,然后,再以该基准面加工相应的孔。
在后面的工序中,均以该孔为定位基准,加工中间轴轴承支架的两侧平面,孔。
在整个加工过程中,分别采用了铣床、车床,钻床和镗床。
并设计了铣侧面、钻孔和车外圆的专用夹具,并对它们的定位都采用了两V型块定位,一挡销来辅助定位。
由于该零件的尺寸不大,所需的夹紧力不大。
因此,夹紧方式都采用手动夹紧,它的夹紧简单,机构的设计更为方便,满足夹紧要求。
关键词:十字轴零件,加工工艺,专用夹具,定位,夹紧。
全套图纸,加153893706ABSTRACTThis design is a parts processing and special fixture designs of intermed shaft supporting bracket. Parts from the appearance of the structure, its appearance complex and difficult process, so the selection of parts is casting. The parts are cast parts. In the processing, it is easier to ensure the processing accuracy of plane than the hole. So the parts’ main planes are hole, two blades of the Plectrum and groove. Therefore, in the design, it adopts the principle of plane first and hole second and divi des the hole and plane’s working into extensive and intensive processing stages so as to ensure the accuracy. In this design, firstly, it uses the plane to work a datum; secondly, it uses the datum to work according hole. And in the latter process of working, it also takes hole as the poisoning base and works the two bales of Plectrum, hole, bottom plane, groove and inclined plane. In the entire machining process, it uses separately the milling machine, driller and boring machine. And the design aspect of milling, boring and milling ducts special fixture. They also have adopted the positioning of a two marketing positioning. According to the requirement, it designs the special fixture. For the size of parts is not very big, it doesn’t require strong clamping force. Therefore, methods of clamping are manual clamping; that is because it is simple and the design is more convenient to meet the requirements of clamping. Keywords Plectrum:intermed shaft supporting bracket;Processing;Special Fixture;Positioning;Clamping。
十字头的机械加工工艺规程及夹具毕业设计
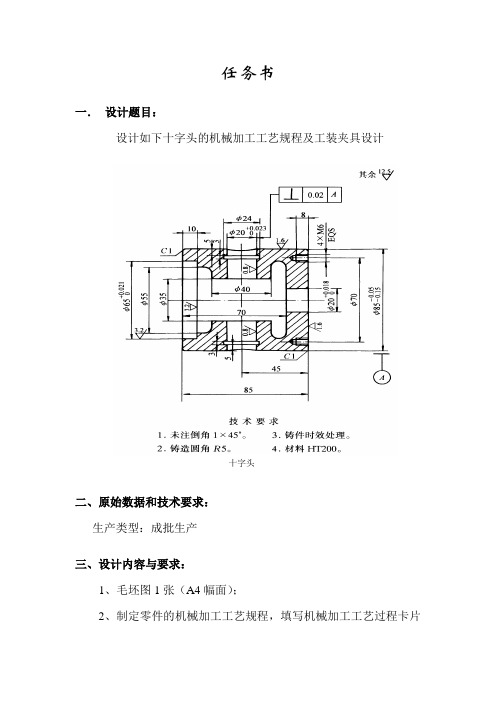
任务书一. 设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计二、原始数据和技术要求: 生产类型:成批生产 三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片十字头及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:目录第一部分工艺设计说明书 (4)1.零件图工艺性分析 (4)1.1零件结构功用分析: (4)1.2零件图纸分析: (4)1.3主要技术条件: (4)2.毛坯选择 (4)2.1毛坯类型 (4)2.2毛坯余量确定 (5)2.3毛坯-零件合图草图 (5)3.机械工艺路线确定 (5)3.1定位基准的选择: (5)3.2加工顺序的安排: (6)3.3加工阶段的划分说明 (6)3.4加工工序简图 (6)4.主要工序尺寸及其公差确定 (7)5.设备及其工艺装备确定 (7)6.切削用量及工时定额确定 (8)第二部分夹具设计说明书 (14)2.14×M6的螺纹孔夹具: (14)2.2 镗床夹具设计(Φ20上偏差为+0.023下偏差为0的销孔): (16)2.3扩φ20(Φ20上偏差为+0.018下偏差为0)孔夹具 (21)2.4精车外圆夹具的设计(Φ85上偏差为-0.05下偏差为-0.15:) (24)2.5.夹紧装置设计(35×35的方孔) (26)2.5.1定位基准的选择 (26)2.5.2定位元件的设计 (26)2.5.3定位误差分析 (27)2.5.4铣削力与夹紧力计算 (27)2.5.5夹具体槽形与对刀装置设计 (27)2.5.6夹紧装置及夹具体设计 (30)3.2.7夹具设计及操作的简要说明 (30)第五部分设计体会 (31)参考文献: (32)第一部分工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
由于它们功用的不同,该类零件的结构和尺寸有着很大的差异,但结构上仍有共同特点:零件的主要表面为精度要求较高的孔、零件由内孔、外圆、端平等表面构成。
“十字轴”零件的机械加工工艺规程及典型夹具设计

机械制造工艺学课程设计说明书设计题目:“十字轴”零件的机械加工工艺规程及典型夹具设计(年度生产纲领为8000件)学院机械学院专业机械设计制造及其自动化班级 xxxxxxxxxx设计 xxxxx学号 xxxxxxxxxxx指导教师 xxxxxxxxx20 年月日机械制造工艺学课程设计任务书题目:“十字轴”零件的机械加工工艺规程及工艺装配设计生产纲领为中批或大批生产内容:1.零件图 1张2.毛坯图 1张3.机械加工工艺过程综合卡片 1张4.工艺装备设计 1~2套5.工艺装备主要零件图 1张6.课程设计说明书 1份目录摘要 (3)一、零件的分析 (4)1.1零件的作用 (4)1.2零件的工艺分析 (4)二、工艺规程设计 (5)2.1确定毛坯的制造形式 (5)2.2基面的选择 (5)2.3制定工艺路线 (5)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2.5确定切削用量及基本工时 (8)三、专用夹具设计 (10)3.1 设计主旨 (10)3.1 夹具设计 (10)3.1 夹具设计及操作的主要说明 (11)参考文献 (11)摘要这次设计的是十字轴机械加工工艺规程及工艺装备设计,包括零件图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
首先我们要熟悉零件和了解其作用,它位于车床变速机构中,主要起换档作用。
然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
最后拟定工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
一、零件的分析1.1零件的作用十字轴是万向联轴器的重要而基本零件,通过滚动轴承与两个叉形头连接起到换向和传递扭矩和运动的作用。
按虎克铰链原理工作,传递转矩可达m KN •10000~8000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
任务书一.设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计十字头二、原始数据和技术要求:生产类型:成批生产三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:目录第一部分工艺设计说明书 (4)1.零件图工艺性分析 (4)1.1零件结构功用分析: (4)1.2零件图纸分析: (4)1.3主要技术条件: (4)2.毛坯选择 (4)2.1毛坯类型 (4)2.2毛坯余量确定 (5)2.3毛坯-零件合图草图 (5)3.机械工艺路线确定 (5)3.1定位基准的选择: (5)3.2加工顺序的安排: (6)3.3加工阶段的划分说明 (6)3.4加工工序简图 (6)4.主要工序尺寸及其公差确定 (7)5.设备及其工艺装备确定 (7)6.切削用量及工时定额确定 (8)第二部分夹具设计说明书 (14)2.14×M6的螺纹孔夹具: (14)2.2 镗床夹具设计(Φ20上偏差为+0.023下偏差为0的销孔): (16)2.3扩φ20(Φ20上偏差为+0.018下偏差为0)孔夹具 (21)2.4精车外圆夹具的设计(Φ85上偏差为-0.05下偏差为-0.15:) (24)2.5.夹紧装置设计(35×35的方孔) (26)2.5.1定位基准的选择 (26)2.5.2定位元件的设计 (26)2.5.3定位误差分析 (27)2.5.4铣削力与夹紧力计算 (27)2.5.5夹具体槽形与对刀装置设计 (27)2.5.6夹紧装置及夹具体设计 (30)3.2.7夹具设计及操作的简要说明 (30)第五部分设计体会 (31)参考文献: (32)第一部分工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
由于它们功用的不同,该类零件的结构和尺寸有着很大的差异,但结构上仍有共同特点:零件的主要表面为精度要求较高的孔、零件由内孔、外圆、端平等表面构成。
1.2零件图纸分析:由零件图可知,该零件形状较为复杂、外形尺寸不大,可以采用铸造毛坯。
由于该零件的两个φ20孔要求较高,它的表面质量直接影响工作状态,通常对其尺寸要求较高。
一般为IT5-IT7。
加工时两φ20孔的同轴度应该控制在0.01mm。
φ85外圆的尺寸它直接影响孔在空间的位置,加工时可以将其加工精度降低,通过装配来提高精度。
1.3主要技术条件:1.孔径精度:两φ20孔的孔径的尺寸误差和形状误差会造的配合不良,因此对孔的要求较高,其孔的尺寸公差为IT72.主要平面的精度:由于φ85外圆接影响联接时的接触刚度,并且加工过程中常作为定位基面,则会影响孔的加工精度,因此须规定其加工要求。
2.毛坯选择2.1毛坯类型考虑到十字头工作时的作用,要求材料要有很高的强度,并且该零件结构较为复杂,故选用铸造毛坯材料为HT200。
2.2毛坯余量确定由书机械加工工艺设计资料表1.2-10查得毛坯加工余量为2,毛坯尺寸偏差由表1.2-2查得为 1.4.2.3毛坯-零件合图草图3.机械工艺路线确定3.1定位基准的选择:3.1.1精基准的选择:选择十字头底面与两φ85外圆作定位基准,因为φ85外圆柱面,及底面是装配结合面,且十字头底面又是空间位置的设计基准,故选择十字头底面与外圆作定位基准,符合基准重合原则且装夹误差小。
3.1.2粗基准的选择:以十字头上端面和十字头支撑外圆定位加工出精基准。
3.2加工顺序的安排:十字头零件主要由孔和平面构成与箱体类零件大体相同,加工顺序为先面后孔,这样可以用加工好的平面定位再来加工孔,因为轴承座孔的精度要求较高,加工难度大,先加工好平面,再以平面为精基准加工孔,这样即能为孔的加工提供稳定可靠的精基准,同时可以使孔的加工余量较为均匀3.3加工阶段的划分说明加工阶段分为:粗加工阶段、半精加工阶段、精加工阶段。
3.4加工工序简图1、铸铸造、清理2、热处理时效3、粗车φ85外圆4、粗铣上顶面5、粗,精铣底平面6、钻、攻4×M6螺纹孔7、扩φ20孔9、铣十字头10、粗镗φ65内孔11、粗镗、半精镗、精镗2-φ20内孔12、挖2-φ24环槽13、精车φ85外圆14、去毛刺:15、终检:4.主要工序尺寸及其公差确定φ85φ205.设备及其工艺装备确定所用的设备有:CA6140、X62W、T618、Z4012、检验台、钳工台。
夹具有:镗2-φ20孔专用夹具、车床专用夹具、钻2-M6底孔专用夹具、扩φ20孔专用夹具、刀具有:90度车刀、硬质合金铣刀、平板锉、开式自锁夹紧镗刀、φ5钻头、M6丝锥、φ20钻头、圆锉刀量具有:游标卡尺、专用塞规。
6.切削用量及工时定额确定粗车、半精车、精车时:(T1=T辅T2=T机T3=T工T4=T休)挖φ24环形槽:ap=2由表5.3-1得::f=0.4m/r由表5.3-20得:v=90m/r则n=220x90/40=495 r/mm工时定额:由表3.3-3得:操作机床时间为:0.02+0.04+0.03+0.07+0.06+0.02+0.01+0.02+0.03+0.04=0.64 min由表3.3-4得:测量工件时间为:0.08+0.08=0.16 minT1=0.64+0.16=0.8 min由表5.4-1得机动时间为:T2=0.05+0.02+0.03=0.1 m/rT基=lz/nfap=0.2 min则T总=T1+T2+T基=2.26 min粗车φ85外圆时:ap=2由表3-1得::f=0.5 m/r由表5.3-20得:v=82 m/r则n=318x82/85=307 m/r工时定额:由表3.3-3得:操作机床时间为:0.02+0.04+0.03+0.07+0.06+0.02+0.01+0.02+0.03+0.04=0.64 min 由表3.3-4得:测量工件时间为:0.08+0.08=0.16 minT1=0.64+0.16=0.8 min由表5.4-1得机动时间为:T2=0.05+0.02+0.03=0.1 m/rT基=lz/nfap=0.167 min则T总=T1+T2+T基=0.347 min半精车φ85外圆时:(车刀刀杆尺寸BXH取16X25)ap=1由表3-1得::f=0.4 m/r由表5.3-20得:v=100 m/r则n=318x100/85=374 m/r工时定额:由表3.3-3得:操作机床时间为:0.02+0.04+0.03+0.07+0.06+0.02+0.01+0.02+0.03+0.04=0.64 min 由表3.3-4得:测量工件时间为:0.08+0.08=0.16 minT1=0.64+0.16=0.8 min由表5.4-1得机动时间为:T2=0.05+0.02+0.03=0.1 m/rT基=lz/nfap=0.34 min则T总=T1+T2+T基=0.52 min精车φ85外圆时:(车刀刀杆尺寸BXH取16X25)ap=0.5由表3-1得::f=0.3 m/r由表5.3-20得:v=107 m/r则n=318x107/85=400 m/r工时定额:由表3.3-3得:操作机床时间为:0.02+0.04+0.03+0.07+0.06+0.02+0.01+0.02+0.03+0.04=0.64 min 由表3.3-4得:测量工件时间为:0.08+0.08=0.16 minT1=0.64+0.16=0.8 min由表5.4-1得机动时间为:T2=0.05+0.02+0.03=0.1 m/rT基=lz/nfap=0.857 min则T总=T1+T2+T基=1.75 min铣φ85上顶面时:切削用量:ap=3.5由表6.3-2得:f=0.2 m/r由表6.3-21得:v=120 m/r则n=318V/D= 318 x120/85=449 m/r工时定额:由表6.4-1得:T2= lw+lf/fxn=1.45 min由表3.3-7得:操作机床时间为:0.83 min由表3.3-8得:测量工件时间为:0.14 minT1=2.27min T3=51min T4= 15minT基=lz/nfap=0.5 min则T总=T1+T2+T基=68.7min:钻2-M6底孔2-φ5孔时;切削用量:ap=3.5由表7.3-1得:f=0.36 m/r由表7.3-11得:v=13 m/r则n=318V/D= 318 x13/5=826 m/r工时定额:T2= lw+lf/fxn=0.1 min由表3.3-9得:装夹工件时间为0.17min由表3.3-10得:松开卸下工件时间为0.15min由表3.3-12得:测量工件时间为:0.04minT1=0.76 min T3=47 min T4=15 min则T总=T1+T2+T基=62.9min粗铣、半精铣φ85底平面时;粗铣时:切削用量:ap=2.5由表6.3-2得:f=0.2 m/r由表6.3-21硬质合金铣刀铣削灰铸铁时v=120 m/r 则n=318V/D=763.2m/r工时定额:由表6.4-1得:T2= lw+lf/vf=2.63 min 精铣时:切削用量:ap=1由表6.3-2得:f=0.12 m/r由表6.3-21硬质合金铣刀铣削灰铸铁时v=150 m/r则n=318V/D=561m/r工时定额:由表6.4-1得:T2= lw+lf/vf=3.5 min 由表3.3-7得:操作时间为0.83min由表3.3-8得:测量工件时间为:0.14minT1=2.27 min T3=51 min T4=15 min则T总=T1+T2+T基=80.53min:粗镗φ17内孔、半精镗、精镗φ20内孔时;粗镗时:切削用量:ap=3由表8.2-1得:f=0.5 m/r v=80 m/r则n=318V/D=1496.5m/r工时定额:T2= lw+lf/vf=0.03 min半精镗时:切削用量:ap=2.5由表6.3-2得:f=0.2m/r v=100m/r则n=318V/D=1630.7m/r工时定额:T2= lw+lf/vf=0.04min精镗时:切削用量:ap=0.5由表6.3-2得:f=0.15m/r v=80m/r则n=318V/D=1590m/r工时定额:T2= lw+lf/vf=0.07min由表3.3-1得:装夹工件时间为0.42min由表3.3-2得:松开卸下工件时间为0.12min由表3.3-3得:操作机床时间为:0.02+0.04+0.03+0.07+0.06+0.02+0.01+0.02+0.03+0.04=0.64 min 由表3.3-4得:测量工件时间为:0.16minT1=1.34 min T3=56min T4=15 min则T总=T1+T2+T基=72.62min:攻M6螺纹孔时;切削用量:ap=2.5由表7.3-1得:f=0.27 m/r由表7.3-11得:v=15 m/r则n=318V/5= 318 x15/5=954m/r工时定额:T2= lw+lf/fxn=1.5 min由表3.3-9得:装夹工件时间为0.04min由表3.3-10得:松开卸下工件时间为0.05min由表3.3-11得:操作机床时间为:0.32 minT1=0.43 min T3=47 min T4=15 min则T总=T1+T2+T基=62.73min:扩φ20孔时;切削用量:ap=2.5由表7.3-1得:f=0.27 m/r由表7.3-11得:v=15 m/r则n=318V/D= 318 x15/20=238.5m/r工时定额:T2= lw+lf/fxn=1min由表3.3-9得:装夹工件时间为0.04min由表3.3-10得:松开卸下工件时间为0.05min由表3.3-11得:操作机床时间为:0.32 minT1=0.43 min T3=47 min T4=15 min则T总=T1+T2+T基=62.63min第二部分夹具设计说明书2.14×M6的螺纹孔夹具:工序尺寸精度分析:由工序图可知此工序的加工精度要求不高,具体加工要求如下:钻2-M6底孔,无其它技术要求,该工序在摇臂钻床上加工,零件属成批量生产。