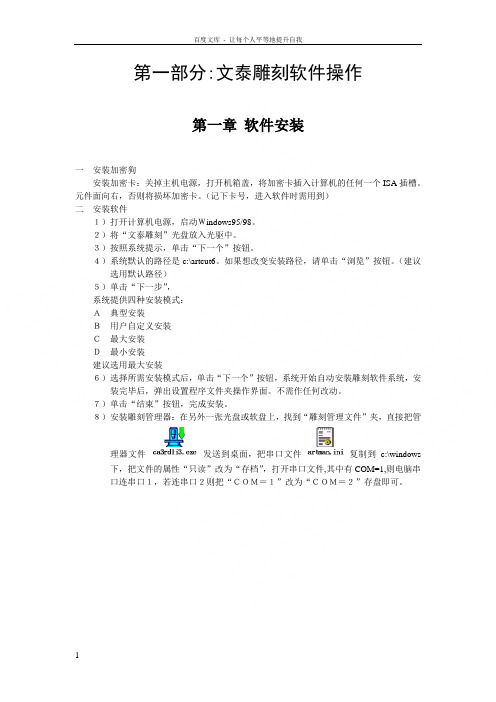
方圆雕刻机文泰的完整操作
文泰雕刻操作步骤
文泰雕刻操作步骤
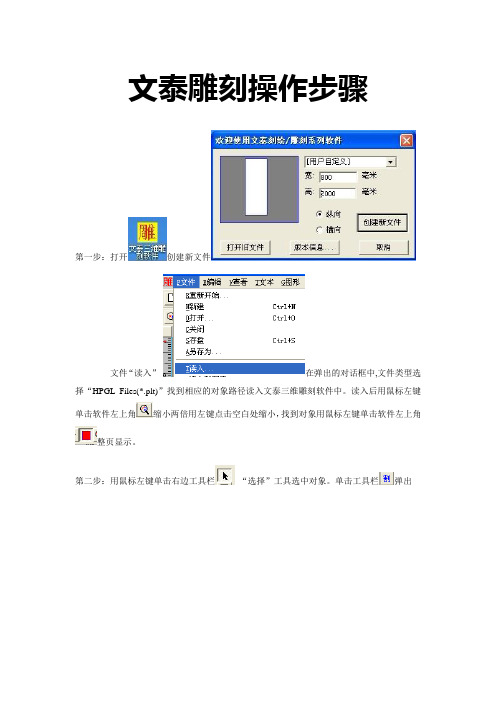
第一步:打开创建新文件
文件“读入”在弹出的对话框中,文件类型选择“HPGL Files(*.plt)”找到相应的对象路径读入文泰三维雕刻软件中。
读入后用鼠标左键单击软件左上角缩小两倍用左键点击空白处缩小,找到对象用鼠标左键单击软件左上角整页显示。
第二步:用鼠标左键单击右边工具栏“选择”工具选中对象。
单击工具栏弹出
选择切割路径“原线输出”设置雕刻深度。
点击确认
第三步:保存文件格式。
鼠标左键单击工具栏保存雕刻路径。
弹出对话框点击“查找”弹出对话框
把“*”改名保留“.nc”后辍名。
保存到相应硬盘中。
最后点击“确认”即可。
文泰软件使用方法
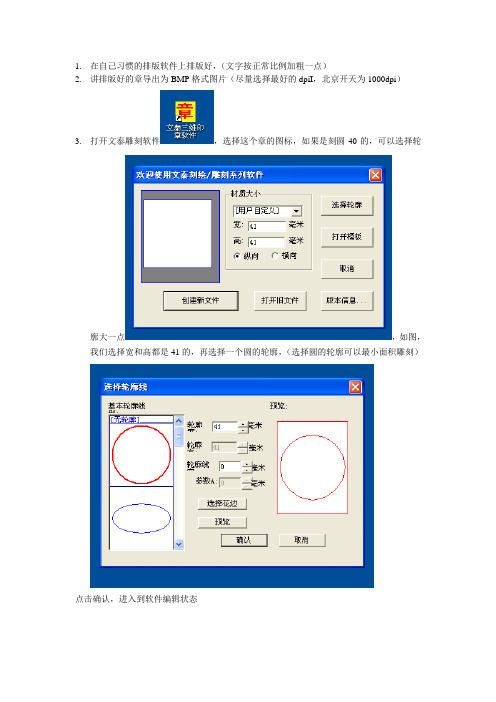
1.在自己习惯的排版软件上排版好,(文字按正常比例加粗一点)2.讲排版好的章导出为BMP格式图片(尽量选择最好的dpiI,北京开天为1000dpi)3.打开文泰雕刻软件,选择这个章的图标,如果是刻圆40的,可以选择轮廓大一点,如图,我们选择宽和高都是41的,再选择一个圆的轮廓,(选择圆的轮廓可以最小面积雕刻)点击确认,进入到软件编辑状态4.进入到软件编辑状态,第一步,确定坐标原点为(X=0,Y=0),具体方法,选项→定义基线方向,在显示坐标系的那个地方打勾,这样他就会显示坐标系了,方便我们核对原点,在选择选项→定义原点5.点文件里面的读入选择刚才的那个图片我们格式为BMP格式,图片雕入以后,改变下图章的大小具体方法筐选章样→点右键→数字定位,调整图章大小点确定6.筐选图章,点文件选择图象转换点下一步,下一步,直到转换完成,保留,其他全部按Delete删除掉,再选择右边的功能键的对齐,软件下方会出现(为竖直方向对齐,为水平方向对齐)点击,让图居中对齐,如图(如果材料比我们要刻的章大了点,这时需要把周围的边清扫下,因为我们这个轮廓是41的,所以周围有做清扫,如果材料是43的,那轮廓选择43.5或者更大一点即可)7.开始做路径,我们做3D路径,框选好图章选择3D(即三维雕刻方式),选择需要雕刻的深度,再选择机器上使用刀具比如我们用的是3.175-30-0.1的刀(3.175是刀的直接,30是角度,0.1的刀尖)。
如果是需要另外新增加刀具,点刀具库在宽度(即刀具的直径),角度(这里角度是一半的,比如我们是用的30度的刀,这里角度应该选择15),再点增加刀具,即新增加了刀具。
8.这里有阴刻和阳刻2种模式,按正常来说,如图,我们的章外面加了一个轮廓,做下阴刻看看,带颜色的部分是雕刻下去的,这个章是一个阴模正字的,(如果要删除路径你选,删除之前的路径,再重新做路径)我们再来看看阳刻的效果:阳刻的效果是,白色部分突出,带颜色部分雕刻雕了。
文泰刻绘操作
文泰刻绘CAD操作Ctrl+S:保存(随时用)f2 文字左对齐F3 文字中心对齐F4 文字右对齐F5 屏幕重画F6:回到上次显示。
F7:显示窗口内全部内容F8:显示全部桌面(版面)F9:以鼠标为中心放大显示.F10:以鼠标为中心缩小显示F11:带菜单栏全屏显示空格:90度逆时针旋转。
CTRL+A:设置字体大小Ctrl+B:分解图形\打散文字(选中字母O按此快捷,会形成两个单线的O)Ctrl+C:复制Ctrl+D:数值定位(图形的水平、垂直位置及大小)Ctrl+E:组合成图形。
(可以是图形文字)CTRL+F:字体类型CTRL+G 雕刻输出CTRL+K 刻绘输出Ctrl+M:打开图库Ctrl+N:新建窗口Ctrl+P:打印桌面内容Ctrl+Q:快速录入文字Ctrl+R:恢复一步撤销Ctrl+V:粘贴(弹出对话框可以调整要复制到的位置)CTRL+X 裁切CTRL+Y 字形边框Ctrl+Z:撤销一步(最多7步)Ctrl+上键顶部对齐Ctrl+下键底部对齐Ctrl+左键左部对齐Ctrl+右键右部对齐Ctrl+O:打开文件Ctrl+Tab:多个文档间相互切换CTRL+F2 文字居上CTRL+F3 文字居中CTRL+F13 文字撑满CTRL++竖直中线对齐CTRL+-水平中线对齐CTRL+1 正向横排CTRL+2 反向横排CTRL+3 正向竖排CTRL+4 反向竖排CTRL+5 沿线排版CTRL+6 孤排Shift+F11:恢复普通窗口Shift+F11 退出全屏ALT+[ 横向均空ALT+] 纵向均空ALT+. 纵向居中ALT+, 水平居中ESC 选择CTRL+D 图形快速定位图形修改尺寸图形对齐菜单栏上面有(注意:这个要把小键盘上的Num lock灯关掉才行!!)一、基本操作1、设定版面尺寸:(快捷键操作:Alt+O、P)[选项]→[版面设定] 进入文泰福临门专用版软件后,软件会自动提示用户设置版面大小,此时用户可根据自己的需要进行版面设置。
雕刻机文泰软件功能讲解
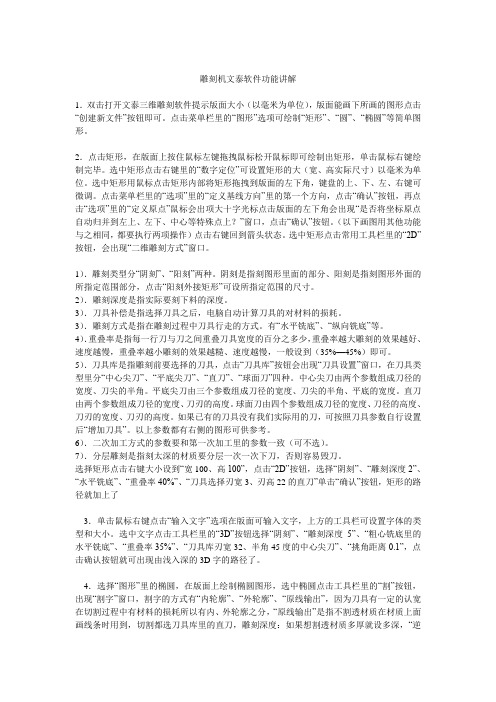
雕刻机文泰软件功能讲解1.双击打开文泰三维雕刻软件提示版面大小(以毫米为单位),版面能画下所画的图形点击“创建新文件”按钮即可。
点击菜单栏里的“图形”选项可绘制“矩形”、“圆”、“椭圆”等简单图形。
2.点击矩形,在版面上按住鼠标左键拖拽鼠标松开鼠标即可绘制出矩形,单击鼠标右键绘制完毕。
选中矩形点击右键里的“数字定位”可设置矩形的大(宽、高实际尺寸)以毫米为单位。
选中矩形用鼠标点击矩形内部将矩形拖拽到版面的左下角,键盘的上、下、左、右键可微调。
点击菜单栏里的“选项”里的“定义基线方向”里的第一个方向,点击“确认”按钮,再点击“选项”里的“定义原点”鼠标会出项大十字光标点击版面的左下角会出现“是否将坐标原点自动归并到左上、左下、中心等特殊点上?”窗口,点击“确认”按钮。
(以下画图用其他功能与之相同,都要执行两项操作)点击右键回到箭头状态。
选中矩形点击常用工具栏里的“2D”按钮,会出现“二维雕刻方式”窗口。
1).雕刻类型分“阴刻”、“阳刻”两种。
阴刻是指刻图形里面的部分、阳刻是指刻图形外面的所指定范围部分,点击“阳刻外接矩形”可设所指定范围的尺寸。
2).雕刻深度是指实际要刻下料的深度。
3).刀具补偿是指选择刀具之后,电脑自动计算刀具的对材料的损耗。
3).雕刻方式是指在雕刻过程中刀具行走的方式。
有“水平铣底”、“纵向铣底”等。
4).重叠率是指每一行刀与刀之间重叠刀具宽度的百分之多少,重叠率越大雕刻的效果越好、速度越慢,重叠率越小雕刻的效果越糙、速度越慢,一般设到(35%—45%)即可。
5).刀具库是指雕刻前要选择的刀具,点击“刀具库”按钮会出现“刀具设置”窗口,在刀具类型里分“中心尖刀”、“平底尖刀”、“直刀”、“球面刀”四种。
中心尖刀由两个参数组成刀径的宽度、刀尖的半角。
平底尖刀由三个参数组成刀径的宽度、刀尖的半角、平底的宽度。
直刀由两个参数组成刀径的宽度、刀刃的高度。
球面刀由四个参数组成刀径的宽度、刀径的高度、刀刃的宽度、刀刃的高度。
文泰雕刻

文泰雕刻快捷键Ctrl+S:保存f2文字左对齐F3文字中心对齐F4 文字右对齐F5 屏幕重画F6:回到上次显示。
F7:显示窗口内全部内容F8:显示全部桌面(版面)F9:以鼠标为中心放大显示.F10:以鼠标为中心缩小显示F11:带菜单栏全屏显示空格:90度逆时针旋转。
CTRL+A:设置字体大小Ctrl+C:复制Ctrl+B:分解图形\打散文字Ctrl+D:数值定位Ctrl+E:组合成图形CTRL+F:字体类型CTRL+G 雕刻输出CTRL+K 刻绘输出Ctrl+M:打开图库Ctrl+N:新建窗口Ctrl+P:打印桌面内容Ctrl+Q:快速录入文字Ctrl+R:恢复一步撤销C TRL+Y字形边框Ctrl+上键顶部对齐Ctrl+下键底部对齐Ctrl+左键左部对齐Ctrl+右键右部对齐Ctrl+O:打开文件Ctrl+Tab:多个文档间相互切换CTRL+F2文字居上CTRL+F3 文字居中CTRL+F13文字撑满CTRL++竖直中线对齐CTRL+-水平中线对齐CTRL+1 正向横排CTRL+2 反向横排CTRL+3 正向竖排CTRL+4 反向竖排CTRL+5 沿线排版CTRL+6Shift+F11:恢复普通窗口Shift+F11 退出全屏ALT+[ 横向均空ALT+] 纵向均空ALT+. 纵向居中ALT+, 水平居中ESC 选择CTRL+D 图形快速定位图形修改尺寸图形对齐菜单栏上面有(注意:这个要把小键盘上的Num lock灯关掉才行!!)一、基本操作1、设定版面尺寸:(快捷键操作:Alt+O、P)[选项]→[版面设定]2、调用图形:(调用福临门图形) (快捷键操作:Alt+F、F)3、排列整齐(纵向居中Alt+A、E;水平居中Alt+A、O)选中图形→[整齐]→[纵向居中]→[水平居中]4、精确定位(快捷键操作:Ctrl+D)5、图形应用操作:打散分解图形:选中图形→按快捷键Alt+E、F;节点编辑环境下分解:选中图形→按快捷键Alt+E、K;简单分割:选中图形→按快捷键Alt+R、S→[高级功能]→[简单分割]→[直线分割]或[矩形分割]或[椭圆分割];复杂分割:选中图形→按快捷键Alt+R、B连筋分解:选中图形→按快捷键Alt+E、O,加框在设计好的图形外面加上外框:选中图形→按快捷键Alt+G、B圆滑一幅位图图形转换之后,有的地方菱角太多不够圆滑,可使用“整图光顺”功能进行优化效果。
刻字机文泰设置
1.文泰软件和刻字机问题打开文泰软件系统按刻绘输出,选择好了刻字机型号和端口,都设置好了点击.文泰软件.微雕电脑刻字机厂家可以提供给您参考解决方案:2.请问:威刻刻字机数据线怎么焊接文泰软件可以传送数据,但刻.是的,一般都是数据线出现了问题造成.首先要看是什么牌子的机器如果是国产机器在文泰里面点刻绘输出(如果是2002版或者是雕刻版在右上角点设置.3.文泰软件的,刻字机为什么刻了一半,还没刻完就刻不到了问题补充:每次都刻不完的.这个一般是输出线路有问题,换端口,换数据线,换电脑,换刻字机,都可以试试---星旗条幅供墨系统-让你的刻字机也.4.文泰刻字机常见问题?刻字时纸老是皱皱的?是什么原因?.存放问题,刀压过大,压轮压力过小而刀压过大.有可能是你压轮没压好.纸选择时不要选太皱的;另外.5.刻字机问题。
我的刻字机是中科方圆,宽860mm,用的是随机软件..不要.您可以到下载精卡高速刻字机简要操作规程,参照里面的设置方式试试看.6.软件问题,用刻字机制图用什么软件软件问题,用刻字机制图用什么软件.1、国产刻字机一般用文泰刻绘大师(很多机器支持coreldraw、CAD直接输出,不过不建议用coreldraw和CAD直接输出,.7.电脑刻字机软件我用的是文泰绘刻2009刻字是曲线很慢,直线.不要说在刻字机上设置,刻字机上是有调整刀压和速度的,我指的是如何使割.文泰里面的补偿设置里面的输出精度选低就行了。
.8.文泰刻字机无法输出,提示错误这个很可能是你还没有设置刻字机的型号,刻绘输出那个窗口有设置选项的不明白可以Q我261798266.不太明白你说的是什么意思,你用文泰做的文件输出是.9.罗兰GX-24刻字机文泰刻绘软件怎么不能用用什么软件好GX-24你一定要用文泰刻绘软件就不要用USB端口,要用串口.在软件中选择CM-24就可以工作了.各人建议你还是不要用国产软件,GX-24随机送的中文版Cutstudio.10.我的三无刻字机用的是文泰刻字软件,设置是恒星刻字机,点刻.为什么点击刻字机的偏移键才工作啊.文泰软件点击刻绘输出后出现"设置"(右上角),在设置端口中流式控制,选择XON/XOFF,RST/CTS.。
雕刻机操作说明
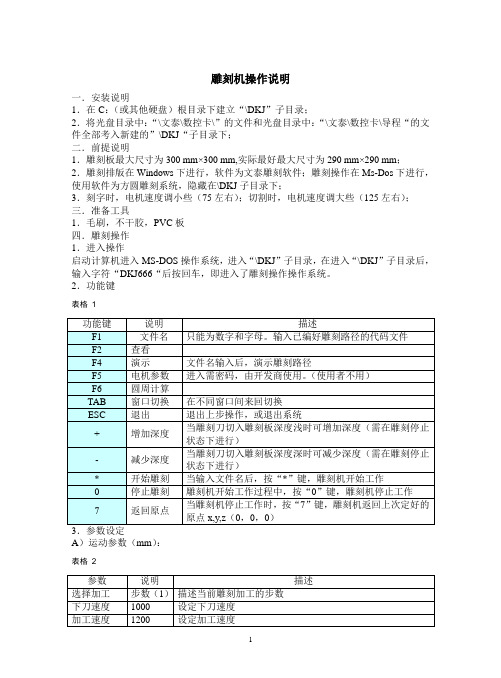
雕刻机操作说明一.安装说明1.在C:(或其他硬盘)根目录下建立“\DKJ”子目录;2.将光盘目录中:“\文泰\数控卡\”的文件和光盘目录中:“\文泰\数控卡\导程“的文件全部考入新建的”\DKJ“子目录下;二.前提说明1.雕刻板最大尺寸为300 mm×300 mm,实际最好最大尺寸为290 mm×290 mm;2.雕刻排版在Windows下进行,软件为文泰雕刻软件;雕刻操作在Ms-Dos下进行,使用软件为方圆雕刻系统,隐藏在\DKJ子目录下;3.刻字时,电机速度调小些(75左右);切割时,电机速度调大些(125左右);三.准备工具1.毛刷,不干胶,PVC板四.雕刻操作1.进入操作启动计算机进入MS-DOS操作系统,进入“\DKJ”子目录,在进入“\DKJ”子目录后,输入字符“DKJ666“后按回车,即进入了雕刻操作操作系统。
2.功能键表格 1A)运动参数(mm):表格 2表格 3在对原点时需要点动操作,即点一下,雕刻刀朝坐标X(Y或Z)方向移动一下。
点动移动量的速度由点动量所决定(由点动量键即数字键“.(Del)“控制)表格 4五.雕刻操作1.小标牌雕刻小标牌雕刻均采用“文泰单线简体仿宋“字体。
A)矩形条标牌(42*15)雕刻步骤如下:[1]画矩形,尺寸为:42*15;[2]在矩形框内写文字,如“1#泵启动“;[3]选中文字“1#泵启动“,点快捷键”割“,弹出割字对话框:做如下工作:表格 5表格 6表格7表格8执行矩形框G代码文件(即后切割外边框工作)B)Ф22.5开孔按钮指示灯标记标牌C)Ф30开孔按钮指示灯标记标牌雕刻步骤如下:[1]画直线3条(两条竖线,一条横线)和1条半圆圆弧,;[2]画圆1个(Ф22.5或Ф30);[3]在矩形框内写文字,如“1#泵启动“;[4]选中文字“1#泵启动“,点快捷键”割“,弹出割字对话框:做如下工作:表格9字对话框:做如下工作:表格10表格11表格12表格13后执行外边框切割G代码文件(即后切割外边框工作)2.大标牌雕刻大标牌雕刻与小标牌雕刻方法基本一样,只是大标牌雕刻时字体要到从而采用“文泰黑体“字体,雕刻方法不是采用”割字“方法,而是是采用”2D“方法。
文泰雕刻机操作详细说明书
外框的形状可通过“绘图工具箱”先画出矩形,然后再通过“节点编辑”进行修改
关于节点编辑,以下详细说明:
节点编辑
一、如何对节点进行编辑。
对于在双色板上刻比较大的字,可以用“2D”,雕刻深度为mm,雕刻方式:水平铣底,重叠率20%-40%,二次加工:勾边。两边的刀具选一致Φ3×30×或刀尖更大的刀。
阳刻的效果
举例说明:现需要在一个圆中刻个“福”,福在圆中凸出来。
先排好
圆与字组合
点“2D”,选阴刻、加刀具补偿、
雕刻方式:水平铣底,重叠率20%
j.平滑:移动控制点,将该控制点相邻的节点光滑
k.对称:移动控制点,将该控制点相邻的节点对称
l.自动减点:自动将很多点组成的曲线用较少的点来描述
m.平直:将所选择的直线段变为水平线或竖直线
n.加圆角:在两条直线段中间加一个圆弧
o.变尖角:把一条Bezier曲线变为两条直线段
p.节点对齐:把选中的节点沿水平或竖直方向对齐
用外轮廓+刀具补偿割出的字,再经过后期抛光,即成为水晶字。
胸牌的制作:
通常用“3D”+孤岛加工(水平铣底、重叠率20%左右),刀具选平底尖刀
Φ3×30×,雕刻深度为mm;外框用“割”:外轮廓+刀具补偿、刀具相同、雕刻深度为双色板的厚度(建议雕刻深度比双色板略浅可增加刀具使用寿命)。
路径生成后效果如图:
i. 快速录入:进入文字块的快速录入/修改状态。
四、状态工具箱
A b c d e f g h I j k l
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
方圆雕刻机文泰的完整操作
完整的雕刻操作过程
一个完整的雕刻操作过程分为四步:
㈠在雕刻软件中计算好路径文件;
㈡生成G代码目标文件;
㈢把文件下载到DSP操作手柄中;
㈣在雕刻机上完成雕刻加工。
1. 首先在文泰软件中按内容排好版面,或在其他软件里排好版,导入文泰雕刻软件中。
a) 胸牌制作(常规大小:2CM×7CM)
常用刀具:20°×0.1 20°×0.2 30°×0.1 30°×0.2
首先用稍大点的刀(刀尖宽度大点)计算走刀路径,用“2D”计算时铣底刀具与勾边刀具要保证是同一把刀,重叠率一般在20%—30%左右,然后通过局部放大检查路径,看细笔画能否过刀,若能过,尽量采用大刀;若不能过,则改用稍小一点的刀具,再试,直致能过满意为止。
b) PVC字切割
常用刀具:12mm(切10MM及以下厚度) 17mm(切15MM)22mm(切20MM)
因PVC材料熔点较底,一般在材料表面字边缘会有部分熔瘤现象,需要用美工刀修饰一下,这会影响字的美观效果,而紧临台板面则光滑平整,因此我们建议:切PVC字时,先将加工对象作镜像处理,再算刀具路径,这样保证字面向下,即字边缘光滑整洁。
切割时要保持字的大小不变,需选择外轮廓切割;且计算双色板及PVC切割路径时,勾边要选择“顺时针”算路径。
c) 水晶字的切割
常用刀具:同PVC,只是建议切割20MM厚的亚克力时,选用∮4×22的刀具,更耐用一些。
其他厚度选用∮3.175即可。
水晶字熔点高,不需要切割时做镜像处;勾边要选择“逆时针”算路径。
2. 以G代码文件格式保存雕刻路径,以便传到DSP手柄控制软件。
在文泰雕刻软件中算好路径后,最好先在文泰中把雕刻路径保存一下。
再单击工具箱“雕”旁边的“G”图标,弹出“将雕刻结果存成文本文件”的窗口,单击“查找”定义文件名(强烈建议存为中文文件名),其中“保存类型”应改为“G-code Files(*.nc)”,单击“保存”返回上级窗口;再设定抬刀距离:一般雕刻设为2mm即可;切割时稍大点,一般5mm-8mm 左右;再单击“确认”存盘,当此窗口消失后,存盘完毕。
3. 下载G代码文件到DSP手柄
将手柄与电脑通过USB线连接,屏幕上显示为“是否回原点”,可以不理会;也可以直接按手柄上的(手柄最下面一排右边数第二个键)弹出XYZ坐标参数。
在桌面上启动“DSP下载控制软件”,单击“文件”,单击“打开”弹出“打开窗口”,将“文件类型”改为“所有文件(*.*)”,在第2步的存盘路径中找到保存有路径的文件,单击它出现“文件名”栏内,再单击“打开”调入版面。
a) 单击“查看”可选择“显示全部”,或者用F3,F2键对文件内容放大,缩小。
b) 在下载文件前,需确定加工参数,请单击“配置”,单击“自动加工配置”修改加工参数
供参考:
①自动加工速度:雕刻可以选择2000-4000
切割PVC 亚克力选择:1000-2000
②自动空运行速度:2000-3000即可
③落刀速度倍率:0.5-1(视加工材料定)
c)单击“操作”,单击“下载加工文件”弹出“请输入加工数据名称”
①加工数据名称:强烈建议取中文文件名,最好跟雕刻内容有关系(方便以后查找)
②下载到哪个文件:共有9个位置可选,在手柄用切换页面,一次显示3个文件
③是否分页:暂时没有用处可以不选
单击“确认”下载文件,完毕后,关闭软件,拔下USB手柄。
4. 雕刻机上的操作
将手柄连接到雕刻机控制线上,打开整机的控制电源,再打开主轴电源(在雕刻机上禁止带电拔插USB手柄)。
当手柄屏幕上提示“是否回原点”时必须按左下角键,回归机械原点,完成整机初始化工作。
这时通过手柄上的移动电机头左右运动;移动龙门前后运动;移动主轴电机上下运动,让刀具靠近加工材料表面。
一般做法是先移动XY两轴,大致到要定点的位置,再移动Z轴向下:这时先通过键切换成低速状态,在手柄屏幕左下部有状态显示,通过键切换成连续方式,观察刀具快接近材料面时,再次通过切换成步进模式,在屏幕左下角一样有提示,通过按来启动主轴电机,让刀具高速运转起来,当速度稳定下来以后,把刀具定点在材料表面。
当刀具定好加工点以后,在雕刻工作之前,必须按键,将XY两轴坐标归零,再按将Z轴坐标归零,当屏幕XYZ轴坐标均显示为0时,系统会自动记忆本次操作的加工原点,供下次加工调用;这时再按屏幕将弹出3个待加工的数据文件(一共是9个文件,可通过翻页循环查找),当找到要加工的文件后,按其前面对应的数字键,先跳出加工文件名称,稍后跳出加工参数(自动加工速度,自动空运行速度,速度倍率),其中的“速度倍率”可通过进行增减,最小为0.1,最大为1;实际加工速度由自动加工速度跟速度倍率的相乘的积而定。
实际加工速度=自动加工速度×速度倍率速度倍率最大为1即全速、最小为0.1,即自动加工速度的1/10。
当雕刻双色板时,可先将倍率调为0.5,即一半左右,看实际加工效果如何,再确定增加多少速度(注:雕刻加工时屏幕左下部显示)
当切割亚克力时,速度不要超过1000,当定好速度倍率时,按手柄上的,开始输出加工。
常用雕刻材料的加工方法
项材目料切割方向变频器频率计加工速度备注
亚克力逆时针350-400 1000
PVC 顺时针350-400 1000-2000 镜像雕刻
双色板顺时针300左右2000-4000。