十字锻造法
十字轴零件的加工工艺及夹具设计
摘要差速器十字轴零件是驱动桥差速器总成中的一个零件,其主要作用为支承四个行星齿轮,从而实现汽车在转弯时的差速转动,减少汽车轮胎的磨损。
本说明书主要介绍的是差速器十字轴零件的加工工艺及其夹具设计。
根据差速器十字轴零件的结构特征,其主要是由平面与孔组成,根据加工工艺原则,平面的加工精度比孔的加工精度更容易保证,故此零件加工会遵循先面后孔的加工原则,同时遵循粗精加工分开原则。
主要以十字轴的各短轴轴线为基准进行加工。
差速器十字轴零件从毛坯到合格零件,其中有对零件材料的选择,对零件毛坯制造方式的确定,对零件尺寸的确定,对零件加工序先后的分析调整,拟定出最优的加工方案。
在保证加工质量的同时尽量提高生产效率,选择合理的机床及夹具,以生产降低成本。
差速器十字轴零件的夹具设计是根据零件的结构特点,设计出操作简便、装夹合理的专用夹具。
关键词:差速器十字轴;加工工艺;专用夹具ABSTRACTDifferential cross shaft parts is one of the drive axle differential assembly parts, its main function is supporting four planetary gear, so as to realize auto differential rotation in corners, reduce automobile tire wear.This manual differential cross shaft parts are mainly introduced the processing technology and fixture design.According to the structure characteristics of differential cross shaft parts, it is mainly composed of the plane and hole, according to the principle of processing technology, the machining precision of plane easier than hole machining precision to ensure, therefore parts processing will follow after the first plane hole machining principle, follow the principle of separate coarse finishing at the same time.Mainly in the spider's short axis as a benchmark for processing.Differential cross shaft parts from blank to the qualified parts, including the selection of component materials, for the determination of blank parts manufacturing way for the determination of parts size on the analysis of the parts processing sequence has been adjusted, work out the optimal processing scheme.In at the same time try to improve the efficiency of production, to ensure the quality of processing to choose reasonable machine tool and fixture, to production to reduce costs.Differential cross shaft parts of fixture design is based on the structure characteristics of the parts, design a simple operation, reasonable special fixture clamping.Keywords: Differential cross shaft;The processing technology;Special fixture目录摘要 (I)ABSTRACT.................................................................................................................. I I 目录. (III)1绪论 (1)1.1研究背景 (1)1.2研究的目的和意义 (1)1.3国内外现状和发展趋势 (1)1.4主要研究内容和技术方案 (2)2零件分析 (3)2.1差速器十字轴的介绍 (3)2.2十字轴主要加工表面技术要求的确定 (3)2.3零件工艺分析 (3)3毛坯的制造 (4)4加工工艺制定 (5)4.1表面加工方法的确定 (5)4.2初定工艺路线 (5)4.3定位基准的选择 (5)4.3.1粗基准的选择 (5)4.3.2精基准的选择 (5)4.4机械加工余量、毛坯尺寸及尺寸的确定 (6)4.4.1机械加工余量的确定 (6)4.4.2毛坯尺寸及公差的确定 (6)4.5十字轴零件的加工工艺过程及工序尺寸 (6)4.6确定切削用量及基本时间 (10)5机床夹具设计和结构计算 (14)5.1定位基准的选择 (14)5.2夹具设计 (14)5.3定位误差分析 (15)5.4钻削力和与夹紧力的计算 (15)6总结 (17)参考文献 (18)致谢 (19)附录 (20)附录A机械加工工艺过程卡 .................................................. 错误!未定义书签。
十字型构件工艺标准
钢结构十字型钢构件制作施工工艺标准ZEJGG/QB-GY0802-20061 总则1.1 在高层民用建筑钢结构和大型工业建筑钢结构工程中,越来越多地采用十字型钢构件。
此类钢构件在工程主体结构中作为重要受力构件,制造质量要求较高。
另外,由于其为十字型焊接结构,结构形状较复杂,制作工序多,在焊接过程中控制焊缝质量和焊接变形较困难,应在制作过程中严格控制工序质量,以保证十字型钢构件的总体制作质量。
为规范十字形钢构件的制作工艺,便于制作工序的质量控制和构件质量检查,制定本工艺标准。
1.2本工艺标准适用于十字型钢构件的制作。
2 引用标准(1)《钢结构工程施工质量验收规范》(GB50205-2001)(2)《高层民用建筑钢结构技术规范》(JGJ99-1998)(3)《建筑钢结构焊接技术规程》(JGJ81-2002)(4)《钢结构制作施工工艺标准》(ZEJGG/QB-GY0801-2006)(5)《钢结构手工电弧焊施工工艺标准》(ZEJGG/QB-GY0803-2006)(6)《钢结构埋弧自动焊施工工艺标准》(ZEJGG/QB-GY0804-2006)(7)《钢结构二氧化碳气体保护焊施工工艺标准》(ZEJGG/QB-GY0805-2006)(8)《钢结构栓钉焊施工工艺标准》(ZEJGG/QB-GY0806-2006)3 名词术语3.1 十字型钢构件:由钢板零件组装焊接而成,截面形状近似于十字型的钢结构构件。
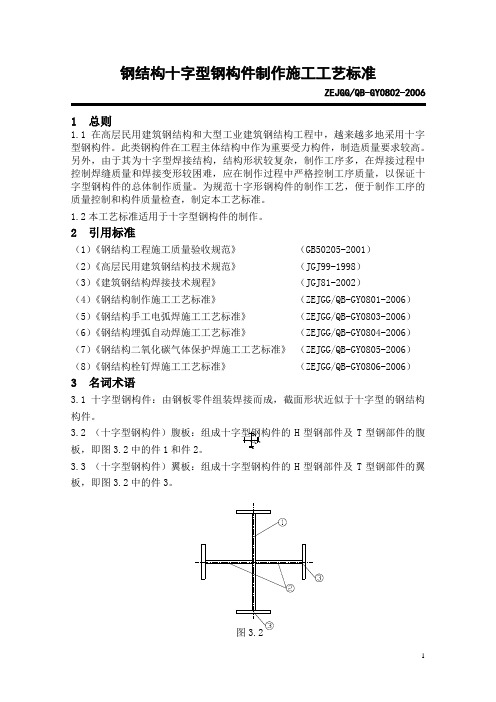
3.2 (十字型钢构件)腹板:组成十字型钢构件的H型钢部件及T型钢部件的腹板,即图3.2中的件1和件2。
3.3 (十字型钢构件)翼板:组成十字型钢构件的H型钢部件及T型钢部件的翼板,即图3.2中的件3。
图3.24 基本规定4.1 十字型钢构件制作必须按构件深化设计图的要求进行制作加工。
4.2 十字型钢构件的钢板零件材料品种、规格和性能等应符合现行国家钢材标准规定的质量要求和设计要求,其腹板和翼板须经抽样复验,其复验结果符合上述要求后方可使用。
高速钢锻造缺陷及其防治措施分析

高速钢锻造缺陷及其防治措施分析摘要:高速钢锻造上存在质量的缺陷,常常表现为硬度不够,造成韧性的缺陷。
高速钢锻造技术常被应用于刀具和磨具的生产,高度钢的质量性能表现为变形的抗压了和硬化的塑性力,避免在锻造过程中产生裂纹。
高速钢在锻造过程中要求锻造燃烧的温度控制在600度左右,这样能更好保障锻造钢的硬度和韧性。
本文结合锻造钢的简要概述,阐述高速钢锻造存在的缺陷,提出防止缺陷的有效措施。
关键词:高速钢;锻造;缺陷;措施常用的刀具和磨具就是高速钢的产物,高度钢有铁物质的固溶体结合和碳化物形成的钢体。
金属物质与三种碳化物进行化学反应,分别为共晶初生碳化物、共折二、三次碳化物。
共晶初生碳化物的外观呈粗糙法人鱼骨状,碳化物晶体呈网状规律分布,特性上比较脆弱。
而共折得二、三次碳化物按照网状的分布结构,对刀具刃部的红硬性产生影响,影响刀具的耐磨性格变形性,间接制约刀具的使用寿命和刃度准度。
不管刀具还是在磨具在淬火锻造操作上符合设计的标准条件。
1高速钢锻造的概述高速钢在锻造的过程中,在碳化物的等级上需要按照热处理的方法实现,但是热处理的温度有可能达不到锻造的标准,因此利用淬火和高温进行刀具、磨具的锻造高速钢刀具的毛坯采用轧钢进行锻造,轧钢折曲不能充分改善碳化物在煅烧时的偏折,因此刀具在锻造时只能子形成状体的长条构造,在锻造过程中粉碎大型的碳化晶体颗粒物,完善刀具外形尺寸大小的精准度。
锻造时,要掌握刀具锻造的变形程度,找寻适合的锻造方法。
常见的锻造方法有单向粗糙锻造、单向拔长锻造以及轴向反复锻造和十字锻造法等,锻造人员根据锻造的标准确定锻造的方法,保证刀具的韧度和硬度。
2高速钢锻造缺陷及其防治措施高速钢锻造常见的问题缺陷主要分为对角线裂纹、中心裂纹、横向裂纹和纵向裂纹四种缺陷,针对缺陷提出有效的防裂措施。
2.1对角线裂纹对角线裂纹的产生是由于锻造材料中心疏松,造成煅烧碳化物的剥落,剥落的缺口逐渐形成对角线的裂纹,因此在材料煅烧情况下温度不要设置过高。
镁合金锻造工艺流程(一)

镁合金锻造工艺流程(一)(1)坯料准备镁合金锻造用的原材料有铸锭和挤压毛坯。
为了保证毛坯在锻造时具有较高塑性以及保证成品零件具有必要的力学性能,大多数情况下都采用挤压毛坯。
在锻造大型模锻件时,由于采用大截面的挤压毛坯有困难,才采用铸锭作为锻造毛坯。
目前镁合金铸锭多采用半连续浇注的方法制造。
半连续浇注由于结晶速度高,铸锭的结晶组织比较均匀,柱状晶区域不大,铸锭中化学成分均匀,氧化膜和夹杂少。
此外,铸锭的补缩条件好,中心没有疏松,因此沿整个橫截面都具有较高的塑性。
镁合金铸锭宏观组织的均匀程度还与合金中所含合金元素种类和含量有关,例如,镁锰系合金(MB1 MB8)在铸锭结晶时,形成柱状晶和粗大结晶组织的倾向性较大,对MG-CE系合金(MB14)而言,CE和MG形成高熔点的金属间化合物MG9CE,细小分散的MG9CE质点可作为结晶时的核心而细化晶粒,并在晶界上起着阻碍柱状晶长大的作用,从而柱状晶区域不大且结晶组织均匀。
镁合金中所含的氯化物,氧化物和氮化物等非金属夹杂,会使金属完整性受到局部破坏,降低合金的塑性,并在半成品锻件和模锻件中形成缺陷,另外,镁合金具有吸氢特性,在熔炼和浇注时,镁合金中有大量溶解的氢气随着铸锭缓慢冷却而析出,导致铸锭内形成气泡,大大降低合金的力学性能,特别是伸长率和断面收缩率,因此,为了保证镁合金铸锭的质量,除了用半连续浇注的方法外,还必须严格控制熔炼和浇注条件。
镁合金挤压坯料的各向异性较铝合金的严重,为了获得力学性能均匀的锻件,应尽可能减少挤压坯料力学性能各向异性,并在锻造过程中采用“十字”锻造法,使毛坯交替地进行镦粗和拔长,调整毛坯中的晶体取向,使各个方向力学性能均匀。
镁合金下料可在圆盘锯或车床上进行,而不宜采用剪床下料,以防在切口处形成裂纹,除了MB2 MB15外,一般不推荐在热态下剁切,铸锭在锻造前应进行表面机械加工,对坯料或棒料也应检查并消除表面缺陷,以防在锻造中开裂,MB15挤压棒中常有粗晶环,锻前应进行扒皮,由于镁屑易燃,下料速度应缓慢,切削时不用润滑剂和冷却液,以防镁屑燃烧和毛坯受到腐蚀,切屑要单独存放,工作场地要清洁,以防爆炸。
锻造工艺学重点知识点

1.大型钢锭的内部结构:1、细晶粒层2、柱状晶区3、倾斜树枝晶区4、粗大等轴晶区5、沉积锥6、冒口区2.钢锭是由冒口、锭身和底部组成。
两种钢锭规格一种普通锻件4%锥度、高径比1.8~2.3、冒口比例17%.....一种优质锻件 11%~12%的锥度、高径比1.5左右、冒口比例20%~24%3.大型钢锭内部缺陷:①偏析。
【可减少、不可消除】钢锭内部化学成分和杂质分布不均匀性称为偏析。
偏析是钢液凝固时选择结晶的产物,钢锭俞大偏析越严重。
分为树枝状偏析(显微偏析)和区域偏析(低倍偏析)树枝状偏析是指钢锭在晶体范围内化学成分的不均匀性。
A晶内偏析B晶间偏析通过锻造和锻后热处理消除。
区域偏析是指钢锭在宏观范围内的不均匀性A∨型偏析区B过度偏析区C∧型偏析区D负偏析区②夹杂。
钢锭内部不溶解于基体金属的非金属化合物,经过加热、冷却热处理仍不能消失,称为非金属夹杂物,统称夹杂。
通常存在的非金属夹杂有:硅酸盐(多脆)、硫化物(热脆+Mn)、氧化物(+Si)③气体。
在冶炼过程中氮、氢、氧等气体通过炉料和炉气熔入钢液。
钢液凝固时,这些气体虽然析出一部分,但在固态钢锭内仍有残余。
氧和氮在钢锭中以氧化物和氮化物出现,氢则以原子状态存在,也可能形成一部分分子状态氢和氢化物。
④、缩孔(大)和疏松(小)缩孔:冒口区形成,从钢液冷凝成钢锭时发生物理收缩现象,如果没有钢液补充,钢锭内部某些地方形成空洞。
疏松:由于晶间钢液最后凝固收缩造成的晶间空隙和钢液凝固过程析出气体构成的显微孔隙。
4.常用的下料的方法:剪切、冷析、锯割、车断、砂轮切割、刴断及特殊精密下料等。
5.锻前加热目的:提高金属塑性、降低变形抗力、使之易于流动成型并获得良好的锻后组织。
6.锻前加热方法:火焰加热、电加热。
火焰加热:利用燃料在火焰加热炉内燃烧产生含有大量热能的高温气体,通过对流、辐射把热能传给坯料表面,再由表面向中心热传导而使金属坯料加热。
对流传热(600~700℃):通过火焰在坯料周围不断流动,借助高温气体与坯料表面的热交换,把热能传递给金属坯料。
十字轴模锻工艺设计与数值模拟

毕业设计(论文)论文题目:十字轴模锻工艺设计与数值模拟所属系部:航空材料工程系指导老师:职称:讲师学生姓名:班级、学号: 专业:材料成型与控制技术毕业设计(论文)任务书题目:十字轴模锻工艺设计与数值模拟任务与要求:1.根据零件图绘制锻件图,并确定其变形工步。
2.通过变形工步来设计制坯模膛与模锻模膛,并设计锻模结构。
3.deform的数值模拟并撰写说明书所属系部:航空材料工程系学生姓名:学号: 24专业:材料成型与控制技术指导单位或教研室:航空材料工程系教研室指导教师:职称:讲师毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一。
十字轴模锻工艺设计与数值模拟【摘要】本文主要以十字轴为研究对象,以目前国内普遍应用的热锻的诚形工艺为研究前提。
设计采用热模锻曲柄压力机锻造,利用传统的模锻工艺:敦粗一模锻一切边,其中模锻又分为预锻和终锻两个过程。
以目前国内普遍应用的热锻工艺为研究前提,运用Pro/EDEFORM-3D 软件系统的研究十字轴的成形过程和模具设计。
利用 DEFORM-3D 有限元模拟软件对十字轴的成形过程进行模拟。
分析应力状态和十字轴成形速率的分析。
该方法可得到预定的十字轴锻造锻件图。
关键词:十字轴预锻变形热模锻成形工艺Abstract: In this paper, in order to cross-axis for the study, widely used in the domestic hot forging integrity Process premise. Design using hot forging crank press forging, using traditional forging process: Dun rough forging all edges, which the forging is divided into two pre-forging and final forging process. Domestic hot forging process of universal application for the study of the premise, to use Pro/EDEFORM-3D software system cross shaft molding process and mold design. DEFORM-3D finite element simulation software to simulate the forming process of the cross shaft. Analyze the state of stress.Analysis and cross-axis forming rate.The method can obtain a predetermined cross shaft forging forging drawingKey words:Cross axle、Hammers the distortion in advance、Pressure forging Formed craft目 录1 引 言 (1)2 冷锻件图的制定 (2)2.1 零件的工艺性分析 (2)2.2 确定锻件的主要参数 (3)2.2.1 分摸面的确定 (3)2.2.2 公差与机械加工余量的确定 (3)2.2.3 圆角半径的确定 (3)2.3 绘制冷锻件图 (4)3 毛坯尺寸的确定 (5)3.1 坯料体积坯V 的计算 (5)3.2 计算坯料尺寸 (6)4 设备吨位的确定 (6)5 模锻工步的选择 (7)5.1 模锻工步方案的确定 (7)5.2 模锻工步图的绘制 (7)6 模膛的设计 (8)6.1 终锻模膛的设计 (8)6.1.1 确定热锻件图 (8)6.1.2 飞边槽的确定 (9)6.2 预锻模膛的设计 (10)6.3 墩粗台的设计 (10)7 锻模结构的设计 (10)7.1 模块的设计 (10)7.2 锻模总体结构及高度尺寸的设计 (11)7.3 模膛的布排 (11)7.4 顶料装置的设计 (11)8 导向装置的设计 (13)8.1 导柱的设计 (13)8.2 导套的设计 (13)8.3 刮圈的设计 (14)10 装配图的绘制 (15)11 锻件的加热规范与后续处理 (16)11.1 锻件的加热规范 (16)11.2 锻件的冷却 (16)11.3 锻件切边的选择 (16)11.4 锻件的热处理 (17)12 deform 软件的数值模拟 (17)12.1 上下模膛Pro/E 的绘图 (17)12.2 坯料的Pro/E 绘图 (18)12.3 deform 的数据处理 (19)12.4 deform 数据模拟结果与分析 (21)12.5十字轴模拟的缺陷分析与改进 (24)结束语 (25)致谢词 (26)参考文献 (27)1 引言近几年,我国汽车制造业可以说是我国制造业发展的代表,大部分国外厂商的注入,国有品牌的崛起,共同满足着我国国民对私家车日益增长的需求。
十字轴锻件的自由锻造技术
十字轴锻件的自由锻造技术于飞龙赵忠诚(中国第一重型机械集团公司水压机锻造分厂,黑龙江161042)摘要:详细介绍了全纤维锻造法锻造十字轴锻件的工艺。
该工艺可提高产品的质量和生产效率。
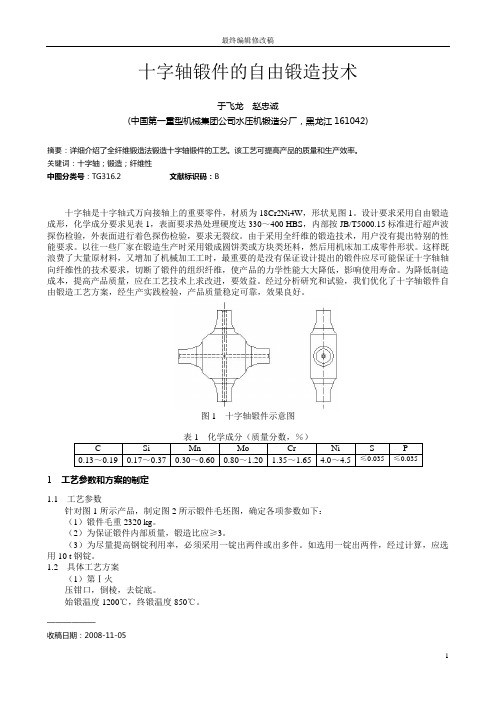
关键词:十字轴;锻造;纤维性中图分类号:TG316.2 文献标识码:B十字轴是十字轴式万向接轴上的重要零件,材质为18Cr2Ni4W,形状见图1。
设计要求采用自由锻造成形,化学成分要求见表1,表面要求热处理硬度达330~400 HBS,内部按JB/T5000.15标准进行超声波探伤检验,外表面进行着色探伤检验,要求无裂纹。
由于采用全纤维的锻造技术,用户没有提出特别的性能要求。
以往一些厂家在锻造生产时采用锻成圆饼类或方块类坯料,然后用机床加工成零件形状。
这样既浪费了大量原材料,又增加了机械加工工时,最重要的是没有保证设计提出的锻件应尽可能保证十字轴轴向纤维性的技术要求,切断了锻件的组织纤维,使产品的力学性能大大降低,影响使用寿命。
为降低制造成本,提高产品质量,应在工艺技术上求改进,要效益。
经过分析研究和试验,我们优化了十字轴锻件自由锻造工艺方案,经生产实践检验,产品质量稳定可靠,效果良好。
图1 十字轴锻件示意图1 工艺参数和方案的制定1.1 工艺参数针对图1所示产品,制定图2所示锻件毛坯图,确定各项参数如下:(1)锻件毛重2320 kg。
(2)为保证锻件内部质量,锻造比应≥3。
(3)为尽量提高钢锭利用率,必须采用一锭出两件或出多件。
如选用一锭出两件,经过计算,应选用10 t钢锭。
1.2 具体工艺方案(1)第Ⅰ火压钳口,倒棱,去锭底。
始锻温度1200℃,终锻温度850℃。
使用工附具:上平下V砧,剁刀。
(2)第Ⅱ火镦粗至高770 mm,直径1300 mm,拔扁方1260 mm×410 mm×1980 mm。
始锻温度1200℃,终锻温度850℃。
——————收稿日期:2008-11-05使用工附具:球面镦粗板,镦粗漏盘,上下平砧。
“十”字型构件加工制作

泛海城市广场一期钢结构构件“十”字型(H型)构件加工制作“十”字型(H型)构件焊前加工1)放样放样是整个钢结构制造工艺中的第一道工序,也是至关重要的一道工序。
各个施工过程,例如:钢板下料切割、型钢组合、各部件和零件的组装,构件预拼件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。
放样后须经检验员检验,以确保零件、部件、构件加工的儿何尺寸、形位公差、角度、安装接触面等的准确无误。
如果材料外形不满足使用要求,在下料前应进行矫正。
材料矫正主要采用自动娇正、火焰矫正等方式。
矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0. 5mm, 且不应大于该钢材厚度负允许偏差的1/2。
钢板的局部平面度应满足下表要求:2)划线和号料对尺寸较小的板、杆材在无数控切割必要的情况下,釆用人工划线、号料、下料。
划线、号料、下料人员应做到熟悉工作图纸、熟练制作样板、样杆,熟悉样板、样杆上标注的符号和文字含意,准确记录号料数量。
所使用的样板和样杆应满足下表要求,并山专人妥善保存,工程结束后方可销毁。
样板和样杆的允许偏差:山放样人员划出中心线、定位线、安装基准线,待检验合格后进行组立点焊固定。
3)下料切割和坡口加工下料加工下料加工包括气割、剪切。
加工要求按照规范标准进行,下料后检验切割面、儿何尺寸、形状公差、切口截面、飞溅物等。
检验合格后进行合理堆放,做上合格标识和零件编号。
下料工序的基本要求如下:①对H型钢构件的翼板、腹板采用直条切割机两面同时垂直下料。
②钢材的切割面或者剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
③气割前,应除去钢材表面的污垢、油脂,并在下面留出一定的空间,以利于熔渣的吹出。
切割时应保证割炬角度、位置准确,移动平稳。
④下料加工后,应满足下表要求,若不满足,应进行火焰或者机械矫正。
气割的允许偏差(mm)机械剪切的允许偏差(mm)坡口加工使用半自动切割机进行坡口加工,此方法简单易行,效率高,能够满足各种形状坡口的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
十字锻造法
《十字锻造法》
一、定义
十字锻造法是一种复杂的锻造工艺,它使用两根锻造秤杆将钢锭拉伸,把它弯折成10字状的复杂形状。
因为其复杂性,它需要特殊技术和设备,并以质量稳定、形状复杂为特点,适用于生产复杂部件。
二、优势
1、十字锻造是最常见的复杂锻件锻造方法,可以制复杂形状的部件。
其独特的型状可以用来生产几乎所有的几何形状,因此十字锻造是制造复杂部件的最好方法之一。
2、十字锻造可以用来制造复杂部件的质量更高,因为它不仅可以改善部件的外观,而且可以使部件更牢固、更耐用。
3、锻件的准确性更高。
在十字锻造过程中,锻件的形状受拉伸机的精确控制,可以满足各种精密需求。
4、十字锻造可以有效改变钢锭的组织结构,以提高部件的性能。
三、缺点
1、十字锻造方法费用高,不仅需要昂贵的拉伸机设备和费时的技术人员,而且还需要购买特殊的锻件材料。
2、十字锻造过程时间长,需要数小时才能完成一次锻造,耗费大量时间和精力。
3、十字锻造方法的效率不高,每次锻造只能生产一个产品,即使同一种产品,也需要大量时间才能完成,不能大量生产。