冲压模具设计装配图
(完整word版)127冲压模具设计1(含全套说明书和CAD图纸).
学校代码:10410序号:0398本科毕业论文题目:冲压模具学院:工学院姓名:胡求煜学号: 20050402专业:机械设计制造及其自动化年级:机制051指导教师:胡淑芬二OO九年五月江西农业大学工学院毕业论文(设计)课题申报表冲压模具毕业设计材料:08F钢板料厚度:t=1.2mm生产批量:大批量任务:编制冲压工艺方案、设计模具结构图 8·摘要本次毕业设计是完成垫板冷冲压工艺模具设计,采用落料;冲孔工艺。
设计中分析了工件的冲压工艺性,计算了毛坯排样;冲压力,刃口尺寸计算等。
进行了模具总体结构;主要零部件的设计,绘制了落料;冲孔复合模的模具装配图和零部件图。
关键词:冲压工艺模具设计装配图一引言随着我国经济的发展,模具对于现代工业来说是十分重要的,尤其是冲压技术的应用。
在各个经济部门中,几乎都要冲压加工生产,它不仅与整个机械行业密切相关,而且与人们的生活息息相关。
模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%-80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
改革开放以来,我国模具工业发展迅猛。
1996至2001年间,我国模具工业的产值年平均增长14%左右。
目前,全国共有模具生产厂点1.7万个,从业人员50多万人。
2001年全国模具工业总产值达300亿元人民币,我国模具年产值已位居世界第四。
我国模具工业的技术水平近年来也取得了长足的进步。
大型、精密、复杂、高效和长寿命模具上了一个新台阶。
大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。
水管金属垫片冲压模具——绘制零件图及总装配图

宜宾职业技术学院毕业设计题目:水管金属垫片冲压模具—绘制零件图及总装配图系部现代制造工程系专业名称模具设计与制造班级模具 1104宜宾职业技术学院毕业设计选题报告水管金属垫片冲压模具—绘制零件图及总装配图摘要本设计是关于水管金属垫片倒装复合模的设计与加工。
主要包括模具制件的分析,模具装配工艺设计以及绘制零件图等。
按技术要求完成制件的工艺分析以及对冲压件进行了冲压成型工艺性分析;完成模具的装配工艺设计,利用CAD来绘制零件图及总装配图。
关键词:水管金属垫片;冲压模具;零件图;总装配图宜宾职业技术学院毕业论文(设计)指导教师成绩评定表宜宾职业技术学院毕业论文(设计)评阅教师成绩评定表宜宾职业技术学院毕业论文(设计)答辩记录表宜宾职业技术学院毕业论文(设计)答辩成绩评定表附表6宜宾职业技术学院毕业论文(设计)综合成绩评定表目录1 绪论 (1)2 制件分析 (1)2.1制件分析 (2)2.2 制件的工艺性 (2)3 冲压工艺方案分析 (4)3.1 冲压工艺方案的确定 (4)4 冲压模总体结构 (5)4.1 模具类型的选择 (5)4.2 定位方式的选择 (5)4.3 卸料方式的选择 (5)4.4 导向方式的选择 (5)5 冲压工艺计算 (6)5.1 排样 (6)5.2 冲压力的计算 (7)5.3 初选压力机 (8)5.4 压力中心的确定 (9)5.5 刃口尺寸计算 (9)6 主要零部件的设计 (11)6.1 落料凹模 (11)6.2冲孔凸模的设计 (11)6.3 凸凹模 (11)6.4 凸模垫板 (12)6.5 凸凹模固定板 (12)6.6 凸模固定板 (12)7卸料零件的设计 (13)7.1 卸料板的设计 (13)7.2 卸料橡胶的尺寸计算 (13)7.3 卸料橡胶的承压面积的估算 (13)7.4 卸料螺钉的选用 (14)7.5 推件块的设计 (14)7.6 推杆 (14)7.7 推板 (14)7.8 打杆 (14)8 模具装配 (15)9 总装配图的UG造型 (15)结论 (17)致谢 (18)参考文献 (19)附表 (20)附表A (20)附表B (21)附表C (22)附表D (23)附表E (24)1 绪论模具是现代工业生产上重要的工艺装备,被称为“工业之母”。
图解五金冲压模具

冲压模具图例(示图) 常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图
滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图
外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图 卷圆模产品图
压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。
机械设计与制造《4.6.2.冲压模具装配图、零件图的绘制方法》
排样图
对于工程模,不需 绘制排样图。对于 连续模,必须绘制 排样图; 排样图 的绘制方向应与操 作时的送料方向一 致。
第三页,共七页。
框题栏与明细表 标题栏和明细表应放在总图的 右下角,总装图的所有零件〔含 标准件〕都要详细的填写在明细 表中。标题栏和明细表的格式各 工厂也不尽相同,右图的标题栏 和明细表格式仅供参考。
主视图
主视图是模具总装图的主体局部,一般应画上、下 模合模状态的剖视图。
主视图中应标注模具闭合高度尺寸,条料和工 件剖切面应涂黑,以使图面更清晰。
第一页,共七页。
俯视图一般反响模具下模 的上平面。对于对称件也 可以一半表示上模的上平 面,一半表示下模的上平 面。
为了解模具零件之间的位 置关系,对未见局部用虚 线表示。
第七页,共七页。
第四页,共七页。
标题栏与明细栏样例
技术条件 技术要求中一般仅需简要注明对本模具的使用、装配 等要求和应注意的事项,例如冲压力的大小、所选设备 型号、模具标记及相关工具等。当模具有特殊要求时, 应详细注明有关内容。
第五页,共七页。
二、模具零件图的绘制
视图要完整,且
宜少勿多。
1
4
尺寸标注要符 合国家标准。
俯视图
俯视图与主视图的中心 线重合,并标注前后、 左右轮廓尺寸。下模中 的排样图轮廓线用双点 划线表示。
非对称零件,如果需要 ,上、下模俯视图可分 别画出。
第二页,共七页。
局部视图
当模具结构过于复 杂,仅用主、俯视 图难以表达清楚时 ,可以增加局部视 图、仰视、侧视图 等。
工件图
工件图应严格按比 例画出,其方向应 与冲裁方向一致, 同时要注明零件的 名称、材料、厚度 及有关技术要求。
冲压模具装配工艺
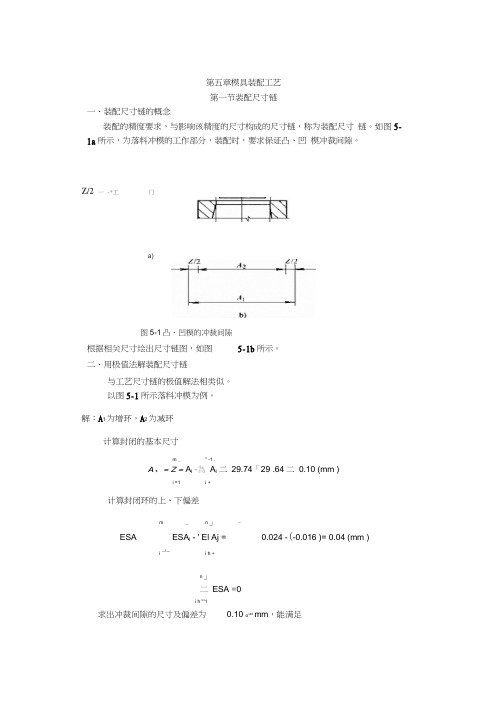
第五章模具装配工艺第一节装配尺寸链一、装配尺寸链的概念装配的精度要求,与影响该精度的尺寸构成的尺寸链,称为装配尺寸链。
如图5-1a所示,为落料冲模的工作部分,装配时,要求保证凸、凹模冲裁间隙。
Z/2 一-*工门a)图5-1凸、凹模的冲裁间隙根据相关尺寸绘出尺寸链图,如图5-1b所示。
二、用极值法解装配尺寸链与工艺尺寸链的极值解法相类似。
以图5-1所示落料冲模为例。
解:A1为增环,A2为减环计算封闭的基本尺寸m _ n -1 .A、= Z = A i-為A i二29.74「29 .64 二0.10 (mm )i =1 i +计算封闭环的上、下偏差m _ n」-ESA ESA i - ' El Aj = 0.024 -(-0.016 )= 0.04 (mm )i 亠i h +n」二ESA =0i h ""1求出冲裁间隙的尺寸及偏差为0.10 o"40mm,能满足Z min 二0.10mm , Z max =0.14 mm。
第二节装配方法及其应用范围一、互换装配法1•完全互换法(1)在装配时各配合零件不经修理、选择和调整即可达到装配的精度要求。
n」T\ T2 匚丄=、T ii 二(2)特点装配简单,对工人技术要求不高,装配质量稳定,易于流水作业,生产率高,产品维修方便;但其零件加工困难。
试用范围广。
2•不完全互换法按Tv二..'、T2确定装配尺寸链中各组成零件的尺寸公差,可使尺寸\ 7链政治中个组成环的公差增大,使产品加工容易和经济,但将有0.27%的零件不合格。
适用于成批和大量生产二、分组装配法1 •在成批和大量生产中,将产品各配合副的零件按实测尺寸分组,装配时按组进行呼唤装配以达到装配精度的方法。
先将零件的制造公差扩大数倍,按经济精度进行加工,然后将加工出来的零件按扩大前的公差大小分组进行装配。
2 .特点1)每组配合尺寸的公差要相等,以保证分组后各组的配合精度和配合性质都能达到原来的设计要求。
冲压模具图纸

检验图表a 别 零件名称 字件与 工序号 第5页止动作4共5页发字anWU硬度A3项目号检聆内容©SXM1各主要尺寸游标卡尺日装工名九 工苫俎粒 工苫室主各车间主任 主w 工艺库10.模具总装配图” 即* 1]\ 4 5#CB7O-86M蹈”X__S:科销_?_454:B/T7H9. 10-94博谢・445fi HRC24~7M JB/T765O. 5—"M T垫板]加;MC54~58JWT76" A"125X125X67g凸p4模固定]454HRC24~28J即T7* 3,1一“U 5X125X14?a弹替14而 E iMnA HR。
4g 技JB/T71B7, 6T5a a1454125X1?京工1g®1G T 12HRCM〜招JB/T76O, 3-31lt$X125X141IQ隼24hH CE1 ]?-36中】oXwIE三145#HRC2 1〜窗JB/T7613. A*L25X125X12ICn凸慢固定板145#HRC2”28JB/T7M2 1-31psxi^xU~T' \61HT?"D CS/T2355, 5-30125X12SXS0215阴Tt拈145#CBJ15-E6 4 4X14I 4推杆145#HRC"~ 我13JL023Ah F JB/T764L J-54□JL TlDA HRC56〜如GBZTSB25-9J 12U第口牛发145#J2iQ ;注钧245*CW 19-86L小】0X35Q盥钉一44”CE7O-E6M3X6 0s摩套2GCrl5 HRC62〜6。
C B/T2B6J,6-9O r* 23X807 导程26015HEC稣〜g GE/T2861. 1-5Q4*22X150二一]T8A HRC"〜5gS客翰145# HRC4»4g GB/T7649. 1Q-W4 i51模1Crl2 HRC5H~W1J_ J|§!:生冬2454 GEilWt力】OX2 H螺钉443# GB70-E5MSX4DI 、模座板1HT20Q GB/T2355-90I S5XI>5X353敏呈材料德处曼阮淮代号舂若H寸舌括记描图KvF在对审核检3EZ止动件冲孔落料复合模型别]枣组件号篁稿号车间同意第版设备型号比例I 1:1怏12贡第1页成都航院图4模具装配图图5凸凹模技术要求1 .上,下面光滑无毛刺,平行度为0.02口2 .材料为T1QA,需辟火HRC 即-64.3・帝*号的尺寸按时应尺寸及间隙值配伍凸凹模1成都航院设计材H基£ 比例 第电p:要单前ErK_11:11111.模具零件图 R297^Ulm L困6年H&德图7落料凹模板技术要求L 表面光滑无毛刺。
《弯钩零件冲压模具设计(全套图纸)》

目录引言一、工艺分析二、工艺方案的确定三、制件排样图的设计及材料利用率的计算四、确定总冲压力和选用压力机及计算压力中心五、凸、凹模尺寸计算六、模具结构形式的确定七、模具零件的结构设计(一)、落料凸凹模的设计(二)、落料凹模的设计(三)、冲头固定板的设计(四)、弯曲凸模的设计(五)、弯曲凹模的设计八、模具零件的加工工艺(一)落料凹模的加工工艺(二)凸凹模的加工工艺(三)冲头的加工工艺(四)弯曲凸模的加工工艺(五)弯曲凹模的加工工艺九、模具的总装配小结参考文献摘要随着模具制造的技能化逐步向科学化发展,逐渐由以前手动方式发展为利用软件等高科技方式来辅助设计的完成。
冷冲模是其中的一种。
毕业设计是在模具专业理论教学之后进行的实践性教学环节。
是对所学知识的一次总检验,是走向工作岗位前的一次实战演习。
其目的是,综合运用所学课程的理论和实践知识,设计一副完整的模具训练、培养和提高自己的工作能力。
巩固和扩充模具专业课程所学内容,掌握模具设计与制造的方法、步骤和相关技术规范。
熟练查阅相关技术资料。
掌握模具设计与制造的基本技能,如制件工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择技术先进、经济合理、使用安全可靠的工艺方案和模具,以使冲压件的生产在保证达到设计图样上的各项技术要求,尽可能降低冲压的工艺成本和保证安全生产。
关键词:工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
毕业设计说明书论文(全套CAD图纸) QQ 363963051.引言模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在700亿至850亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
L型工件冲压模具设计(含全套CAD图纸)Word
说明书设计题目:L型工件冲压模具设计专业年级:机械设计制造及其自动化2011级学号:姓名:指导教师、职称:2015 年 05 月 27 日目录摘要 (I)Abstract (II)1 引言 ........................................................................................................................................................ - 3 -1.1本设计的目的与意义................................................................................................................... - 1 -1.2冲压模具在国内外发展概况及存在问题................................................................................... - 1 -1.3课题应解决的主要问题、指导思想和应达到的技术要求....................................................... - 2 -2产品的结构分析和构成.......................................................................................................................... - 2 -2.1产品设计 ...................................................................................................................................... - 3 -2.2制作图及产品基本要求............................................................................................................... - 3 -2.3冲裁件的工艺分析....................................................................................................................... - 4 -2.4确定工艺方案............................................................................................................................... - 4 -3.计算冲裁力、压力中心和选用压力机.................................................................................................. - 5 -3.1排样方式的确定及材料利用率的计算....................................................................................... - 6 -3.2计算冲裁力、卸料力................................................................................................................... - 7 -3.3压力机的选用............................................................................................................................... - 8 -3.4确定模具压力中心....................................................................................................................... - 9 -3.5冲裁模间隙与凸凹模刃口尺寸及公差的计算......................................................................... - 10 -4.设计需要的模具 ................................................................................................................................... - 12 -4.1确定模具的结构......................................................................................................................... - 13 -4.2橡胶的选用 ................................................................................................................................ - 14 -4.3模柄的尺寸选用......................................................................................................................... - 16 -4.4凸模的外形尺寸......................................................................................................................... - 17 -4.5凸模强度校核............................................................................................................................. - 18 -4.6落料凹模尺寸的计算................................................................................................................. - 18 -4.7定位零件 .................................................................................................................................... - 19 -4.8卸料装置 .................................................................................................................................... - 19 -4.9模具的闭合高度......................................................................................................................... - 19 -结束语 ...................................................................................................................................................... - 19 -参考文献 .................................................................................................................................................. - 20 -致谢 .......................................................................................................................................................... - 22 -摘要本设计压模进行了冲孔、落料级进模的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图
复合模的基本结构
1—凸模;2—凹模;3—上模固定板;
4、16—垫板;5—上模座;6—模柄;
7—推杆; 8—推块; 9—推销;
10—推件块;11、18—活动档料销;
12—固定挡料销;13—卸料板
14—凸凹模;15—下模固定板;
17—下模座;19—弹簧
1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模
9、11-螺钉;10-可调定位板
1.冲裁间隙过大时,断面将出现二次光亮带。
(×)
2.冲裁件的塑性差,则断面上毛面和塌角的比例大。
(×)
3.形状复杂的冲裁件,适于用凸、凹模分开加工。
(×)
4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。
(×)
5.整修时材料的变形过程与冲裁完全相同。
(×)
6.利用结构废料冲制冲件,也是合理排样的一种方法。
(∨)
7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。
(×)
8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。
(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。
(×)
10.模具的压力中心就是冲压件的重心。
(×)
11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。
(×)
12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。
×
13.凡是有凸凹模的模具就是复合模。
(×)
14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。
(×)
15.导向零件就是保证凸、凹模间隙的部件。
(×)
16.侧压装置用于条料宽度公差较大的送料时。
(×)
17.侧压装置因其侧压力都较小,因此在生产实践中只用于板厚在0.3mm以下的薄板冲压。
×
18.对配作的凸、凹模,其工作图无需标注尺寸及公差,只需说明配作间隙值。
(×)
19.采用斜刃冲裁时,为了保证工件平整,冲孔时凸模应作成平刃,而将凹模作成斜刃。
×
20.采用斜刃冲裁时,为了保证工件平整,落料时凸模应作成平刃,而将凹模作成斜刃。
×
21.凸模较大时,一般需要加垫板,凸模较小时,一般不需要加垫板。
(×)
22.在级进模中,落料或切断工步一般安排在最后工位上。
(∨)
23.在与送料方向垂直的方向上限位,保证条料沿正确方向送进称为送料定距。
(×)
24.模具紧固件在选用时,螺钉最好选用外六角的,它紧固牢靠,螺钉头不外露。
(×)
25.整修时材料的变形过程与冲裁完全相同。
(×)
26.精密冲裁时,材料以塑性变形形式分离因此无断裂层。
(∨)
27.在级进模中,根据零件的成形规律对排样的要求,需要弯曲、拉深、翻边等成形工序的冲压件,位于成形过程变形部位上的孔,应安排在成形工位之前冲出。
(×)
28.压力机的闭合高度是指模具工作行程终了时,上模座的上平面至下模座的下平面之间的距离。
×
1 、自由弯曲终了时,凸、凹模对弯曲件进行了校正。
(× )
2 、从应力状态来看,窄板弯曲时的应力状态是平面的,而宽板弯曲时的应力状态则是立体的。
(∨)
3 、窄板弯曲时的应变状态是平面的,而宽板弯曲时的应变状态则是立体的。
(× )
4 、板料的弯曲半径与其厚度的比值称为最小弯曲半径。
(× )
5 、弯曲件两直边之间的夹角称为弯曲中心角。
(× )
6 、对于宽板弯曲,由于宽度方向没有变形,因而变形区厚度的减薄必然导致长度的增加。
r/t 愈大,增大量愈×
7 、弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。
(× )
8 、冲压弯曲件时,弯曲半径越小,则外层纤维的拉伸越大。
(∨)
9 、减少弯曲凸、凹模之间的间隙,增大弯曲力,可减少弯曲圆角处的塑性变形。
(× )
10 、采用压边装置或在模具上安装定位销,可解决毛坯在弯曲中的偏移问题。
(∨)
11 、塑性变形时,金属变形区内的径向应力在板料表面处达到最大值。
(∨)
12 、经冷作硬化的弯曲件,其允许变形程度较大。
(× )
13 、在弯曲变形区内,内缘金属的应力状态因受压而缩短,外缘金属受拉而伸长。
(∨)
14 、弯曲件的回弹主要是因为弯曲变形程度很大所致。
(× )
15 、一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作用愈大,则回弹就大。
(× )
16 、减小回弹的有效措施是采用校正弯曲代替自由弯曲。
(× )
17 、弯曲件的展开长度,就是弯曲件直边部分长度与弯曲部分的中性层长度之和。
(∨)
18 、当弯曲件的弯曲线与板料的纤维方向平行时,可具有较小的最小弯曲半径,相反,弯曲件的弯曲线与
板料的纤维方向垂直时,其最小弯曲半径可大些。
(× )
19 、在弯曲 r/t 较小的弯曲件时,若工件有两个相互垂直的弯曲线,排样时可以不考虑纤维方向。
(× )
1 •拉深过程中,坯料各区的应力与应变是很均匀的。
(× )
2 •拉深过程中,凸缘平面部分材料在径向压应力和切向拉应力的共同作用下,产生切向压缩与径向伸长变形而逐渐被拉入凹模。
(× )
3 •拉深系数 m 恒小于 1 , m 愈小,则拉深变形程度愈大。
(√ )
4 •坯料拉深时,其凸缘部分因受切向压应力而易产生失稳而起皱。
(√)
5 •拉深时,坯料产生起皱和受最大拉应力是在同一时刻发生的。
(× )
6 •拉深系数 m 愈小,坯料产生起皱的可能性也愈小。
(× )
7 •拉深时压料力是唯一的确定值,所以调整时要注意调到准确值。
(× )
8 •压料力的选择应在保证变形区不起皱的前提下,尽量选用小的压料力。
(√ )
9 •弹性压料装置中,橡胶压料装置的压料效果最好。
(× )
10 •拉深模根据工序组合情况不同,可分为有压料装置的拉深模和无压料装置的拉深模。
(× )
11 •拉深凸、凹模之间的间隙对拉深力、零件质量、模具寿命都有影响。
间隙小,拉深力大,零件表面质量差,模具磨损大,所以拉深凸、凹模的间隙越大越好。
(× )
12 •拉深凸模圆角半径太大,增大了板料绕凸模弯曲的拉应力,降低了危险断面的抗拉强度,因而会降低极限变形程度。
(× )
13 •拉深时,拉深件的壁厚是不均匀的,上部增厚,愈接近口部增厚愈多,下部变薄,愈接近凸模圆角变薄愈大。
壁部与圆角相切处变薄最严重。
(√ )
14 •拉深变形的特点之一是:在拉深过程中,变形区是弱区,其它部分是传力区。
(× )
15 •拉深时,坯料变形区在切向压应力和径向拉应力的作用下,产生切向伸长和径向压缩的变形。
(× )
16 •拉深模根据拉深工序的顺序可分为单动压力机上用拉深模和双动压力机上用拉深模。
(× )
17 •需要多次拉深的零件,在保证必要的表面质量的前提下,应允许内、外表面存在拉深过程中可能产生的痕迹。
(√ )
18 •所谓等面积原则,即坯料面积等于成品零件的表面积。
(√ )
19 •对于有凸缘圆筒件的极限拉深系数,如果小于无凸缘圆筒形件的极限拉深系数,则可判断:有凸缘圆筒形件的实际变形程度大于无凸缘圆筒形件的变形程度。
(× )
20 •拉深的变形程度大小可以用拉深件的高度与直径的比值来表示。
也可以用拉深后的圆筒形件的直径与拉深前的坯料 ( 工序件) 直径之比来表示。
(√ )
21 . 阶梯形盒形件和阶梯形圆筒形件的拉深工艺一样,也可以先拉深成大阶梯,再从大阶梯拉深到小阶梯。
(× )。