浅谈灰口铸铁的焊接方法及工艺要点
最全面的铸铁焊接工艺资料

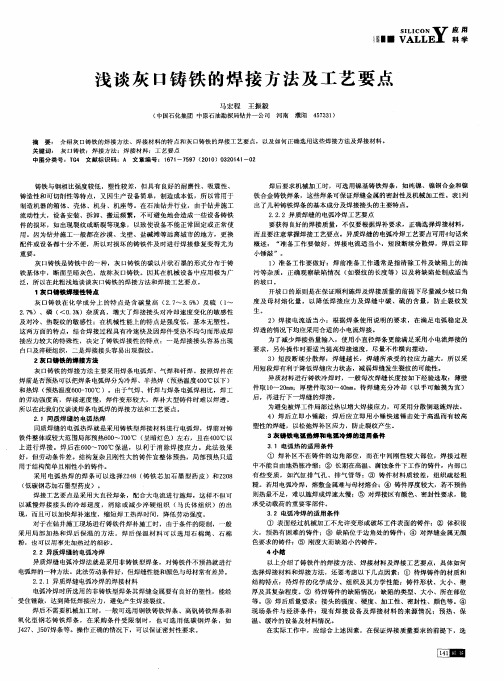
最全面的铸铁焊接工艺资料铸铁焊接工艺要点焊件类别焊缝类别主要特点工艺措施焊条热规范(℃)备注预热后热灰口铸铁铸铁灰口铸铁可焊性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织。
灰口铸铁强度低、塑性差,由于焊接的局部不均匀加热、快速冷却,容易产生较大的焊接应力,导致焊缝和热影响区产生裂纹。
冷焊:通过药皮和焊芯过渡合金元素,调整焊缝金属的化学成分,提高焊缝石墨化能力。
如适当提高C、Si含量,添加少量Ti、Re,可加强焊缝石墨化,细化石墨。
热焊、半热焊:(1)预热和焊后缓冷能有效地防止白口和淬硬组织的产生。
(2)提高焊缝输入热,采用大直径焊条、大电流、连续焊接,降低冷却速度。
石墨型钢芯铸铁焊条铸208铸铁芯铸铁焊条铸248600~700600~700,然后隔热缓冷或整体加热随炉冷却。
预热可降低冷却速度,促进石墨化,防止白口,还可减小应力,防止裂纹(1)降低母材在焊缝中的熔合化,抑制C、S、P有害杂质融入焊缝,减小焊缝热输入,缩小热影响区的宽铸100铸116铸117铸308铸408铸508铸607铸612结422结427结507冷焊冷焊非铸铁度。
尽量使热量不集中,以降低焊接应力。
(2)采用小直径焊条、小电流、快速焊接,采用短段焊、断续焊、分散焊方法,焊后锤击,以降低焊接应力。
(3)加焊退火焊道。
球墨铸铁球墨铸铁由于球墨铸铁中石墨呈球状,提高了机械性能和抗裂性,但由于以镁作球化剂,使其白口化和淬硬倾向明显比灰口铸铁大,焊缝及近缝区更易产生白口和脆性马氏体组织。
球墨铸铁强度高,韧性好,因此对焊接接头的机械性能要求也高。
严格控制焊接工艺参数及热规范。
球墨铸铁焊芯焊条,其中含:C3.0~3.6%Si2.0~3.6%Mg0.10~0.14%Mn0.4~0.8%S≤0.03P≤0.10600~700层温350~700正火900~920,2h+730~750保温2h石墨型钢芯铸铁焊条铸238500~700石棉隔热缓冷+正火900~920,2h+730~750保温2h非球墨铸铁铸408铸116铸117≤200冷焊灰口铸铁的补焊工艺和操作技术(1)一 . 前言:灰口铸铁是铸铁中的一种,灰口铸铁的碳以片状石墨的形式分布于铸铁基体中,断面呈暗灰色,故称灰口铸铁。
浅谈灰口铸铁的焊接方法及工艺要点
重要 。
出了几种铸铁焊条的基本成分及焊接接头的主ห้องสมุดไป่ตู้特点。
2 22 异质 焊缝 的 电弧 冷焊 工 艺要 点 .. 要 获得 良好 的焊接 质 量 ,不仅 要 根据 焊 补要 求 ,正确 选 择焊 接材 料 , 而且 要注 意 掌握 焊接 工 艺要 点 。异质 焊缝 的 电弧冷 焊 工艺 要点 可用 4 句话 来 概述: “ 准备 工 作要 做 好 ,焊 接 电流 适 当小 , 短段 断续 分 散焊 ,焊后 立 即
》 _一
VLEL 用 ALj应 N_科 Y 学
浅 谈 灰 口铸 铁 的焊 接 方 法 及 工 艺 要 点
马宏程 王振毅
濮阳 473 ) 5 3 1 ( 中国石化集团 中原石油勘探 局钻井一公司 河南
摘 要 : 介绍灰 口铸 铁的焊接方 法、焊接材 料的特 点和灰 口铸铁 的焊接 工艺要点 ,以及如何 正确选用这 些焊接方法 及焊接材 料。 关键 词; 灰 口铸铁:焊接 方法:焊接 材料 :工 艺要点
的 劳动 强度 高 ,焊 接速 度 慢 ,焊件 变 形较 大 ,焊 补 大 型铸 件 时难 以焊 透 。 所 以在此 我们 仅谈 谈焊 条 电弧焊 的焊 接 方法和 工 艺要 点 。 2 1同质 焊缝 的 电弧热 焊 .
3 1 电弧热 的适 用条 件 .
灰 口铸 铁 的焊接 方 法主 要采 用 焊条 电弧 焊 、气 焊和 钎焊 。按照 焊 件在 焊 前是否 预热 可 以把焊 条 电弧焊 分 为冷 焊 、半热 焊 ( 预热 温度 40C以下 ) 0"
灰口铸铁的焊接方法
灰口铸铁的焊接方法嘿,咱今儿就来唠唠灰口铸铁的焊接方法!你可别小瞧这灰口铸铁,它在好多地方那都是顶梁柱呢!要焊接灰口铸铁,那可得有点讲究。
就好像咱做饭,得掌握好火候和调料搭配一样。
咱先说热焊法,这就好比冬天里的一把火,能让焊接处变得热乎乎的,焊接效果那也是杠杠的。
通过加热到一定温度,让灰口铸铁变得温顺起来,然后再进行焊接操作,就像给它穿上了一层坚固的铠甲。
再说说冷焊法,这就像是一个武林高手,不用大张旗鼓,悄悄就把事儿给办了。
不用加热到很高温度,直接上手焊接,但这可得有点真功夫,焊条的选择啦,焊接的技巧啦,都得拿捏得死死的。
哎呀,你想想看,如果焊接不好,那不就像一件衣服没缝好,到处是破绽嘛!那可不行,咱得对灰口铸铁负责呀!还有焊条呢,那也是有讲究的。
不同的焊条就像是不同的武器,得根据实际情况来挑选。
选对了,那焊接起来就如鱼得水;选错了,那可就麻烦咯。
焊接的时候还得注意焊接的速度和顺序,这就跟跑步一样,得掌握好节奏,不能太快也不能太慢。
太快了容易出问题,太慢了又耽误时间。
焊接完了也不能掉以轻心,还得检查检查,看看有没有裂缝啊,有没有不牢固的地方啊。
这就跟咱出门前得照照镜子,看看自己穿戴整齐没有是一个道理。
总之呢,焊接灰口铸铁可不是一件容易的事儿,但只要咱用心去做,掌握好方法和技巧,那肯定能把它焊接得稳稳当当的。
咱可不能马虎对待,毕竟这关系到好多东西的质量和安全呢,你说是不是?所以啊,大家可得好好琢磨琢磨这些焊接方法,让灰口铸铁在咱手里发挥出最大的作用!别小瞧了这焊接,它可是一门艺术呢!。
灰口铸铁的焊接方式及焊接中常见问题

灰口铸铁的焊接方式及焊接中常见问题焊接中常见的问题(1)焊后产生白口组织一般认为在30-100℃/s的急速冷却条件下,熔于铁中的碳来不及以石墨形式析出,而呈渗碳体出现,即所谓白口。
白口组织硬而脆,使得焊缝在焊后难以机械加工,甚至会导致开裂。
防止措施:焊前预热和焊后保温;适当调整填充金属的化学成分和冷却速度;改善焊缝金属的化学成分。
(2)焊接接头出现裂纹由于灰口铸铁塑性极差,几乎不能发生任何塑性变形,而且强度又低,所以在焊接应力及铸件本身应力(组织应力)的共同作用下,当局部应力大于强度极限时,就产生裂纹。
防止措施:A.采用电弧冷焊减小焊接应力选用塑性较好的焊接材料,如用镍,铜,镍铜,高钒钢等作为填充金属,使焊缝金属可通过塑性变形松弛应力,防止裂纹;通过锤击焊缝可以消除应力,防止裂纹;使焊缝冷却时能补受阻碍底自由收缩,从而避免用力过大而导致裂纹。
B. 采用热焊法并控制好温度当温度高于600℃时,由于产生于一定的塑性变形.而使部分内应力得到消除,一般在600℃以上焊接时就不会产生热应力裂纹。
(1)热焊法热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。
特点:用热焊法时,焊件冷却缓慢,温度分布均匀,有利于消除白口组织,减少应力,防止产生裂纹。
但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。
常用的焊接方法是气焊和焊条电弧焊。
气焊常用铸铁气焊丝,如HS401或HS402,配用焊剂CJ201,以去除氧化物。
气焊预热方法适于补焊中小型薄壁零件。
焊条电弧焊选用铸铁芯铸铁焊条Z248或钢芯铸铁焊条Z208,此法主要用于补焊厚度较大(大于10mm ) 的铸铁零件。
热焊法的焊接设备主要有加热炉、焊炬、电炉等,焊接工艺如下:1)焊前准备和预热:清除缺陷周围的油污和氧化皮,露出基体的金属光泽;开坡口,一般坡口深度为焊件壁厚的2/3,角度为70°~120°;将焊件放入炉中缓慢加热至600~700℃(不可超过700℃)。
球墨铸铁和灰口铸铁的焊接

球墨铸铁和灰口铸铁的焊接1. 球墨铸铁和灰口铸铁的区别球墨铸铁和灰口铸铁是两种常见的铸铁材料。
球墨铸铁是将铸铁中的石墨球化处理后得到的一种材料,具有较高的强度和韧性,适用于制造需要承受较大压力和冲击的零部件。
灰口铸铁则是通过将铸铁中的碳化物转化为石墨颗粒而得到的,具有较高的耐磨性和耐腐蚀性,适用于制造需要耐磨和耐腐蚀的零部件。
2. 焊接球墨铸铁和灰口铸铁的难点由于球墨铸铁和灰口铸铁具有不同的性质,所以在焊接过程中存在一些难点。
首先,球墨铸铁的热导率比灰口铸铁低,容易产生焊接变形;其次,球墨铸铁的焊接层容易出现热裂纹,需要采取适当的预热和后热措施;最后,灰口铸铁的化学成分复杂,易产生气孔和缺陷,需要采取适当的焊接工艺和保护措施。
3. 焊接球墨铸铁和灰口铸铁的方法焊接球墨铸铁和灰口铸铁的方法主要有以下几种:##3.1 铸铁电弧焊铸铁电弧焊是一种常用的焊接方法,可用于焊接球墨铸铁和灰口铸铁。
其原理是在焊接区域形成一定的电弧,通过电弧加热将焊材和基材熔化并形成焊缝。
铸铁电弧焊需要采取适当的预热和后热措施,以减少焊接变形和热裂纹的产生。
##3.2 气体保护焊气体保护焊是一种高效的焊接方法,可用于焊接球墨铸铁和灰口铸铁。
其原理是在焊接区域形成一定的保护气氛,通过保护气氛的作用将焊材和基材熔化并形成焊缝。
气体保护焊可有效避免气孔和缺陷的产生,提高焊接质量。
##3.3 焊锡焊接焊锡焊接是一种简单易行的焊接方法,可用于焊接小型球墨铸铁和灰口铸铁零件。
其原理是在焊接区域涂上一层焊锡,通过加热将焊锡熔化并与基材形成焊缝。
焊锡焊接需要注意控制焊接温度和焊锡量,以保证焊接质量。
灰口铸铁件冷补焊技术及工艺
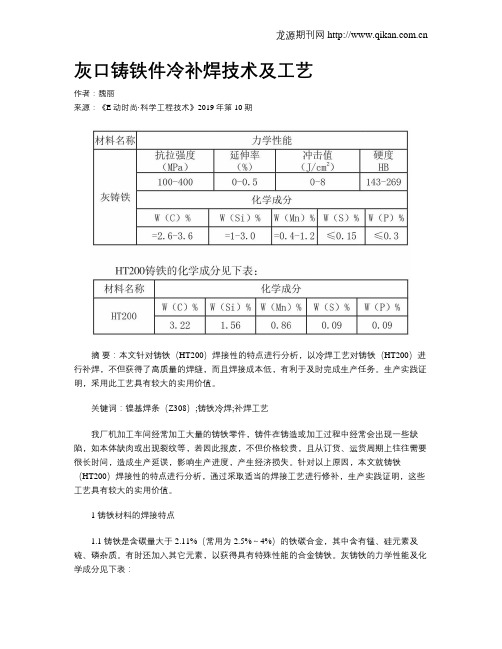
灰口铸铁件冷补焊技术及工艺作者:魏丽来源:《E动时尚·科学工程技术》2019年第10期摘要:本文针对铸铁(HT200)焊接性的特点进行分析,以冷焊工艺对铸铁(HT200)进行补焊,不但获得了高质量的焊缝,而且焊接成本低,有利于及时完成生产任务。
生产实践证明,采用此工艺具有较大的实用价值。
关键词:镍基焊条(Z308);铸铁冷焊;补焊工艺我厂机加工车间经常加工大量的铸铁零件,铸件在铸造或加工过程中经常会出现一些缺陷,如本体缺肉或出现裂纹等,若因此报废,不但价格较贵,且从订货、运货周期上往往需要很长时间,造成生产延误,影响生产进度,产生经济损失。
针对以上原因,本文就铸铁(HT200)焊接性的特点进行分析,通过采取适当的焊接工艺进行修补,生产实践证明,这些工艺具有较大的实用价值。
1 铸铁材料的焊接特点1.1 铸铁是含碳量大于2.11%(常用为2.5%~4%)的铁碳合金,其中含有锰、硅元素及硫、磷杂质。
有时还加入其它元素,以获得具有特殊性能的合金铸铁。
灰铸铁的力学性能及化学成分见下表:1.2 灰铸铁(HT200)在化学成分上的特点主要是含碳量高及硫、磷杂质高,这就增大了焊接接头对冷却速度变化的敏感性及冷热裂纹的敏感性。
在力学性能上的特点是强度低,基本无塑性。
焊接过程具有冷速快及焊件受热不均匀而形成焊接應力较大的特殊性。
这些因素导致焊接性不良。
主要问题有两方面:一方面是焊接接头冷却速度快及石墨化元素不足易出现白口及淬硬组织;另一方面焊接接头易出现冷裂纹及热裂纹。
1.3 目前在焊接生产中应用于铸铁焊接的方法有多种,根据多年的生产经验,结合需要焊补零件的缺陷特点采用焊条电弧冷焊的操作技术。
此种焊接方法的特点是劳动条件好、工艺过程简单、生产率高、成本低,焊接时焊件的热输入少,从而产生的焊接变形及应力小的特点基本上可以避免白口组织的产生,用于该零件的焊接获得了较好的效果。
1..4焊接材料采用非铸铁型冷焊焊条,是在提高焊缝石墨化能力的基础上,采用细直径焊条、小线能量的断续焊工艺,以降低熔池存在时间,达到降低接头冷却速度,防止白口组织产生的目的,焊条牌号Z308。
灰口铸铁焊接方法及工艺
灰口铸铁焊接方法及工艺
铸铁焊接是在用铸铁件制成零件或铸铁零件之间引出局部接合并加以固
定的一种工艺过程。
它具有结构简单、施工性好、强度高、抗腐蚀性能好等
优点,是制造机械部件基本的一种连接工艺。
铸铁焊接的方法可以分为电焊法、汽焊法和填充焊法。
电焊法是指用电焊机将铸铁的两个部件电连接在一起,并在中部打上改口,使两部分紧固在一起。
该方法用金属电极材料制成的电极可以对现场施
工中常见的钢制、铸铁件均有效。
汽焊法是指采用燃气热焊熔把两部分焊接在一起,该方法应用较广泛,
有点焊接和滴焊两种方法,点焊采用汽焊钢焊辊,滴焊采用汽焊钢丝锁焊接,可以进行大规模的焊接作业。
填充焊法是指在两部分之间滴入填充金属,然后用汽焊气焊接,以使金
属的两部分紧密贴合在一起。
填充焊法适用于大规模的焊缝,也可以用来
将形状较复杂的钢铸件紧固在一起。
铸铁焊接关键是操作技术,要求操作者在施工前要做好准备,并严格按
照焊接工艺准则规范操作,以确保焊接成功。
因此,铸铁焊接技术应用非常
普遍,也是最重要的连接方法之一。
灰口铸铁的补焊工艺和操作技术
铸铁的焊接性能较差,在焊接时容易出现下列问题1. 焊后产生白口组织在补焊灰口铸铁时,经常会在熔合区生成一层白口组织。
产生白口组织的原因是:由于母材近缝区在焊接时受到高温加热,当受热温度860℃以上时,原来灰口铸铁中得游离状态的石墨开始部分也熔于铁中,温度越高,熔于铁中的石墨也越多。
当冷却时,一般认为在30-100℃/s的急速冷却条件下,熔于铁中的碳来不及以石墨形式析出,而呈渗碳体出现,即所谓白口。
另外。
在焊接熔池中的石墨化元素碳,硅等不足也是产生白口的主要原因。
一般在窄小的高温度熔合区内,焊后很容易产生白口组织。
白口组织硬而脆,使得焊缝在焊后难以机械加工,甚至会导致开裂。
防止白口产生主要措施是适当调整填充金属的化学成分和冷却速度。
改善焊缝技术的化学成分,增加石墨化元素的含量,可以在一定条件下防止焊缝金属产生白口。
例如气焊用铸铁焊丝的碳,硅含量要比母材高(C3.0%-3.8%,Si3.6%-4.8%)特别是冷焊灰口铸铁时,焊丝中的含硅量可高达4.5%焊后缓冷和延长熔合区处于红热状态的时间,使石墨充分析出,这是避免熔合区产生白口的主要工艺途径。
采取的具体措施是焊前预热和焊后保温。
由于气焊时冷却速度较慢。
因此。
对于防止白口极为有力。
2. 焊接街头出现裂纹裂纹是焊接灰口铸铁的要问题,灰口铸铁焊接接头上的裂纹可能出现在焊缝金属中,也可能在基本金属即母材上。
母材的裂纹一般出现近缝区,可能是纵向,横向或斜向的。
由于灰口铸铁塑性极差,几乎不能发生任何塑性变形,而且强度又低,所以在焊接应力及铸件本身应力(组织应力)的共同作用下,当局部应力大于强度极限时,就产生裂纹。
严重时,会使焊缝金属和母材分离,即焊缝从基本金属上脱离下来,即所谓剥离。
如果焊缝强度较高而母材强度较低,或结合处产生白口时,由于白口铸铁收缩率(1.6%-2.%)比灰口铸铁收缩率(0.9%-1.8%)大,且塑性也差,故均产生剥离。
焊缝金属内的裂纹,一般常见的是横向裂缝,有时也有纵向及斜向裂纹,在焊缝断口处没有高温氧化时常见的蓝颜色。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
浅谈灰口铸铁的焊接方法及工艺要点
作者:马宏程, 王振毅
作者单位:中国石化集团中原石油勘探局钻井一公司,河南,濮阳,457331
刊名:
硅谷
英文刊名:SILICON VALLEY
年,卷(期):2010(6)
1.陈祝年焊接工程师手册 2002
2.周振丰;张文钺焊接冶金与金属焊接性 1988
1.梁涛.Liang Tao铸铁焊条不预热焊法的应用[期刊论文]-焊接2005(5)
2.张道旺灰口铸铁冷补焊工艺[会议论文]-2010
3.张瑞杰.史光远灰口铸铁焊接接头中氢对冷裂纹的影响[期刊论文]-焊接2004(11)
4.郑继水.Zheng Jishui谈几种金属材料的焊接[期刊论文]-价值工程2010,29(33)
5.邱云明.余震.张争艳.QIU Yun-ming.YU Zhen.ZHANG Zheng-yan船用灰铸铁的焊接工艺方法探究[期刊论文]-机械设计与制造2009(12)
6.包镇回.王崇顺铸铁汽缸与不锈钢焊接技术[会议论文]-2001
7.孟新东.胡育华.孙斌.Meng Xindong.Hu Yuhua.Sun Bin新型铸铁冷焊法焊条及其焊接工艺[期刊论文]-化肥工业2006,33(4)
8.孙秀芳.郭力力.于捷.刘伟东低碳钢与灰铸铁钎焊接头金相组织[期刊论文]-焊接2001(7)
9.夏青.杨涤心.姚俊邦铁素体球墨铸铁与20钢的闪光对焊[期刊论文]-焊接学报2004,25(2)
10.鄢君辉.赵康.王泓.王忠平.YAN Jun-hui.ZHAO Kang.WANG Hong.WANG Zhong-ping球墨铸铁与45钢的摩擦焊接研究[期刊论文]-热加工工艺2000(5)
本文链接:/Periodical_guig201006110.aspx。