三面刀:设备大不同
数控刀具的选择方法
数控刀具的选择方法1、数控刀具的选择数控机床刀具的选择和确定是数控加工中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。
它与普通机床相比,对刀具提出了更高的要求,这体现在要求精度高、刚性好、装夹调整方便、切削性能强、寿命长等方面。
数控刀具的选择是在数控编程的人机交互状态下进行的,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其他相关因素正确选用刀具及刀柄。
刀具选择总的原则是:安装调整方便、刚性好、寿命长和精度高。
在满足加工要求的前提下尽量选择较短的刀柄,以提高刀具加工的刚性。
选择刀片或刀具时应考虑的因素是多方面的。
随着机床种类、型号的不同,生产经验和习惯的不同以及其他种种因素而得到的效果是不相同的,归纳起来应该考虑到以下几个方面。
(1)刀片形状的选择加工的零件形状是选择刀片形状的第一依据。
刀片安装在刀柄上,刀具主、副切削刃不得与工件的已加工表面或待加工表面发生干涉。
刀具形状与切削区的刀尖角的大小有直接关系,因此刀片形状直接影响刀尖强度,刀尖角越大,刀尖强度越高。
按刀尖角大小顺序排为:R、O、H、P、S、L、M、A、B、W、C、E、T、K、D、V。
另外,刀尖角越大,车削中对工件的径向分力越大,越易引起切削振动,故精加工时宜采用较小的刀尖角型号。
在保证刀具强度、工件精度的前提下,可选用切削刃较多的W型、T型刀片。
此外,某些刀片形状的使用范围有其专用性。
如D型、V型车削刀片一般只在仿形车削时才使用。
R型刀片在仿形、车削盘类零件(车轮)、曲面加工时采用。
(2)刀片主切削刃后角的选择当刀片后角选N型0°时,刀片可正反使用,这样可以降低刀片成本。
此时刀柄上的刀片安装面不是水平的,当刀片与刀体组合后,刀具形成正的后角,只是刃倾角为负。
由于数控机夹刀片一般都有断屑槽,故前角也为正值。
因此N型刀片被较多选用,选用时注意考虑槽形。
另外,由于该型刀具的刃倾角为负,在进行曲面加工时,刀具上切削点位置不同,且不在同一中心高上,故在进行较大的精密曲面加工时会造成误差。
DQS100三面切书机的技术亮点

自动报 警功能 。传动齿 轮在密 封的 油箱 内运 行 ,前侧 刀滑 块和 滚动组件则由配备的固定油嘴定 时、定 量地 润滑。
( 整 机 操 作 性 强 、 安 全 性 高 。 电 气 方 面 . 主 9) 辅 传 动 均 采 用 可 控 变 频 调 速 控 制 千 斤 压 紧 装 置 上 .
可达 1O O mm) ,堆书架 内上层托板 关闭 书堆被送入定位工
位 ,经 闯齐 后 再 送 入 裁 切 工 作 台 然 后 由 千 斤 压 紧 装 置 压
紧,最后进行 三面裁切 。当单本书厚度大于 1mm1 关掉 O 3  ̄
光 电计 数 装 置 .打 开 上 层 托 板 ,使 用 可 调 高 度 的 推 进 器 控 制 裁 切 书 堆 高 度 ,然 后 将 书 堆 送 入 定 位 工 位 ,进 行 后 续 工
极 限 位 置 有 机 械 限 位 装 置 及 电气 行 程 开 关 双 重 保 险 , 整 机 各 部 分 均 有 安 全 罩 密 封 .机 身 前 后 都 配 有 急 停 按 钮 电气 控 制 系 统 具 有 多种 保 护 功 能 操 作 和 故 障 由
人机 界 面 显 示 。 在 机 械 领 域 设 计 理 念 越 来 越 崇 尚 人 机 和 谐 的 今 天
二. .一 一.
● 上 海 紫 宏 机 械 有 限公 司 朱 联
■ ■ — ■ l {lg一 uMa Pen ra p }
、 _I .—
D S 三 面切 书 机 的技 术 亮 点 Q I0 O
DQS 0 - 面 切 书 机 是 上 海 紫 宏 机 械 有 限 公 司 最 新 开 10 发 的 自 带 堆 积 装 置 、 可 直 接 与 高 速 胶 订 联 动 线 联 线 的 全 自动 三 面 切 书 机 。 其 设 计 车 速 为 5 刀/分 钟 ,裁 切 高 度 为 O
三刃倒角刀规格参数

三刃倒角刀规格参数摘要:一、三刃倒角刀简介1.三刃倒角刀的定义2.三刃倒角刀的作用二、三刃倒角刀规格参数1.刀片材质2.刀片形状3.刀片规格4.倒角角度5.适用范围三、三刃倒角刀的应用领域1.电子行业2.汽车制造3.航空航天4.医疗器械四、三刃倒角刀的使用与维护1.使用方法2.注意事项3.维护保养正文:一、三刃倒角刀简介三刃倒角刀是一种具有三个刀刃的切割工具,主要应用于各种金属、非金属材料切割、倒角等加工过程。
与传统的单刃刀具相比,三刃倒角刀具有切割速度快、加工精度高、刀片耐用等优点,可显著提高生产效率。
二、三刃倒角刀规格参数1.刀片材质:三刃倒角刀的刀片材质一般为硬质合金,具有较高的硬度和耐磨性,能够应对各种切割环境和材料。
2.刀片形状:三刃倒角刀的刀片呈圆弧形,能够适应不同角度的切割需求,实现高效、精确切割。
3.刀片规格:根据不同应用场景和加工需求,三刃倒角刀的刀片规格有多种尺寸可供选择。
4.倒角角度:三刃倒角刀的倒角角度一般为45°,可根据实际需求进行调整。
5.适用范围:三刃倒角刀广泛应用于电子行业、汽车制造、航空航天、医疗器械等领域,满足各种切割、倒角加工需求。
三、三刃倒角刀的应用领域1.电子行业:在电子产品制造过程中,三刃倒角刀可用于切割电子元件、散热器等金属和非金属材料,实现高精度、高速度的加工。
2.汽车制造:在汽车制造领域,三刃倒角刀可用于加工汽车零部件,如轮毂、刹车盘等,提高生产效率。
3.航空航天:在航空航天领域,三刃倒角刀可用于切割、倒角各种金属、非金属材料,满足高速飞行器、卫星等高精度加工需求。
4.医疗器械:在医疗器械制造过程中,三刃倒角刀可用于切割不锈钢、钛合金等生物相容性材料,实现高精度、无毛刺的加工。
四、三刃倒角刀的使用与维护1.使用方法:在使用三刃倒角刀时,应确保刀片与工件保持适当的切割速度和进给速度,以获得良好的切割效果。
2.注意事项:使用过程中应避免刀片过度磨损、断裂等情况,注意操作安全,防止意外伤害。
车刀刀具参数(三面.角度)
(2) 后角( o)在正交平面内,切削平面与主后刀面之间 的夹角。 作用:(1)减少刀具主后刀面与工件之间的摩擦 (2)后刀面的磨损。 选取原则:精加工,大后角; 粗加工,小后角。 4 o ~ 8o 选取范围:粗加工: 精加工: 8o ~12o (3)背前角( p)在背平面内,前刀面与基面之间的夹角。 举例: 螺纹车刀、插齿刀 (4)背后角( )在背平面内,切削平面与主后刀面之间 的夹角。 p 举例: 螺纹车刀、插齿刀
主偏角小:表面粗糙度小。主偏角大:表面粗糙度大。
常用角度:45°、60° 、75° 、90°
(6)副偏角( k ' )基面内,副切削平面与假定工作面间的夹角。
r
作用:(1)影响副切削刃与工件已加工表面的摩擦 (2)影响表面粗糙度的大小 选取范围:5o ~15o
副偏角小:表面粗糙度小。副偏角大:表面粗糙度大。
(5)主偏角( k r ) 基面内,切削平面与假定工作平面间的夹角。 作用:(1)影响切屑的形状和刀具寿命 F (2)影响背向力 Fp 与进给力F ff 的比例 (3)影响表面粗糙度 主偏角小:切屑宽且薄。 (散热好,刀具寿命提高)
主偏角大:切屑窄且厚。
主偏角小: Ff小,Fp大。 (刚性差工件,易变 形和产生振动) 主偏角大: Ff大,Fp小。
刀具与刀具切削过程
一、刀具
(一)刀具角度
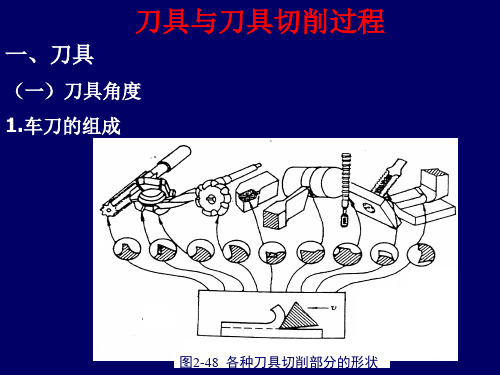
1.车刀的组成
图2-48 各种刀具切削部分的形状
a)刨刀 b)钻头 c)铣刀 刨刀、钻头、铣刀的切削部分
(1):前刀面(刀具上切屑过的表面) (2):主后刀面(刀具上与工件过渡表面相对的表面) (3):副后刀面(刀具上与工件已加工表面相对的表面) (4):主切削刃(前刀面与主后刀面的交线,主要切削工作) (5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作) (6):刀尖
三面刀操作培训
17.螺丝(图28)可以微调裁切产品时前口上下刀 的差距,上面螺丝越紧上面就大,上面螺丝越松 上面越小。下面的螺丝(图29)与上面的螺丝一 样原理,上面与下面的螺丝必须同步松、紧, 18.螺丝(图30)用来微调裁切产品时左右的差距, 顺时针调节时,右边的尺寸变大,逆时针反之。 在它的另一侧有同样的一个螺丝,原理一样,
5.图中的方形大螺丝(图8)是用来调节前口刀 在生产过程中出现切不断产品的现象,调节前 先松动螺丝两头的螺母,顺时针拧动下刀力度 变小,逆时针拧动下刀力度变大,
6.在换两侧刀的过程中,先要将螺丝(图9) 卸掉,螺丝起固定作用,
7.图中的铁饼(图12)是用来让刀片不能 前进,让刀片固定在不变的位置上,
8.图中的铁杆(图10)是卸、装两侧刀的 专用手柄,将手柄带丝杆的一头拧进螺丝 孔(图10),根据设备设计好的槽位将刀 片取出,换好刀片后锁紧螺丝(图9),
9.当两侧刀出现切产品时切不断的现象时, 拧动顶丝(图13),可以进行微调,顺 时针拧动,顶丝向上钻进,两侧刀下刀 切在刀条上的力度变小,逆时针拧动, 顶丝向下钻进,两侧刀切在刀条也可以用来调 节两侧刀出现切产品时切不断的现象,调节前 先松动螺丝两头的螺母,顺时针拧动下刀力度 变小,逆时针拧动下刀力度变大, 分析:由于方形螺丝(图14)是起拉力作用的, 当顺时针拧动时,螺丝(图14)会向下钻进, 而把上面两侧刀的下刀力度顶起来,两侧刀下 刀的时候切到刀条的力度就会减小,逆时针拧 动时,螺丝(图14)会向上钻进,由于下面是 固定的,那么两侧刀就会向下移动,这样两侧 刀下刀的时候切到刀条的力度就会加大,
11.由于生产的产品尺寸大小不一样,所用的千斤压力板 的大小也不一样,换千斤压力板时,结合以上几幅图, 先松动螺丝(图16),它的作用是固定手柄(图17), 松动螺丝(图16)以后,就可以用手转动手柄(图17), 让千斤压力板下降,露出螺丝(图15)(图15中的螺丝 已经被卸掉),卸下螺丝(图15)后换上合适的千斤压 力板,锁紧螺丝(图16),螺丝起固定作用,
胶装机知识
临时出口
• 是用来收未完成品的地方,或者3面刀出现问题 要 调机的临时排书口。
• 比如要做勒口的书 • 还未完全冷却的书
三面刀部分
• 是将书籍的三面进行裁切到我们想要的尺寸,可根 据书籍的厚度来调整每一刀切得本数,太厚会影响 精确度。
平移的允许误差为≤1.0mm;书背厚度大于10mm,且小子等于20mm 的成品书, 书背字平移的允许误差为≤2.0mm;书背厚度大于20mm,且小于等于30mm 的成 品书,书背字平移的允 • 许误差为≤2.5mm;书背厚度在30mm 以上的成品书,书背字平移的允许误差均为 3.0mm。书背字歪斜的允许误差均比书背字平移的允许误差小0.5mm。 • 5 成品护封上下裁切尺寸误差≤2.0mm。护封或封面勒口的折边与书芯前日对齐, • 误差≤1.0mm。 • 6成品书背平直。无粘坏封面,无折角。 • 7成品外观整洁,无压痕。
• 侧胶:在书脊侧面上胶,使其与封面充分粘合。 {0.5mm}
A:刮胶杆
• 底胶
侧胶
胶炉
• 热熔胶首先会被一个预熔装置熔化,然后通过输送泵和高 温管道输送到胶锅中。所需要的胶量由一个电容控制装置 进行控制,能够使胶锅中的胶量始终保持恒定。
• 胶炉的温度需达到160度以上到175之间
包封面
• 封面经过封面飞达,进行压书痕,然后包在过好胶 的书帖上。
·
补充折页
• 输纸飞达:当纸张堆起上升到最高点,碰到近接感 应器时,吸风轮离纸张距离5mm为正常位置。
• 开始作业时,单张试纸进入滚轮前有双张控制设备 ,如果出现双张的话纸张就会卡主,屏幕会显示双 张故障。
• 单折
一些栅栏式折法
第二节 铣削及其设备

第二节 铣削及其装备一、铣削加工铣削加工是在铣床上用旋转的铣刀对各种平面的加工。
铣削加工在机械零件切削和工具生产中占相当大比重,仅次于车削。
铣削加工的适应范围很广,可以加工各种零件的平面、台阶面、沟槽、成形表面、型孔表面、螺旋表面等。
如图3-13所示。
图3—13 铣削加工应用范围(a)、(b)、(c)铣平面(d)、(e)铣沟槽(f)铣台阶(h)切断(i)、(j)铣角度槽(k)、(l)铣键槽(m)铣齿形(n)铣螺旋槽(o)铣曲面(p)铣立体曲面(q)球头铣刀铣削加工中,铣刀的旋转为主运动,有机床主电机提供n (r/min) ,铣削速度Vc。
为铣刀旋转的线速度(Vc=πdn/1000,m/min);铣刀或工件沿坐标轴方向的直线运动或回转运动为进给运动,刀具切入工件的深度有背吃刀量a p (在工作平面方向上的吃刀量, mm )和侧吃刀量a e (垂直于铣刀轴线测量的切削层尺寸,mm)之分,如图3-14所示。
铣刀进给量也有每转进给量f,每齿进给量a f和进给速度V f,其关系如下:V f = fn = a f n z (铣刀刀齿数)它们在切削加工中分别有不同用途。
图3—14 铣削用量要素由于铣刀为多刃刀具,故铣削加工生产率高;铣削中每个铣刀刀齿逐渐切入切出,形成断续切削,加工中会因此而产生冲击和振动;每个刀齿一圈中只切削一次,一方面刀齿散热较好,而另一方面(主要是高速铣削时)刀齿还受周期性的温度变化;冲击、振动、热应力均对刀具耐用度及工件表面质量产生影响。
铣削加工可以对工件进行粗加工和半精加工,加工精度可达IT7~IT9段,精铣表面粗糙度达Ra 3.2~1.6um。
二、铣床1、 铣床的种类铣床的类型很多,主要以布局形式和适用范围加以区分。
铣床的主要类型有:卧式升降台铣床、立式升降台铣床、龙门铣床、工具铣床、圆台铣床、仿形铣床和各种专门化铣床。
(1)卧式铣床卧式铣床的主轴是水平安装的。
卧式升降台铣床、万能升降台铣床和万能回转头铣床都属于卧式铣床。
引起胶订书背破口的九大原因

引起胶订书背破口的九大原因胶订工艺具有简单、优质、稳定、高效等优势,因此近年来在书刊印刷行业得到了迅猛发展。
但在普及过程中许多厂家却不同程度地出现了热熔胶使用的质量问题,并为此付出了很大代价。
1.内文书页配装前未压实每册书印张多、书帖多,书芯配装太松内文书页折页后,必须用10mm厚的高密度板随即打捆,使书帖书脊处压实,特别是轮转胶印机折页装置折成的套帖。
但应避免打捆长度过长打捆夹纸板(夹纸板尺寸应大于开本尺寸10mm以上)与书帖书脊处不齐,闯齐天头(A面)、书脊(B面)的规矩边,避免搬运时出现阶梯状。
2.封面纸张丝缕方向不正确在选用封面纸张时,印刷厂一定要选用纸张丝缕方向与书脊线垂直的标准幅面纸,特别是那些特殊开本、采用联版方式的封面,并尽可能保证天头、地脚对联或首尾相联,保证每个封面纸张丝缕一致。
3.封面纸张纸质太差“人有一张脸,书有一张皮。
”书的封面一定要选用质量好的纸张,但关键在于出书者的选择。
4.铣槽刀磨损、不锋利铣槽刀与铣槽底板磨损大,间隙太大,铣削撒裂,胶背松弛,书背厚度加大。
(1)机修人员勤磨铣槽刀新铣槽刀使用前,先用油石将刀尖倒R=2mm的圆角。
避免刀头过尖,铣槽底部缝隙太小,使沟槽底部注胶不满。
(2)无论是马天尼还是沃伦贝格胶订联动线,随机带的、与铣槽刀相配合铣削的铣槽底板大多是有机板或尼龙塑料板,这类底板韧性差、不耐高温、磨损快。
一旦连续生产,前刃口就会因受热磨损,成圆弧状铣刀头与铣槽底板相对应的沟槽如果缝隙太大(应小于0.10mm),这样铣出来的槽就成了“撕槽”。
①撕槽表面起毛,黏胶不牢,必须常磨、常换。
铣背刀也是如此。
②撕槽部分槽根底部呈撒裂状,还连带少许纸屑,撒裂缝隙注胶不满,书页根部黏结不牢。
③撕槽容易造成书背书页松散,书背上胶后厚度增大,俗称“腚大”。
处理方法:将铣槽底板换成钢板,在钢板刃口处焊一块与铣槽刀角度(60°)一致的硬度合金条,与铣槽刀形成上下刀,这样的铣削彻底,经久耐用。