CF生产工艺流程PPT课件
烟气循环流化床(CFBFGD)干法脱硫工艺介绍.

2.5
%
CaCO3 etc
2.3
%
Ca(OH)2
0.4
%
CaCl2·2H2O
0.3
%
CaF2
0.1
%
飞灰和中性成分
85.9
%
自由水分
0.5
%
成分为估计值,并随飞灰,SO3和CaO中的中性成分的量的变化 而变化。
谢谢观赏!
撰写:郑彬,万驰
6.09
Vol%
备注 标准、湿 标准、干
4.3 烟气中有害成分量 (相对于含氧6%,标准,干基)
SO2 SO3 HCl HF 灰分
原烟气 净化烟气 单位 效率 (-%)
2251
225
90
0
mg/m3
99
50
2.5
mg/m3
95
20
1
mg/m3
95
30000
200
mg/m3
99.9
4.4消耗量
参数
三 循环流化床脱硫技术特点及其运用范围
1) 塔内没有任何运动部件,磨损小,设备使用寿 命长维护量小。
2) 脱硫效率高、运行费用低。 3) 加入吸收塔的消石灰和水是相对独立的,没有
喷浆系统及浆液喷嘴,便于控制消石灰用量及喷 水量,容易控制操作温度。 4) 负荷适应性好。由于采用了清洁烟气再循环技 术,以及脱硫灰渣循环等措施,可以满足不同的 锅炉负荷要求。锅炉负荷在10%~110%范围内变 化,脱硫系统可正常运行。
在文丘里出口扩管段设一套喷水装置,喷入的雾化 水一是增湿颗粒表面,二是使烟温降至高于烟气露点 20℃左右,创造了良好的脱硫反应温度,吸收剂在此 与SO2充分反应.
净化后的含尘烟气从吸收塔顶部侧向排出,然后进 入脱硫除尘器(可根据需要选用布袋除尘器或电除尘 器),再通过引风机排入烟囱。由于排烟温度高于露 点温度20℃左右,因此烟气不需要再加热,同时整个 系统无须任何的防腐。
cf工艺流程

CF工艺流程1. 简介CF(含碳纤维)是一种高性能的复合材料,由碳纤维和树脂基体组成。
它具有轻质、高强度、耐腐蚀等优点,在航空航天、汽车、体育器材等领域得到广泛应用。
CF工艺流程是将碳纤维与树脂进行预处理、预浸渍、层叠、固化等一系列步骤,最终制备出符合要求的CF复合材料制品。
2. 工艺流程步骤步骤一:准备工作在开始CF工艺流程之前,需要进行以下准备工作: - 准备所需原材料:包括碳纤维布(或预浸料)、树脂基体、固化剂等。
- 准备所需设备:包括模具、烘箱、真空袋等。
- 设计产品结构和尺寸,并准备好相关文档和图纸。
步骤二:预处理1.将碳纤维布切割成所需形状和尺寸。
2.对切割后的碳纤维布进行表面处理,去除杂质和油污,以提高树脂的附着性。
3.将处理后的碳纤维布进行烘干,以去除表面水分。
步骤三:预浸渍1.准备树脂基体和固化剂,并按照一定比例混合均匀。
2.将预处理后的碳纤维布放入预浸渍槽中,浸泡在树脂基体中。
3.控制预浸渍时间和温度,使树脂基体充分渗透到碳纤维布中。
步骤四:层叠1.将预浸渍后的碳纤维布取出,并轻轻挤去多余树脂。
2.将多层碳纤维布按照设计要求进行层叠,形成复合材料的结构。
3.在每一层之间加入适当数量的隔离纸或隔离膜,以防止粘连。
步骤五:固化1.将层叠好的复合材料放入模具中,并将模具封闭。
2.把封闭好的模具放入烘箱中,进行固化处理。
固化过程中需要控制温度和压力,以确保树脂基体充分固化。
3.固化时间根据树脂基体的类型和厚度而定,一般需要数小时至数十小时。
步骤六:后处理1.将固化后的复合材料取出模具,并进行修整、打磨等加工工序。
2.对加工后的复合材料进行非破坏性检测,以确保产品质量。
3.进行产品的表面处理,可以进行涂漆、喷涂等操作,以增加表面的美观性和耐久性。
3. 工艺流程优化为了提高CF工艺流程的效率和产品质量,可以采取以下优化措施: - 优化预浸渍过程中的温度、时间和压力参数,以提高树脂基体的渗透性。
《Cell工程工艺简介》PPT课件

Brush(滚刷)洗净:
利用滚刷在一定压入量(压力)的条件下,在基板表面旋转时产生的机械剥离力
将异物粒子除去。它针对的主要是大粒径的异物粒子。
7
CJ洗净(Cavitation Jet)
8
Hyper Mix洗净
9
基板干燥方法:
气刀(Air Knife)干燥:气刀是使用高压干燥空气从狭缝中吹出,将停留在基板表
扩大图
CELL
40μm
CELL个数
160,000个/平方inch
CELL深度
10μm
印刷版表面状态:
15
配向膜印刷工艺管理项目:
目的
管理内容
方法
配向材的滴下量
电子天平测量
Anilox Roll的表面状态
用溶剂清洗Anilox Roll上的凹槽
滚轮之间及版胴与基板间的平行度
纸压测定法测滚筒间的平行度;
到更高温度,使溶剂全部挥发,并且配向材固化(亚胺化)形成Polyimide。
印刷时
烧成后
配向膜形成的一般过程
17
其他类型配向材:
印刷时
S1采用混合型配向材
18
烧成设备构成:
冷却部
(6段 空冷)
烧成炉IR Heater
(20段)
IR Heater
基板
搬送Robot
Heater D/A
基板流向
流量、温度控制
其它高分子。
13
配向膜印刷的基本方式:
(凸版印刷)
S1采用方式
<Doctor Roll方式>
PI Dispenser
<Scraper方式>
Doctor Roll
(EPDM)
药品生产工艺流程及常见问题PPT课件
包装材料的筛选
系指直接接触药品的内包装材料。通常可从符合国家药用包 装材料要求的材料中选择。
选择的依据是:
(1)保证制剂质量在一定时间内稳定。如根据需要采用避 光、防潮等材料。 (2)和制剂有良好的相容性,不发生相互作用。 (3)与制剂生产工艺相适应(如能经加热灭菌等)。 (4)定量给药的应保证定量的准确性和重现性。
粘合剂的选择
粘合剂的选择与原辅料本身的性质、粘合剂的溶媒、混合时间、粘合剂浓度有关:如原料粉末细,质地 疏松,在水中溶解度小,原料本身粘性差,粘合剂的用量要多些。反之,用量少些。 当辅料在处方中的用量占80%以上时,在不影响主药性质的前提下,应重点考虑辅料的特性来选用粘合 剂。如用蔗糖作辅料,其用量达到80%以上时,就要考虑到“蔗糖遇水粘性变得过强”的特性,选用非 水溶媒来溶解粘合剂(只溶于水不溶于有机溶媒的粘合剂就不适用),降低颗粒之间的粘性,相对增强 颗粒内部的粘性
在工艺验证前,应对公用工程系统、主要设备进行安装 确认、运行确认和性能确认 。经过对结果进行评价,认 为符合设计要求及产品工艺的要求,经批准后,可以按 照工艺验证方案进行工艺验证。
按照工艺验证方案进行工艺验证,验证过程中应认真记 录、收集各种试验、检测结果。
一般新产品的工艺验证需进行连续3批的验证 。
颗粒剂
〖装量差异〗单剂量包装的颗粒剂装量差异限度,应符合下列有关规定。
平均装量或标示装量装量差异限度
1.0g以下至1.0g±10% 1.0g以上至1.5g±8%
1.5g以上至6.0g±7%
6.0g以上±5%
检查法 :取供试品10袋(瓶),除去包装,分别精密称定每袋(瓶)内容物的重量,求出每袋(瓶)
工艺规程的制订必须通过验证,验证了的工艺状态必须进行监控。
生产工艺流程、设备、技术介绍、特色
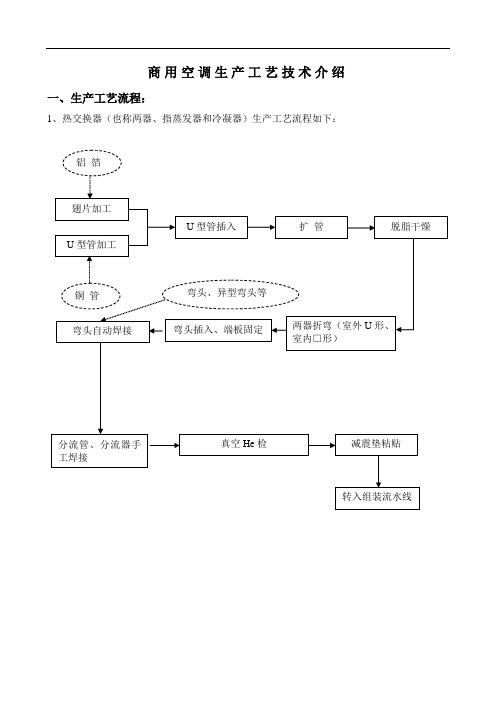
商用空调生产工艺技术介绍一、生产工艺流程:1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:二、生产工艺特色:青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。
(一)、热交换器(也称两器)生产设备及工艺:1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。
本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。
2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。
3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。
4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。
5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。
机械加工工艺过程培训课件ppt)ppt

总结词
航空航天零件的加工工艺要求极高,需 要克服材料难加工、精度要求高等挑战 。
VS
详细描述
航空航天零件多采用高强度、轻质材料, 如钛合金、铝合金等,加工难度较大。为 满足零件的力学性能和减重需求,常采用 特种加工工艺,如电火花加工、激光切割 等。同时,航空航天零件的加工精度要求 极高,需要进行精密测量和误差补偿,确 保零件的性能和安全性。
玻璃
具有透明、稳定和耐腐蚀 等特性,常用于制造光学 仪器、窗户和餐具等。
陶瓷
具有高硬度、耐高温和耐 腐蚀等特性,常用于制造 高级耐用品,如餐具和工 业用阀门等。
复合材料
玻璃纤维增强塑料
通过在塑料中加入玻璃纤维来提高其强度和刚度,常用于制造汽 车和飞机零部件。
碳纤维增强复合材料
由碳纤维和树脂等材料组成,具有高强度、轻量化和耐腐蚀等特性 ,广泛应用于航空、汽车和体育用品等领域。
02
机械加工工艺是制造业的核心技 术之一,广泛应用于汽车、航空 、电子、能源等领域。
机械加工工艺的重要性
机械加工工艺是实现产品设计的重要 手段,是制造业的基础和支撑。
高质量的机械加工工艺能够提高产品 质量、性能和可靠性,降低生产成本 和周期。
机械加工工艺的分类
01
02
03
04
根据加工方式的不同,机械加 工工艺可以分为切削加工、成 型加工、特种加工等类型。
机械加工工艺过程 培训课件
汇报人:可编辑 2023-12-23
目 录
• 机械加工工艺概述 • 机械加工工艺流程 • 机械加工工艺设备 • 机械加工工艺材料 • 机械加工工艺优化 • 机械加工工艺案例分析
01
机械加工工艺概述
机械加工工艺的定义
《卷烟生产工艺流程》课件

劳动安全
采取必要的安全措施,确保 员工健康和安全。
产品卫生安全
确保卷烟产品符合卫生和安 全标准。
环保技术应用
废气处理
采用先进的废气处理技术,减 少对环境的污染。
废水处理
通过科学的废水处理方法,确 保排放达标。
固体废弃物处理
对固体废弃物进行妥善处理, 降低对环境的影响。
质量管理
1 品牌标准
制定和执行严格的品牌标 准,以确保产品品质。
2 产品检验
对卷烟产品进行全面的检 验,确保符合规定要求。
3 品控流程
建立强有力的品控流程, 提高制造效率和产品质量。
经济运营管理
成本核算
对卷烟生产成本进行精确核算, 控制成本。
生产计划安排
进行合理的生产计划安排,提 高生产效率。
销售管理
制定有效的销售策略和管理方 案,提升销售业绩。
未来发展趋势
2
条盒生产工艺
经过纸板印刷、模切和折叠、装配和烫金,制作成烟盒。
辅助工序
1 包材加工
对烟草包材进行加Biblioteka ,确保包装与卷烟品质相符。2 内包装和外包装
对成品烟丝进行内外包装,保护和美化烟盒外观。
3 成品检测和检验
对卷烟进行检测和检验,确保质量达标。
卫生管理与安全措施
环境卫生
保持生产环境的清洁和衛生。
《卷烟生产工艺流程》 PPT课件
通过此PPT课件,了解卷烟生产的工艺流程、质量管理和环保技术应用,探索 未来发展趋势。
前置工序
烟草选购与储存
选择优质烟草,并进行储存以确保原料质量。
烟叶处理
经过烤烘、发酵等工艺,使烟叶达到生产所需的品质和香气。
主要生产工序
新生产工艺管理流程图及文字说明
新生产工艺管理流程图及文字说明生产工艺管理流程生产技术部接到产品开发需求后,进行产品开发策划并起草设计开发任务书,经公司领导审批后,业务部门根据产品设计开发任务书准备纸张、油墨、印版、烫金等生产材料及生产工艺设备的准备工作,材料、设备准备完成后,安排在印刷车间进行上机打样;打样过程中,由生产技术部组织业务、品质、车间等部门对打样结果进行评审,打样评审通过后,由生产技术部进行送样、签样工作(送中烟技术中心材料部),若签样不合格,需重新进行打样准备;签样完成后,生产技术部根据打样情况形成临时技术标准,品质部形成检验标准,印刷车间根据临时技术标准进生试机生产,生产产品由生产技术部送烟厂进行上机包装测试(若包装测试不通过,生产技术部需重新调整临时技术标准重新试机生产),包装测试通过后,生产技术部根据试机生产时情况形成技术标准。
当月生产需求时,生产技术部按生产组织程序进行组织生产,并同时下达技术标准,印刷车间根据生产技术标准,进行工艺首检,确认各项工艺指标正确无误,进行材料及设备的准备工作,各项工作准备完成后按技术标准要求进行工艺控制,生产技术部对整个生产运行过程进行监督,当工艺运行不符合要求时,通知生产技术部进行工艺调整。
生产结束后,进入剥盒、选盒工序,经过挑选的烟标合格的按成品入库程序进行入库,不合格的产品按不合格程序进行处理。
产品工艺管理流程图业务部生产技术部印刷车间品质部输出记录接到设计更改需求段阶}改更计设{发开吕产不通过不通过通过接到设计开发需求产品开发策划打样准备送样、签样通过不通过形成技术标准(临时)审批不通过上机打样形成检验标准设计开发项目组成立通知产品开发任务书段阶制控艺工产生送客户包装测试■试生产■形成技术标准<接到生产需求组织生产下达工艺标准工艺首检材料准备设备准备工艺监督过程质量监督工艺改进不通过运行判定成品质量监督是合格成品入库结束不合格控制程序过程检验记录工艺检查记录表,匚工艺记录表工艺运行控制剥盒、选盒烟用材料试验评价报告印刷作业指导书生产工作单换版通知单生产操作记录表工艺更改通知单成品检验记录子流程生产工艺更改流程生产技术部接到工艺更改需求时,及时到生产现场进行工艺更改打样,并作好工艺更改记录,工艺更改完成后形成新的技术标准,并以工艺更改通知单的形式通知相关生产部门,相关生产部门接到工艺更改通知后,按新的工艺标准执行生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CF工艺流程
20070208BYD CO NhomakorabeaPANY LIMITED 比亚迪股份有限公司
装配服务
2
BYD COMPANY LIMITED 比亚迪股份有限公司
3
BYD COMPANY LIMITED 比亚迪股份有限公司
4
BYD COMPANY LIMITED 比亚迪股份有限公司
12
BYD COMPANY LIMITED 比亚迪股份有限公司
13
BYD COMPANY LIMITED 比亚迪股份有限公司
14
BYD COMPANY LIMITED 比亚迪股份有限公司
15
BYD COMPANY LIMITED 比亚迪股份有限公司
16
BYD COMPANY LIMITED 比亚迪股份有限公司
5
BYD COMPANY LIMITED 比亚迪股份有限公司
6
BYD COMPANY LIMITED 比亚迪股份有限公司
设备名称 上料机/LOADER 清洗机/CLEANER 缓冲机/BUFFER 涂胶机/COATER 预烘/PRE BAKE 爆光/EXPOSURE 显影/DEVELOPER 主固化/POST BAKE 下料/UNLOADER
17
BYD COMPANY LIMITED 比亚迪股份有限公司
18
BYD COMPANY LIMITED 比亚迪股份有限公司
19
BYD COMPANY LIMITED 比亚迪股份有限公司
20
BYD COMPANY LIMITED 比亚迪股份有限公司
21
BYD COMPANY LIMITED 比亚迪股份有限公司
数量 4 4 8 3 3 2 2 3 4
7
BYD COMPANY LIMITED 比亚迪股份有限公司
8
BYD COMPANY LIMITED 比亚迪股份有限公司
9
BYD COMPANY LIMITED 比亚迪股份有限公司
10
BYD COMPANY LIMITED 比亚迪股份有限公司
11
BYD COMPANY LIMITED 比亚迪股份有限公司
22
BYD COMPANY LIMITED 比亚迪股份有限公司
23
BYD COMPANY LIMITED 比亚迪股份有限公司
24
BYD COMPANY LIMITED 比亚迪股份有限公司
25
BYD COMPANY LIMITED 比亚迪股份有限公司
谢谢!
26
生产厂家 ABLE Co.,ltd. Semiconductor & Display Corp.(S&D) ABLE Co.,ltd. ABLE Co.,ltd. ABLE Co.,ltd. Japan Science Engineering Co.,ltd.(DNK) Semiconductor & Display Corp.(S&D) Koyo Thermo Systems Co.,ltd. ABLE Co.,ltd.