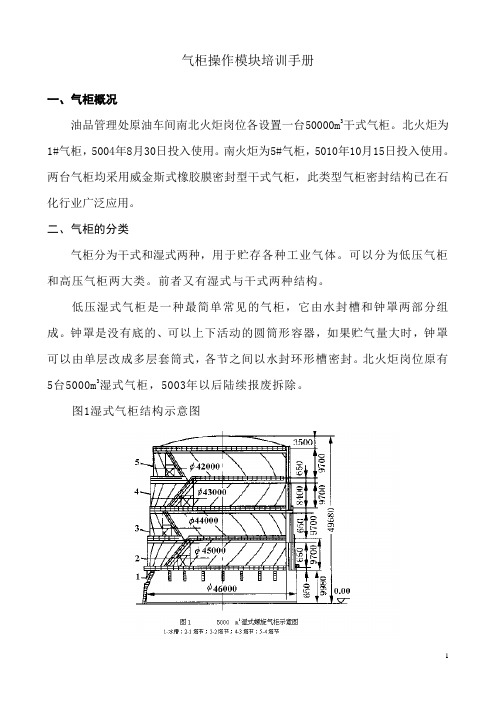
干式气柜结构图
气柜操作模块培训手册
气柜操作模块培训手册一、气柜概况油品管理处原油车间南北火炬岗位各设置一台50000m3干式气柜。
北火炬为1#气柜,5004年8月30日投入使用。
南火炬为5#气柜,5010年10月15日投入使用。
两台气柜均采用威金斯式橡胶膜密封型干式气柜,此类型气柜密封结构已在石化行业广泛应用。
二、气柜的分类气柜分为干式和湿式两种,用于贮存各种工业气体。
可以分为低压气柜和高压气柜两大类。
前者又有湿式与干式两种结构。
低压湿式气柜是一种最简单常见的气柜,它由水封槽和钟罩两部分组成。
钟罩是没有底的、可以上下活动的圆筒形容器,如果贮气量大时,钟罩可以由单层改成多层套筒式,各节之间以水封环形槽密封。
北火炬岗位原有5台5000m3湿式气柜,5003年以后陆续报废拆除。
图1湿式气柜结构示意图低压干式气柜又分为曼式和威金斯式。
曼式气柜是一种立式油密封多边形的活塞式气柜,主要用于储存和配送工业气体。
当气柜进气时,气柜活塞水平上升;反之,当气柜放气时,气柜活塞水平下降,活塞与柜壁间的间隙是用油进行密封,密封油的选用是关键。
图2曼式气柜结构示意图威金斯式气柜(美国WIGCINS公司专利),亦称卷帘密封型干式气柜,其密封形式主要不同是柜体侧板与T挡板、T挡板与活塞之间用橡胶密封膜连接,在活塞上、下移动时密封橡胶膜随之卷起或放开。
密封膜应具有耐久性、气密性、弹性和一定强度,且能适应较广泛的温度范围(-50~80℃)。
具有结构合理、容量大,操作维护简便等特点,是一种新型、节能、环保型气柜,运行平稳,安全可靠,适用于储存炼厂尾气。
国内最大的干式气柜已达50万m3。
南北火炬目前在用的气柜为威金斯式气柜,容量为50000m3。
下面主要简绍威金斯式干式气柜。
三、干式气柜结构3.1威金斯干式气柜的结构卷帘型干式气柜主要由柜壁、底板、柜顶、活塞、T型围栏、调平装置、紧急放散装置、柜容显示装置、橡胶密封膜等部分组成。
它具有占地面积小、活塞升降平稳、维护费用低、操作方便等特点。
5万m3稀油密封干式煤气柜使用说明书
南京5万m3稀油密封干式煤气柜使用说明书编写人:***审核人:***批准人:赵*鞍钢金属结构设计研究所2004年3月11日一、稀油密封干式煤气柜简介1 柜体结构形式简介南京钢厂新建5万m3稀油密封干式煤气柜,柜本体是一个容积可变的正20边的低压钢结构容器。
主要由底板、侧板与立柱、柜顶和可升降的活塞等部分构成,详见煤气柜结构示意图1。
柜底四周设有底部油沟,活塞外周设有油槽,在油槽内设有活塞密封机构。
密封油下流量的大小由滑板控制,使其油压与活塞下部储气压力相平衡而进行密封煤气。
密封油通过泵循环使用。
柜体外设有环行平台。
各层平台之间设有斜梯,便于操作人员进行维修,在柜顶部的周边设有排气口,并在柜顶和柜体上部的周边设置采光窗,以满足气柜活塞上部空间的通风和采光要求。
另外,在柜体外部设有电梯一座,可直达气柜的柜顶,在柜顶气楼内设置有内部升降机一套,供操作人员由柜顶平台进出活塞平台,进行生产维护工作,并设有救助装置,供在特殊情况下使用,详见煤气柜内部结构示意图2。
柜体活塞环梁等主要构件全部采用焊接钢结构。
柜底板、侧板和活塞板要求有严格的气密性,在柜运行中绝对严密,不允许任何部位泄漏煤气。
2 主要技术指标及结构参数2.1 主要技术指标公称容积:50000m3实际容积:53187 m3利用系数:0.9储气压力:8000Pa储气介质:焦炉煤气储气温度:≤50℃(饱和气体)最大升降速度:<1.5m/min煤气吞吐量:平均30000m3/h最大90000m3/h 2.2 结构参数公称容积:50000m3实际容积:53187 m3形式:正20边形边长:5.9m立柱:20根外接圆直径:37.715m内切圆直径:37.215m侧板高度:56.909m高径比H/D:1.509活塞行程:48.4m导轨面间直径:37.650m活塞直径:35.750m柜顶架直径:37.650m底板厚度:5mm侧板厚度:6mm柜顶板厚度:3mm活塞底板厚度:5mm上下导辊:各20个走道平台:4层柜底面积:1098.9m2供油装置:3套上部组合式油箱:3个防回转装置:2套吹扫放散管:3根安全放散管:4根紧急放散管:1根外部电梯:载重量:500kg(5人)升降速度:0.5m/s轿厢尺寸:1000×950mm内部升降机:载重量:250kg(3人)升降速度:0.3m/s吊笼规格:内径约1m,高1.9m3 密封油及工艺系统3.1 密封油的选择活塞式气柜的密封,是借助保持活塞油槽一定的油位高度来达到的。
5万m3布帘密封干式煤气柜方案
目录1.工程概况2.施工部署2.1施工组织2.2施工准备2.3机械设备配置2.4 制作安排2.5 施工用电计划2.6 劳动力安排3.煤气柜制造、安装方案3.1 钢结构制造方案3.2 安装方案3.3 防腐除锈4.质量标准及质量保证措施4.1 质量方针、目标、承诺4.2 质量保证措施5.工期及保证措施5.1 绝对工期5.2 工期保证措施5.2.1 组织保证措施5.2.2 技术保证措施5.2.3 经济保证措施6.安全及冬季施工措施1.工程概况:1.1 气柜型号:卷帘式橡胶密封膜干式煤气柜1.2 主要规格及技术参数:公称容积:50000m3储存煤气种类:转炉煤气储存煤气压力:2500-3200pa储存煤气温度:饱和气柜内径:46.573 m气柜总高:45.756 m活塞行程:30.729 m1.3 柜体结构组成:由侧板、支柱、柜顶、底板、活塞、T形挡板、密封橡胶膜、活塞调平装置、防风桁架、走廊及梯子平台等部件组成。
柜的外壳是由侧板、支柱、柜顶及底板构成的一个固定圆形几何体,其内部有一个可活动的活塞。
侧板与活塞之间的密封采用合成橡胶制的薄膜密封。
在活塞的外侧与侧板之间设置T形板,T档板前后的两圈密封胶、外圈密封橡胶连接于侧板和T形挡板之间,内圈密封橡胶连接于T形板和活塞之间,使气柜成为一个二段或密封的气柜。
1.3.1 气柜的底板用钢板搭接焊制而成。
1.3.2 气柜外壁用侧板和H型立柱焊制而成。
各段侧板均用加强角钢加固与立柱连接固定。
1.3.3 气柜的柜顶用型钢组成拱形骨架,在其中央部设有换气用的通风帽。
1.3.4 气柜的活塞有活塞板和活塞构件、砼坝、T挡板架台、T挡板构件等组成。
活塞板为球面,环形的砼坝置于活塞板周边之上。
活塞构件与T挡板架台之间、柜壁与T挡板构件之间通过两个环形橡胶密封帘连接,形成密封气室。
1.3.5 调平装置、煤气进出口管、自动放散管、柜容指示器等均为气柜的工艺设施。
1.4 产品的工作原理:500000 m3卷帘式橡胶密封膜干式煤气柜采用二段式密封结构,,在气柜内未储存气体时,活塞座落在底板上,T形档板座落在T档板台架上,,当气体逐步进气时,且达到一定的压力,活塞便开始上升,内侧密封橡胶膜开始向上卷动,这时,T形档板入外侧密封橡胶膜都不动作,随着气体的不断进入,活塞上升至活塞支架顶部碰到T形档板上部支架时,内侧密封橡胶膜被向上拉直,活塞已不能单独上升,当煤气继续进入,达到第二段压力时,活塞将与T档板同时上升,这时,外侧密封橡胶膜开始向上卷动,最后活塞及T档板上升到最高位置,外侧密封橡胶膜也被向上拉直,气柜便达到了最大储气量。
转炉煤气柜构造OPL教育

3
CEM
中铁装备
8万m³5万m³转炉煤气柜OPL教育
■基础知识
2014.03.30
分类
制作日期
□ 改善事例
□ 事故事例
□ 安全事例ຫໍສະໝຸດ 制作人实施日期讲师 参考资料
煤气柜辅助设施
受教育人
题目
柜容仪结构
编号
(1)柜容仪刻度尺
图片和注 解
(5)
(2)柜容仪导轮
(2)
(4) (3 )
(1)
(3)柜容仪钢丝绳 注:运行时行程顺畅、刻度与电脑 一 致、钢丝绳润滑到位无开股现象
(3)
⑴
(2)
注:气柜正常运行时,排水 器呈溢流状态。
2
CEM
中铁装备
8万m³5万m³转炉煤气柜OPL教育
■基础知识
2014.03.30
分类
制作日期
□ 改善事例
□ 事故事例
□ 安全事例
制作人
实施日期
讲师 参考资料
受教育人
题目
柜内检测
编号
(1)检测活塞周围八个对称点与柜 壁的距离大小,测定倾斜度小于 110mm为合格;(注:5万柜检测8 点,8万柜检测8点) (2)定期对柜内橡胶密封皮帘进行 检查,检查皮帘老化情况,确认完好 无煤气泄漏; (3)柜内钢丝绳润滑到位,对活塞 顶部各个钢丝绳拉接杆进行检查,看 有无松动、滑扣等现象。
(4)柜内压力:上限4.2KPa;下限:
2.4KPA;
(5)进口压力:五万柜上限6KPa;八 万柜上限7KPA。
1
CEM
中铁装备
8万m³5万m³转炉煤气柜OPL教育
■基础知识
2014.03.30
分类 制作日期
结构概况

稀油密封干式煤气柜立柱制作薛日飞内容摘要:稀油密封煤气柜属干式气柜,它是由立柱、侧板共同组成的筒体正多边形结构。
气柜的重点在于立柱的制作精度,为了保证气柜的整体质量和运行状况良好,特总结出立柱的制作要点。
关键词:矫正、焊接、制孔、运输1.结构概况稀油密封煤气柜是由立柱、侧板共同组成的筒体正多边形结构,柜内煤气贮存在活塞底板下面,利用活塞油槽中的稀油和密封装置机构共同作用来密封柜内煤气。
柜内活塞是随柜内煤气充气量大小及平衡压力,依靠活塞桁架上的导轮沿立柱滑轨面上下升降,所以说立柱即是筒体结构重要联接部分也是活塞升降的滑轨及密封装置机构是否能起到煤气密封的重要构件。
密封示意图见(图一):角部密封示意图(图一)2.结构特点气柜立柱是由工字钢和导轨板焊接而成,为保证导轨面的平度和光洁度,在焊接完毕后,需用“端面铣床”对滑轨面进行机械加工。
由于立柱是焊接构件,焊接必然存在焊接应力,从而导致构件变形,影响后面机械加工精度,如何控制变形满足机械加工是立柱制作的重点及难点。
3.立柱制作要点3.1材料检验3.1.1所有材料在加工之前,重点检查板材平面度,平面度≤1.0mm/m。
(如图二)所示,工字钢重点检查直线度和扭曲值,直线度≤4mm;扭曲≤3mm。
△=1mm板材平面度(图二)所有板材和型材不允许有“硬弯”,钢板平度超差需用平板机矫正,工字钢超差可采用“冷矫正”或“火焰矫正”。
3.1.2由于立柱是重要构件,需对工字钢腹板厚度进行测度,厚度负偏差应≤0.75mm,超出允许范围不得使用。
3.2材料加工3.2.1由于滑轨面需机械加工,考虑焊接变形及构件制作误差及机械加工的效率和经济性,一般板厚方向应在原图纸名义厚度上加5mm余量。
3.2.2导轨板边缘加工时,为了保证宽度尺寸,可采用“多嘴头”数控切割机进行下料,这样可防止由于单面受热不均匀引起板边侧弯过大,在切割时应重点调整好割嘴之间的距离并保证与板面的垂直度。
切割前可用边角废料试切割,以调节割嘴距离和垂直度。
模板:10万立方干式气柜施工方案
10万立方干式储气罐施工方案1.编制依据及编制说明1.1编制依据1)《圆筒形钢制焊接贮罐施工及验收规范》(HGJ210—83)2)《现场设备、工业管道焊接工程施工及验收规范》(GBJ236—82)3) 施工图纸1.2编制说明1.2.1.1)本方案只用于大同城北储配站10万立方干式储气罐工程的施工。
1.2.2.2)未涉及部分在具体施工时将以工程质量单的形式进行补充。
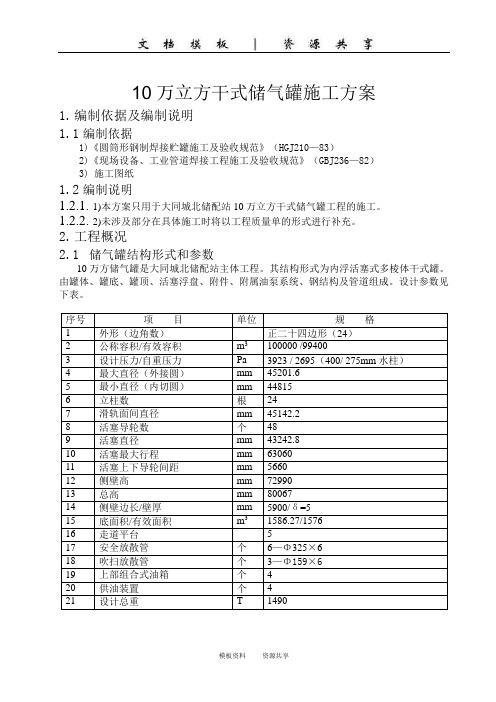
2.工程概况2.1储气罐结构形式和参数10万方储气罐是大同城北储配站主体工程。
其结构形式为内浮活塞式多棱体干式罐。
由罐体、罐底、罐顶、活塞浮盘、附件、附属油泵系统、钢结构及管道组成。
设计参数见下表。
序号项目单位规格1 外形(边角数)正二十四边形(24)2 公称容积/有效容积m3100000 /994003 设计压力/自重压力Pa 3923 / 2695(400/ 275mm水柱)4 最大直径(外接圆)mm 45201.65 最小直径(内切圆)mm 448156 立柱数根247 滑轨面间直径mm 45142.28 活塞导轮数个489 活塞直径mm 43242.810 活塞最大行程mm 6306011 活塞上下导轮间距mm 566012 侧壁高mm 7299013 总高mm 8006714 侧壁边长/壁厚mm 5900/δ=515 底面积/有效面积m31586.27/157616 走道平台 517 安全放散管个6—Φ325×618 吹扫放散管个3—Φ159×619 上部组合式油箱个 420 供油装置个 421 设计总重T 14902.2储气罐各部分简介2.2.1.1)罐底:由罐底板、集油槽底板、侧板组成,板厚δ=5 mm,总重约65吨。
2.2.2.2)侧板:共90带,合计2160块,总重约575T。
通用规格5740×810(1180)×5 (长×宽(展开长)×厚)2.2.3.3)立柱:共六节,第一至五节L=12150mm,第六节L=12240mm,合计144根。
干式气柜培训课件

在工业生产中,干式气柜被广泛应用于石油、化工、冶金、电力等领域,用于 储存各种工业气体,如氧气、氮气、氢气、煤气等,以满足生产过程中的气体 需求。
工作原理与结构组成
工作原理
干式气柜通过其内部的活塞或隔膜在气体 储存和排放过程中实现气体的压缩和膨胀。 当系统压力升高时,气体进入气柜并压缩 活塞或隔膜,将气体储存起来;当系统压 力降低时,活塞或隔膜在气柜内部弹簧或 外部配重的作用下回弹,将储存的气体释 放出来。
压力稳定
通过活塞或隔膜的压缩和膨胀,干 式气柜能够平衡系统压力波动,保 证气体供应稳定。
优缺点分析
安全可靠
干式气柜配备多种安全附件,如压力 表、安全阀等,确保气柜在异常情况 下能够安全运行。
维护方便
干式气柜结构简单,维护方便,使用寿 命长。
优缺点分析
投资成本高
与湿式气柜相比,干式气柜的制 造成本较高。
详细记录调试过程中的各项参数 和数据,以便后续分析和处理。
调试前准备
检查设备安装是否完成,各部件 连接是否牢固;清理设备内部和 周围环境。
验收标准
设备运行平稳、无异常声响或振 动;各部件连接牢固、密封良好; 电气系统正常工作;满足设计要 求和使用需求。
PART 03
干式气柜操作与维护
REPORTING
准确地做出反应。
PART 05
干式气柜性能检测与评估
REPORTING
性能检测方法及标准
1 2
压力测试 通过向干式气柜内加压,检测其承受压力的能力, 确保气柜在正常工作条件下的安全性。
泄漏检测 采用气体探测仪等设备对干式气柜进行泄漏检测, 确保气柜密封性能良好,防止气体泄漏。
3
变形检测
10万m3干式气柜施工工法
10万m3干式气柜施工工法前言由我公司承建的天津第三煤气厂工程一台10万m3稀油密封煤气柜,其参数为:有效容积:99400m3,设计压力:3923Pa,气柜高度为80m,为正24边形。
由立柱、底板、活塞、顶板、侧板、油沟、密封系统及附属装置组成。
本工程由于工程量大,质量要求高、工期紧,在施工过程中,经过我公司技术人员的积极努力,优质高效地完成了此气柜安装任务,经过认真详细地总结,形成了此工法。
1.特点:1.1气柜采用正装法施工,自制柜顶吊和鸟形钩等专用吊装工具吊装。
1.2活塞和柜顶起升采用气顶法上升。
1.3 焊接量大,整个柜体拼接全部为焊接。
1.4焊接质量要求高,起密封作用的焊缝100%进行煤油渗透检查。
2.适用范围:本工法适用于工厂预制件,现场散件吊装、组焊的施工工艺。
3.工艺原理本台气柜采用密封式气顶正装法,利用鸟形钩进行固定活塞和柜顶,柜顶吊进行逐件吊装组焊。
在底板、活塞、柜顶安装完毕,立柱和侧板安装到第7层侧板高时,即可打开鼓风机向活塞底部鼓风,将活塞、柜顶及脚手架、工装等主要浮升机构顶起一层(820mm),此时,同时放下24个鸟形钩,关闭风机,打开放气阀,使浮升机构慢慢下降,鸟形钩钩咀挂在挂板上,进行上段立柱、侧板等施工,然后再顶升一层侧板高度,进行上一层侧板、立柱安装,依次逐层顶升安装,直至全部侧板、立柱、平台等安装完毕。
立柱、侧板、平台、梯子、檐板等吊装全部利用2台柜顶吊进行吊装就位。
活塞、柜顶起升后,全部重量落在24套鸟形钩身上,鸟形钩是气柜能够顺利施工的关键工具,由支撑装置和吊挂装置组成。
4.工艺流程及操作要点4.1工艺流程4.1.1气柜基柱定位安装4.1.2气柜底板及油沟安装4.1.3气柜活塞架安装4.1.4气柜活塞板安装4.1.5鸟形钩工装系统及临时撑杆安装4.1.6气柜顶架安装4.1.7气柜顶板安装,风帽安装4.1.8第一节立柱安装4.1.9 第一至七层侧板安装4.1.10柜顶吊及其它工装设备安装,具备顶升条件。