诺信系列胶机操作手册
诺信热熔胶机3000V系列 故障代码
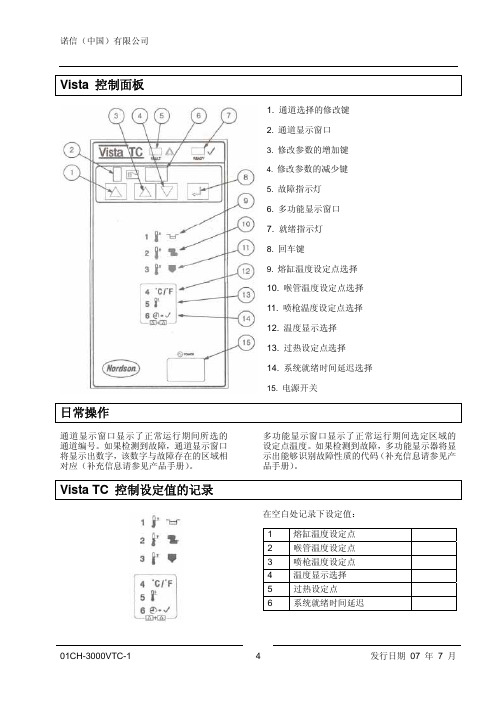
诺信(中国)有限公司01CH-3000VTC-1 4 发行日期 07 年 7 月Vista控制面板1. 通道选择的修改键2. 通道显示窗口3. 修改参数的增加键4. 修改参数的减少键5. 故障指示灯6. 多功能显示窗口7. 就绪指示灯 8. 回车键9. 熔缸温度设定点选择10. 喉管温度设定点选择 11. 喷枪温度设定点选择 12. 温度显示选择 13. 过热设定点选择 14. 系统就绪时间延迟选择15. 电源开关日常操作通道显示窗口显示了正常运行期间所选的通道编号。
如果检测到故障,通道显示窗口将显示出数字,该数字与故障存在的区域相对应(补充信息请参见产品手册)。
多功能显示窗口显示了正常运行期间选定区域的设定点温度。
如果检测到故障,多功能显示器将显示出能够识别故障性质的代码(补充信息请参见产品手册)。
Vista TC 控制设定值的记录在空白处记录下设定值: 1 熔缸温度设定点 2 喉管温度设定点 3 喷枪温度设定点 4 温度显示选择 5 过热设定点 6系统就绪时间延迟A 2-10 描述01CH-3000VTC-1-A3安装3000V TC发行日期 07 年 7 月诺信(中国)有限公司版权所有显示区操作显示区给出了有关系统设置的详细信息。
图A 2-12 显示区1. 通道显示窗口2. 多功能显示窗口3. 回车键4. 参数修改键,上键和下键5. 参数修改键,上键通道显示窗口和参数修改键、上键正常运行期间,通道显示窗口显示了所选的通道编号。
如果检测到故障,通道显示窗口将显示出数字,该数字与故障存在的区域相对应。
0 = 熔缸1 = 喉管12 = 喉管23 = 喉管34 = 喉管45 = 喷枪16 = 喷枪27 = 喷枪 38 = 喷枪4当您按下位于通道显示窗口下方的上键时,它将一个接着一个的滚动通道编号。
描述 A 2-11诺信(中国)有限公司版权所有3000V TC发行日期 07 年 7 月01CH-3000VTC-1-A3安装多功能显示窗口和按键正常运行期间,多功能显示窗口显示了选定通道的值。
诺信涂装设备操作手册

诺信喷粉设备诺信喷粉设备 使用操作手册使用操作手册诺信诺信((中国中国))有限公司有限公司中国上海中国上海 浦东浦东 张江高科技园区137号TEL: (86TEL: (86--21) 3866916621) 38669166 FAX: (86FAX: (86--21) 3866919921) 386691991.换色组件清理程序换色组件清理程序1、 拆下所有拆下所有圆圆滤芯滤芯。
2、 清理干净回收组件积粉槽内粉末清理干净回收组件积粉槽内粉末。
3、 清理干净供粉桶清理干净供粉桶内粉末内粉末内粉末。
4、 擦干净回收组件内外的粉末擦干净回收组件内外的粉末。
5、 清理干净输粉泵及输粉管清理干净输粉泵及输粉管。
6、 清理干净旋转筛或振动筛清理干净旋转筛或振动筛。
7、 换上新滤芯换上新滤芯。
2.每日开机前检查每日开机前检查1、打开粉房集气管和空气干燥器打开粉房集气管和空气干燥器,,打开打开排气排气排气管管检查压缩空气质量气质量并排气并排气1分钟分钟,,检查空气干燥器滤芯桶上的滤芯指示器指示器。
2、保证挂具处于良好状态保证挂具处于良好状态,,检测工件接地检测工件接地阻值阻值阻值(一般一般是是在202000-300300 Ω之间为好之间为好,,不应超过1M Ω,否则应清理挂具则应清理挂具)。
)。
)。
3、目测组件流化床目测组件流化床和供粉桶内的和供粉桶内的和供粉桶内的粉末粉末粉末位置位置位置,,检测检测粉末粉末粉末流化流化情况情况,,如显如显示起伏示起伏示起伏,,轻微沸腾轻微沸腾。
4、检验所有喷枪检验所有喷枪//电缆电缆//粉管粉管//粉泵均有标识且布置恰当粉泵均有标识且布置恰当。
5、用KV 表检测喷枪电极电压表检测喷枪电极电压,,检测输出检测输出是否与设置一致是否与设置一致(本测试每周至少1次),磨擦枪不用进行此项磨擦枪不用进行此项检测检测检测。
6、检测供粉桶检测供粉桶,,喷枪支架和粉房喷枪支架和粉房等等设备设备的接地的接地的接地 (应在10Ω以下以下)。
诺信Mesa胶机 基础培训教材

将胶缸温度设定为120-130℃,打卡 胶管和喷枪的加热温度设定为120130℃,放入约1/3胶缸容量的热熔胶, 待胶缸内热熔胶完全融化后分别打开 喉管与喷枪之间的接头,将胶从喉管 口排出,再分别接好喉管月喷枪之间 接头,将胶从喷枪口排出。
5、试机操作
待上述步骤完成后,将胶缸、胶管和喷枪温度设定为 150-170℃,放入约1/3胶缸容量的热熔胶,待胶缸内热熔胶 完全熔化后,打开胶缸过滤装置,排胶,更换过滤网,从喷 枪处继续排胶,直到排出的热熔胶完全澄清为止。
2-4-3 脱胶
Ø 操作温度太低或太高 Ø 工件表面有特殊涂层 Ø 上胶量不够 Ø 包材质量问题 Ø 热熔胶粘度不够 Ø 生产线压箱力不够 Ø 调整操作温度 Ø 选择适合的热熔胶 Ø 更换较大孔径喷嘴或加大胶泵气压 Ø 向供应商反映 Ø 向热熔胶供应商反映 Ø 调整生产线
2-4-4 粘接強度不足
Ø 操作温度太低 Ø 工件表面有特殊涂层 Ø 上胶量不够 Ø 调整操作温度 Ø 选择适合的热熔胶 Ø 更换较大孔径喷嘴
2-1-2 加热部位温度设定
按住需要
“胶箱”或“胶管”或“喷头”
直到“选择”项闪烁(1、2、3、4代表位置可见2-2),
在“调整窗口”改变温度,再在选择对象“胶箱”或“胶管”
或“喷头”上确认。
2
2-2 胶机
部位
识别
2-3 胶机日常维护与保养
日常排胶 更换滤网 洁喷嘴
2-4 喷胶效果及对策
2-4-1胶缸壁有炭化
2-4-2 喷胶成波浪状
Ø 胶缸温度设定太高 Ø 加热时间过长 Ø 氧化 Ø 超温 Ø 热熔胶液位太低 Ø 热熔胶性能不稳定
Ø 调整胶缸设定温度 Ø 正确使用保温功能 Ø 及时关闭胶缸盖 Ø 检查更换感温器或电路板 Ø 保持热熔胶较高液位 Ø 更换热熔胶
诺信热熔胶机操作说明--Bravura
诺信热熔胶机操作说明--Bravura
Bravura 热熔胶机操作说明
一、安装和运行
1. 安装Bravura热熔胶机应确保操作工的安全。
确保安全无论是安
装还是操作时都应正确拖拉电源线,不能使安全装置失灵,产品应放置在
牢固、平整、清洁的地面上。
2.将机器移动到正确的位置,连接电源,打开电源开关,进入安全操
作状态。
3. 连接氮气压输入管的末端,开启稳压阀,热熔胶机中氮气压力控
制器显示的氮气压力应在800马赫(Mpa)以上。
4.连接水源,开启水源开关,打开水箱的排水阀,水桶阀或堵头,可
以降低由于压力超标而触发溢出保护装置,保持水源管道的清洁。
5.打开机器的分子筛控制单元,控制单元的电子阀控制开关处于“开”状态,使用时关闭控制单元的电子阀控制开关,使得分子筛控制单元可以
设定和操作。
6.控制分子筛控制单元,将控制单元内的温度设定在450度C,时间
设定在8小时,热熔胶机准备就绪,可以正常操作。
二、安全操作提示
1.在热熔胶机运行的过程中,请遵守当地的安全法规,确保操作的安
全性。
2.热熔胶机的运行温度很高,请勿将任何易燃物放置在热熔胶机的运行环境中,以防止意外火灾发生。
诺信系列胶机操作手册

每月保养程序
• 清洁热熔胶主机的过滤器。 – 加热主机至工作温度。
– 在泄胶阀底部,安放一只 容器,打开泄胶阀。
– 逆时针方向旋出过滤器, 清洁过滤网。
– 打开活塞泵或马达开关。
– 观察从过滤器座处排出的 胶,如已无杂质,关闭活 塞泵或马达开关,同时将 过滤器顺时针旋上。
– 锁紧过滤器和泄胶阀。
每六个月保养程序
• 操作时必戴手套和护目镜,以避免被溅起的热熔 胶和热胶机零配件(喷枪)的表面烫伤。
• 松开系统及管路接头前一定要先泄压,以防烫伤。 • 拆卸零件,请用热风枪或浸泡在加热的R溶剂内,
忌用火焰枪直接加热 。
烫伤的紧急处理方法
• 当有热熔胶飞溅至人体皮肤上时,不要用布 将其擦去。
• 因立即至水源处,用冷水冲洗,使胶彻底冷 却。
• 检查热熔胶主机内 部的电气连接是否 有任何破损或异常。
• 确认所有电气接头 是否锁紧。
经常性保养程序
• 清洁空气过滤器中的杂质和积水。 • 清洁电器箱内的粉尘。 • 确认所有电气接头固定完善。 • 确认所有液压接头是否有漏胶现象。 • 清洁回流阀。 • 使用DC马达,检查马达碳刷,必要时更新。检查
以进行工作。(打开活塞泵或马达) • 注意加胶槽液面,视使用状况适量添加胶料。
每日关机程序
• 关闭活塞泵的气源或关闭马达开关。 • 关闭总电源开关。 • 将喷枪气压归零,以避免喷枪意外动作发生。
每日保养程序
• 保证热熔胶主机表面清洁。 • 保持热熔胶清洁无污染,外来的
杂质容易造成过滤网的堵塞及损 坏泵。同时,过滤网的堵塞也会 造成出胶量的不稳定。 • 清洁覆在喷枪表面的碳化物,碳 化物会影响喷枪的正常工作。 • 将分歧座内的杂质胶通过泄胶阀 排出。
诺信胶机最新技术介绍
18 | | Confidential
Versablue Melter - Heat exchanger
19 | | Confidential
Versablue Melter - Motion switch
20 | | Confidential
Easy to Install
Distribution Manifold Is Numbered for Easier Installation
AltaBlue 15
15 L (14.6 kg) holding capacity 15 kg/hr melt rate Spur gear metering pump, 5.9 – 587 g/min output Up to two single-stream or dual-stream pumps singledual6 hose/gun capacity
Large tank opening allows a variety of adhesive forms to be used.
Touch-Screen Control
Simple graphical interface with “status-at-a-glance” display. Multi-language capability is a standard feature.
AltaBlue 50
50 L (48.5 kg) holding capacity 50 kg/hr melt rate Spur gear metering pump, 5.9 – 587 g/min output Up to two single-stream or dual-stream pumps singledual6 hose/gun capacity 28 | | Confidential
诺信胶机原理及技术

控制板结构
Vista
ProBlue
喷胶系统示意图
系统图
z 胶机 z 喉管 z 喷枪 z 喷嘴 z 电磁阀 z 气压表 z 图案控制器 z 光眼 z 生产线 z 电路/气路 z 热熔胶
胶机技术参数
胶机: z 控制:
ProBlue Bravura Visat/Visia TC z 胶缸容量: 4/7/10/15/30/50(L) 4/6/9/14(L) z 熔胶速度:kg/h z 出胶能力:kg/h
电源开关
ProBlue控制
1.故障灯 2.就绪灯 3.设定和显示键
9.液位灯 8.服务灯 7.区域显示
6.数字键
显示/设定键 5.功能键
PID控温技术
UniScan/MultiScan
RTD控温曲线
PID控温技术
Vista/ProBlue
RTD控温曲线
控制板结构
UniScan
MultiScan
ProBlue Bravura Vista/Vista TC MultiScan UniScan
胶机控制
MultiScan控制
电源灯 就绪灯 故障灯
Bravura控制
设定温度显示 区域显示 区域修改键 数值修改键 监控键/灯 保温键 时控键 ℃/ F切换键 限温设定键 .延时键
就绪灯 就绪灯 实际温度显示 确认键 胶箱/管/枪灯
Bravura结构
外壳与底座
胶缸与胶泵
Bravura控制
控制器
控制胶泵气路
分歧座与安全阀
Pr压阀
ProBlue
Buavura
胶泵结构
ProBlue胶泵
Bravura胶泵
H200型喷枪
Nordson 热熔胶机介绍和培训

喷胶效果及对策
热熔胶变质胶化
不同特性的热熔胶混合使用 加热时间过长 加热温度太高 热熔胶性能不稳定 清理胶缸 正确使用保温功能 设定正确温度 向热熔胶供应商反映
诺信胶机日常维护
每日开机程序
确认胶缸里的胶量,勿过多或不足。 盖上胶缸盖,防止异物进入污染热融胶。 打开主电源开关。(系统开始加热) 确认所有加热区设定的温度是正确的. 等到System Ready绿灯亮起,热熔胶机系统可 以进行工作。(打开活塞泵气阀) 注意胶缸液面,视使用状况适量添加胶料。
影响粘接效果的因素(基材)
极性: 胶与基材极性相似者粘接效果好。 疏密: 疏松基材易渗透。 油墨: 油墨的极性、疏密、与底纸的粘合效果均影响热熔胶粘接效果。 表面温度:基材表面温度过低会影响胶的浸润、开放时间和渗透,过高则延长固化时间。 潮气: 严重影响成型效果和粘接强度。
影响粘接效果的因素(设备/工艺)
remove this screw
Insert the probe into the orifice and push the char out the clean-out hole
Pin vise and probe Pin vise and probe
在线过滤器系列
新式喷枪线上过滤器
新式喷枪线上过滤器
诺信热熔胶机功能介绍
典型的热熔胶系统
系统图
胶机 喉管 喷枪 喷嘴 电磁阀 气压表 图案控制器 光眼 生产线 电路/气路 热熔胶
热熔胶机种类介绍
3000型热熔胶机
3000Vista型热熔胶机
Bravura型热熔胶机
Classic IX™型热熔胶机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每日关机程序
• 关闭活塞泵的气源或关闭马达开关。 • 关闭总电源开关。 • 将喷枪气压归零,以避免喷枪意外动作发生。
每日保养程序
• 保证热熔胶主机表面清洁。 • 保持热熔胶清洁无污染,外来的
杂质容易造成过滤网的堵塞及损 坏泵。同时,过滤网的堵塞也会 造成出胶量的不稳定。 • 清洁覆在喷枪表面的碳化物,碳 化物会影响喷枪的正常工作。 • 将分歧座内的杂质胶通过泄胶阀 排出。
• 操作时必戴手套和护目镜,以避免被溅起的热熔 胶和热胶机零配件(喷枪)的表面烫伤。
• 松开系统及管路接头前一定要先泄压,以防烫伤。 • 拆卸零件,请用热风枪或浸泡在加热的R溶剂内,
忌用火焰枪直接加热 。
烫伤的紧急处理方法
• 当有热熔胶飞溅至人体皮肤上时,不要用布 将其擦去。
• 因立即至水源处,用冷水冲洗,使胶彻底冷 却。
• 检查热熔胶主机内 部的电气连接是否 有任何破损或异常。
• 确认所有电气接头 是否锁紧。
经常性保养程序
• 清洁空气过滤器中的杂质和积水。 • 清洁电器箱内的粉尘。 • 确认所有电气接头固定完善。 • 确认所有液压接头是否有漏胶现象。 • 清洁回流阀。 • 使用DC马达,检查马达碳刷,必要时更新。检查
每月保养程序
• 清洁热熔胶主机的过滤器。 – 加热主机至工作温度。
– 在泄胶阀底部,安放一只 容器,打开泄胶阀。
– 逆时针方向旋出过滤器, 清洁过滤网。
– 打开活塞泵或马达开关。
– 观察从过滤器座处排出的 胶,如已无杂质,关闭活 塞泵或马达开关,同时将 过滤器顺时针旋上。
– 锁紧过滤器和泄胶阀。
每六个月保养程序
HM3000系列胶机
操作手册
航空耐高温管
RTD感温器型加热喉管
专用毛毡制品
温度传感器 镀金电器插座
航空式连接器 高品质航空接头
编织不锈钢
低电阻接地线
抗磨损保护层
耐磨护套
RTD感温器型喷枪
空气进口,
压力弹簧 空气活塞
密封顶针 喷嘴
胶的进口 加热器 感温器 出胶口
操作和维护的安全须知
• 诺信的热熔胶机、加热喉管及喷枪内含电路组件, 操作不慎会造成危险。请由受过专业培训的人员 进行设备维护保养。
传动链条是否松动。
温度设定参素表
空气压力设定参数表
• 在受伤的皮肤上,涂覆适当的防烫伤药物。 • 如有严重烫伤者,请立即送至医院。
Hale Waihona Puke 每日开机程序• 确认胶槽里的胶量,勿过多或不足。 • 盖上加胶槽槽盖,防止异物进入污染热融胶。 • 打开主电源开关。(系统开始加热) • 确认所有加热区设定的温度是正确的. • 等到System Ready绿灯亮起,热熔胶机系统可