(整理)EVA太阳能电池封装膜介绍.
EVA太阳能电池封装膜的介绍和封装工艺简介

EVA太阳能电池封装膜的介绍和封装工艺简介1. EVA太阳能电池封装膜的介绍、太阳能电池的工作原理简介和封装工艺简介1.1EVA太阳能电池胶膜产品简介太阳能电池胶膜是用EVA(乙烯-醋酸乙烯共聚物)为主要原料,添加各种助剂后,经加热挤出成型的产品。
该胶膜在常温时无粘性,便于裁切分割操作。
目前,本胶膜主要用于太阳能电池板的封装。
在封装时,先裁切所需尺寸的胶膜,按玻璃-胶膜-电池板-胶膜-TPT叠合于铝合金框内;然后,放入层压机内加热、加压、并抽真空;最后,放入设定温度的固化炉中恒温所需时间即可。
EVA 胶膜特点描述1:高透光率,提高组件的光电转化效率。
2:合理的交联度,保证组件良好的稳定性和可使用寿命。
3:卓越的耐紫外老化性能和优秀的耐湿热老化行能,保证组件在户外长达25 年的使用寿命。
4:极低的收缩伸长率,保证您的组件尺寸稳定性和一致性。
5:对各种背板和玻璃较强的粘接性能,保证组件安全高效的运行。
1.2太阳能电池简单介绍1.2.1什么是太阳能电池太阳能电池是通过光电效应或者光化学效应直接把光能转化成电能的装置。
1.2.2太阳能电池的原理太阳光照在半导体p-n结上,形成新的空穴-电子对,在p-n结电场的作用下,空穴由n区流向p区,电子由p区流向n区,接通电路后就形成电流。
这就是光电效应太阳能电池的工作原理。
一、太阳能发电方式太阳能发电有两种方式,一种是光—热—电转换方式,另一种是光—电直接转换方式。
(1)光—热—电转换方式通过利用太阳辐射产生的热能发电,一般是由太阳能集热器将所吸收的热能转换成工质的蒸气,再驱动汽轮机发电。
前一个过程是光—热转换过程;后一个过程是热—电转换过程,与普通的火力发电一样.太阳能热发电的缺点是效率很低而成本很高,估计它的投资至少要比普通火电站贵5~10倍.一座1000MW的太阳能热电站需要投资20~25亿美元,平均1kW的投资为2000~2500美元。
因此,目前只能小规模地应用于特殊的场合,而大规模利用在经济上很不合算,还不能与普通的火电站或核电站相竞争。
光伏封装胶膜eva熔点
光伏封装胶膜eva熔点1.引言1.1 概述光伏封装胶膜EVA(乙烯-醋酸乙烯共聚物)是一种常用于太阳能电池板封装的材料。
它具有良好的光透性、耐候性、化学稳定性和机械强度,广泛应用于太阳能领域。
光伏封装胶膜EVA在太阳能电池板制造过程中,起到了保护电池片、提高光电转换效率和延长电池寿命的重要作用。
本文将重点讨论光伏封装胶膜EVA的熔点对光伏封装的影响,并探讨了优化熔点的方法和发展趋势。
通过深入研究光伏封装胶膜EVA的性能和特点,我们可以更好地理解其在太阳能行业中的应用,并为材料的改进和优化提供参考。
光伏封装胶膜EVA的熔点是影响其封装效果、耐高温性和耐候性的关键因素之一。
因此,了解并优化EVA的熔点对于提高光伏封装的质量和效率具有重要意义。
在接下来的章节中,我们将首先介绍胶膜EVA的定义和特点,包括其化学成分、物理性质和制备方法。
然后,我们将深入探讨光伏封装胶膜EVA 在太阳能领域中的应用领域,包括其在组件封装、电池片保护和表面增透等方面的作用。
接着,我们将重点关注EVA熔点对光伏封装的影响,探讨其与封装效果、耐高温性和耐候性的关系,并分析熔点的优化方法和发展趋势。
通过本文的研究,我们旨在为光伏封装胶膜EVA的应用和发展提供指导,为太阳能领域的技术进步和产业升级做出贡献。
我们相信,通过对光伏封装胶膜EVA熔点的深入研究和优化,可以在太阳能行业中推动更高效、更可靠的能源转换和利用,为可持续发展贡献力量。
1.2 文章结构文章结构部分的内容是为了向读者介绍整篇文章的组织结构和内容安排,让读者能够清楚地了解文章的主要部分和各个部分之间的逻辑关系。
在本文中,文章的结构可以分为三个主要部分:引言、正文和结论。
引言部分是文章的开头部分,目的是引起读者的兴趣并提出研究问题。
在引言中,我们将提供关于光伏封装胶膜EVA熔点的概述,介绍该材料在光伏封装中的应用以及其重要性。
此外,我们还将介绍文章的结构和各个部分的内容,以便读者能够对文章的主要内容有一个初步的了解。
光转胶膜eva层
光转胶膜eva层
EVA胶膜,全称为Polyethylene vinylacetate,即聚乙烯-聚醋酸乙烯酯共聚物,是一种热固性有粘性的胶膜。
这种胶膜因其优秀的特性,如粘着力、耐久性和光学特性等,被广泛应用于各种领域,尤其是在光伏发电板中作为最常用的封装材料。
EVA胶膜在光伏发电板中的主要作用是将玻璃和硅片牢牢的粘接在一起。
由于其良好的透明度和粘着力,可以确保光伏电池板的有效工作。
同时,EVA胶膜还具有良好的耐久性,可以抵抗高温、潮湿和紫外线等环境因素的影响,从而显著提高光伏电池板的使用寿命。
此外,EVA胶膜在常温时无黏性,便于裁切操作。
但在经过热压处理后,会发生热交联固化与粘结增强反应,产生永久性的粘合密封。
这使得EVA胶膜在封装过程中具有良好的加工性能和使用效果。
需要注意的是,EVA胶膜也存在一些不足之处。
例如,透明EVA胶膜的反射性差、透水率高,易产生PID(潜在电势诱导衰减)现象,导致电池组件功率下降。
因此,在实际应用中需要根据具体需求选择合适的EVA胶膜类型。
总的来说,EVA胶膜作为一种重要的封装材料,在光伏发电板等领域具有广泛的应用前景。
随着科技的不断发展,未来EVA 胶膜的性能和应用领域还有望得到进一步拓展和提升。
EVA在光伏器件中的说明资料

4 EVA 胶膜主要技术指标固化条件:快固胶膜135~140℃、15~20m in常规胶膜145~ 150℃、30m in透光率( % ):≥91太阳光到达地面所含紫外光波段290-400nm,能使高分子材料老化变脆,破坏作用大。
波长为350nm的紫外光,对玻璃的透过率大于80 ,对玻璃/EVA/玻璃粘合层的透过率仅22 .说明大部分紫外线被EVA 胶层吸收了。
JM—E型EVA胶层内含有吸收紫外光的主、辅剂配合的复合光稳定剂,能起到吸收紫外光的协同效应。
推算出EVA胶膜吸收紫外光的百分比。
以波长35Ohm的透过率为例,捷克玻璃透过率87 ,玻璃/EVA /玻璃三粘台层透过率22 +则玻璃/EVA二粘合层透过率为22/87×i00 一25 ,则EVA层吸收紫外光为87 一25 一62 。
由此表明,EVA胶膜具有吸收紫外光性能,除保护EVA胶层本身外,还可保护电池背材TPT,从而能保障太阳电池长年正常工作于日光之下。
剥离强度( N /cm )玻璃/胶膜≥30TPT/胶膜≥20交联度( % ):70~85耐紫外光老化:不龟裂、不变色耐温性:- 40~85 ℃交联剂对EVA影响固化温度对交联度影响(恒温0.5h)EVA(乙烯和醋酸乙烯酯的共聚物)是目前太阳电池封装工艺中最常用材料,主要是通过在EVA基料中添加紫外吸收剂、紫外稳定剂、抗氧化剂和交联剂等各种不同的添加剂制作而成的。
根据添加的交联剂的不同,EVA又分为常规型和快速固化型(又称快固型)两种,主要差别在于固化时所需要的时间不一样。
EVA 在固化过程中会发生交联反应,形成一种三维网状结构,对太阳电池起到很好的密封作用,但是在太阳电池组件的使用过程中,这种结构会在紫外线、高温、湿气和氧气的作用下缓慢的发生变化,EVA性能不断下降,从而导致太阳电池组件的性能降低。
一、EVA主要的老化机理太阳电池组件在户外使用时,在组件内部存在极少量的O2,由于光和热的联合作用EVA内部发生的化学反应主要是Norrish Type II(又称脱乙酰反应,产生乙酸和烯烃)或者Norrish Type I(生成乙醛和CO,CO2,CH4等一些气体),如图1a所示。
EVA胶膜封装技术

EV A胶膜封装技术一、EV A胶膜太阳能电池封装用胶膜是以EV A为基料,辅以数种改性剂,经过膜设备热轧而成薄膜型产品。
EV A树脂是乙烯和醋酸乙烯酯的共聚物阴,结构如下:EV A胶膜在电池的封装过程中受热,产生交联反应,固化后的胶膜具有优良的透光率、粘接强度、热稳定性、气密性、耐环境应力开裂性、耐侯性、耐腐蚀性以及电性能等。
EV A的性能主要取决于分子量(可以用熔体指数MFR表示)和醋酸乙烯酯(以vA表示)的含量。
当MFR一定时,V A的含量增高,EV A的弹性、柔软性、粘结性、相溶性和透明性提高;V A的含量降低,EV A则接近于聚乙烯的性能。
当V A含量一定时,分子量降低则软化点下降,而加工性及表面光泽改善,但强度降低;分于量增大,可提高耐冲击性和应力开裂性。
(1)熔点:熔点随着V A%的增加而直线下降。
见图2.1。
(2)结晶度:结晶度随着V A%的增加而直线下降,当V A%趋近40%时,就完全失去了结晶性。
见图2.2。
(3)玻璃化温度:EV A的Tg(由塑性向刚性转移的临界温度)受V A%的影响不大,保持在一25--30℃的稳定值。
表明EV A具有抗低温性能。
常用EV A太阳能电池封装胶膜的基本技术参数:①固化条件:快固胶膜135。
140。
C、15-20min:常规胶膜145~150℃、30mira②剥离强度(N/cm):玻璃/胶膜≥30;TPT/胶膜≥20:③透光率(%):≥91;④交联度(%):70~85;⑤耐温性:一40,--85℃;⑥耐紫外光老化:不龟裂、不变色。
EV A成型加工温度较低,范围较宽。
EV A在240℃以上显示分解倾向,温度超过250℃易分解,故有必要控制在240℃以下进行加工。
EV A胶膜除了有以上的属性之外,它还具有两项功能性作用:(1)、对玻璃的增透作用:EV A和玻璃的折射率约为1.5,正是EV A的折射率比空气更接近于玻璃,从而使得玻璃/EV A/玻璃要比玻璃/空气/玻璃的总反射率要小。
EVA太阳能电池封装膜介绍

EVA太阳能电池封装膜介绍
一、太阳能电池组件板分为:
晶硅板与非晶硅砖板两大类,其中、晶硅板又分为单晶硅板与多晶硅板。
晶硅板的组成为:玻璃EVA+电池片+EVA+TPT/TPE五层组成;非晶硅板的组成分为两种:1.玻璃+EVA+玻璃;2.玻璃+EVA+TPT(分两次固化)。
二、EVA材料物性:
乙烯-醋酸乙烯共聚物(也称为乙烯-乙酸乙烯共聚物)是由乙烯(E)和乙酸乙烯(VA)共聚而制得,英文名称为:Ethylene Vinyl Acetate 简称EVA或E/VAC.
三、EVA材料的特性:
EVA树脂的特点是具有良好的柔软性,橡胶般的弹性,在-50℃下仍能够具有较好的可挠性,透明性和表面光泽性好,化学性质稳定,抗老化和耐臭氧强度好,无毒性。
与填料的掺混性好,着色和成型加工性好。
四、EVA胶膜的生产工艺:
本产品采用流延生产工艺,是将EVA树脂和已熔融混合均匀的添加助剂原料,按要求依次加入混料机内进行混料,使物料充分均匀干燥为止,混合均匀后的物料加入螺杆挤出机的加料斗,经挤出机加热熔融挤出,通过模头间隙流出,经辊压后形成薄膜状产品,然后经过冷却和分切机构切成用户所需宽度的产品,输送到卷绕辊,卷取成卷,由
记长器确定产品长度。
最后,经检验合格的成品,经包装装箱打包,整齐叠放后入库。
工艺流程图:
EVA原料
→混料器混合→螺杆挤出→模头成型→表面压花→分
混合助剂切→收卷→包装→入库。
光伏封装EVA的结构与性能

光伏封装EVA的结构与性能
光伏封装EVA的结构通常由三个组成部分组成:乙烯醋酸乙烯酯共聚物、交联剂和添加剂。
乙烯醋酸乙烯酯共聚物是EVA的主要成分,具有良好的粘接性、柔韧性和耐候性。
交联剂用于将EVA背板与太阳能电池片粘接在一起,提高模块的机械强度和耐候性。
添加剂则用于调整EVA的物理性能,如增加EVA的粘度、改善柔韧性等。
1.粘接性:光伏封装EVA具有良好的粘接性,能够牢固地将太阳能电池片粘接在一起,并与背板进行粘接。
这种粘接性能能够有效地防止电池片因外部冲击或温度变化而发生位移或损坏。
2.光透过率:光伏封装EVA具有高的光透过率,能够将太阳能辐射尽可能地传递到电池片上,提高光电转换效率。
一般来说,光伏封装EVA的光透过率在90%以上,能够有效地提高光伏电池模块的发电效率。
3.抗紫外线:光伏封装EVA具有良好的抗紫外线性能,能够有效地吸收和阻挡太阳辐射中的紫外线,保护电池片不受紫外线的损伤。
这种抗紫外线性能能够延长光伏电池模块的使用寿命。
4.抗老化性能:光伏封装EVA具有良好的耐候性能,能够在恶劣的环境条件下保持稳定的物理和化学性能。
它能够抵抗紫外线、氧气、湿度、高温等因素的侵害,保持长期的稳定性能。
5.弹性和柔韧性:光伏封装EVA具有良好的弹性和柔韧性,能够适应电池片和背板的形变和振动。
它能够提供一定的缓冲和减震效果,降低碰撞和振动对太阳能电池片的影响。
总结起来,光伏封装EVA具有良好的机械性能、耐候性能和光学性能,能够有效地保护太阳能电池片,并提高光电转换效率。
它是光伏电池模块
的重要材料之一,对于保证模块的长期稳定性能和使用寿命具有重要意义。
太阳电池封装胶膜EVA的研究进展(1)
太阳电池封装胶膜EVA的研究进展环境污染和能源短缺是人类在21世纪面临的最大挑战。
利用太阳电池将清洁的、可再生的能源阳光转变为电能是解决这两个问题的最有效途径之一。
为此太阳能利用已成为10年来发展最快的行业之一。
1. 太阳能电池的封装太阳能电池是将太阳辐射转换成电的装置,是太阳能开发的一项高新技术,是一种新型的特种电源。
阳光发电的原理是利用硅等半导体的量子效应,直接把太阳的可见光转换为电能。
可是硅若直接暴露于大气中,其光电转换机能会衰减,所以必须将电池封装起来。
目前硅晶片电池的封装常用的有4种。
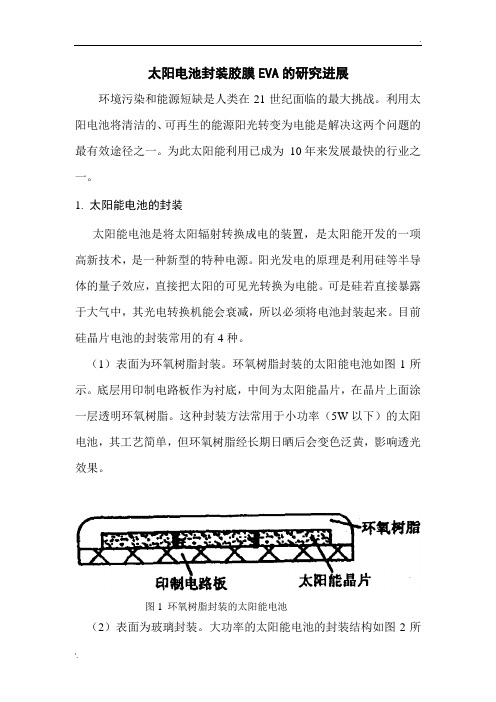
(1)表面为环氧树脂封装。
环氧树脂封装的太阳能电池如图1所示。
底层用印制电路板作为衬底,中间为太阳能晶片,在晶片上面涂一层透明环氧树脂。
这种封装方法常用于小功率(5W以下)的太阳电池,其工艺简单,但环氧树脂经长期日晒后会变色泛黄,影响透光效果。
图1 环氧树脂封装的太阳能电池(2)表面为玻璃封装。
大功率的太阳能电池的封装结构如图2所示。
表面用透过率大于90%的玻璃,厚度为3mm,晶片的上、下两层为抗老化的EV A (乙烯—醋酸乙烯共聚物),衬底用TPT(复合塑料膜),五层材料经高温层压后加上铝合金框而成。
其中层压主要工艺步骤为:1、叠层:依次将盖板玻璃、EV A 膜、互相连接好的太阳电池、EV A 膜、聚氟乙烯膜(或复合膜)叠在一起。
2、抽真空:把上述叠层件放到双真空层压器的下室。
层压器的上、下两室同时抽真空,约5m in。
3、加热:层压器的上下两室保持真空,加热叠层件。
4、加压:叠层件加热到110~120℃时,层压器的上室逐渐取消真空回到常压。
这时层压器的下室仍处于真空状态,也就是使上室对下室中的层压件产生一个大气压的压力。
5、保温固化:在固化温度下,恒温固化。
6、冷却:恒温固化后,层压器撤离热源,层压器的下室仍处在真空状态。
循环冷却,取消下室真空,取出组合件,用快刀把组合件边缘多余的EV A 切掉。
然后封边框和装接线盒,组装成太阳电池组件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EVA太阳能电池封装膜介绍
一、太阳能电池组件板分为:
晶硅板与非晶硅砖板两大类,其中、晶硅板又分为单晶硅板与多晶硅板。
晶硅板的组成为:玻璃EVA+电池片+EVA+TPT/TPE五层组成;非晶硅板的组成分为两种:1.玻璃+EVA+玻璃;2.玻璃+EVA+TPT(分两次固化)。
二、EVA材料物性:
乙烯-醋酸乙烯共聚物(也称为乙烯-乙酸乙烯共聚物)是由乙烯(E)和乙酸乙烯(VA)共聚而制得,英文名称为:Ethylene Vinyl Acetate 简称EVA或E/VAC.
三、EVA材料的特性:
EVA树脂的特点是具有良好的柔软性,橡胶般的弹性,在-50℃下仍能够具有较好的可挠性,透明性和表面光泽性好,化学性质稳定,抗老化和耐臭氧强度好,无毒性。
与填料的掺混性好,着色和成型加工性好。
四、EVA胶膜的生产工艺:
本产品采用流延生产工艺,是将EVA树脂和已熔融混合均匀的添加助。