1-4反渗透清洗报告
反渗透清洗方案及步骤
反渗透清洗方案:
首选一:选用柠檬酸,加氨水调节PH值为4。
冲洗时间2-3小时,特殊情况下可以延长至4小时。
浓度配比:7.7kg/379L。
合计75kg/次。
方案二(对于该反渗透慎用):
选用氢氧化钠,调节PH值为11.5,不可超过11.5。
浓度越低越好,冲洗时长为1小时,不可超出此时间。
浓度:选用的氢氧化钠为实验室标准。
清洗步骤:
1.所需物品:
1)柠檬酸75kg;
2)氨水2瓶;
3)PH试纸若干。
2.清洗要点:
1)清洗时间:2-3小时;
2)PH值:4;
3)药剂量:一罐;
4)冲洗时间:15分钟左右,并打开排水阀;
5)每罐药剂只能清洗一次,清洗完成后,将药剂全部放掉,并清洗水箱后注满清水;
3.清洗步骤:
1)配药;
2)用清洗泵搅拌药剂;
3)将所有阀门打到清洗位置,即打开清洗水阀,关闭回水阀,打开药剂循环阀门;
4)检查阀门位置是否正确,准备清洗;
5)确定无误后打开清洗水泵,注意放气;
6)完成后冲洗,将回水阀打开一半左右,打开排水阀,启动原水泵及高压泵,保持浓水阀一直处于打开状态。
直至PH值大于6为止。
单级反渗透技术说明书

反渗透净水设备技术说明书目录第一章水解决技术 (1)第一节水资源状况 (1)第二节水的理化性质概述 (1)第二章预解决系统 (4)第一节多介质过滤水解决技术 (4)第二节活性炭过滤技术 (5)第三节软化过滤技术 (5)第三章反渗透技术简介 (6)第四章纯水主机设备操作规程 (10)第一节概述 (10)第二节操作规程 (12)第五章故障分析和排除 (14)第六章运营中的维护 (15)第七章使用注意事项 (16)第一章水解决技术第一节水资源状况(一)缺水淡水是维持生命的主线。
虽然地球表面的绝大部分由水所覆盖,总量近13.8亿吨,但是有97%的水是海水,既不能喝也不能用于灌溉。
此外3%的淡水绝大部分以冰的形式存在于南、北极等处,目前还无法使用。
中国人均水资源为2632m3/人,是世界平均值的1/4。
特别是中国的北方,可用的水资源只有1200m3/人,由于过量开采地下水,华北平原的地下水位每年平均下降1.5m。
由于水位下降,导致地面下沉、海水倒灌等诸多问题。
我国617个城市中,有300个城市缺水,50多个严重缺水。
(二)污染全国约有1/3的工业废水和4/5的生活废水未经解决就直接排入江、河、湖、海,使水资源遭到严重的污染。
据环保部门监测,全国城乡天天至少有1亿吨污水未经解决就直接排入水体。
综上所述,合理有效地开发和运用水资源,防止水源污染,已是关系到国计民生和可连续发展的当务之急。
第二节水的理化性质概述水的分子式为H2O,相对于分子质量为18.015,常温下是无色、无味、无臭的透明液体,纯水几乎不导电。
(一)溶液、饱和溶液、溶解度由两种或两种以上物质组成的均匀而稳定的体系叫做溶液。
在一定的条件下,物质的溶解和结晶达成平衡时的溶液叫做饱和溶液。
在一定温度下,饱和溶液中所含饱和物质的量,称为该物质在该温度下的溶解度。
(二)毫克/升、ppm毫克/升是表达水中某种物质含量多少的单位。
水的单位体积常用升表达,而水中具有的物质的量通常采用克来表达。
清洁验证检测结果记录表
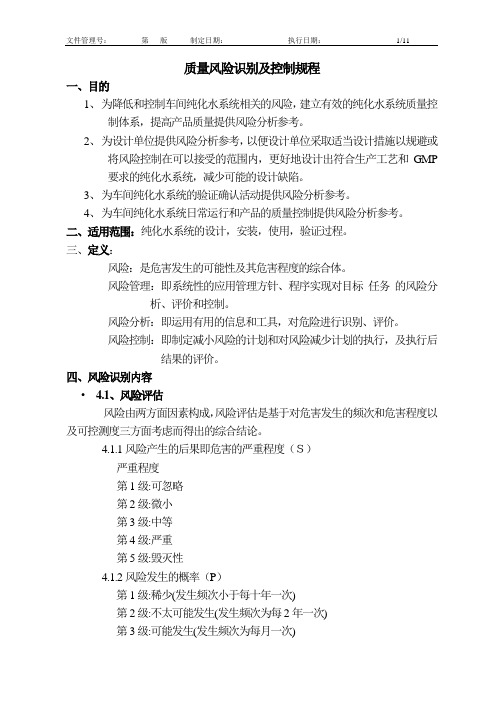
质量风险识别及控制规程一、目的1、为降低和控制车间纯化水系统相关的风险,建立有效的纯化水系统质量控制体系,提高产品质量提供风险分析参考。
2、为设计单位提供风险分析参考,以便设计单位采取适当设计措施以规避或将风险控制在可以接受的范围内,更好地设计出符合生产工艺和GMP要求的纯化水系统,减少可能的设计缺陷。
3、为车间纯化水系统的验证确认活动提供风险分析参考。
4、为车间纯化水系统日常运行和产品的质量控制提供风险分析参考。
二、适用范围:纯化水系统的设计,安装,使用,验证过程。
三、定义:风险:是危害发生的可能性及其危害程度的综合体。
风险管理:即系统性的应用管理方针、程序实现对目标任务的风险分析、评价和控制。
风险分析:即运用有用的信息和工具,对危险进行识别、评价。
风险控制:即制定减小风险的计划和对风险减少计划的执行,及执行后结果的评价。
四、风险识别内容• 4.1、风险评估风险由两方面因素构成,风险评估是基于对危害发生的频次和危害程度以及可控测度三方面考虑而得出的综合结论。
4.1.1风险产生的后果即危害的严重程度(S)严重程度第1级:可忽略第2级:微小第3级:中等第4级:严重第5级:毁灭性4.1.2风险发生的概率(P)第1级:稀少(发生频次小于每十年一次)第2级:不太可能发生(发生频次为每2年一次)第3级:可能发生(发生频次为每月一次)第4级:很可能发生(发生频次为每周一次) 第5级:经常发生(几乎每次都可能发生) 4.1.3风险发生时的可预知性(D)第1级:不可能预知第2级:不太可能预知第3级:可能预知第4级:很可能预知第5级:完全可预知4.2风险识别项目风险源风险详述风险可能导致的结果风险严重程度风险发生概率风险可预知性1 原水原水质量低含有大量泥砂,浑浊过滤器内石英砂使用期限缩短,进入活性炭过滤器的水质下降1 4 52 石英砂过滤器过滤器损坏石英砂进入活性炭过滤器中,降低活性炭过滤器效果,也可能损坏阀门2 1 13 活性炭过滤器过滤器损坏活性炭进入软化器中,使软化器不能正常工作2 1 14 软化器再生装置故障无法再生,影响一级水质3 2 2软化器泄漏未经软化的水进入一级反渗透膜,使一级水不3 1 1合格,也可能损坏一级膜或一级泵。
净水机水质送检报告单
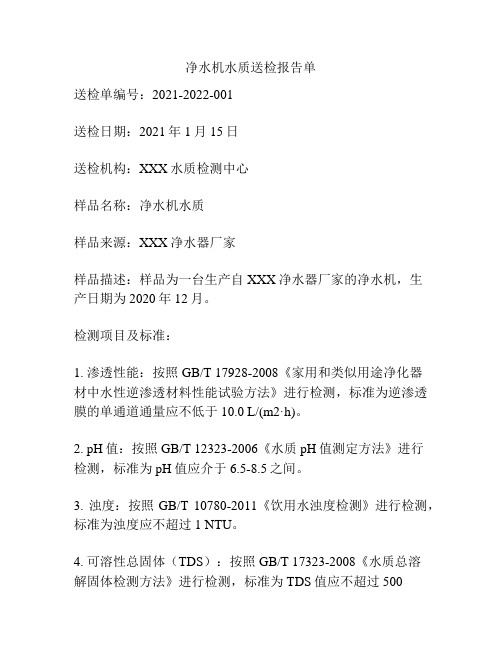
净水机水质送检报告单送检单编号:2021-2022-001送检日期:2021年1月15日送检机构:XXX水质检测中心样品名称:净水机水质样品来源:XXX净水器厂家样品描述:样品为一台生产自XXX净水器厂家的净水机,生产日期为2020年12月。
检测项目及标准:1. 渗透性能:按照GB/T 17928-2008《家用和类似用途净化器材中水性逆渗透材料性能试验方法》进行检测,标准为逆渗透膜的单通道通量应不低于10.0 L/(m2·h)。
2. pH值:按照GB/T 12323-2006《水质pH值测定方法》进行检测,标准为pH值应介于6.5-8.5之间。
3. 浊度:按照GB/T 10780-2011《饮用水浊度检测》进行检测,标准为浊度应不超过1 NTU。
4. 可溶性总固体(TDS):按照GB/T 17323-2008《水质总溶解固体检测方法》进行检测,标准为TDS值应不超过500mg/L。
5. 重金属含量:按照GB/T 5750-2006《地表水环境质量标准》进行检测,其中含铅(Pb)不应超过0.01 mg/L,含砷(As)不应超过0.05 mg/L。
检测结果:1. 渗透性能:逆渗透膜的单通道通量为11.5 L/(m2·h),符合标准要求。
2. pH值:样品的pH值为7.2,位于标准范围内。
3. 浊度:样品的浊度为0.8 NTU,符合标准要求。
4. 可溶性总固体(TDS):样品的TDS值为420 mg/L,符合标准要求。
5. 重金属含量:- 含铅(Pb):样品中未检出铅的存在,符合标准要求。
- 含砷(As):样品中未检出砷的存在,符合标准要求。
结论与建议:根据对净水机水质的检测结果,样品的渗透性能、pH值、浊度、可溶性总固体和重金属含量均符合相应的标准要求。
因此,可以确认该净水机的水质达到符合饮用水标准的要求。
建议用户在正常使用净水机的同时,定期对滤芯进行更换,以保持水质的稳定。
同时,注意保养净水机的外部清洁,以延长设备的使用寿命。
四类水进反渗透膜的标志
四类水进反渗透膜的标志
在反渗透膜(RO膜)领域,水的质量标志通常通过四类水的标志来表示,这四类水包括:
1.I 类水(Type I):
•I 类水是最高纯度的水,通常称为超纯水或超纯水。
它经过反渗透膜处理后,几乎不含任何杂质,电导率非常低。
这种水广泛用于实验室、分析测试等对水质要求极高的场
合。
2.II 类水(Type II):
•II 类水是高纯度水,经反渗透膜处理后相对较纯净,但不如I 类水那么纯。
它通常用于一些需要相对高水质的实验
室和工业应用。
3.III 类水(Type III):
•III 类水是纯水,也被称为去离子水(Deionized Water)。
它经过反渗透等处理,去除了大部分离子和杂质,适用于
实验室、制药和一些工业用途。
4.IV 类水(Type IV):
•IV 类水是普通纯水,通常用于一般实验室清洗、制备试剂等一般应用。
虽然相对较纯,但含有一定程度的离子和
杂质。
这些水的分类主要依据水的纯度和适用范围,标志也常用罗马数字I、II、III、IV 来表示。
在反渗透膜系统中,RO膜可以用于处理不
同级别的水,根据需求产生不同纯度的水质。
1.1纯化水处理设备说明书操作规程

纯化水处理设备标准化操作规程纯化水站维护管理程序1. 目的:建立一个纯化水站的标准管理程序。
2. 范围:适用于本公司纯化水站的管理。
3. 责任人:纯化水站操作人员。
4. 程序:4.1操作人员必须按系统操作规程精心操作并作好记录。
(附表)4.2严格控制预处理系统出水指标,即SDI值。
每天二次开机后,关机前各一次,检测结果为SDI值≤5。
4.3正常生产时自来水每化验一次,检查自来水水质的变化并妥善保存。
检查项目有:电导率、Ca2+、Mg2+、C1-、CO32-、HCO3-、SO42-、PH值。
4.4纯水每月化验一次,结果需符合国家药典2000版。
4.5RO装置每天需开机2小时以上,若需长期保存,参照系统操作规程。
4.6每天搞好纯水站清洁卫生,纯水站所有普通设备表面需每周擦洗一次。
4.7每天做好系统数据的汇总分析,若有误操作也需作好记录,作为纯公水系统运行、管理、检查的依据。
4.8单机或单台设备所需日常维护,需作记录,并妥善保存。
如RO装置的清洗、配药状况等。
纯化水设备系统的操作规程1. 目的:为保证纯化水制备系统运行正常,保证水质。
2. 范围:本公司纯化水站。
3. 责任都:纯化水站操作者。
4. 程序:4-1-1设备运行准备工作:A、每次开机前检查加药箱内药剂量。
B、原水水压,电源电压是否正常。
4-1-2投加化学药剂及溶液配比:A、阻垢剂配制:则每吨原水投加阻垢剂为3-5PPM源液。
B、配置的NaOH溶液最佳是在8小时内消耗掉。
4-1-2-1溶液的配置加药:4-1-2-1-1阻垢剂:加药箱容积为40L加药泵输出量为1.6L/H(100%)调整加药泵为50%时,则注入量为0.8L/H,这样每次工作时间约为:40÷0.8≈50小时。
经每吨原水投加阻垢剂源液为3-5PPM,如对RO系统进水量为10m3/h,则每次配制阻垢剂投加量为4×10-6×50×10×106=2000g,用RO水配制搅拌后,投加使用即可。
净化器清洁报告模板
净化器清洁报告模板清洁报告模板如下:报告编号:[编号]报告日期:[日期]1. 污染源清理:根据所提供的清洁任务,我们对净化器的污染源进行了全面清理和处理。
包括但不限于:- 滤芯清洁:首先,我们将净化器的滤芯取出,并按照操作手册的指引进行清洗,以确保其功能正常,并去除滤网上的粉尘、污垢等。
- 外壳清洁:我们使用合适的清洁剂和布进行外壳的擦拭,以去除表面的污垢和指纹。
- 其他附件清洁:如果有其他可拆卸的附件,我们也会对其进行彻底清洁,确保各部件干净无尘。
2. 内部清洁:针对净化器内部,我们进行了以下清洁措施:- 除尘:使用合适的工具,我们清除了净化器内部的积尘和杂物,以确保通风系统的畅通。
- 内部部件清洁:对于无法拆卸的内部部件,我们使用专业的清洁工具进行除尘和擦拭,以确保净化器内部的干净和卫生。
3. 功能测试:在清洁完成后,我们对净化器的各项功能进行了测试。
包括但不限于:- 电源功能:我们确认了净化器的电源是否正常工作,并检查了电线是否有损坏或松动。
- 风速调节:我们调节了风速开关,确保净化器能够按照要求调整风速。
- 运行噪音:通过打开净化器,我们确认了其运行噪音是否正常,是否存在异常声音。
4. 清洁结果:经过我们的细致清洁,现报告结果如下:- 污染源清理:滤芯和其他附件已经清洁干净,重新安装后可以正常使用。
- 内部清洁:净化器内部的部件已经除尘干净,确保通风系统正常工作。
- 功能测试:净化器的各项功能正常,无异常噪音。
我们对该净化器的清洁工作已经完成,净化器已经恢复了良好的工作状态。
如有需要,欢迎您随时联系我们,我们将尽快为您提供服务。
感谢您对我们工作的信任与支持。
最后修订日期:[修订日期]备注:[备注信息]。
化工废水处理中反渗透膜污染的产生及清洗研究

煤炭与化工Coal and Chemical Industry第44卷第4期2021年4月Vol 44 No.4Apr. 2021化工环保与安全化工废水处理中反渗透膜污染的产生及清洗研究李洋(宁夏煤业有限责任公司 煤制油化工公用设施管理分公司,宁夏 银川750411)摘要:为了解决反渗透膜元件性能下降、保证膜系统稳定运行、降低膜污染发生的情况,根据反渗透技术在化工企业中的分离、提纯及回收再利用的过程中,通过对反渗透膜元件在 化工水处理系统上长期的运行情况、膜拆检以及化学清洗等工作进行分析,总结出反渗透膜元件污染物的分布规律,介绍了反渗透膜元件污染物产生的原因,并归纳了常规膜元件污染物分析的方法,最后通过膜元件长期清洗的经验及清洗后的污染物进行分析,对膜系统清洗 提出了有效的方案及建议。
关键词:化工废水;反渗透;膜污染物;分析方法;清洗中图分类号:TQ051.8+93 文献标识码:A 文章编号:2095-5979(2021) 04-0157-04Research on the generation and cleaning of reverse osmosis membrane pollution in Chemicalwastewater treatmentLi Yang(Facility Management Branch of CTL&ChemE, Ningxia Coal Industry Corporation Ltd., Yinchuan 750411, China ) Abstract : In order to solve the performance degradation of reverse osmosis membrane elements, to ensure the stableoperation of membrane systems, and to reduce the occurrence of membrane pollution the law of distributioii of pollutants onreverse osmosis membrane elements was summarized, the reasons for the production of pollutants to reverse osmosis membrane elements were introduced, and the methods for analyzing routine pollutants to membrane elements weresummarized through an analysis on long-term operation of reverse osmosis membrane elements in chemical water processing systems, membrane overhaul and chemical rinsing etc.During the separation, purification and recycling processwith reverse osmosis technology in chemical enterprises. Effective solutions and suggestions were finally proposed regarding the rinsing of membrane systems based on the long —tenn experience in rinsing of membrane elements and an analysis on the pollutants rinsed.Key words : chemical waste water; reverse osmosis; membrane pollution; analysis method; clean0引言我国煤化工企业大多分布在水资源匮乏的西北地区,随着这些地区水资源的日益紧张及煤化工生 产过程中废水污染形势的愈发严峻,以反渗透技术为核心的废水处理工艺为煤化工企业所广泛采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环)。
•
3)高流量(1~1.5倍正常循环流量)循环1h。
•
4)排出清洗液后,水冲洗5min。
•
5)打入杀菌溶液后,循环1h。
•
6)排出杀菌溶液后,用水冲洗10~15min。
采用氧化性杀菌溶液
• 过氧化氢(H2O2)或含过氧化氢的溶液 • 用HCl调节pH值至3~4。当用浓度为0.2%的
H2O2时,为避免损害膜,温度不应超过25℃, 且必须不含有铁或过渡元素,与杀菌液接 触的时间为2h。 • 如采用氯等氧化性溶液,接触膜的最终总 时间不能超过200~1000h(1ppm)。
• 2) 化学清洗是膜污染的一个逆过程。只要优先去除内在的主要的 膜污染物,则次要的或螯合的膜污染物就会被同时去除或者被后
续化学清洗工艺很容易地去除,从而减少化学清洗的总时间
• 根据反渗透系统水质分析报表、运行操作 记录和当前反渗透装置的运行状况,首先 初步判定膜污染物的种类,然后通过肉眼 观察污染膜组件和评价方法体系进一步鉴 定,以确定具体的复合污染物种类和程度, 最后根据PCPEF原则“对症下药”,确定适 宜的化学清洗配方进行在线化学清洗,同 时可对预处理系统提出评价与改进方案
分段清洗与混合清洗效果比较试验
• 膜生产厂家对膜的清洗要求是分段清
洗,且各段应配制新药剂。目的是预防 交叉污染。在此基础上进行了混合清洗 试验,即用同一箱药对一二段进行动静 交替,串联清洗。多次清洗试验证明清 洗效果相当,且省时、省力、省钱。我 们现在一直是混合清洗方式
清洗药剂和配方
• 悬浮颗粒、胶体颗粒(无机物、有机物)、 难溶盐垢、金属氧化物、二氧化硅、有机 物、微生物黏膜
① 盐酸清洗
• 盐酸能溶解碳酸盐水垢、多数金属氧化物,反应的速度 快,常用0.2%的浓度清洗,反应式
•
CaCO3+2HCl→CaCl2+H2O+CO2
•
FeO+2HCl→FeCl2+H2O
避免药液中物质沉淀,最好在20℃以下,大约冲洗
15min。如清洗工艺采取两种或两种以上药液配方,
须将原用药液冲干净后,再开始用另一种药液清洗。
•
② 拆下清洗用的临时软管,排放掉清洗系统
中的清洗液,用渗透水将清洗系统冲洗干净。
•
③ 清洗后的反渗透装置在开始运行时,应先
将运行初期的产品水排掉,排放时间至少为10min。
• 根据膜-污染-清洗特性的评价方法体系 进行膜污染特性分析,结果表明该反渗透 系统的膜污染是由颗粒物质、Si-Al-Fe胶体、 憎水性有机物和细菌组成的复合污染。
• 按照PCPEF原则,采用以柠檬酸、EDTA钠盐、 磷酸三钠、三聚磷酸钠和特殊助剂等组成 的复配组合药剂于1999年5月进行在线清洗, 清洗效果获得100%的恢复
•
Fe2O3+6HCl→2FeCl3+3H2O
•
Fe3O4+8HCl→FeCl2+2FeCl3+4H2O
• 对铁氧化物的清洗主要是对在膜元件内形成的沉淀物的
溶解。
• 对于系统内携入的氧化物碎片、氧化皮、焊渣等大颗粒 物难以溶解。
• 这类物质还应靠5μm保安过滤器阻拦在反渗透系统之外, 以减少清洗的困难。
4.5。
④Na2EDTA(乙二胺四乙酸二钠)清洗
• EDTA二钠盐是螯合剂的代表,溶垢效果好, 白的结晶颗粒或粉末,无臭,易溶于水 EDTA对于金属氧化物的络合过程取决于pH 值越高,越有利于络合清洗。从溶垢效果 考虑,不是pH值越高越好。在清洗SiO2垢、 微生物黏膜为目的时,清洗液中常加入 1%Na2EDTA,并在碱液条件下以配合剥离微 生物和SiO2,此时溶液pH值为12,有利于 EDTA与钙镁垢的去除。
• 反向清洗有利于清洗悬浮物污染或有机物 大分子的集结,而且冲出路程最短。
• 动态清洗和静态浸泡相结合
清 洗 系 统 图
IH-插入式加热器或蒸 CF-滤芯,5μm V1-泵再循环阀 V5-渗透液进口阀 汽多孔板直接加热 DP-差压计 V2-流量控制阀 V6-排水阀 TI-温度指示计 FI-流量计 V3-浓缩液阀 V7-排气阀
• a. 柠檬酸与氨水反应,生成柠檬酸铵盐(用NH4OH调节pH=3.5) • C3H4(OH)(COOH)3+NH4OH→C3H4(OH)(COOH)2·COONH4+H2O • b. 柠檬酸单铵与铁的氧化物的络合反应 • Fe2O3+2NH4H2C6H5O7→2FeC6H5O6+NH4OH • 柠檬酸清洗的浓度不能低于1%,一般为2%,pH值一般为2.5—
⑤碱液(NaOH或NaPO4)清洗
• 碱对液反清渗洗 透主 膜要 的是 污为染了。去除微生物黏膜,有机物和SiO2垢 • NaOH • pH值约为12,使有机物、微生物膜的水解破坏而剥离 • 对于SiO2胶体垢,则借化学反应
(2NaOH+SiO2→Na2SiO3+H2O)形成可溶性的Na2SiO3
清洗技术参数
• 药剂及浓度 • pH • 温度 • 流速 • 压力 • 清洗液的状态(如:颜色)
清洗工作内容
• 清洗方案(药剂方案和工艺方案) • 清洗系统 • 清洗控制和监督 • 清洗效果评价
1顺流清洗和逆流清洗试验比较
• 顺流清洗就是清洗剂流向与运行时水流方向一致的
清洗方式。逆流清洗是清洗液与运行时水流 方向相反 的清洗方式。顺洗是普遍采用的清洗工艺,对胶体污 堵、结垢污堵的清洗效果较好 。理由是这两种物质易 化学溶解,且结垢主要在二段,所以脱落溶解后易随 水流冲出。我们 的膜污堵主要发生在一段各管中的前 两个膜,且主要是有机物和胶体的相互交叉污染,药 剂的作用主要是剥离、分散其污物、不能完全溶解。 逆洗时其分散溶解的污物随水流流出的距离比顺洗时 短得多,冲出的速度就快点,所以逆洗效果相对比顺 洗效果好一点。
碳酸盐水垢、金属氧化物、磷酸钙沉淀
• 选用配方:酸性清洗液 • HCl 0.2% 或 H3PO4 0.5% • 或 柠檬酸2.0%(NH4OH调整pH=2.5~3) • 清洗步骤:
•
1)配好清洗液后,打入循环30min(30℃),当
pH值提高时需补新药。
•
2)浸泡1~5h(或配合间断循环)。
•
3)高流量循环30min。
• Na3PO4 • 浓度为0.1%溶液,Na3PO4水解后形成NaOH • Na3PO4+H2O→Na2HPO4+NaOH • Na2HPO4+H2O→NaH2PO4+NaOH
• 表面活性剂
• 十二烷基硫酸钠(Na-DSS)是反渗透 膜清洗中最主要的表面活性剂,加入剂量 为0.1%。
• 反渗透膜清洗时一定要用阴离子型的可解 离的表面活性剂,因为反渗透膜表面带有 负电荷,对于阳离子表面活性剂,由于点 性的吸引可引起膜的不可逆污染。
典型反渗透清洗系统工艺流程图
清洗实例
• 有机物污垢(估计有微生物污垢)
• 选用配方性质:碱性清洗液(如上配方)——杀菌溶液(非氧化性杀 菌溶液或低浓度氧化剂)
• 清洗步骤:
•
1)配好清洗液后,打入循环约1h(30℃),或至颜色不变,如
颜色深则应更换新液。
•
2)浸泡2~15h(也可于每30min循环一次,或配合10%低流量循
• 利用小塑料片或镜片试验挂在RO装置的一段压力 容器的入口水端,运行一个周期或一段时间后取 出试验挂片,并在其压力容器壁上刮下污染物用 作分析试样。其污染物是棕黄色粘滑性胶状物(象 黄干油)。玻璃棒粘点进行燃烧有蛋白质香味,放 在钳锅内燃烧同样闻到蛋白质香 味,然后碳化。 说明有机物含量很高。放入8%的盐酸液中不溶 解,只是颜色变成了灰白色。 若要知其化学成份,
清洗工艺
• 清洗流速
• 清洗流速(m3/h)9.1 1.8–2.3 0.7–1.1
• 膜元件 (in) 8
4 2.5
• 高流速(在保持极限压降之下,流速可高 至清洗正常值的1.5—2.0倍);
• 高温度(不超过膜的极限温度); • 长时间;正向与反向清洗配合
• 正向清洗适合结垢、污垢的清洗,因为结 垢主要在末端,易于冲出溶解物及脱落物。
•
4 ) 当 pH 值 稳 定 后 , 排 出 清 洗 液 , 用 水 冲 洗
10~15min。
• 沧州炼油厂热电厂水处理车间的1#反渗透 设计生产能力为60m3/h,采用一级两段7︰ 4排列,66支BW30-400膜元件。该系统于 1997年1月投运,1998年2月更换膜一次, 至1999年5月未清洗,水质报告见表1。其 工艺流程如下(钠床软化器自1999年1月未再 生)
•
• 4.高流量循环
•
在高流量下进药和清洗30—60min,取
高流量清洗后的溶液和未用的新溶液进行
比较和分析,以了解清洗出的污垢量,同
时最大压力降不能超过允许值。
• 5.冲洗
•
① 一、二段压水门,用渗透水或过滤
后的清水冲洗反渗透装置中的药液至完全冲净,为
复合污染的化学清洗原则
• 根据不同的污染种类相应的选择合适的药剂, 根据反渗透膜复合污染化学清洗时的内在主要 污染物优先清洗(Preferential Cleaning Principle of Essential Foulants ,PCPEF)原则。
• PCPEF原则主要包括两点
• 1) 对于反渗透的化学清洗,其内在主要污染物的优先次序为:胶 体硅﹥可吸附有机物﹥颗粒物质(铁和铝的胶体物)﹥微生物﹥ 金属氧化物。
口门,启动清水泵,调节5μm过滤器出口门,使清洗液以较低流量打入
压力容器。
•
③ 压力容器内的水完全被清洗液代替后,循环一定时间后取样测定
清洗液的浓度和pH值、温度,若pH值变化0.5通过加酸酐进行调节。