恒温恒湿空调机PLC控制程序优化
基于 PLC 控制技术的电气自动化控制系统优化研究

《基于 PLC 控制技术的电气自动化控制系统优化研究》摘要:随着科技的不断进步,电气自动化控制系统在工业生产中的重要性日益凸显。
可编程逻辑控制器(PLC)作为一种先进的控制技术,在电气自动化控制系统中得到了广泛应用。
本文深入研究了基于 PLC 控制技术的电气自动化控制系统的优化方法,包括硬件优化、软件优化和系统集成优化等方面。
通过实际案例分析,验证了优化后的系统在提高生产效率、降低成本和增强系统稳定性等方面的显著优势。
最后,对未来基于 PLC 控制技术的电气自动化控制系统的发展趋势进行了展望。
关键词:PLC 控制技术;电气自动化控制系统;优化研究一、引言电气自动化控制系统在现代工业生产中起着至关重要的作用,它能够实现对生产过程的自动控制和监测,提高生产效率、降低成本、保证产品质量。
可编程逻辑控制器(PLC)作为一种先进的控制技术,具有可靠性高、编程简单、维护方便等优点,在电气自动化控制系统中得到了广泛应用。
然而,随着工业生产的不断发展和技术的不断进步,对电气自动化控制系统的性能要求也越来越高。
因此,研究基于 PLC 控制技术的电气自动化控制系统的优化方法具有重要的现实意义。
二、PLC 控制技术概述(一)PLC 的基本概念和工作原理PLC 是一种专门为工业环境应用而设计的数字运算操作电子系统。
它采用可编程的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC 的工作原理主要包括输入采样、程序执行和输出刷新三个阶段。
在输入采样阶段,PLC 依次读取输入模块的状态,并将其存储在输入映像寄存器中;在程序执行阶段,PLC 按照用户编写的程序,对输入映像寄存器和输出映像寄存器中的数据进行逻辑运算和处理;在输出刷新阶段,PLC 将输出映像寄存器中的数据传送到输出模块,控制外部设备的运行。
(二)PLC 的特点和优势1.可靠性高:PLC 采用了先进的电子技术和抗干扰措施,具有很高的可靠性和稳定性,能够在恶劣的工业环境下长期稳定运行。
PLC编程优化方法,1分钟让程序提速!

PLC编程优化方法,1分钟让程序提速!通过本方法优化可以极大的减少程序语句数,使PLC程序更简洁、可读性更好,由于不需要做耗时的类型转换,程序运行效率也得到提高。
且数学运算量越大,效率提高越明显。
缺点是要多占用两字节的内存,以后程序中不能使用VW0。
但S7-200的RAM空间很大,一般是用不完的,以226为例,有多达10K的RAM,偶从来没有超过1K。
这些RAM都是花钱买来的,不用白不用,不用也是浪费了。
同理,如果有字节型变量经常需要与字类型变量相互转换,让字节变量占用一个字的内存宽度浪费一个字节,避免类型转换。
具体步骤如下:1:根据工程实际需求,进行功能块规划,编写子程序在PLC中子程序是为一些特定的控制目的编制的相对独立的程序。
执行子程序调用指令CALL等,如果条件不满足子程序调用时,程序的扫描就仅在主程序中进行,不再去扫描这段子程序,这样就减少不必要的扫描时间。
2:用字或双字数据传送给DO点方法来控制输出在PLC的应用中通常都会有大量的输出控制,用字或双字数据传送给DO点方法来控制输出可以提高速度,只要根据实际应用的要求,合理分配输出地址,变换控制输出控制字,可以大大减少PLC程序执行的步数,从而加快PLC的程序运行速度。
3:脉冲触发SET、RESETPLC中,使用SET指令只执行一次即可,不必每次扫描都执行这个指令,很适合与脉冲输出(PLS/PLF)指令配合使用。
有些工程人员忽视了这个问题,使用了常规的方法来驱动SET指令,无意中增加了PLC程序扫描运行时间。
4:避免类型转换,方法如下:以S7-200为例,它的内存格式与我们常用的PC机正好相反,它是高字在前,低字在后的。
所以我们可以将字变量放在后两个字节,在程序初始化时将前两个字节清零(程序的其它地方不得使用这两个字节)。
如我们定义符号时将字变量定义在VW2,同时保持VW0的值为零。
则程序中可以用VW2以字型访问该变量,同时也可以VD0以双字型访问,避免了类型转换。
PLC控制中央空调程序说明
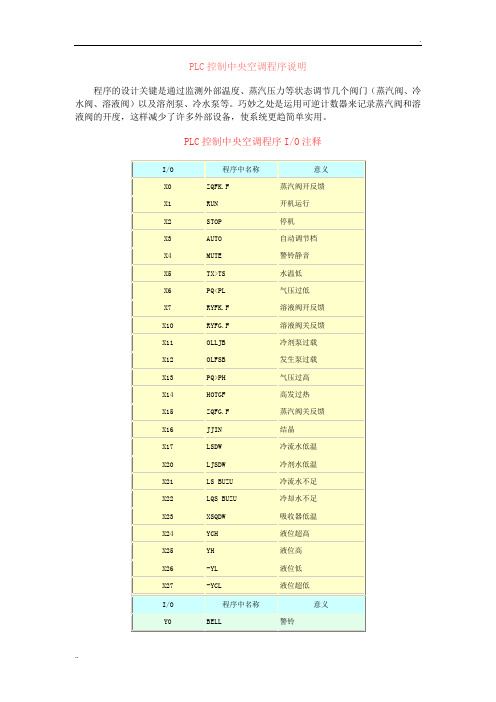
PLC控制中央空调程序说明程序的设计关键是通过监测外部温度、蒸汽压力等状态调节几个阀门(蒸汽阀、冷水阀、溶液阀)以及溶剂泵、冷水泵等。
巧妙之处是运用可逆计数器来记录蒸汽阀和溶液阀的开度,这样减少了许多外部设备,使系统更趋简单实用。
PLC控制中央空调程序I/O注释PLC控制中央空调程序分段源代码机器第一次运行时自动设置阀门参数:|M500 K | 0 +-I/I-+------------------------------------------[DMOV 80 D200 ]+ |ONCE | QF25 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 160 D202 ]+ | | QF50 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 240 D204 ]+ | | QF75 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 320 D206 ]+| | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 80 D210 ]+ | | RF25 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 160 D212 ]+ | | RF50 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 240 D214 ]+ | | RF75 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 320 D216 ]+ | | RF100 | | | TIME | | | | | | | | | K | | +------------------------------------------[DMOV 5 D230 ]+ | | PIAN | | | CA | | | | | | | | | | | +------------------------------------------------------[SET M500 ]+ | ONCE | | | | | | |开机时将根据设置的偏移量计算出阀门上下限:83 +-I I-+------------------------------[DSUB D200 D230 D100 ]+| | QF25 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D200 D230 D102 ]+ | | QF25 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D202 D230 D104 ]+ | | QF50 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D202 D230 D106 ]+ | | QF50 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D204 D230 D108 ]+ | | QF75 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D204 D230 D110 ]+ | | QF75 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D206 D230 D112 ]+ | | QF100 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D206 D230 D114 ]+| TIME CA | | | | | |M8000 | 188 +-I I-+------------------------------[DSUB D210 D230 D120 ]+ | | RF25 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D210 D230 D122 ]+ | | RF25 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D212 D230 D124 ]+ | | RF50 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D212 D230 D126 ]+ | | RF50 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D214 D230 D128 ]+ | | RF75 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DADD D214 D230 D130 ]+ | | RF75 PIAN | | | TIME CA | | | | | | | | | | | +------------------------------[DSUB D216 D230 D132 ]+ | | RF100 PIAN | | | TIME CA || | | | | | | +------------------------------[DADD D216 D230 D134 ]+ | RF100 PIAN | | TIME CA | | |预热| | |M30 K100 | 293 +-I/I-+------------------------------------------------------------(T50 )+ |READY| INI | | | TIME | | | | | | | | | | | +------------------------------------------------------[RST C220 ]+ | | ZQF | | | TIME | | | | | | | | | | | +------------------------------------------------------[RST C221 ]+ | | RYF | | | TIME | | | | | | | | | M109 | | +------------------------------------------------------------( )--+ | | QFINI | | | | | | | | | | | | M119 | | +------------------------------------------------------------( )--+ | | RFINI | | | | | | | | | | | |T50 | | +-I I--------------------------------------------------[SET M30 ]+ | INI READY || | |M8 M4 M5 | 318 +-I I---I I-+-I/I--------------------------------------[MC N1 M401 ]+ |ERROR XISI |WAIT | | |STOP | | | | | | | |M8 | | +-I/I-------+ + |ERROR | | | | | | | N1 |M401 | --- + --- | | | | | | | |M0 M4 M10 Y17 | 325 +-I/I---I I-+-I/I--------------------------------------------------( )--+ |AUTO XISI |FSBT FSB | |RUN | | | | | | | | |M0 | | +-I I-------+ + |AUTO | |RUN | | | | | |M0 M4 M5 Y15 | 330 +-I/I---I I-+-I/I-+------------------------------------------------( )--+ |AUTO XISI |WAIT | RYB | |RUN |STOP | | | | | | | | | | |M0 | | K12000| +-I I-------+ +------------------------------------------------(T0 )+ |AUTO | |RUN | | | | | |M0 T0 M5 M3 |338 +-I I---I/I---I/I--------------------------------------------------( )--+ |AUTO WAIT ZLCU | |RUN STOP | | | | | |M0 M4 Y16 | 342 +-I/I---I I-+------------------------------------------------------( )--+ |AUTO XISI | LJB | |RUN | | | | | | | | |T0 |M0 M4 M2 | +-I I-------+-I I---I/I--------------------------------------------( )--+ | AUTO XISI ZLEN | | RUN | | | | | |Y15 M7 K18000| 349 +-I I-+-I/I-+------------------------------------------------------(T1 )+ |RYB |NLTJK| | | | | | | | | | | | | | |M102 | |M0 M200 M102 | +-I I-+ +-I I---I I--------------------------------------------( )--+ |Q2K AUTO QF<25 Q2K | | RUN | | | | | |T1 | 358 +-I I--------------------------------------------------------[SET M7 ]+ | NLTJK | | | | | | | |M5 | 360 +-I I--------------------------------------------------------[RST M7 ]+ |WAIT NLTJK | |STOP | | | | | |M4 X27 M3 M100 | 362 +-I/I---I/I---I I--------------------------------------------------( )--+ |XISI -YCL ZLCU QJZK || | | | |M4 X27 M2 M208 M101 | 366 +-I/I---I/I---I I---I I--------------------------------------------( )--+ |XISI -YCL ZLEN QF>75 Q1G | | | | | | | |X27 M243 M110 | 371 +-I/I---I I--------------------------------------------------------( )--+ |-YCL RF<10 R2K | | 0 | | | | | |X27 X26 M213 M111 | 374 +-I I---I/I---I I--------------------------------------------------( )--+ |-YCL -YL RF<50 R1K | | | | | | | |X27 X26 X25 M112 | 378 +-I I---I I---I/I--------------------------------------------------( )--+ |-YCL -YL YH RJZ | | | | | | | |X27 X26 X25 X24 M215 M113 | 382 +-I I---I I---I I---I/I---I I--------------------------------------( )--+ |-YCL -YL YH YCH RF>50 R1G | | | | | | | |X27 X26 X25 X24 M240 M114 | 388 +-I I---I I---I I---I I-+-I I--------------------------------------( )--+ |-YCL -YL YH YCH |RF>0 R2G | | | | | | | | | | | | K1200 | | +------------------------------------------(T2 )+ | | | | | ||M10 X26 M10 | 399 +-I I---I I-+------------------------------------------------------( )--+ |FSBT -YL | FSBT | | | | | | | | | | |T2 | | +-I I-------+ + | | | | | | | | |M7 X5 K6000 | 403 +-I I---I I-+------------------------------------------------------(T10 )+ |NLTJK TX>TS| | | | | | | | | | | | | | | +------------------------------------------------[RST M104 ]+ | Q1G1 | | | | | | | |T10 M233 | 409 +-I I---I I--------------------------------------------------[SET M103 ]+ | QF<10 Q3K | | 0 | | | | | |M7 X5 K1200 | 412 +-I I---I/I-+------------------------------------------------------(T11 )+ |NLTJK TX>TS| | | | | | | | | | | | | | | +------------------------------------------------[RST M103 ]+ | Q3K | | | | | | | |T11 M208 |418 +-I I---I I--------------------------------------------------[SET M104 ]+ | QF>75 Q1G1 | | | | | | | |M2 X6 K600 | 421 +-I I---I I-+------------------------------------------------------(T12 )+ |ZLEN PQ<PL| | | | | | | | | | | | |M7 M233 M105 | | +-I I---I I--------------------------------------------( )--+ | NLTJK QF<10 Q3K1 | | 0 | | | | | |M2 X13 K600 | 429 +-I I---I I-+------------------------------------------------------(T13 )+ |ZLEN PQ>PH| | | | | | | | | | | | |M7 M208 M106 | | +-I I---I I--------------------------------------------( )--+ | NLTJK QF>75 Q1G2 | | | | | | | |T12 | 437 +-I I-+------------------------------------------------------[SET M8 ]+ | | ERROR | | | | | | | | | | |T13 | | +-I I-+ + | | | | | | | | | | 440 +------------------------------------------------------------[MCR N1 ]+ | || |报警| | | | |X14 M2 M230 M108 | 442 +-I I-+-I I-+-I I--------------------------------------------------( )--+ |HOTGF|ZLEN |QF>0 QG | | | | | | | | | | | | | |M615 | | K9000 | +-I I-+ +------------------------------------------------------(T30 )+ | | | | | | | | |T30 | 452 +-I I--------------------------------------------------------[SET M8 ]+ | ERROR | | | | | | | |M2 K18000| 454 +-I I--------------------------------------------------------------(T31 )+ |ZLEN | | | | | | | |X23 | 458 +-I I--------------------------------------------------------[SET M23 ]+ |XSQDW HAVE | | XSQDW | | | | | |T31 M23 M122 X22 M120 | 460 +-I I---I I---I/I---I/I-+------------------------------------------( )--+ | HAVE LJZ LQS | L1G | | XSQDW BUZU | | | | | | | | | | | | +------------------------------------[RST M123 ]+| | L1K-- | | | 100% | | | | | | | | | K3000 | | +------------------------------------------(T32 )+ | | | | | | | | |M121 X22 | 469 +-I I---I/I--------------------------------------------------[SET M122 ]+ |L1K LQS LJZ | | BUZU | | | | | |T31 M23 X22 M122 M121 | 472 +-I I---I I---I I---I/I--------------------------------------------( )--+ | HAVE LQS LJZ L1K | | XSQDW BUZU | | | | | |T31 M122 X23 K9000 | 477 +-I I---I I---I I--------------------------------------------------(T33 )+ | LJZ XSQDW | | | | | | | |T31 M122 X23 K9000 | 483 +-I I---I I---I/I-+------------------------------------------------(T34 )+ | LJZ XSQDW| | | | | | | | | | | | | | | +------------------------------------------[RST M23 ]+ | | HAVE | | | XSQDW | | | | | | | | | | | +------------------------------------------[RST M122 ]+ | LJZ | | || | |T33 | 491 +-I I--------------------------------------------------------[SET M8 ]+ | ERROR | | | | | | | |T34 | 493 +-I I--------------------------------------------------------[SET M123 ]+ | L1K-- | | 100% | | | | | |M0 M5 X27 K9000 | 495 +-I I---I/I---I/I--------------------------------------------------(T40 )+ |AUTO WAIT -YCL | |RUN STOP | | | | | |T40 | 501 +-I I--------------------------------------------------------[SET M8 ]+ | ERROR | | | | | | | |X16 K100 | 503 +-I I-+------------------------------------------------------------(T41 )+ |JJIN | | | | | | | | | | | |X20 | | +-I I-+ + |LJSDW| | | | | | | | | | | |X21 | | +-I I-+ + |LS | | |BUZU | | | | | | | |+-I I-+ + |LQS | |BUZU | | | | | |T41 | 510 +-I I-+------------------------------------------------------[SET M8 ]+ | | ERROR | | | | | | | | | | |X11 | | +-I I-+ + |OLLJB| | | | | | | | | | | |X12 | | +-I I-+ + |OLFSB | | | | | | |稀释、待机|M2 K24000| 514 +-I I--------------------------------------------------------------(T20 )+ |ZLEN | | | | | | | |M2 X17 | 518 +-I I---I I-+------------------------------------------------[SET M4 ]+ |ZLEN LSDW | XISI | | | | | | | | | | |M0 | | +-I/I-------+ + |AUTO | | |RUN | | | | ||M8 | | +-I I-------+ + |ERROR | | | | | | | |M4 P | 523 +-I I-+------------------------------------------------[MOV T20 D20 ]+ |XISI | XISI | | | TIME | | | | | | | | | D20 | | +------------------------------------------------------------(T21 )+ | | | | | | | | |M4 M230 M107 | 532 +-I I---I I--------------------------------------------------------( )--+ |XISI QF>0 QCXG | | | | | | | |T21 | 535 +-I I-+------------------------------------------------------[SET M5 ]+ | | WAIT | | | STOP | | | | | | | | | | | +------------------------------------------------------[RST M4 ]+ | XISI | | | | | | | |M5 M240 M115 | 538 +-I I---I I--------------------------------------------------------( )--+ |WAIT RF>0 RG | |STOP | | | | | |X17 M0 K6000 |541 +-I/I---I I--------------------------------------------------------(T22 )+ |LSDW AUTO | | RUN | | | | | |X17 M0 M5 K6000 | 546 +-I/I---I I---I I--------------------------------------------------(T23 )+ |LSDW AUTO WAIT | | RUN STOP | | | | | |T22 M4 | 552 +-I I-+-I I--------------------------------------------------[RST M4 ]+ | |XISI XISI | | | | | | | | | | |X5 | | +-I I-+ + |TX>TS | | | | | | | |T23 M5 | 556 +-I I-+-I I--------------------------------------------------[RST M5 ]+ | |WAIT WAIT | | |STOP STOP | | | | | | | |X5 | | +-I I-+ + |TX>TS | | | | | | | |M8 K600 | 560 +-I I-+------------------------------------------------------------(T42 )+ |ERROR| | | | | | | | | | | | | | | +------------------------------------------------------[RST M0 ]+ | | AUTO || | | | | | | |T42 | | +-I/I--------------------------------------------------[SET Y0 ]+ | BELL | | | | | | | |T42 X4 | 567 +-I I---I I-+------------------------------------------------[RST Y0 ]+ | MUTE | BELL | | | | | | | | | | | | | | +------------------------------------------------[RST M8 ]+ | ERROR | | | | | | | | | 571 +------------------------------------------------------------[MCR N0 ]+ | | | |蒸汽阀开量大小监测| | | | |M8000 | 573 +-I I-+------------------[DZCP D100 D102 C220 M200 ]+ | | ZQF QF<25 | | | TIME | | | | | | | | | | | +------------------[DZCP D104 D106 C220 M203 ]+ | | ZQF QF<50 | | | TIME | | | | | | | | | | | +------------------[DZCP D108 D110 C220 M206 ]+| | TIME | | | | | | | | | | | +------------------[DZCP D112 D114 C220 M233 ]+ | | ZQF QF<10 | | | TIME 0 | | | | | | | | | K | | +------------------------------[DCMP C220 0 M230 ]+ | ZQF QF>0 | | TIME | | |溶液阀开量大小监测| | |M8000 | 655 +-I I-+------------------[DZCP D120 D122 C221 M210 ]+ | | RYF RF<25 | | | TIME | | | | | | | | | | | +------------------[DZCP D124 D126 C221 M213 ]+ | | RYF RF<50 | | | TIME | | | | | | | | | | | +------------------[DZCP D128 D130 C221 M216 ]+ | | RYF RF<75 | | | TIME | | | | | | | | | | | +------------------[DZCP D132 D134 C221 M243 ]+ | | RYF RF<10 | | | TIME 0 | | | | | | | | | K || +------------------------------[DCMP C221 0 M240 ]+ | RYF RF>0 | | TIME | | | | |蒸汽阀控制|X0 M50 | 737 +-I I--------------------------------------------------------------( )--+ |ZQFK QFK F | |F | | | | | |X15 M51 | 739 +-I I--------------------------------------------------------------( )--+ |ZQFG QFG F | |F | | | | | |X7 M52 | 741 +-I I--------------------------------------------------------------( )--+ |RYFK RFK F | |F | | | | | |X10 M53 | 743 +-I I--------------------------------------------------------------( )--+ |RYFG RFG F | |F | | | | | |M51 M8220 | 745 +-I I--------------------------------------------------------------( )--+ |QFG F | | | | | | | |M50 M8012 M30 K6000000 | 748 +-I I-+-I/I---I I--------------------------------------------(C220 )+ |QFK F| READY ZQF | | | TIME | | | | | | |+-I I-+ + |QFG F | | | | | | | |M101 M230 M50 Y5 | 757 +-I I-+-I I-+-I/I--------------------------------------------------( )--+ |Q1G |QF>0 |QFK F ZQFG | | | | | | | | | | | | | |M104 | | | +-I I-+ | + |Q1G1 | | | | | | | | | | | | | | | |M106 | | | +-I I-+ | + |Q1G2 | | | | | | | | | | | | | | | |M107 | | | +-I I-+ | + |QCXG | | | | | | | | | | | | | | | |M108 | | | +-I I-+ | + |QG | | | | | | | | | | | | | | | |M100 | | | +-I I-+ | + |QJZK | | | | | | | | | | | |M30 M109 | | +-I/I---I I-+ +| | | | | | |M102 M51 M100 M107 M108 M235 M30 Y3 | 769 +-I I-+-I/I---I/I---I/I---I/I---I/I---I I--------------------------( )--+ |Q2K |QFG F QJZK QCXG QG QF>10 READY ZQFK | | | 0 | | | | | | | |M103 | | +-I I-+ + |Q3K | | | | | | | | | | | |M105 | | +-I I-+ + |Q3K1 | | |溶液阀控制| | | | |M53 M8221 | 779 +-I I--------------------------------------------------------------( )--+ |RFG F | | | | | | | |M52 M8012 M30 K6000000 | 782 +-I I-+-I I---I I--------------------------------------------(C221 )+ |RFK F| READY RYF | | | TIME | | | | | | | |M53 | | +-I I-+ + |RFG F | | | | | | | |M113 M240 M52 Y2 |791 +-I I-+-I I-+-I/I--------------------------------------------------( )--+ |R1G |RF>0 |RFK F RYFG | | | | | | | | | | | | | |M115 | | | +-I I-+ | + |RG | | | | | | | | | | | | | | | |M114 | | | +-I I-+ | + |R2G | | | | | | | | | | | |M30 M119 | | +-I/I---I I-+ + |READY RFINI | | | | | | | |M110 M53 M112 M245 M30 M115 Y1 | 800 +-I I-+-I/I---I/I---I/I---I I---I/I--------------------------------( )--+ |R2K |RFG F RJZ RF>10 READY RG RYFK | | | 0 | | | | | | | |M111 | | +-I I-+ + |R1K | | |指示灯输出| | | | |M0 Y10 | 808 +-I/I-------------+------------------------------------------------( )--+ |AUTO | DSTOP | |RUN | | | | | | | |+-I I---I I---I I-+ + |AUTO WAIT | |RUN STOP | | | | | |M2 Y11 | 814 +-I I-------+------------------------------------------------------( )--+ |ZLEN | DCOOL | | | | | | | | | | |M3 M8013| | +-I I---I I-+ + |ZLCU | | | | | | | |M4 X3 Y12 | 819 +-I I---I I--------------------------------------------------------( )--+ |XISI AUTO DXISI | | | | | | | |X3 M0 M8013 M8 Y13 | 822 +-I I---I/I---I I-+-I/I--------------------------------------------( )--+ |AUTO AUTO |ERROR DAUTO | | RUN | | | | | | | | |M2 | | +-I I-------------+ + |ZLEN | | | | | | | | | | | |M3 | | +-I I-------------+ + |ZLCU | | | | | | | | | | | |M4 M8013 | | +-I I---I I-------+ +| | | | | | | | | |M5 M0 Y10 | | +-I I---I I---I/I-+ + |WAIT AUTO DSTOP | |STOP RUN |手动操作| | | | |X3 X21 X22 X1 M30 | 836 +-I/I---I/I---I/I---I I---I I--------------------------------[SET M1 ]+ |AUTO LS LQS RUN READY HAND | | BUZU BUZU RUN | | | | | |X2 | 842 +-I I-+------------------------------------------------------[RST M1 ]+ |STOP | HAND | | | RUN | | | | | | | |X3 | | +-I I-+ + |AUTO | | | | | | | |X3 M30 M1 Y4 | 845 +-I/I---I I-+-I I--------------------------------------------------( )--+ |AUTO READY|HAND HAND- | | |RUN ZQF | | | | | | | | | Y14 | | +------------------------------------------------------( )--+ | HAND- | | BENG | | | | | | |。
优化PLC调试过程中的数据处理与转换
优化PLC调试过程中的数据处理与转换在工业自动化领域中,可编程逻辑控制器(PLC)被广泛应用于机械设备的自动控制和数据采集过程。
对于PLC调试过程中的数据处理与转换环节,优化这一过程可以提高调试效率和准确性。
本文将探讨优化PLC调试过程中数据处理与转换的方法和技巧。
一、选用适当的数据类型在PLC调试过程中,数据处理和转换的第一步是选择适当的数据类型。
不同的数据类型在存储占用和运算效率上存在差异。
对于需要进行高精度计算的数据,如浮点数,应选择相应的数据类型,同时考虑到PLC的资源和运算速度。
适当选择数据类型可以避免数据溢出和提高计算效率。
二、优化数据采集和存储在PLC调试过程中,通常需要采集和存储大量的数据。
为了优化数据处理效率,可以采取以下措施:1.数据采集频率的合理设置:根据具体需求和采集对象的特点,合理设置数据采集的频率。
避免过高或过低的采集频率,从而减少数据量和存储空间的占用。
2.数据存储的分区设置:将采集到的数据按照不同的属性和用途进行分区存储。
这样可以提高数据的读取速度,并且可以更好地对不同类型的数据进行处理和转换。
3.数据压缩和编码技术:针对需要存储的大量数据,可以采用数据压缩和编码技术,减少存储空间的占用。
常见的数据压缩技术有哈夫曼编码、差值编码等,可以根据实际情况选择合适的方法。
三、优化数据处理算法在PLC调试过程中,对采集到的数据进行处理和转换是必不可少的环节。
为了提高处理效率和准确性,可以考虑以下方面:1.数据滤波和平滑处理:对于采集到的数据中存在的噪声和干扰,可以采用滤波和平滑处理方法,提取出有效的数据信号。
常用的滤波方法有低通滤波、中值滤波等。
2.数据校正和转换:对于不同传感器和设备采集到的数据,可能存在单位和量程的差异。
在数据处理过程中,需要进行数据校正和转换,使其标准化和一致化,便于后续的数据比较和分析。
3.数据分析和算法优化:针对特定的工艺和需求,可以进行数据分析和算法优化。
恒温恒湿空调机PLC控制程序优化
恒温恒湿空调机PLC控制程序优化戴建国【摘要】optimized the PLC control program of constant temperature and humidity air conditioners in the production areas of Guangzhou Cigarette Factory. Using the methods of adjusting air moisture content of the air supply outlet to adjust relative air humidity, adopting cascade PID double loop adjustment in the PID algorithm of temperature and humidity, increasing the working condition recognition and correction of logic in each air conditioner and constructing intelligent air conditioning control module to realize automatic temperature and humidity adjustment, remarkable energy-saving effect has been achieved.%优化了广州卷烟厂生产区域空调恒温恒湿空调机的PLC控制程序,采取的措施包括调节送风口的空气中的含湿量从而调节环境的空气相对湿度,在温度及湿度的PID算法上采用串级PID双环调节,在各台空调机增加工况识别及修正逻辑,构建智能空调控制模块实现温湿度自动偏移等,取得了显著的节能效果。
【期刊名称】《机电工程技术》【年(卷),期】2014(000)010【总页数】4页(P10-12,43)【关键词】空调环境;温湿度;PLC程序;优化;节能【作者】戴建国【作者单位】广州卷烟厂,广东广州 510385【正文语种】中文【中图分类】TP273广州卷烟厂生产区域共有61台恒温恒湿空调机,其分布如表1,均采用PLC控制,分别用于各个生产区域的温湿度控制。
PLC系统控制方案的优化及完善
《冶金自动4匕>>2012年s1
因,初步判断如下:高炉在换炉结束后风量没有降 下来,风机由定风压转成定风量时偏差较大,造成 静叶快速关闭,入口喉差变化太快,联动防喘振阀 动作,导致整个机组调节波动,影响高炉和风机正 常运行。具体修改方案如下: (1)修改高炉程序,对高炉换炉结束信号进行 调整。充压阀关闭后延时40 s,再向风机发出换炉 完毕信号,以确保热风炉换炉完毕冲压阀和被换 热风炉冷风阀的完全关闭,风量稳定接近换炉前 的水平。 (2)修改风机程序,在风机控制中增加风量偏 差判断保护。换炉信号到来后进行风量偏差大小 判断,风量和换炉前风量进行比较,若偏差小于
O
引言
邯郸钢铁集团邯宝钢铁有限公司始建于2007
制品质,实现了设备保全功能。
l优化方案
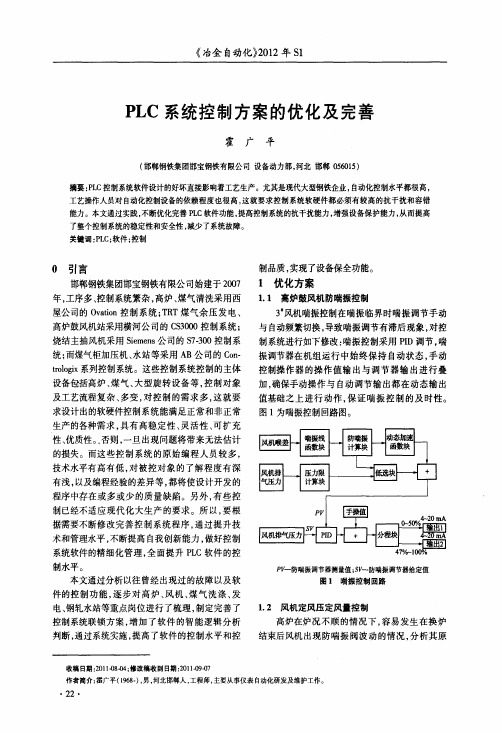
1.1高炉鼓风机防喘振控制 3。风机喘振控制在喘振临界时喘振调节手动 与自动频繁切换,导致喘振调节有滞后现象,对控 制系统进行如下修改:喘振控制采用PID调节,喘 振调节器在机组运行中始终保持自动状态,手动 控制操作器的操作值输出与调节器输出进行叠 加,确保手动操作与自动调节输出都在动态输出 值基础之上进行动作,保证喘振控制的及时性。 图1为喘振控制回路图。
本文链接:/Conference_7712893.aspx
(kW・hபைடு நூலகம்。共创效(按0.4形(kW・h)计算):
(1 800000+288000)×0.4=83.52(万元)。
通过优化完善烧结主抽风机和钢轧水处理程 序,避免了风机停机影响烧结和因断水造成炼钢 和转炉停产的事故,创造了不小的经济效益。
[编辑:赵晓坦]
・23・
PLC系统控制方案的优化及完善
作者: 作者单位: 霍广平 邯郸钢铁集团邯宝钢铁有限公司设备动力部,河北邯郸 056015
基于PLC的温湿度自动控制系统的设计
基于PLC的温湿度自动控制系统的设计空调系统的耗能量大,通常一栋建筑物总耗能量约有60%为空调系统所消耗。
当前建筑空调系统缺乏规范化管理,导致室内温度湿度缺乏合理的控制,从而导致资源的浪费。
本着节能减排的原则,本文从PLC自动控制技术作为切入点,探讨了基于PLC的温湿度自动控制系统的设计,在有效保证合理温湿度的基础上,达到温度湿度自动调节的目的,从而有效降低能源消耗,高效利用能源,希望能为相关人士提供些许参考。
标签:PLC;温湿度;自动控制;系统;设计基于PLC温湿度自动控制系统的设计,是从传统人工控制模式存在的弊端出发,以日本三菱公司生产的Fx2n系列的PLC自动控制器为核心,同时加入温度、湿度传感器作为检测装置,共同构建出一套室内温湿度自动调控系统,具体设计思路如下。
1 PLC技术的内涵概述PLC即可编程逻辑控制器,最初是应用在机械加工等工业领域的智能技术,能够通过预先的程序设定,来根据程序指令实现自动控制的功能[1]。
随着该技术的不断发展,以及各行业对自动控制的需求,现如今PLC技术已经延伸至多个行业,并均取得了较为理想的开展效果。
出于对节能减排的考量,笔者就尝试从PLC技术入手,构建基于PLC的温湿度自动控制系统,以满足节能减排的新时期要求。
2 系统的设计基于PLC的温湿度自动调节系统共包括PLC控制器、现场采集装置、信号传送装置、温湿度调节装置等几个模块。
首先在PLC模块中编辑程序,它通过信号传输装置和现场的采集装置、温度湿度调节装置相连,根据现场采集装置收集的温湿度结果,发出温度调节指令,并将指令传送至温度湿度调节装置上,实现自动调节温湿度的目的。
2.1 PLC控制器PLC是自动控制系统的核心模块,结合机型、容量、通信联网、功能扩展等,选择最佳性价比的三菱Fx2n-48mr型PLC自動控制器作为系统的核心控制模块。
2.2 温度传感器温度传感器是系统中负责采集实时温度的装置,本系统采用PTL00铂电阻作为温度采集装置,具有精度高、稳定的特点[2]。
PLC自动化控制优化分析
PLC自动化控制优化分析摘要:在我国工业领域中,电气自动化控制技术已得到广泛应用,且这一系统的普遍使用有效推动了我国社会经济的发展。
本文先详细讲解PLC自动化控制优化相关概念,进而深入分析优化方法,其中包括系统软件优化、系统硬件优化、输入电路优化、输出电路优化以及抗干扰优化五大内容,旨在有效解决自动化控制系统运行中存在的问题,实现全面管理。
关键词:PLC自动化控制;控制系统;系统优化引言:PLC自动化控制系统应用于工业领域中,能在相对恶劣的环境条件下,实现对工业运行设备的操控,而且,系统内部还拥有储存设备,这一设备具有可编程序特性,能结合不同环境要求对不同命令加以执行,在控制工业设备的同时执行操作指令。
自动化控制系统能有效促进工业生产发展,所以,相关行业有必要结合系统运行现状,不断探究针对系统的优化设计,从而加强系统的应用效率。
1PLC自动化控制优化概念1.1PLC技术随着社会经济的不断发展,我国工业自动化水平呈现逐渐升高的趋势,且这一水平是衡量我国生产力总体水平的主要标准。
推进工业化水平发展,能为我国经济运作提供有效保障。
现阶段,在我国工业领域中,电气自动化系统的应用愈发广泛,且随着计算机网络技术的成熟发展,自动化控制也逐渐走入行业视野。
通过总结诸多实践经验可知,引用PLC技术能实现对自动化控制系统电源、处理器以及储存设备的融合使用,这种方式能显著加强系统的使用效果。
而且,在自动化控制系统中,电源设备属于重要组成部件,如果系统缺少电源设备,则无法正常运行;处理器属于核心组成部件,系统实际运行要利用技术来处理并分析相关数据,这要求处理器具有良好处理功能。
所以,为保证自动化控制系统稳定运行,务必要对其功能与内部系统进行不断完善,确保各设备相互之间具有较高协调性,从而提高控制系统对于复杂运行环境的适应能力。
1.2自动化控制系统优化通过优化PLC自动化控制系统设计,使设计满足控制要求,能显著加强系统应用效率。
plc基于空调湿度控制设计
plc基于空调湿度控制设计摘要空调广泛运用于商业服务和个人工程建筑,维持建筑物的总体温度可靠性。
依据日夜转变和客户负载的转变,每台电动机在变频式工作状况下长期满速运作。
产生较大的热量损失。
有线数字电视温差自动调节系统,包含变频器、PLC和温度感应器,可自动调节泵的效率,以完成环保节能总体目标。
该体系选用三菱的S7—200PLC作为控制模块,运用传统式PID控制优化算法,根据西门子PLCMM440变频器操纵离心水泵运行速率,确保系统依据具体负载的状况调节总流量,完成控温操纵,进而较大程度上的处理电力能源消耗问题。
关键词:空调,PLC,变频器第1章引言家电行业如今存有着较大的市场竞争,这类市场竞争是商品创新所形成的,商品创新关键紧紧围绕绿色环保开展,绿色环保在这个年代拥有很重要的实际意义。
传统式的空调在这个年代早已没有竞争能力,这一领域要想在这个时期存活下来或是有进一步的发展,务必要开发销售市场。
最近几年,空调公司在变频式多联机空调销售市场和模块机销售市场及其离心脱水机销售市场等行业开展自主创新,引起了在空调行业的进一步的发展。
在空调行业,怎样进一步环保节能,怎样更快的符合大家的要求,便会在这个行业有非常大的发展,变成这一领域的领先者。
第2章空调系统介绍2.1 空调结构空调系统主要是由核心和冷冻液循环构成。
盘管风机及自动控制系统。
行为主体由制冷压缩机、冷却器和冷凝器构成。
排风系统将空调冷气机送至屋子。
制冷机组由制冷循环和制冷循环构成。
2.2 空调系统工作原理缩小蒸气制冷循环系统是一种常用的制冷全过程制冷压缩机、冷却器、单向节流阀冷媒不断消化吸收周边气体或身体的发热量,以减少室内温度,进而做到制冷的目的。
第3章空调控制系统的硬件设计3.1 变频器的选择变频器是系统的一个关键的器件,所以选择正确的变频器是非常重要的。
要选择变频器,我们首先要熟悉变频器的负载特性。
变频器的选择原则:⑴根据负载特性选择变频器。
分时二次优化控制的空调温湿度控制系统
2011年3月第18卷第2期控制工程Control Engineering of China Mar .2011Vol.18,No.2文章编号:1671-7848(2011)02-0275-04收稿日期:2009-11-11;收修定稿日期:2009-12-21基金项目:国家自然科学基金资助项目(60874070);高校博士点基金项目(20070533131)作者简介:梁昔明(1967-),男,湖南汩罗人,教授,博士生导师,主要从事最优化方法及应用、进化计算等方面的教学与科研工作。
分时二次优化控制的空调温湿度控制系统梁昔明,黄佳,李山春(中南大学信息科学与工程学院,湖南长沙410083)摘要:空调温湿度自控系统是一个多输入多输出、典型强耦合的非线性时变系统,具有鲜明的纯滞后、大惯性特点。
针对此特点,结合在制药行业空调控制的具体应用、预估模型和传统PID ,提出了一种新型空调控制模式-分时二次优化控制方法。
此方法运用前面机理建模方法得出的系统模型,使用现场实验数据确定系统模型参数,通过二次优化得到不同的控制参数,根据现场不同环境及控制要求切换成不同的二次优化控制。
实验结果证明此方法具有很好的控制性能且编程简单,灵活性高,适应力强。
关键词:空调;预测模型;PID ;分时控制;解耦中图分类号:TP 27文献标识码:A Time-sharing Twice Optimal Control for Temperature and Humidity Control System AIR-CONDITIONLIANG Xi-ming ,HUANG Jia ,LI Shan-chun(School of Information Science and Engineering ,Central South University ,Changsha 410083,China )Abstract :The temperature and humidity control problem of the strongly coupling nonlinear time varying system time-delay and big iner-tia of air -condition air-condition with is discussed.To the application of air-condition control to pharmaceutical industry ,based on the predict model and traditional PID ,for air-condition-control time-sharing twice optimum control is proposed.The system mechanism model is obtained and the field data is used to determine the model parameters twice optimal control is used to acquire different control parameters ,then different twice optimal controlles are switched with different ambient conditions and controllers requirement.The ex-perimental results show that the proposed method has a good performance and is flexible and self-adapting and easy to be programmed.Key words :air-condition ;predict model ;PID ;time-sharing control ;coupling1引言空调系统在工业应用生产过程中占有相当重要的地位,其控制品质直接影响空调运作的高效、高稳定和节能等重要指标,并直接影响到企业的成品质量和企业效益[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
h u mi d i t y a d j u s t me n t ,r e n mr k a b l e e n e r g y - s a v i n g e f f e c t h a s b e e n a c h i e v e d .
Ke y wo r d s :a i r -c o n d i t i o n e r e n v i r o n me n t ;t e mp e r a t ur e a n d h u mi d i t y; PL C p r o  ̄a m ;o p t i mi z a t i o n; e n e r g y — s a v i n g
C i g a r e t t e F a c t o r y . Us i n g t h e me t h o d s o f a d j u s t i n g a i r mo i s t u r e c o n t e n t o f t h e a i r s u p p l y o u t l e t t o a d j u s t r e l a t i v e a i r h u mi d i t y ,a d o p t i n g
关键词 :空凋环境 ;温湿度 ;P L C程序 ;优化 ;节能 中图分类号 :T P 2 7 3 文献标 识码:A 文章编号 :1 0 0 9—9 4 9 2f 2 0 1 4)1 0 —0 0 1 0—0 3
Op t i mi z a t i o n o f t h e P LC Co n t r o l Pr o g r a m o f Co n s t a n t Te mp e r a t u r e a n d
摘要 :优化 了广州卷烟厂生产 区域空调恒温恒湿空调机 的P L C控制程序 ,采取的措施包括调节送风 1 5 1 的空气 中的含湿量从而调
节环境 的空气相对湿度 ,在温度及湿度 的P I D 算法上采用 串级 P I D 双环调节 ,在各 台空调机增加工 况识别及修正逻辑 ,构建智 能空调控制模块实现温湿度 自动偏移等 ,取得 了显著的节能效果 。
Abs t r a c t :o p t i mi z e d t he PL C c o n t r o l p r o g r a m o f c o n s t a n t t e mp e r a t u r e a n d h u mi d i t y a i r c o n d i t i o n e r s i n t h e p r o d u c t i o n a r e a s o f Gu a n g z ho u
\ 业自 化
DOh 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 4 . 1 0 . 0 0 3
1 亘 温1 亘湿空调机 P L C控制程序优化
戴 建 国
( 广 州 卷 烟厂 , 广 东广 州 5 1 0 3 8 5 )
0 前 言
广 州卷 烟 厂 生产 区域 共 有 6 1 台恒 温 恒湿 空 调
P I D的参 数 的准 确 性 要 求 较 高 、依 赖 性 较 强 气 候 的 变 化 并保 持 其 响应 稳
机 ,其分 布 如表 1 ,均 采用 P L C 控 制 ,分别 用于 各 个 生 产 区域 的 温 湿度 控 制 。部 分 控 制 区域 需 同时 使 用 多 台恒 温 恒湿 空 调 机 分别 控 制 其 局部 空 间 的
c o r r e c t i o n o f l o g i c i n e a c h a i r c o n d i t i o n e r a n d c o n s t r u c t i n g i n t e l l i g e n t a i r c o n d i t i o n i n g c o n t r o l mo d u l e t o r e a l i z e a u t o ma t i c t e mp e r a t u r e a n d
c a s c a d e P I D d o u b l e l o o p a d j u s t me n t i n t h e P I D a l g o r i t h m o f t e mp e r a t u r e a n d h u m i d i t y , i n c r e a s i n g t h e w o r k i n g c o n d i t i o n r e c o g n i t i o n a n d
Hum i d i t y Ai r Co ndi t i o ne r s
DAI J i a n — . g u o
( G u a n g z h o u C i g a r e t t e F a c t o r y ,G u a n g z h o u 5 1 0 3 8 5 ,C h i n a )
温 湿度 。
定 的特 性 ,在 气 候 变化 或 特 定气 候 时 ,原控 制 系 统 会 出现 温湿 度 不 断周 期 波 动 ,甚 至 出现 周期 性
加 热 、制 冷或 除 湿 、加 湿 的工 况 ,这 也 造 成 能 源
浪费 。
为 节 约 能 源 并 提 高 控 制 环 境 温 湿 度 的 平 稳