挤压TC4钛合金U型材矫直工艺研究
钛合金薄壁材料热挤压技术研究
工必须经过多道工序加工才能完成 ,增加 了运输 和
机加 工 成本 。
毛坯组织晶粒细化 ,有效改善材料 自身的缩孔 、夹
杂 、气 孔 等缺 陷 ,使钛 合 金材 料 纤 维连 续 、强 度 明
要解决 以上问题 ,研究精密成形工艺生产毛坯
是 唯 一 有 效 的 途 径 ,钛 合 金 壳 体 属 于 轴 对 称 回转 体 ,结 合 热挤 压 的成 形 优 点 ( 热 挤 压加 工 的 金属 处 于三 向压应 力状 态 ,可 以 得 到 比轧 制 、锻 压 更大 的
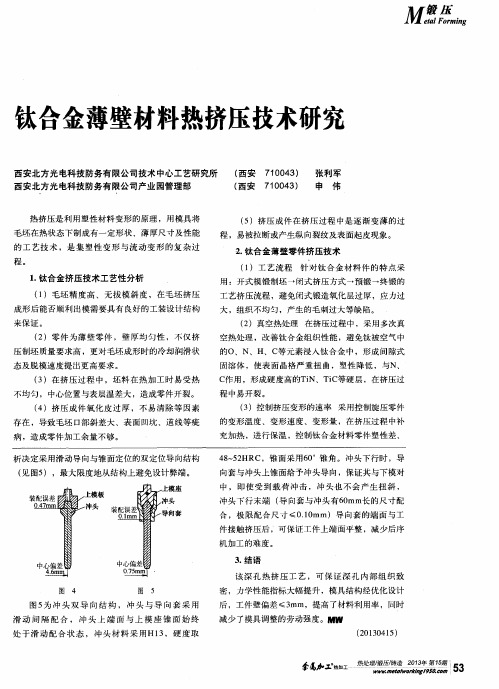
析决 定采 用 滑 动导 向 与锥 面 定 位 的双 定位 导 向结构 ( 见 图5 ) ,最大 限度 地 从结 构 上 避 免设 计 弊 端 。
( 3 )控制挤压变形的速率 采用控制旋压零件
的 变 形温 度 、变 形速 度 、变形 量 ,在 挤压 过 程 中补 充 加 热 ,进 行 保 温 ,控 制 钛 合 金材 料 零 件 塑性 差 、 4 8  ̄ 5 2 HR C,锥 面 采 用 6 0 。 锥 角 。冲 头 下 行 时 ,导 向套 与 冲头 上 锥 面给 予 冲 头导 向 ,保 证其 与下 模 对
三 是 毛坯 锻 制 过 程 中 由于 受 热 不均 ,使 毛坯 状 态 差 别很 大 ,壁厚 差 异大 ,毛 坯 的整 体 质量 难 以 保
理 ,改善切削加工性能 ,消除挤压应力 。 ( 7 )粗加工后进行6 0 0  ̄ C的真空热处理 ,获得
好 的工 艺性 能 ,进一 步 消除 加 工 应 力 。 ( 8 )半 精 加 工 后 进 行 稳 定 循 环 热 处 理 ,稳 定 加 工尺 寸 ,消 除加 工 应 力 。
( 5 )挤压成件在挤压过程 中是逐渐变薄的过
TC4钛合金Y型材热挤压成形工艺优化及组织演变

TC4钛合金Y型材热挤压成形工艺优化及组织演变
李宝亮;拓雷锋;李强;康喜唐;桂海莲;楚志兵
【期刊名称】《塑性工程学报》
【年(卷),期】2024(31)3
【摘要】采用控制单一变量法设计型材挤压试验,通过DEFORM-3D有限元软件模拟分析不同挤压模角、挤压温度和挤压速度对热挤压成形过程中金属流动、等效应力、等效应变及最大挤压力的影响。
模拟结果表明,当选择挤压模角45°、挤压温度1050℃和挤压速度120mm·s^(-1)时,TC4钛合金Y型材挤压变形过程中的挤压力最小且产品表面质量最好。
基于模拟结果,对钛合金Y型材进行挤压工艺试验并观察挤出产品的金相组织。
试验结果表明,在挤压模角、温度和速度选择合理的情况下,可以挤出表面、平直度、尺寸等合格质量的TC4钛合金Y型材且挤压后微观组织得到了细化。
【总页数】8页(P17-24)
【作者】李宝亮;拓雷锋;李强;康喜唐;桂海莲;楚志兵
【作者单位】太原科技大学材料科学与工程学院;山西太钢不锈钢股份有限公司【正文语种】中文
【中图分类】TG379
【相关文献】
1.TC4钛合金框类零件热挤压数值模拟及工艺优化
2.热处理工艺对Ti-6Al-4V钛合金热挤压型材组织及力学性能的影响
3.热处理对热挤压 TC4钛合金 T型材组织和性能的影响
4.TC4钛合金型材热挤压过程坯料温度演变规律研究
因版权原因,仅展示原文概要,查看原文内容请购买。
钛合金超塑成形工艺方法研究

钛合金超塑成形工艺方法研究摘要:针对钛合金板材在常温下弹性大、成形困难的问题,提出了一种利用钛合金在高温下具有超塑性的特征进行超塑成形的工艺方法。
本文以TC4材料板材零件为研究对象,详细介绍了钛合金超塑成形(气胀成形)的具体工艺实施过程以及工艺参数的设置等,为超塑成形工艺的应用提供了指导规范。
关键词:钛合金板料;超塑成形;工艺流程;工艺参数0引言钛合金具有抗疲劳、比强度高、耐腐蚀耐高温、一定的形状记忆性能、优越的力学性质、化学性质稳定等优点[1],随着航空航天技术的发展,钛合金在航空航天领域的应用范围不断扩展,钛合金结构件越来越呈现出大尺寸、薄壁曲面、变厚度和整体结构的趋势,进一步提高了航空航天飞行器的性能、结构刚性,减轻了重量,因此钛合金成形技术也成为航空航天制造技术的研究重点。
超塑成形技术是利用材料的超塑性来成形零件的一种工艺方法(在本文中超塑成形是指板材的气胀成形),它具有成形的零件结构设计自由度大、所需模具结构简单、所需成形设备吨位小投资少等特点,因此用超塑性气压胀形可以进行整体设计,减少工序和工装数量,降低工时和费用。
1材料控制按本文进行超塑成形工艺时,TC4钛合金板材的规格、化学成分、室温和高温机械性能及供货条件应符合GB/T 3621-2007的要求,Ti-6Al-4V钛合金板材的规格、化学成分、室温和高温机械性能及供货条件应符合AMS 4911的要求,且应有材料合格证。
成形前应检查表面质量,不允许材料表面存在起皮、夹杂物及超过标准要求的划伤、压痕、裂纹等缺陷。
运输和存放过程中应注意防止表面划伤。
超塑成形时需要用到辅助材料,主要包括清洗剂、保护涂料(包括润滑剂)等。
常用的清洗剂包括丙酮、无水乙醇、金属清洗剂等,其主要作用是清除表面油污。
保护涂料主要包括高温漆、氮化硼、胶体石墨、润滑剂等,其主要目的是在零件成形时起到润滑作用和加热时起到防止(减轻)材料表面氧化作用。
所选辅助材料不应对钛合金零件产生有害影响,并符合相应的国家标准、行业标准或专用技术标准,若无相关标准的新型辅助材料,则采取试用可行的材料,辅助材料应有生产厂家质量保证单或合格证。
钛及钛合金挤压工艺研究现状

钛及钛合金挤压工艺研究现状摘要:由于其优异的性能,钛合金已被应用于航天领域。
确定合理的挤出工艺参数是否能挤出合格的管材非常重要。
摘要综述了钛和钛合金挤压工艺的研究现状,详细介绍了钛合金挤压的特点,影响因素,讨论了如何确定合适的钛和钛合金挤压工艺,研究了钛合金挤压工艺未来发展方向。
关键词:钛合金;挤压比;挤压速度;挤压温度;1前言钛合金密度低、熔点高、强度高、耐蚀性好、疲劳性能好、无磁性、生物相容性好,广泛应用于航空、海洋、化工、医疗、运动器材、车辆等领域,是我国最早、最成熟的挤出方法。
挤出加工有许多特点,主要表现在应力和应变状态的挤出过程,综合、产品质量、生产灵活性和多样性、生产率和成本等方面的金属流动行为。
挤出适用于小批量、不易变形的各种品种和规格的金属、有色金属管、金属杆、型材和钢坯生产,特别是对截面或复杂薄壁管和型材显示不可比拟的优势。
2钛合金挤压的特点钛合金的挤压制品通常采用正挤压法生产,特殊需求也会采用反挤压。
钛及钛合金的热导率低,这使得热挤压过程变得更为复杂。
由于热导率低,坯料表层和内层产生极大的温差,当挤压低温度为400℃时,温差可达到200~250℃。
坯锭表面和中心的金属产生不同的强度性能和塑性性能,导致在挤压过程中金属流动不均匀,继而发生不均匀变形,在钛合金管材表面产生大的附加拉应力。
3挤压过程的影响因素钛和钛合金的热挤压是一个非常复杂的过程,变形速度、温度、摩擦、材料性能、坯料的形状尺寸和模具形状都会影响变形过程。
热挤压的影响因素较多,主要影响因素是挤压温度、挤压速度、挤压比(变形程度)和润滑油选择。
3.1挤压温度根据金属流动力学的研究,金属的流动特性与不同合金不同相对应的温度区不同。
因此,影响钛和钛合金挤压流动性的主要因素是坯料的加热温度。
TC6和TC2钛合金等不应超过900℃,和TA7不宜超过950℃温度挤压,TC4应控制在750℃左右。
3.2挤压速度挤出速度是管道挤压成形工艺参数的重要组成部分,在挤压成形过程中需要,挤压产品表面质量,变形热效应,变形均匀性,再结晶和产品的力学性能都有一定的影响。
TC4钛合金环热应力校形的实验研究
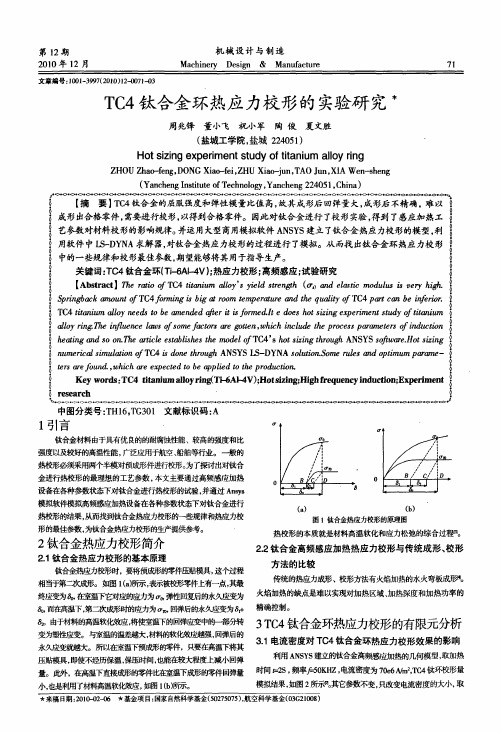
第12期2010年12月机械设计与制造M achi ner y D es i gn&M anuf act ur e71文章编号:100l一3997(20l O)12—007l—03TC4钛合金环热应力校形的实验研究木周兆锋董小飞祝小军陶俊夏文胜(盐城工学院,盐城224051)H ot si zi ng expe r i m e nt s t udy of t i t a ni um aI I O y r i ngZ H O U Zha D—.f e ng,D O N G X i锄)—-f ei,Z H U X i ao_j un,T A O J un,X I A W en—sheng(Y a nche ng I n8t i t ut e of7I’ec hnol ogy,Y ancheng224051,C hi na)【摘要】Tc4钛合金的屈服强度和弹性模量比值高,故其成形后回弹量大,成形后不精确,难以成形出合格零件,需要进行校形,以得到合格零件。
因此对钛合金进行了校形实验,得到了感应加热工艺参数对材料校形的影响规律。
并运用大型商用模拟软件A N s Y s建立了钛合金热应力校形的模型.利用软件中L S—D Y N A求解器,对钛合金热应力校形的过程进行了模拟。
从而找出钛合金环热应力校形中的一些规律和校形最佳参数,期望能够将其用于指导生产。
关键词:T C4钛合金环(T j-6AI-叫4V);热应力校形;高频感应;试验研究【A bst ract】7‰埘幻旷T c4砌饥施m以协’s咖腽鲫℃,呼^(以)∞d ek庇,加也z础函秽e¨.}l泓印咖和∞后咖D删矿TC4加扎垤蠡6哲以聊m耙唧P埘啪俐舭叮蒯纱D厂TC4p硎c勰妇i,咖讥T C4£如∞i um趔哕聊e出t o6e伽e,池d驴e厂缸缸知,7聊正^e而es bt5拓i昭e印e矗聊彤s tⅡ咖矿£如饥i聊l d10y^n昏T k i姆uence l m D s《s om e,缸£or s Q r e go£t en,埘h泌h i ncl l撕k£he proce ss p揪钯rs《i越uct泌孔km i ng帆d so D几死e硎记如es渤如ks f k聊如Z矿TC4’s胁t s拓i凡g晓ro啦A NSYS s斫叫舭.舶t s拓i ng 忍“脚庇耐s锄“砌面帆旷T C4蠡南舶玑m啦A N SY S L s-D Y N A s甜以溉勘聊m协勰d叩£锄配m p删一把瑙Ⅱre加“,以,加^如^nr e e印ec把d t o6e印p如d t o t k prod眦t幻几K ey w nr ds:T C4t i t aIl i啪al l oy血惑T№气H V);Hot si zi n毋瑚gl l饥I qu蛐cyi nduct i伽;Expe订m明t r es ear ch中图分类号:T H l6,T G301文献标识码:A1引言钛合金材料由于具有优良的的耐腐蚀I生能、较高的强度和比强度以及较好的高温性能,广泛应用于航空、船舶等行业。
TC4钛合金棒材挤压拉拔的金相组织和力学性能演变过程探究
TC4钛合金棒材挤压拉拔的金相组织和力学性能演变过程探究1. 前言- 研究背景与意义- 国内外研究现状概述- 研究方法和内容简介2. TC4钛合金材料与试样制备- TC4钛合金材料特征介绍- 试样制备过程- 金相试样的制备和观察3. 挤压和拉拔工艺及其影响- 挤压工艺条件和过程- 拉拔工艺条件和过程- 工艺中对金相组织和力学性能的影响4. 金相组织和力学性能分析- 挤压、拉拔前后的金相组织比较- 不同挤压、拉拔工艺条件下的金相组织及力学性能- 受力状态下的力学性能表现和分析5. 结论与展望- 实验结果和分析总结- 研究过程中存在的问题- 展望今后的研究方向和应用前景第一章前言近年来,随着各行业对于高强度轻量化材料需求的日益增长,钛合金成为其中的热门材料。
TC4钛合金具有良好的力学性能,与具有良好耐腐蚀性能的不锈钢相比,其比强度高、比重轻、耐磨性好等特点越发突出,因此在航空、航天、机械制造、医疗器械、汽车工业等领域被广泛应用。
然而,制造高品质的TC4合金材料仍然是技术难题,其生产过程中一些缺陷的存在会影响材料的力学性能和可持续使用寿命。
目前,挤压和拉拔技术被广泛应用于钛合金材料的加工中。
这些加工技术的关键性能依赖于TC4钛合金的组织与力学性能变化的控制。
因此,钛合金棒材的挤压和拉拔变形机制和相关的金相组织和力学性能演变的研究变得极为重要。
本文的研究目标是对TC4钛合金棒材在挤压和拉拔工艺中的金相组织和力学性能变化进行深入的探究与分析。
本研究将揭示挤压和拉拔工艺条件下TC4合金的变形机制、金相组织和力学性能的演化规律,对于挤压和拉拔工艺的优化和TC4合金在各个行业的应用具有指导意义。
第二章 TC4钛合金材料与试样制备2.1 TC4钛合金材料特征介绍TC4钛合金是一种α+β型钛合金,组成为Ti-6Al-4V。
该材料具有较高的强度、刚性和良好的耐腐蚀性能,同时密度较低,是一种轻量化高强材料。
由于这些优良的性能,TC4合金广泛应用在飞机、汽车、医疗器械、航天器件等领域。
TC4钛合金框类零件热挤压数值模拟及工艺优化
( C l g fMe h nc l n lcr a E gn eig, igUnv ri f 1 ol eo c a ia a d Ee tcl n ie r N n ies yo e i n t
Ke r s Ho xr so y wo d te t in,TC4 ttn u aly,M s/S p ro g u ia i m l o c u e fr e, Nu rc lsmulto me ia i ain
- ’
0 引言
T 4钛合 金某框 类零 件 由于其 工 作 环境 的特 殊 C 性, 要求零 件 内部组织致 密 , 金属成形流 线分布合理 , 并能 承受 一定 的强 度 。加工该 零件 传 统 上采用 切 削 加工 或者铸造成 形 。切 削加 工该零 件 费时费 力破 坏
始挤压 温度 9 0(、 压速 率 3m / 2 ̄ 挤 2 m s为成形的合适 条件。 关 键词 热挤 压 ,C T 4钛 合金 , c Sp r re 数值模 拟 Ms/ uef g , o
Nu ia i lt n a d P o e s Op i z t n o mm‘ lS mu ai n r c s t c o mia i f o TC i n u Al y F a a tO tE tu in 4 T t i m l r me P r n Ho xr so a o
p o u t bu o e tu in fr ei e re a t o xr so e u td i o d s a i g Thsp o e si ui bl o s r d c , tlw x r so o c n s g n nt rsh te tu i n r s le n g o h p n . i r c s ss t efrt p a hi p o u ta d t n ta x r so e r d c n hei iile t in tmpe au e9 0 ( u r t r 2  ̄ 2,e tu i n s e d 3mm/si etr c n iin f ri. xr so p e sb t o d t o t e o
TC4基复合材料等温挤压变形组织演化和力学性能
TC4基复合材料等温挤压变形组织演化和力学性能钛基复合材料同时具备良好的力学性能和优异的高温耐久性能,在航空航天、先进军事等高技术领域具有广阔的应用前景。
原位自生的非连续增强钛基复合材料由于与传统钛合金制备技术的相容性,成为近年来钛基复合材料的重要研究热点。
然而,增强体的加入在提高诸多性能的同时降低了钛基复合材料的塑性,虽然塑性变形能够在提高其强度的同时改善塑性,但高的屈强比使变形工艺非常敏感,压缩了适合变形的工艺区间,加大变形加工的难度。
现有普通热锻、热轧、热挤压等方法对其在较高温度变形加工时,与模具的较大温差损失了材料的热量,使得变形加工只能采用小变形量的多道次和高应变速率进行,加剧了变形组织的不均匀性和增强体断裂程度,对塑性改善较为有限。
针对当前钛基复合材料热加工方法的不足,本文提出了能够消除材料和模具的温差,并提供强烈的三向压应力的等温挤压技术。
系统研究了挤压模角、挤压温度、挤压变形量等主要挤压参数对TC4基复合材料的基体组织形貌和晶粒取向,增强体的形貌和分布以及力学性能的影响规律,通过对基体TC4合金和不同增强体类型及含量的复合材料等温变形组织特征的研究揭示了增强体对复合材料变形组织和性能的作用机制。
主要研究内容和结论如下:1)利用原位自生方法制备出了多种具有不同增强体类型及含量的复合材料,研究了增强体类型及含量对复合材料组织的影响规律。
在铸态组织中,各复合材料增强体总体分布均匀,增强体的加入显著细化了基体TC4合金的初始β晶粒和β转变组织,阻碍了粗大连续晶界α相的生成。
随着增强体含量的增加,局部出现了团簇现象,在体积含量10vol.%的复合材料中生成了粗大TiC初晶和片状TiB初晶,急剧降低了复合材料的塑性。
增强体的加入促进了变形中基体组织的动态再结晶,协调了基体组织的变形,获得了比基体合金更为均匀的变形组织。
2)利用透射和扫描电镜研究了变形工艺参数对基体组织形貌的影响规律,揭示了变形中基体组织细化机制。
TC4钛合金对接板零件热成形工艺研究
TC4钛合金对接板零件热成形工艺研究顾俊海;刘蓓蓓;张骁【摘要】TC4钛合金的屈强比高、弹性模量小,热成形是目前TC4钛合金零件成形的主要方法之一。
热成形主要为了提高钛合金的塑形,减少零件的回弹。
针对一种典型钛合金弯曲件对接板零件的热成形工艺进行了研究,在确定工艺方案的基础上完成了热成形模具的设计,并进行了相关试验,最终确定了对接板零件的热成形工艺参数并得到了符合图样要求的零件。
%Due to the TC4 titanium al oy with the mechanical properties of high yield ratio and low elastic modulus, the hot forming becomes one of the most useful solution of it. The hot forming is used to improve the plasticity and reduce the springback of titanium. This paper focuses attention on the development of hot forming process for the TC4 titanium lap plate and designs the die based on the hot forming process. The qualified products are ultimately obtained with the optimized forming parameters .【期刊名称】《机械制造与自动化》【年(卷),期】2016(000)004【总页数】3页(P48-49,53)【关键词】钛合金;热成形;工艺;模具设计【作者】顾俊海;刘蓓蓓;张骁【作者单位】上海飞机制造有限公司,上海200436;上海飞机制造有限公司,上海200436;上海飞机制造有限公司,上海200436【正文语种】中文【中图分类】TG166.5钛及钛合金是一种重要的战略金属材料,在航空航天、海洋开发、化工、电力、冶金、汽车、建筑以及日常生活中具有广泛的用途[1]。
TC4钛合金型材热挤压过程坯料温度演变规律研究 - 重型机械
选择典型的工艺参数,分析数值模拟挤压过程 中温度场和应力场的分布情况。工艺参数见表 2 。
表2 ㊀挤压工艺参数㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀
T a b 2 ㊀E x t r u s i o np r o c e s s p a r a m e t e r s 挤压比 1 0 坯料直 径/ m m 1 3 0 挤压垫速 - 1 度/ m m ·s 1 0 0 坯料预热 温度 / ħ 9 0 0 模具预热 温度 / ħ 4 0 0 摩擦因子 ( 玻璃润滑剂处) 0 0 4
· ·5 4
重 型 机 械㊀㊀ ㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2 0 1 5 N o 1
[ 4 ] L X L i ,K P R a o ,Y L o u 对 T C 4管 材 挤 压
成形三维热力耦合数值模拟研究,表明由于变 形导致温度升高且最大温升高达 1 6 0ħ ;型材 挤压 方 面 的 研 究, 主 要 集 中 在 铝 合 金、 镁 合
WE I H u i h u i ,Y UX i n h o n g
( S c h o o l o f S c i e n c ea n dE n g i n e e r i n g ,N o r t h w e s t e r nP o l y t e c h n i c a l U n i v e r s i t y ,X i a n7 1 0 0 7 2 ,C h i n a ) A b s t r a c t :T h en u m e r i c a l s i m u l a t i o nm e t h o dw a s u s e dt oa n a l y s i s t h ec o u p l i n gt h e r m a l m e c h a n i c a l b e h a v i o r i n H s e c t i o np r o f i l ee x t r u s i o np r o c e s so f T C 4t i t a n i u ma l l o y .T h ed i s t r i b u t i o no f b i l l e t t e m p e r a t u r ea n dt h ee f f e c t r e g u l a r i t yo f d i f f e r e n t p r o c e s s p a r a m e t e r s o nt h eb i l l e t t e m p e r a t u r ew e r eo b t a i n e d .T h er e s u l t ss h o w e dt h a t t h e ,h e a tp r o d u c t i o na n dh e a tr a d i a t i o n b i l l e t t e m p e r a t u r ei n c r e a s e ss i g n i f i c a n t l yi nt h es t a b l ee x t r u s i o ns t a g e r e a c h e dd y n a m i cb a l a n c e .B i l l e t t e m p e r a t u r e o f f i l l e t w a s h i g h e r t h a nt h a t i no t h e r p a r t s o f t h e b l a n k .Wi t ht h e i n c r e a s i n go f e x t r u s i o ns p e e d ,f r i c t i o nf a c t o r ,e x t r u s i o nr a t i oa n dt h ed i ep r e h e a t i n gt e m p e r a t u r e ,t h eb i l l e t t e m p e r a t u r er i s ei n c r e a s e d ,w h i l et h eb i l l e tt e m p e r a t u r er i s ed e c r e a s e dw i t hi n c r e a s i n go ft h ep r e h e a t i n g t e m p e r a t u r eo f b i l l e t .T h eb i l l e t t e m p e r a t u r ed r o pc h a n g e do nt h e c o n t r a r y r u l e s .T h e o p t i m a l e x t r u s i o np r o c e s s w a s o b t a i n e df i n a l l y . K e y w o r d s :t i t a n i u ma l l o y ;e x t r u s i o n ;p r o f i l e ;n u m e r i c a l s i m u l a t i o比强度高、耐腐蚀 性能好以及良好的力学性能,因而在航空、航 天、舰船、兵器、石油、化工、医疗等领域得到
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目前,钛合金型材作为一种结构件,具有结构效益高的 特点,在航空航天中作为承力框架零件使用。钛合金型材成 形方法有冷拉成形、热拉弯成形和热挤压成形等加工方法。 而挤压成形可生产形式各异、截面复杂的型材,具有生产灵 活、加工效率高等特点,并且是复杂断面、空腹、变断面型 材的唯一加工方法 [1-2]。相对冷拉成形和热拉弯成形,挤压 型材的刚度好。因此,钛合金型材挤压制备工艺技术是一种 其他成形加工技术无法代替的制备成形加工技术。钛合金 挤压型材在俄罗斯和美国已经成功生产和应用了近五十余 年 [3]。国内个别型号曾经应用了钛合金的挤压型材,但由于 国内无法生定 1.1 钛合金 U 型材制备工艺
钛 合 金 U 型 材 在 3150T 水 压 机 进 行 挤 压 成 形( 见 图 1),进行切定尺,表面氧化层 处理,并在电阻炉里进行退火 处理,在电接触热张力矫直机 上进行矫直,具体工艺流程 :
型材挤压→切定尺→表面 氧化处理→退火→张力矫直→ 检查
Abstract: In this paper, the effects of heating temperature and cooling rate on the straightening deformation, microstructure and properties of U profile has been studied. The results show that: Under the same cooling rate, the straightening effect of U profile is better with the increase of straightening temperature. At the same heating temperature, as the cooling rate decreases, the resilience of the high temperature straightening deformation is smaller. The straightening effect of U profile is better. When the heating temperature is 720 ℃ and the cooling rate is 30 ℃ / min, the U profile after straightening can meet the requirements of AMS2245 《tolerance of titanium and titanium alloy extrusion strip, bar and profile》. When the heating temperature of straightening is not higher than 720 C, the straightening process does not change its microstructure and properties. Key words :Titanium alloy profiles; Profile straightening; Straightening process
M 冶金冶炼 etallurgical smelting
挤压 TC4 钛合金 U 型材矫直工艺研究
代春,张平平,王俊琪,李宝霞,谢林均
(宝鸡钛业股份有限公司,陕西 宝鸡 721014)
摘 要 :研究了矫直加热温度和降温速率对 U 型材矫直变形、组织和性能的影响。结果表明 :在相同降温速率条件下, 随矫直温度升高,U 型材矫直变形效果好 ;在相同加热温度时,随着降温速率减小,高温矫直变形后的回弹性越小,U 型材矫直变形效果好 ;矫直加热温度 720℃和降温速率 30℃ /min 时,矫直后 U 型材满足 AMS2245《钛及钛合金挤压条、 棒材及型材尺寸公差》的相关要求 ;矫直加热温度不高于 720℃,矫直工艺并不改变其组织和性能。 关键词 :钛合金型材 ;型材矫直 ;矫直工艺 中图分类号 :TG316 文献标识码 :A 文章编号 :1002-5065(2018)10-0004-2
Analysis of straightening process for extruded TC4 titanium alloy U profile
DAI Chun,ZHANG Ping-ping,WANG Jun-qi,LI Bao-xia,XIE Lin-jun
(Baoji Titanium Industry Group Co.,Ltd.,Baoji 721014 China)
由于异型材断面形状复杂,挤压过程中金属流动的不均 匀是客观存在的现象。优化模具设计只能做到调节所挤压型 材横截面各部位流动的相对均匀,因此挤压型材总会产生一 些扭转或者翘曲等不平直的现象。本实验使用的是挤压成形 的 TC4 钛 合 金 U 型 材,U 型 材 的 壁 厚 范 围 为 10~15mm 之 间为大断面型材。钛合金型材与普通的钢铁材料相比室温具 有高的屈服强度,大的截面系数和低的弹性模量,矫直难度 非常大,必须在加热下进行扭转和张力矫直,一般采用电接 触热张力矫直。本文着重分析了 TC4 钛合金 U 型材采用电 接触热张力矫直,其矫直温度、扭转力、拉伸力和降温速率 工艺参数对合金型材平直度、弯曲度和扭拧度的影响,为钛 合金型材矫直工艺提供一定理论依据。
图 1 挤压 TC4 合金 U 型材
收稿日期 :2018-04 作者简介 :代春(1976),男,汉,本科,高级工程师,研究方向 :钛及钛 合金加工工艺研究。
1.2 U 型材矫直方案
在金属挤压过程中,型材截面上各处的金属流动速度差
异较大,导致金属挤出模孔之后会发生扭拧(见图 1)。尽管
可以通过优化模具结构改善截面上金属速度场分布状态,钛