IEC和ASME试验标准的比较(完整版)
ASME焊接标准与中国电力行业焊接标准之比较

ASME焊接标准与中国电力行业焊接标准之比较表1 焊接材料对比表中国标准ASME C Mn Si Cr Mo S P 抗拉强度σb/MPa J507 ≤0.12 0.8~1.4 ≤0.70 ≤0.035 ≤0.040 490 E7015 不规定 1.25 0.9 0.2 0.3 不规定不规定482R407 0.05~0.12 0.9 0.6 2.0~2.5 0.9~1.2 ≤0.035 ≤0.035 590 E9015-B3 0.05~0.12 2.0~2.5 0.9~1.2 0.04 0.03 620R317焊条,是结合中国钒为富矿的国情开发的电焊条,用于焊接12CrLMoV等铬钼钒钢,而ASME 标准和AWS标准都没有列入。
国产设备中该钢种使用率很高,若根据ASME标准,虽已按中国标准评定了用R317焊条焊接,仍需要按ASME标准评定用R317焊条焊接12CrLMoV钢,而按中国标准,凡没有列入标准规定的外国母材和焊条完全可以按中国标准相应材料考虑。
由此看来,中国标准相对较灵活,适用于引进技术和材料。
4、质量检验等级的划分我们根据焊缝的重要程度把焊缝划分为一、二、三级。
对我国来说,在质量控制还不能完全到位的情况下,等同看待级别不同的焊缝,无疑会形成焊接质量失控的局面。
我们国家对承压管道的焊接和钢结构的焊接,均有重要和次要之分。
否则,很难保证所有焊缝均能达到规定的质量标准。
5、质量检验标准由于质量等级的划分不一样,所以两者的检验标准也不一样。
其差异见表2。
从表2中可以看出,ASME标准相对宽松。
双如,焊缝组对时内壁错口值,ASME标准允许2mm,而中国标准只允许1mm。
表2 质量检验标准对比表6、无损检验比例我国标准的无损检验比例确定方法是:根据分项工程系统工作参数和管口规格划分质量等级,依据焊缝的质量等级确定无损检验比例,检验比例为1%,5%,25%50%100%检验等几个档次,ASME标准中无损检验比例的确定,是根据工作环境(指受辐射热、烟气等)和管口规格等确定的,而且要么全检,要么不检,导致所有小口径焊缝均无需无损检验,其中包括锅炉水压试检验范围内中、小口径焊缝。
北美及中国电机试验方法标准的区别
三、对试验测量用仪器仪表的要求 3.5 转速测量仪表
标准编号 内容
准确度应在0.1%以内或误差在1r/min以 GB/T1032 内,取二者误差最小者
1 THD U1
U
n2
2 n
100 %
式中 E——电压谐波的总有效值,单位为V; E1——电压基波分量的有效值,单位为V; En——电压谐波的有效值,单位为V。
电压波形质量计算
GB/T1032
谐波电压因数HVF
2 Un HVF n2 n k
式中 Un——谐波电压的标幺值(以额定电压UN为基值); n——谐波次数(对三相交流电动机,不包括3和3的倍数); k——可取的最高谐波次数,一般为13。 另一种形式
标准编号
GB/T1032
内容
准确度等级应不低于0.5级。用低不确定度试验方法 (A或B)测定电机效率时,应不低于0.2级
IEEE112 NEMA MG1
对于一般试验,指示仪表的误差范围不可超过满量程 的±0.5%,而当试验结果用于效率试验方法B时,误差不 可超过满量程的±0.2%
效率试验时,必须限制其误差不超过满量程 CSA C390 的±0.2%
三、对试验测量用仪器仪表的要求
3.4 输出机械功率
标准编号 GB/T1032 IEEE112 NEMA MG1 CSA390 内容
标称转矩应不超过被试电机额定转矩的2倍测量 效率时转矩传感器及测量仪的准确度等级应不低于 0.2级;用于其他试验时应不低于0.5级 误差不可超过满量程的±0.2%
GB与ASME的比较

我国压力容器标准和ASME规范的比较分析原作者:黄安庭(杭州杭氧科技有限公司)摘要:本文主要从标准技术要求方面对我国压力容器标准和ASME规范进行了对比分析,详细描述和分析了两个标准体系相关标准的主要差别和相互对应关系,旨在和有关人士共同探讨如何深入理解和使用ASME规范。
关键词:压力容器;标准;ASME规范;比较分析美国ASME锅炉及压力容器规范是由美国机械工程师学会(ASME)的锅炉及压力容器委员会(BPVC)制定的,是世界上应用最早的标准之一,现已被公认为世界上技术内容最为完整、应用最为广泛的压力容器标准。
我国于1982年颁布了《锅炉压力容器安全监察暂行条例》及实施细则,明确了劳动部作为政府的主管部门,负责立法和管理工作。
1985年正式发行的《钢制压力容器设计规定》标志着我国开始形成统一的压力容器标准,1989年发行的GB 150—89《钢制压力容器》标志着我国已开始形成以强制性标准GB 150—89为核心的压力容器标准体系框架,经过十多年的发展,我国的压力容器标准体系在大多数领域内都有与国外标准相对应的标准,技术内容在总体上也达到了国际先进标准的水平。
为了使我国的压力容器产品能顺利进入国际市场,1984年兰州石油化工机器厂首家取得ASME认证证书后,全国较有实力的压力容器制造厂陆续取得ASME认证证书,现已有近百家企业通过ASME 认证。
但从总体上看,我国只有少数企业真正制造过ASME钢印产品,绝大多数企业仅仅处于证书阶段。
杭氧自1992年开始已制造了40多台ASME钢印产品,并已出口安装在美国、加拿大等发达国家,同时也制造了大量的按ASME设计、制造、检验的压力容器产品(不打ASME钢印)。
在杭氧刚开始设计、制造ASME产品时,绝大多数人(包括设计、制造、检验和营销人员)对ASME规范不熟悉,由此产生一种畏难情绪,在一定程度上影响了ASME产品市场的进一步开拓。
经过近十年ASME产品的设计、制造,相关人员逐渐了解、熟悉并掌握了ASME规范。
5.ASME标准简介系列五---ASME认证及取证(正式版)

ASME取证的程序与过程
• 索取申请表
– – – – 包括申请表﹑ASME规范目录﹑授权检验机构名录 信件 传真 ASME官方网站下载
ASME取证的程序与过程
• 签约授权检验机构(AIA)
– – – – – – ASME官方网站公布 签署“制造厂检验合同”(MIC) AIA参与取证准备工作 AIA参与联检 AIA检验钢印产品 AIA监督ASME体系
ASME取证的程序与过程
• 颁发ASME授权证书和钢印
– 联检后6至8周 – 三年有效期 – 换证要求同取证一样
四、 ASME取证的准备工作
– 编制QC手册 • 授权和职责 • 组织机构 • 图纸,设计计算和技术要求的控制 • 材料控制 • 检验和检查规程 • 不一致品的纠正 • 焊接控制 • 无损探伤 • 热处理 • 检验和试验设备的校验 • 记录保存 • 授权检验师 • 现场组装和安装(如适用) • 样表
ASME钢印及取证概述
• 只有那些持有ASME相关钢印证书的制造厂才能生产ASME钢印产品。
目前国内有近200家制造厂持有ASME各类钢印证书。其中以U钢印和 S钢印为主,以下内容也将围绕这两个钢印展开。U钢印用于按ASME 第VIII卷第一分册建造的非受火压力容器,S钢印用于按ASME第I卷建 造的蒸汽(动力)锅炉。
ASME取证的准备工作
• 检验
– 工序验收单(Checkoff List) – AI设检验点 • W-见证点 • R-审查点 • H-停止点 – 检验记录 – 焊接记录 – 数据报告(MANUFACTURE’S DATA REPORT)
ASME取证的准备工作
• 无损探伤(NDE)
– NDE人员培训,资格认定大纲(WRITTEN PRACTICE) • SNT-TC-1A 2001 – NDE人员资格 • 资历 • 文凭 • 培训记录 • 考试成绩 • 视力和色盲检察记录 • 资格认定证书 • 连续操作记录
ASTM、ANSI、ASME和API

ASTM、ANSI、ASME和APIASTM:美国材料与试验协会(American Society for Testing and Materials)ANSI:美国国家标准学会(AMERICAN NATIONAL STANDARDS INSTITUTE)ASME:美国机械⼯程师学会(American Society of Mechanical Engineers)API:美国⽯油协会(American Petroleum Institute)各⾃简介ASTM:美国材料与试验协会(American Society for Testing and Materials,ASTM)前⾝是国际材料试验协会(International Association for Testing Materials, IATM)。
19世纪80年代,为解决采购商与供货商在购销⼯业材料过程中产⽣的意见和分歧,有⼈提出建⽴技术委员会制度,由技术委员会组织各⽅⾯的代表参加技术座谈会,讨论解决有关材料规范、试验程序等⽅⾯的争议问题。
IATM⾸次会议于1882年在欧洲召开,会上组成了⼯作委员会。
ANSI:美国国家标准学会(AMERICAN NATIONAL STANDARDS INSTITUTE: ANSI)成⽴于1918年。
当时,美国的许多企业和专业技术团体,已开始了标准化⼯作,但因彼此间没有协调,存在不少⽭盾和问题。
为了进⼀步提⾼效率,数百个科技学会、协会组织和团体,均认为有必要成⽴⼀个专门的标准化机构,并制订统⼀的通⽤标准。
ASME:美国机械⼯程师学会 (ASME)(American Society of Mechanical Engineers)成⽴于1880年。
现今已成为⼀家拥有全球超过125,000会员的国际性⾮盈利教育和技术组织。
由于⼯程领域各学科间交叉性不断增长,ASME出版物也相应提供了跨学科前沿科技的资讯。
涵盖的学科内容包括:基础⼯程、制造、系统设计等⽅⾯。
IEC和ASME试验标准的比较(完整版)

IEC和ASME试验标准的比较(完整版)IEC和ASME各自所制定的汽轮机热力试验规程的比较1 概述目前世界上生产汽轮机的主要国家,几乎都制定了短文适应其本国科技生产水平的热力试验的国家标准。
但国际上普遍采用的是以下二套标准。
(1)国际电子委员会(IEC)制定并颁发的两种汽轮机验收标准《Rxles For Steam Turbine Thermal Aceeptences Tests》,两种标准的编号分别为:(a)文件953-1(方法A)——简称方法A,其原编号为5(Dontral office)23——1984(DOCUMANT A)。
它是一种最高精度等级的试验方法。
(b)文件953-2(方法B)——简称方法B,其原编号为5(Dontral office)24——1984(DOCUMANT B)。
它是一种允许一定的测量误差、精度范围较高的试验方法。
(2)美国机械工程师协会(ASME)制定,由美国国家标准局(ANSI)发布的《Steam Turbine Performance Test Code》两种标准,一个报告,它们是:(c)ANSI/ASME PTC6——1976,在1985年得到重新确认为ANSI/ASME PTC6——1976(凡1985)——简称方法PTC6,它同方法A一样,是一种最高精度等级的试验方法。
(d)ANSI/ASME PTC6.1——1984,简称方法PTC6.1,它是一种比PTC6精度稍低,测量总数和高精度测量数减少的一种试验方法。
(e)ANSI/ASME PTC6——1985,它没有包含所有的试验方法,就其实质是一个相对于PTC6——1976补充性质文件,它不能和PTC6规程结合起来使用。
TPC6——1976结合PTC6报告——1985(简称方法PTC6 报告)是一种有一定精度又易实施的试验方法。
引进机组在我厂已是主要的生产机组,随着竞争的激烈,机组的经济性已处于突出地位。
国标、美标、奥标对比

5.盖板安装尺寸(非强制, 可配套安装非标盖板)
6.坐圈(水圈)轮廓(非强制,可配套安装非标盖板) 7.便池高度
8.坐便器重力式水箱结构及尺寸
9.坐便器水封深度及水封回复水封深度 :≥51mm 水封回复 : 在水量测试过程中,每次冲洗后水封应至少回复至≥51mm。
10.坐便器功能测试 ⑴.测试压力: 重力和冲洗阀水箱式坐便器在140 KPa、350 KPa、550 KPa三个供水静压下进行测试; 冲洗阀驱动虹吸式坐便器在240KPa、240KPa、550 KPa三个供水静压下进行测试; 冲洗阀驱动冲出式坐便器在310KPa、310KPa、550 KPa三个供水静压下进行测试。 用水量测试启动冲洗装置并保持不超过1秒 。 1)每个压力下测试3次,得到3组主冲洗水量、总冲洗水量、后溢水(如果有)数据。 2)每次冲洗后观察水封回复情况,并测得水封回复深度。 3)双档的测试:测试顺序、压力转换细节、水封状况
• (e) 每轮测试重复步骤(d)制成8个纸球。
• (f) 在每轮测试前,将8个纸球逐个放入单独容器的水中直至其饱和。
• (g) 将8个饱和的纸球一个接一个放入便池,使它们分布均匀。
• (h) 启动冲洗,保持最长1秒钟,然后松开。
• (i) 冲洗循环结束后,记录从坐便器冲出的海绵和纸球数目。
• (j) 重复步骤(h) 以除去所有剩余的海绵和纸球。
•
重复步骤(b)到(j)完成一轮试验。重复这些步骤获得4组试验数据。舍弃4组数据中最差的
一组,其余数据作为试验结果报告。
• 性能要求:首次冲洗应至少从坐便器中冲出22个混合介质(海绵和纸球)。如果有残留的 在便池或管道内(海绵和纸球),在第二次冲洗时应全部被冲出。(如果第一次未冲出22 个介质,或第二次未能全部冲出,都视为试验失败)。尺寸 功能外观
ASME标准与的比较
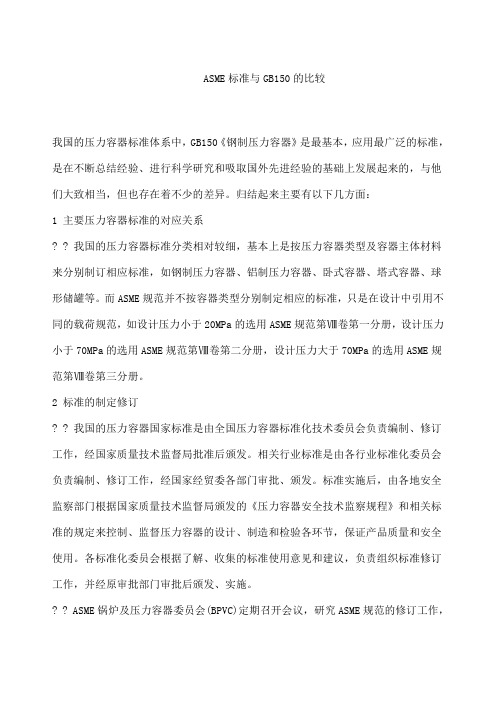
ASME标准与GB150的比较我国的压力容器标准体系中,GB150《钢制压力容器》是最基本,应用最广泛的标准,是在不断总结经验、进行科学研究和吸取国外先进经验的基础上发展起来的,与他们大致相当,但也存在着不少的差异。
归结起来主要有以下几方面:1 主要压力容器标准的对应关系? ? 我国的压力容器标准分类相对较细,基本上是按压力容器类型及容器主体材料来分别制订相应标准,如钢制压力容器、铝制压力容器、卧式容器、塔式容器、球形储罐等。
而ASME规范并不按容器类型分别制定相应的标准,只是在设计中引用不同的载荷规范,如设计压力小于20MPa的选用ASME规范第Ⅷ卷第一分册,设计压力小于70MPa的选用ASME规范第Ⅷ卷第二分册,设计压力大于70MPa的选用ASME规范第Ⅷ卷第三分册。
2 标准的制定修订? ? 我国的压力容器国家标准是由全国压力容器标准化技术委员会负责编制、修订工作,经国家质量技术监督局批准后颁发。
相关行业标准是由各行业标准化委员会负责编制、修订工作,经国家经贸委各部门审批、颁发。
标准实施后,由各地安全监察部门根据国家质量技术监督局颁发的《压力容器安全技术监察规程》和相关标准的规定来控制、监督压力容器的设计、制造和检验各环节,保证产品质量和安全使用。
各标准化委员会根据了解、收集的标准使用意见和建议,负责组织标准修订工作,并经原审批部门审批后颁发、实施。
? ? ASME锅炉及压力容器委员会(BPVC)定期召开会议,研究ASME规范的修订工作,经BPVC批准的规范修订建议将提交美国国家标准协会(ANSl),并在美国《Mechanical Engineering 》上发表,以公开征询所有关心此问题人士的意见,修订建议在规定的公开征询意见期满并经ASME最终批准后,在每年12月31日出版的ASME规范增补中予以公布。
规范修订条款经ASME批准后,可从《增补》所示出版日期起开始使用,除第Ⅱ卷A、B两篇中的材料标准的修订外,次年的7月1日成为强制性的要求,但在此之前签订的合同除外。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IEC和ASME各自所制定的汽轮机热力试验规程的比较1 概述目前世界上生产汽轮机的主要国家,几乎都制定了短文适应其本国科技生产水平的热力试验的国家标准。
但国际上普遍采用的是以下二套标准。
(1)国际电子委员会(IEC)制定并颁发的两种汽轮机验收标准《Rxles For Steam Turbine Thermal Aceeptences Tests》,两种标准的编号分别为:(a)文件953-1(方法A)——简称方法A,其原编号为5(Dontral office)23——1984(DOCUMANT A)。
它是一种最高精度等级的试验方法。
(b)文件953-2(方法B)——简称方法B,其原编号为5(Dontral office)24——1984(DOCUMANT B)。
它是一种允许一定的测量误差、精度范围较高的试验方法。
(2)美国机械工程师协会(ASME)制定,由美国国家标准局(ANSI)发布的《Steam Turbine Performance Test Code》两种标准,一个报告,它们是:(c)ANSI/ASME PTC6——1976,在1985年得到重新确认为ANSI/ASME PTC6——1976(凡1985)——简称方法PTC6,它同方法A一样,是一种最高精度等级的试验方法。
(d)ANSI/ASME PTC6.1——1984,简称方法PTC6.1,它是一种比PTC6精度稍低,测量总数和高精度测量数减少的一种试验方法。
(e)ANSI/ASME PTC6——1985,它没有包含所有的试验方法,就其实质是一个相对于PTC6——1976补充性质文件,它不能和PTC6规程结合起来使用。
TPC6——1976结合PTC6报告——1985(简称方法PTC6 报告)是一种有一定精度又易实施的试验方法。
引进机组在我厂已是主要的生产机组,随着竞争的激烈,机组的经济性已处于突出地位。
在签定的订货合同中,对机组的验收试验(或考核试验)已是必不可少的项目。
为此,我们收集了有关资料,就学习所得,试图对二套标准作一比较,以便在验收试验项目的谈判中有所权衡。
2 适用范围及测量结果的不确定度汽轮机组热力验收试验选用何种规程,一方面要考虑该规程的测量结果精度,另一方面试验的目的及所需的费用亦是不可忽视的因素,而且往往是决定性的因素。
虽然方法A,方法PTC6是一种高精度的热力验收试验规程,但是,该规程对试验系统的严密性要求高,也就是制造厂必须有高的科技生产水平与之相适应。
这点不是所有的制造厂家都能达到的。
同时试验中需大量的高精度的测量仪器,这相应要增加购买高精度测量仪器的费用和在量校验仪器的费用。
在资料中叙述了在美国对一台1000MW额定功率的汽轮机组的一次满足PTC6规程的热力试验,以考核其经济性。
当时试验的耗资约500,000美金(1980年物价)。
尽管通过验收试验有可能证明机组的热力性能未满足保证值而获得可观的罚款,但其试验费用仍是高昂的。
因此在美国在新装机组中按PTC6规程做验收试验的仅占10%左右。
若采用PTC6.1规程,其试验费用将是PTC6的1/10,各试验规程的适用范围列举如下:2.1 方法A和方法PTC6的适用范围及不确定度(1)适用于大容量凝汽式汽轮机或首台样机的高精度的验收试验。
(2)试验结果的不确定度。
(a)方法A的不确定度:对火电机组≯0.3%,对核电机组≯0.4%。
(b)方法PTC6的不确定度:对火电机组≯0.25%,对核电机组稍高≯0.4%。
2.2 方法B和方法PTC6.1的适用范围及不确定度。
(1)方法B适用于各种类型、容量和用途的汽轮机的较大精度范围的热力验收试验。
(2)方法PTC6.1的适用范围基本上同于方法PTC6。
(3)试验结果的不确定度。
(a)方法PTC6.1的不确定度:对于大容量凝汽式机组≯0.34%,核电机组稍高。
(b)方法B的不确定度:对于大容量凝汽式火电机组在0.9%-1.2%以内,核电机组在1.1%-1.6%之内。
2.3 方法PTC6(结合报告)适用于商业性的验收试验,而且试验双方在试验前就与PTC6相违背的所有方面达成书面协议的情况下,进行试验,其试验结果的不确定度及与保证值的比较都要在试验前达成协议。
3 四种试验规程的主要差异从汽轮机的验收试验规程制定的历史过程来看,上述四种试验规程既有着亲缘关系,又有着各自的特点。
在IEC二种试验规程的制定中,IEC秘书处的工作指定由美国ASME承担,由六个国家举行了多次会议,确定了方法A、方法B。
由于上述二规程在使用过程中发现了需待修正和澄清的差异及含混之处,所以进行了对1941年版规程的1949年修订版的工作,并经ASME理事会的批准采用。
编写定为PTC6-1949。
其后根据汽轮机发展的需要,IEC和ASME都各自进行了修订工作,最后分别确定了现今所见的最新版本(如“1概述”中所列)。
正由于二种规程有着亲缘关系,所以它们的目的,指导性原则,测试仪表和测量方法。
试验结果的计算等基本点是基本相同的。
但是,彼此根据汽轮机发展所出现的问题,在各自所作的修订工作,侧重点不同,因而出现了差异,主要差异在下面列出:3.1 方法A和方法B的主要差异在检测试验方法,测量仪表的精度以及试验结果对保证值的比较上。
在二规程的第4条款“测度技术和测试仪表”中,所提出的试验测点及所需的仪表基本上是相同的(方法PTC6亦有类似的规定)。
方法A、B的不同在于:(a)方法A使用的是专门经过校验的仪表和现有最好的测量方法。
测试技术的说明详细,不需过多的有足够经验的专家参加试验,通常在试验结果和保证值进行比较时不考虑不确定度。
(b)方法B使用的是合适的仪表和适当的试验方法,有些试验措施要由试验人员自己决定,因此需要有足够经验的专家参加试验,在试验结果和保证值进行比较时应考虑不确定度以及老化修正。
3.2 方法PTC6和方法PTC6.1主要差异在于试验测点和所需的高精度的数量上。
方法PTC6.1的采用在于减少试验费用和试验的复杂性,其方法的基本点在于直接测量最终给水流量和简化系统的修正方法,这就使得试验的测点数减少,所需用的高精度仪器亦较PTC6少,并可使用经过校验的电厂仪器。
美国曾在一台额定功率为570MW的中间再热凝汽式汽轮机上同时按PTC6和PTC6.1方法做试验,该机组高中压缸是合缸布置,二个双流低压缸共有四个排汽口,有二个高压加热器,四个低压加热器和一个除氧器组成的七级回热系统,131个。
如果按PTC点,其测点总数仅为PTC6测点总数的29%。
按PTC6,对试验结果要考虑回热系统的影响,做逐步逼近计算,作出修正,计算步骤较国复杂(规程中的第一类修正),按PTC6.1,由于减少了许多测点,不能应用上述方法作修正计算,必须借助于试验前待测系统准备好的各种修正曲线对一些对系统有较大影响的因素进行修正,使计算工作大为减少。
2.3 方法A与方法PTC6的差异在于对规程中的要求有违背时,能否通过协商在双方均同意的情况下,该试验被接受。
(a)方法A要求试验期间总的不明泄漏量≯0.1%,否则,仅在双方同意的情况,该试验才能被接受,但其对试验时间的安排没作出可协商的条款,因为在条款中强行规定了机组热耗试验结果不考虑启动焓降效率或老化影响的修正。
(b)方法PTC6中,严格规定了不明泄漏等应小于偏负荷试验主蒸汽流量的0.1% ,未立可变通的条款,但其对试验时间的安排都作了补充规定,在PTC6的3.04条款“除非另有不同的书面协议,在任何情况下,试验应在合同的保证期内进行”。
这点在ANSI/ASME PTC6报告-1985中作了补充说明。
PTC6报告-1985中的3.07条款规定了经协商,双方均同意的条件下,老化修正系数的计算法。
3.4 在简化试验方法方面,PTC6.1 明显优于方法A、方法B以及方法PTC6.1(包括PTC6.1(结合报告)的方法),当汽轮机组热力系统的不明泄漏量和运行满足PTC6的要求时,采用PTC6.1是适宜的,因简单可行但有高的精度。
但在国内迄今尚未见采用PTC6.1的先例,究其原因可能是,过去相当长的时间内,这一方法未被有关人员掌握,或者是在高压给水管道中的流量测量装置的设计、制造、安装方面,电力设计院设计时,无人统筹、协调。
电力设计院只是按常规设计,一但机组安装完成交付使用,这时若再想把流量测量装置嵌入或并联于高压给水管道中,由于事前没有规划,很可能难以满足流量喷咀前后直管较最小长度的要求。
若改装管道系统,可能出现添置高压阀门、管、各焊缝作探伤检查等一系列麻烦事。
所有这些因素影响了PTC6.1在我国的推广。
4 系统的隔离试验结果的精度取决于对系统的有效隔离:(1)方法A与方法PTC6对系统不明泄漏量规定十分严格。
其泄漏量不应超过满负荷试验时主蒸汽流量的0.1%,若超过0.1%,方法A还有变通的余地,经协商双方同意的情况下,该试验可接受,在商定中,还要指明汽机、锅炉对泄漏量的分配,而方法PTC6未见有变通的条款。
(2)方法PTC6.1对系统隔离的要求同于PTC6。
(3)方法B对系统不明泄漏量的规定较宽,其不明泄漏量不大于试验结果相对测量不确定度(以前百分比表示)的0.4倍,否则经协商在以方均同意的情况下承认这次试验。
综合上述,按方法A、方法PTC6、方法PTC6.1一台300MW火电机组的不明泄漏量不允许超过0.92t/h,按方法B可放宽到不超过44t/h。
为了减小不明泄漏量,系统中各阀门必须严密。
在试验前必须采取各种有效方法检查其严密性,从国内已有的经验来看,要做到满足方法A、方法PTC6等的要求是困难的,经过努力做到满足方法B的要求是可能的。
5 对运行工况的要求对运行工况的要求,方法A、方法PTC6、方法PTC6.1较方法B严格。
除另有协议外,试验工况的每一参数的平均值与额定值间的最大允许偏差及其最大允许波动不得超过表1、2所给的极限。
表1 运行工况时平均值与额定值间的最大允许偏差绝对压力的3%(0.5MPa)绝对压力的5%(0.85MPa)过热度<25K时,8K 过热度>25K时,15K(15K)15K15K (15K)0.0050.005绝对压力的 2.5% (0.1225kPa)8K5% (0.1225kPa)10K5%1500kW5%表2 运行工况时,运行参数的测量值及对平均值允许的最大快速波动绝对压力的0.5%(0.0835MPa)绝对压力的 2.5%(0.0420MPa)过热度25K时,2K 过热度>25K时,1K(1K)7.5K7.5K (7.5K)0.0010.0025绝对压力的12.5%(0.588kPa)5K0.25%(750kW)从表1看,若按方法A,排汽压力只允许对额定值有很小的偏离,这在高环境温度满负荷试验工况下是难做到的,故方法A在附注中又说明当排汽温度偏离额定值达2.5%或0.3kPa时,只要试验一方提出要求就要对其修正,而且建议进行特定试验以确定修正系数。