汽车刹车片制作工艺
刹车片工艺流程培训

刹车片生产工艺流程
二.生产流程
A.钢背检验: • 钢背作为摩擦材料基体,承担着最基础的工作,所以前期需要对钢背进行处理 • 钢背检验:外协件的钢背需要依照我们的图纸进行检测,测量其尺寸、平面度等是否
符合我们的图纸要求。 • 对于检验合格的钢背,投入生产。检验不合格的,进行不合格品评审或者退货处理并
C.钢背抛丸(也叫喷砂处理) • 检验合格的钢背,在投入生产之前,需要进行抛丸处理。 • 钢背抛丸:因为我们所采购的钢背表面有污渍或者油污,所以需要进行抛丸处理,是
利用设备的高速旋转,让砂丸持续不断的击打在钢背面上,将污渍油渍等去除.
• 作用:1、去除表面氧化皮 2、去油和表面的一些杂物3、提高钢背表面的洁净度
压机、模具、脱模机、游标卡尺、电子称、自动称量机、配方料(摩擦材料)刮刀、 毛刷等。
刹车片生产工艺流程
• G.热处理: • 热压结束以后的产品必须要进行热处理,热处理目的使树脂充分化,使材料和材料之间更加
紧密的结合在一起,弥补人员压制时间不足.采用的设备室热处理箱,热处理严格依照技术 要求实施。 • H.钻孔、开槽、平磨、倒角: • 热处理完成后的产品进行表面积加工,磨制到客户所需要的厚度,钻孔、开槽、倒角等符合 技术要求,采用的设备立式钻床、直线磨床、圆盘磨床、开槽机倒角机等 • I.烧蚀: • 烧蚀使未完全反应的摩擦材料分解掉,达到首次装车的舒适性,只针对陶瓷有机材料 • J.退磁和喷塑(喷粉): • 退磁工序是使产品完全不带磁性,不吸其他铁,去除表面残留的摩擦材料。 • 喷粉要注意静电电压、烘道温度和烘道烘烤时间,要注意喷涂厚度、均匀度和涂料履盖率, 产品塑层厚度:70±30μm
刹车片生产工艺流程
• K.移印喷码: • 喷码于摩擦材料或减震表面、侧面,要注意喷码的位置、大小、附着力和清晰度 • 具体参照客户的要求 • L.附件安装: • 铆装包括旋铆(PAD)和压铆(SHOE);要注意附件配置,附件定位,附件牢固
汽车摩擦片的加工工艺
汽车摩擦片的加工工艺汽车摩擦片是汽车刹车系统中的重要零部件,其加工工艺直接关系到摩擦片的质量和性能。
本文将从原材料选择、加工工艺和质量控制等方面介绍汽车摩擦片的加工工艺。
一、原材料选择汽车摩擦片的主要原材料是摩擦材料和基材。
摩擦材料常用的有有机摩擦材料和无机摩擦材料。
有机摩擦材料具有良好的摩擦性能和耐磨性,常用的有有机树脂、纤维素等;无机摩擦材料主要有金属、陶瓷等。
基材一般选择金属材料,如钢板或铸铁。
二、加工工艺1. 切割:根据摩擦片的尺寸要求,将原材料进行切割。
常用的切割方法有剪切、冲压和激光切割等。
2. 成型:将切割好的摩擦材料和基材经过成型工艺,使其具有所需的形状和结构。
常用的成型方法有压制、注塑和烧结等。
3. 硬化处理:为了提高摩擦片的硬度和耐磨性,需要对其进行硬化处理。
常用的硬化方法有淬火、渗碳和表面喷涂等。
4. 精加工:通过精加工工艺,对摩擦片进行修整和调整。
常用的精加工方法有磨削、车削和铣削等。
5. 表面处理:为了提高摩擦片的摩擦性能和耐腐蚀性,需要对其进行表面处理。
常用的表面处理方法有镀铬、镀锌和喷漆等。
三、质量控制汽车摩擦片的质量直接关系到汽车的行驶安全性,因此在加工过程中需要进行严格的质量控制。
主要包括以下几个方面:1. 原材料检验:对摩擦材料和基材进行化学成分和物理性能的检验,确保其符合相关标准要求。
2. 加工过程控制:在每个加工环节都需要进行严格的控制,包括尺寸、形状和表面质量等。
3. 硬度检测:对摩擦片进行硬度测试,确保其硬度达到要求,以保证刹车性能。
4. 摩擦系数测试:通过摩擦系数测试,评估摩擦片的摩擦性能,确保其符合相关标准要求。
5. 耐磨性测试:通过模拟实际使用条件下的磨损测试,评估摩擦片的耐磨性能。
6. 相关性能测试:对摩擦片的其他性能指标,如抗拉强度、冲击韧性等进行测试,确保其满足设计要求。
通过以上的加工工艺和质量控制,可以保证汽车摩擦片的质量和性能。
同时,加工过程中需要严格遵守相关的安全操作规程,确保加工过程的安全和环保。
机动车制动器零部件的材料与加工工艺
机动车制动器零部件的材料与加工工艺随着汽车工业的蓬勃发展,机动车制动系统的性能和可靠性变得越来越重要。
而机动车制动器零部件作为制动系统的核心组成部分,其材料选择和加工工艺的优劣直接影响着整个制动系统的性能和安全性。
本文将介绍机动车制动器零部件的常用材料以及加工工艺,并探讨其对制动系统性能的影响。
一、机动车制动器零部件的材料选择1. 制动盘材料制动盘是机动车制动器的关键部件之一,对其材料的选择有着重要影响。
目前常用的制动盘材料包括铸铁、钢铁和复合材料。
铸铁具有较高的热传导性和耐磨性,适用于大型商用车辆;钢铁的强度和耐磨性较高,适合轿车和SUV等轻型车辆;而复合材料由于其重量轻、热传导性能好等特点,正逐渐成为制动盘的主流材料。
2. 制动片材料制动片是机动车制动器的重要组成部分,其材料的选择直接影响着制动性能和寿命。
常用的制动片材料包括有机材料、半金属材料和陶瓷材料。
有机材料制动片具有良好的刹车性能、低噪音和低磨损,适用于日常城市行驶;半金属材料制动片通过添加金属粉末来提高制动性能和散热性能;而陶瓷材料制动片则具有较高的摩擦系数和耐高温性能,适用于高速长距离行驶。
3. 制动油材料制动油是机动车制动器正常运行所必需的润滑材料,不仅需要具有较高的耐高温性能,还需要有较好的抗氧化性和抗腐蚀性。
常用的制动油材料包括矿物油、合成油和无溶剂刹车油。
矿物油具有较高的抗氧化性和抗腐蚀性,但耐高温性较差;而合成油则具有较好的耐高温性能和抗氧化性能,但价格相对较高;无溶剂刹车油则是一种新型的环保制动油,具有优异的高温稳定性和润滑性。
二、机动车制动器零部件的加工工艺1. 制动盘的加工工艺制动盘的加工工艺通常包括铸造、热处理、机械加工和表面处理等环节。
首先,通过铸造工艺将铁水注入制动盘模具中,形成所需的制动盘形状。
然后,对铸造好的制动盘进行热处理,提高其硬度和耐磨性。
接下来,通过机械加工工艺,对制动盘进行车削、切割和打磨等工序,使其具有更加精确的尺寸和表面平整度。
汽车刹车片生产加工涉及到的机械设备和工艺流程大全

汽车刹车片生产加工涉及到的机械设备和工艺流程大全第一篇:汽车刹车片生产加工涉及到的机械设备和工艺流程大全汽车刹车片生产加工涉及到的机械设备和工艺流程一、直线磨动力输送机、输送线;二、直线磨床+锯床:磨PAD粉料块;粉料块倒角(倒角主要是利用汽车转弯时刹车);切槽(利于汽车刹车时散热);三、抛丸清片机:用于PAD皮坯的清洁、抛丸等工艺;钢背抛丸质控点:检验粗糙度(核对封样)、去氧化皮;四、喷粉生产线:01,烘道履带速度;02,粉量:平光粉、砂纹粉;03,发热管;04,涂料履盖面积;05,喷涂外观(表面效果);06,涂料附着力;07,烘道温度;08,涂料厚度;09,MEK测试;10,核定表显符工艺;11,百分百履盖;12,棉棒不沾黑色;五、热压机:01,电流;02,电相:A、B、C;03,温控;04,油泵启动/停止;05,自动/手动;06,PLC运行/开关;07,开关;08,升降台上行、下行;09,主缸上行、下行;10,衬片冷压块的热压粘合:粉末经冷压成型,再经过热压;11,四注热压机,模具腔;六、冷压机;七、布胶机:质控点:钢背涂胶履盖面积:百分百;胶面干燥度:手摸不粘手;八、直线磨除尘箱;九、空压机;十、清片机除尘箱;十一、风机反吹;十二、全吸平面磨床;十三、热处理烘炉:01,电压;02,电流;03,参数输入;04,温控表;05,手动/自动;06,启动/停止;07,加热/保温;08,风车;09,电源;10,报警;十四、滚筒式抛丸清理机(钢背抛丸):清除锈斑、氧化皮,达到粗糙度要求;用钢丸抛丸用于平光粉或砂纹粉喷涂;钢蹄抛丸供应商方面已经除油不酸洗工作,抛丸只是为了去除氧化皮,以满足钢蹄根板与面板焊接力及衬片粘接力要求;要及时检验抛头角度、砂量及抛头电机的电流;十五、单面磨床、双面磨床、端面磨床、内磨机、外磨机;十六、打孔机;削边机;十七、除油清洗生产线;十八、滚筒抛丸机:滚筒进料门;抛头;滚筒;除尘;出料;转台;十九、拌胶机、涂胶机、烘胶机(质控点):拌胶机:胶、酒精、搅拌浆、搅拌胶桶、搅拌时间;涂胶机:槽内液体液位;烘胶机:升温炉内温度;涂胶滚筒和烘胶线的转速;冷却风扇;胶位控制器;涂胶输送带;热压后皮坯剪切力和残留物面积达到设计要求,钢件抛丸后通过涂胶输送履带在涂胶滚筒上涂胶,再通过烘干道和风干道,要注意涂胶机履带的调速和烘道限温;钢背配胶工艺:01,3千克/份;02,粘胶:工业酒精=1:3;03,粘胶:丙酮=1:1;04,搅拌时间:6分钟;05,台式搅拌机。
刹车片制作配方
刹车片制作配方
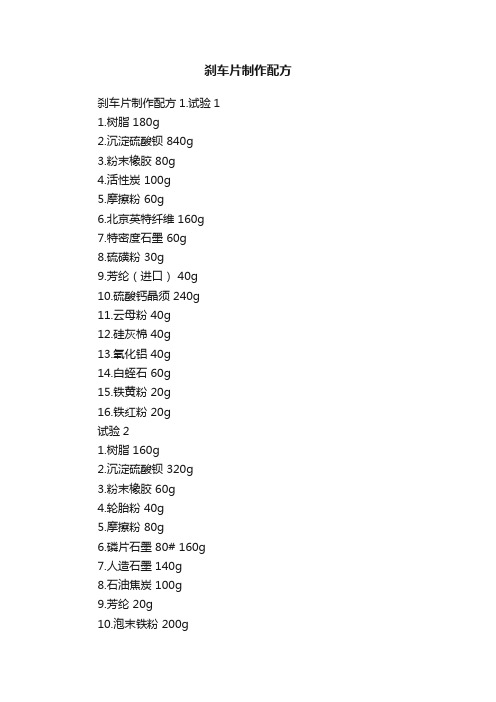
刹车片制作配方1.试验1
1.树脂 180g
2.沉淀硫酸钡 840g
3.粉末橡胶 80g
4.活性炭 100g
5.摩擦粉 60g
6.北京英特纤维 160g
7.特密度石墨 60g
8.硫磺粉 30g
9.芳纶(进口) 40g
10.硫酸钙晶须 240g
11.云母粉 40g
12.硅灰棉 40g
13.氧化铝 40g
14.白蛭石 60g
15.铁黄粉 20g
16.铁红粉 20g
试验2
1.树脂 160g
2.沉淀硫酸钡 320g
3.粉末橡胶 60g
4.轮胎粉 40g
5.摩擦粉 80g
6.磷片石墨 80# 160g
7.人造石墨 140g
8.石油焦炭 100g
9.芳纶 20g
10.泡末铁粉 200g
11.白蛭石 120g
12.钢棉 400g
13.氧化铝 40g
14.氧化钙 20g
15.轻质氧化镁 120g
16.硅灰棉 20g
试验3
1.树脂 180g
2.沉淀硫酸钡 560g
3.粉末橡胶 60g
4.轮胎粉 40g
5.摩擦粉 80g
6.活性碳 80g
7.硫酸钙晶须 200g
8.LFC101纤维 120g
9.芳纶 40g
10.紫铜棉 60g
11.云母粉 40g
12.铬铁矿粉 60g
13.氧化铝 40g
14.磷片石墨 80# 280g
15.空心球 120g
16.铁黄粉 40g
17.颗粒石墨 0.3-0.8 40g。
刹车片组成结构

刹车片组成结构
刹车片是汽车刹车系统中非常重要的零部件之一,其组成结构较
为复杂。
以下将从多个步骤阐述刹车片的组成结构。
1. 基材层:刹车片基材主要是钢板或铸铁材质,可提供刹车片
机械强度。
基材层通常会在制造过程中先进行加工和打磨。
2. 摩擦材料层:刹车片的摩擦材料层是使用最为广泛的制动材
料层。
这一层主要由摩擦粉末、树脂、纤维和其他一些添加剂组成。
其中,摩擦粉末可以是金属粉末、碳化硅粉末和润滑剂等。
在摩擦制
动时,摩擦材料层将摩擦热量转移给刹车片基材。
这一层的厚度通常
在几毫米到十几毫米之间。
3. 胶合层:刹车片的胶合层主要起到粘合摩擦材料层和基材层
的作用。
该层通常使用有机胶水或无机硬化物胶水制成。
胶合层的良
好粘合质量对于提高刹车片的可靠性非常重要。
4. 钢片层:钢片层通常用于调整刹车片的整体硬度和厚度。
在
摩擦制动时,钢片层可以减少摩擦材料层和胶合层的变形。
5. 防噪层:防噪层也称为衬板层,主要用于减少刹车系统噪音
的产生。
该层通常使用铆钉固定于摩擦材料层上,并可以起到维护刹
车片美观、保护刹车盘的作用。
综上所述,刹车片的组成结构很复杂,由多个层组成。
这些层包
括基材层、摩擦材料层、胶合层、钢片层和防噪层。
一些实用的特殊
材料和技术通常也用于提高刹车体系的性能和制动效果。
在此提醒您,定期检查和更换车辆刹车系统的零部件,是保证驾驶安全的重要措施
之一。
2017年刹车片刹车盘生产工艺流程
将模具安装在造型机中,用砂处理混制后的型砂压制出具有一定的硬度、无拔模不良的模具造型。
5
将熔炼合格的铁水按照一定的重量、温度、速度浇注到造型形成的型腔中,同时进行自然冷却。
6
抛掉浇注后毛坯表面的粘砂。
7
将抛丸处理后合格的毛坯,按照工艺要求通过车削方式加工至半成品。
8
将粗加工后的半成品,按照工艺要求,通过车削、钻削、平衡、打标等加工至成品。
3
按产品生产工艺,在一定时间、温度、压力参数下将钢背和混合好的摩擦材料粉末进行压制粘接为一体。
4
根据不同客户需求,将刹车片表面喷上不同的颜色、规格的塑粉,起到防锈美观的作用。
5
将附件通过铆接、粘接等方式安装于刹车片上。
6
将成套刹车片根据客户要求的包装方式连同附带的附件、说明书、合格证等进行装行防锈处理。
10
将清洗、防锈后的产品,采用套袋、封袋等方式装入包装盒,按标准放置于托盘上。
二
1
将钢板依据工艺流程顺序,选择对应模具及合适吨位的冲压设备逐步作业,冲裁出规定形状的筋板和弧板毛坯,并使之达到规定的尺寸要求。
2
将筋板和弧板通过自动轮焊机,使其弧板凸点熔化与筋板焊接在一起,再通过整形机校正成型为蹄铁(制动蹄)。
3
根据不同客户需求,将蹄铁(制动蹄)表面浸上不同的颜色、不同亮度的液体胶,起到防锈美观的作用。
4
该工序为刹车片生产过程中的核心工艺。采用计算机检测和集中控制系统,由中央控制计算机根据设定的配方发出相关的指令、连锁控制各个料仓实现全自动配料。采用双计算机电控系统,提高了双车配料的可靠性和配料的精准度,屏幕动态显示移动配料称量车位置及配料重量,保证整个配料线处于实时监控状态。
5
刹车片生产工艺流程
刹车片生产工艺流程在汽车制造中,刹车片的品质和性能一直是关注的重要问题。
刹车片的制造是一个十分复杂的流程,需要严格的质量控制和操作步骤。
下面,本文将为您介绍刹车片生产的工艺流程。
第一步:原材料准备生产刹车片的原材料一般是由钢铁、铜、铜矿物和石墨等物质组成。
在生产刹车片的过程中,需要准备这些原材料和化学物质。
首先,原材料必须配精确的比例并进行筛选,然后将它们送入混合机中按设定的时间和系数混合调节,制作成备料。
第二步:压片成型将原材料装在压机中,经过一定的温度和压力加工而成的铸块即为刹车片的毛坯。
然后,将毛坯放置在自动切割设备中,按照设定的尺寸和形状进行修割和打磨,制成标准的刹车片薄片。
第三步:预烧与硬化刹车片薄片需要经过预烧和硬化的环节才能达到使用的标准。
在预烧的过程中,将薄片置于预热设备中,通过升温和降温,使其达到一定的韧性和强度。
如果没有预烧,刹车片在磨擦时容易变形和损坏。
硬化的过程中,需要将预烧后的刹车片薄片置于硬化炉中进行加热和冷却,以消除刹车片的残余应力,保证其性能稳定。
第四步:喷涂与组装一般情况下,刹车片在制作过程中需要进行喷涂防锈和涂装标识。
喷涂要求均匀且品质优良。
最后,将刹车片装配至汽车制动系统中,调整制动器和制动盘之间的间隙,使其达到最佳状态。
以上是刹车片生产的流程,尽管这个过程十分复杂,但却是制造高品质刹车片不可或缺的环节。
在整个制作过程中,需要严格按照标准化流程进行,并进行严格的品质控制,确保刹车片的品质和性能达到最佳状态,以确保汽车的安全性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车刹车片制作工艺
一、引言
汽车刹车片是汽车制动系统中关键的安全部件,其性能直接影响到车辆的制动效果和驾驶安全。
因此,对于刹车片的制作工艺要求非常严格,需要保证其具有良好的摩擦性能、耐磨损性能、热稳定性以及较低的噪音等特性。
本文将详细介绍汽车刹车片的制作工艺,包括材料选择、制作流程以及生产技术要求。
二、材料选择
汽车刹车片的主要材料包括摩擦材料、粘结材料和增强纤维等。
其中,摩擦材料是刹车片的核心部分,直接决定着刹车片的性能,如制动摩擦系数、耐磨性等。
常见的摩擦材料有石棉、半金属、陶瓷和少量的非金属合成物等。
粘结材料则起到将摩擦材料粘结成一个整体的作用,常用的粘结剂有树脂、橡胶等。
增强纤维则是用于提高材料的力学性能和稳定性,常用的是玻璃纤维和芳纶纤维。
在选择材料时,需要考虑摩擦系数、耐热性、耐磨性、环保性以及成本等因素。
同时,还需要根据不同的使用环境和工况选择适合的材料。
例如,对于长期高温或高湿度的环境,需要选择具有良好耐热性和耐腐蚀性的材料;对于需要频繁制动的工况,需要选择耐磨性较好的材料。
三、制作流程
汽车刹车片的制作流程包括以下几个步骤:
1.配料与混合
配料是刹车片制作的第一步,也是非常关键的一步。
配料时需要按照配方将各种原材料按照一定的比例混合在一起,并充分搅拌均匀。
这一步的目的是确保所有原材料的均匀分布,以保证最终产品的性能稳定。
2.热压成型
热压成型是将混合好的原材料放入模具中,通过加热和加压的方式使其成型。
这一步是通过物理手段将材料固定成需要的形状和大小,是刹车片制造过程中最为重要的一步。
在这个过程中,温度和压力的控制非常关键,它们会影响到材料的流动性和成型效果。
3.固化与冷却
在热压成型后,刹车片还需要经过一段时间的固化与冷却过程。
这个过程是为了让材料充分稳定,并确保其在后续加工和使用过程中不会发生变形或开裂等问题。
这一步是成型过程中的必要步骤,对于保证产品性能非常重要。
4.切割与磨削加工
固化冷却后,需要对刹车片进行切割和磨削加工,以去除多余的边角料和不平整的部分,使刹车片的外形更加规整和美观。
这一步是通过机械手段对产品进行精细化处理,以保证其符合质量要求和使用需求。
5.包装与储存
最后一步是对成品刹车片进行包装和储存。
包装不仅要起到保护产品的作用,还要便于运输和存储。
同时,合理的储存方式也是保证产品质量的重要环节。
在这一步中,环境温度和湿度的控制也是非常关键的,它们会影响到产品的使用寿命和性能稳定性。
四、生产技术要求
汽车刹车片的生产技术要求非常高,主要体现在以下几个方面:
1.工艺控制
生产过程中,每一道工序都需要严格按照工艺要求进行操作,不能出现任何偏差。
这是因为任何一个环节的失误都可能导致最终产品的性能不稳定或不合格。
因此,对于工艺控制的要求非常严格,需要制定详细的操作规程和检验标准,并严格执行。
2.质量检测
质量检测是保证刹车片质量的重要手段。
在生产过程中,需要对每一个环节进行质量检查,如材料的成分、混合料的均匀性、成品的尺寸和摩擦系数等。
只有通过严格的质量检测,才能确保最终产品的性能符合要求。
同时,对于不合格的产品需要进行追溯和处理,防止其流入市场。
3.环境控制
汽车刹车片的生产过程中需要严格控制环境温度和湿度。
这是因为环境因素对产品的性能有很大的影响,如温度过高会导致粘结剂的性能下降、湿度过高会导致产品受潮等。
因此,需要建立完善的环境监控系统,并制定相应的应对措施,以确保生产环境的稳定和产品质量的一致性。
五、发展与展望
随着科技的进步和汽车工业的发展,汽车刹车片制作工艺也在不断进步和优化。
未来,刹车片制作工艺的发展将主要体现在以下几个方面:
1. 新材料的应用
随着新材料的不断涌现,刹车片制作将更多地应用具有优异性能的新型材料。
例如,陶瓷材料、碳纤维材料等具有高强度、轻量化和耐高温等优点的材料,将逐渐替代传统的摩擦材料,以提高刹车片的性能。
2. 智能化制造
随着工业4.0和智能制造的推广,刹车片的制造也将逐渐实现智能化。
通过引入机器人和自动化设备,可以实现生产过程的自动化和智能化,提高生产效率和产品质量。
同时,通过大数据和云计算等技术,可以对生产过程进行实时监控和优化,进一步提高生产效率和产品质量。
3. 环保化生产
随着环保意识的提高,刹车片制作工艺也将更加注重环保。
在材料选择、生产过程和废弃物处理等方面,将更加注重环保和资源的可持续利用。
例如,采用环保型的粘结剂和摩擦材料、降低废弃物的产生和排放等。
4. 个性化定制
随着消费者需求的多样化,刹车片制作工艺也将更加注重个性化定制。
通过定制化的设计和生产,可以满足不同消费者的个性化需求,提高产品的附加值和市场竞争力。
总之,汽车刹车片制作工艺的发展将不断追求更高的性能、更低的成本和更环保的生产方式。
未来,随着新材料、智能化制造和环保意识的提高,刹车片制作工艺将迎来更加广阔的发展空间和机遇。