超级排料使用说明
在线超级排料数据解读8.0说明书09.05.07

在线超级排料数据解读8.0说明书界面介绍打开文件界面文件类型:根据不同的DXF格式选者,一般的DXF文件我们选择AAMA格式DXF,日本CAD保存出来的DXF文件我们用TIIP格式打开。
款式单位:根据保存的DXF文件选者相应的款式单位,一般选择默认单位文件类型:根据保存的DXF文件选者相应文件类型。
查看DXF 文件类型方式:首先用记事本打开DXF 文件,你可以看见以下界面出现,在查找内容中打入”au ”,查找出来的就是CAD 的品牌。
对照表:格柏(Gerber)力克(Lectra)PGM(Pgm)或(OptiTex )日升(NISSYO)富怡(RICHPEACE TECHNOLOGY)航天(Arisa)时高(SysCad)至尊宝紡(ModaSoft)金合极丝(Genis)丝绸之路(SilkRoad)ET(ET)度卡(DoCad)艾斯特(Assyst)旭化成(AGMS)东丽(Toray)优卡(Yuka)派特(PAD)突破(Tupo)外部数据主要包括:<1> AAMA(*.dxf):美国标准的dxf 样片数据<2> TIIP(*.dxf):日本标准的dxf 样片数据<3> DXF(*.dxf):autocad 自身的dxf 样片数据在编辑中打开查找或者按CTRI+Fau<4> TMP(*.tmp):格柏样片数据<5>PCE (*Pce ):格柏样片数据<6> IBA(*.iba):力克样片数据<7> PLT(*.plt):可输出的排料文件2.1 操作界面①标题栏 ②菜单栏 ③常用工具栏 ④样片预览栏(显示样片缩略图) ⑤样片操作界面 ⑥参数信息视图展开快捷方式 ⑦ 状态栏(包括当前视图比例、当前款式的样片数、其他)12 34 572.2 菜单栏1①文件菜单⑴打开菜单:点击“打开”菜单会出现“导入外部数据”对话框。
⑵保存菜单:点击“保存”菜单会将样片保存到排料软件中去。
连续模排料操作方法
连续模排料操作方法连续模具排料是一种在生产过程中连续、快速、高效地将已成型的产品从模具中排出的操作方法。
它是模具制造过程中非常重要的一环,能够提高生产效率和产品质量,减少人力资源的浪费。
连续模具排料的操作方法如下:1. 确定排料时间:在进行连续模具排料操作之前,首先需要确定排料的时间,即根据产品成型所需的时间来制定排料时间。
这个时间应该是根据生产的实际情况来确定的,以确保排料操作的顺利进行。
2. 准备排料工具:在进行连续模具排料操作之前,需要准备好相应的排料工具。
根据产品的形状和尺寸,选择合适的排料工具,如排料夹具、排料刀具等。
这些工具能够帮助我们更加方便、快速地将产品从模具中排出。
3. 进行模具清洁:在进行连续模具排料操作之前,需要对模具进行清洁。
可以使用清洁剂或清洁皮肤等工具进行清洁,将模具表面上的污垢、油污等物质清除干净,以确保排料操作的顺利进行。
4. 开始排料操作:在准备好排料工具和清洁模具之后,开始进行连续模具排料操作。
首先,将模具从注射机或其他设备中取出,然后将排料工具放置在适当的位置,用力将产品从模具中推出。
这个过程需要注意力度的掌握,既不能过度用力,也不能力度不足。
5. 检查产品质量:在进行连续模具排料操作之后,需要对排出的产品进行质量检查。
检查产品的尺寸、形状、表面光洁度等指标,以确保产品的质量达到标准要求。
如果发现产品存在质量问题,需要及时进行调整和修复,以避免影响后续的生产工作。
6. 清理模具和设备:在完成连续模具排料操作之后,需要对模具和设备进行清理工作。
清理模具可以使用清洗剂进行清洗,清理设备可以使用吹气枪、抹布等工具进行清理,将排料过程中产生的污垢、油污等物质清除干净,以便下一次使用。
总结起来,连续模具排料是一项需要谨慎进行的操作方法。
正确的操作能够提高生产效率和产品质量,减少资源的浪费。
在进行连续模具排料操作时,需要确保排料时间的准确性,准备好合适的排料工具,进行模具清洁,掌握排料力度,检查产品质量,并及时清理模具和设备。
排料系统操作说明

排料及打印操作说明第一部分排料顶端工具操作说明1.调入裁片:用于选择要排版的款式裁片。
点击此功能后在对话框里选择要排版的款号,点击打开;设置各码参与排版的套数,点击确定。
2.添加裁片:用于添加需要与已调入款号一起排版的裁片。
点击此功能后在对话框里选择需要添加在一起排版的款号,对准裁片单击右键,选择相同面料层,再左键点击要添加的每一片裁片,并选择该裁片要添加的号型,点打开;设置好套数之后,添加的裁片就会出现在待排区中。
.3.自动更新:用于更新裁片修改的信息。
排料图排好后,若该款裁片上有修改,需要在排料图上更新修改的信息,即可点击此功能。
4.布料设置:用于设置布料的宽度,长度,纱向限制,单幅,宽幅,颜色等(点击此功能后在对话框里作出相应的设置)。
5.布料确认:用于确认布料的设置。
布料设置好后点击此功能,会出现一个可以进行排版的长方形界面。
6.智能排料:用于在一定时间内计算机智能排出最省布料的排版方案。
点击此功能后在对话框输入排料时间,计算机便会智能排出最省布料的排版方案。
7.条格排料状态:详见“条格排料操作说明”8.段花疵点限制:在“布料设置”中可以设置需要的段花长度或疵点位置,在排料之前,要先点此功能,裁片才会被限制在规定段花长度之中或疵点位置之外。
9.显示竖制直边线:用于显示排料区中已用排料长度(点击此功能后在排版的最后边裁片处会出现一条竖直线,排料区下方会出现“已用长度”、“用料率”等信息)10.显示水平边线:用于显示排料区中已用排料宽度(点击此功能后在排版里的最上边裁片会出现一条横线,左下角会显示最上裁片距离布边的宽度)11.裁片显示设置:用于显示裁片的缝边、纱向、标注、名称、款号、号型等相关信息(点击此功能后在对话框里勾选所要显示的内容).12.显示填充:用于填充裁片的颜色(点击此功能后裁片会填上各自相应的颜色,若裁片没有填上颜色,说明那些裁片有可能重叠了).13.按幅宽显示:用于显示幅宽的宽度(点击此功能后会排料区按所设置的幅宽显示).14.撤消(排料步骤):用于回退到前面的排料步骤(点击此功能,可以撤回到先前的排料步骤)15.重新执行:用于恢复已撤消的排料步骤第二部分排料下端工具操作说明16.取下所有裁片:用于一次性取下待排区里所有的裁片(点击后所有待排区里的裁片会一次性排列在排料区上).17.取消所有裁片:用于一次性取消排料区里的所有裁片(点击后在排料区上的所有裁片会自动回到待排区).18.裁片取消:用于取消排版里的某块裁片(点击此功能后再点击要取消的裁片,裁片将会自动回到待排区域,点击或框选需要取消的裁片后须右键结束该功能).19.裁片旋转:用于旋转裁片(点击此功能后点击要旋转裁片的固定端,再左击裁片上的第二点则是自由旋转;右击则是角度旋转,可以输入旋转角度).20.裁片X方向翻转:用于将裁片X方向翻转(点击此功能后点击要翻转的裁片,它会以X方向为对称轴翻转,再将它移到适当位置).仅适用于双幅排料21.裁片Y方向翻转:用于将裁片Y方向翻转(点击此功能后点击要翻转的裁片,它会以Y方向为对称轴翻转,再将它移到适当位置).仅适用于双幅排料22.距离微调:用于小幅度的移动裁片的位置(点击此功能后点击要移动的裁片,再击键盘上的方向键[←↑→↓4个箭头]移动裁片位置).23.旋转微调:用于小幅度的旋转裁片(点击此功能后点击要旋转的裁片,按上键↑则是逆时针旋转,按下键↓则是顺时针旋转,然后回车确定).24.裁片靠布边:用于将裁片靠紧布边(点击此功能后点击要靠边的裁片,再按键盘上的方向键[↑←↓3个箭头]确定裁片的停靠边).25.裁片贴紧:用于将裁片贴紧另一裁片(点击此功能后点击要移动的裁片,再点击要被贴紧的裁片后它会自动贴紧).26.(裁片)成组:用于将排好的裁片一起移动(点击此功能后框选要一起移动的裁片后点击其一块裁片便可一起移动).27.组解除:用于将成组的裁片解除(点击此功能后点击成组在一起的裁片即解除成可单片移动).28.(裁片)对称片展开:用于展开需要对称展开的裁片(点击此功能后点击需要对称展开的裁片,裁片便会自动展开;若使用此功能再点击已展开的裁片,对称展开的裁片将会闭合).29.裁片分割:用于将一块裁片分割成两片(点击此功能后点击要分割的裁片后,击键盘上的“<”、“>”键,可以旋转分割线,再将分割线移动到要分割的位置,击回车确定。
万能超级排料2011安装方法

7.点-桌面-万能超级排料系统,就可以使用了。
一.注:当软件安装时,有些杀毒软件会提示发现可疑病毒,这是正常的,因此软件是经过加密处理的,有些杀毒软件会把加密处理的文件程序当作可疑病毒。你可以把此杀毒软件关掉(换另一种杀毒软件)或者当杀毒软件提示你时,点以后都同意执行当前相同文件程序运行,就可以了。我们的服装CAD软件是经过杀毒软件测试封装的,你可以放心使用。谢谢!
3.出现安装驱动,点-Next-点-I accept...-Next-Next-Install-Yes-Finish-OK,此时从新关机,开动电脑。
4.再出现安装界面,点-安装驱动-右下角提示硬件安装好了,就安装好了。
6.再找到D:\万能超级排料系统\下(分别点击安装-serverinstall.bat、install.bat、e4nsrv.exe、Setup.exe-安装-确定、reg.reg)就以。
安装方法如下(注意:安装前关了所有杀毒软件):
1-0.点--复制--万能超级排料系统2011版---粘贴-到电脑中D盘下完成。
1-1.找到-D:\万能超级排料系统\超级排料Zmark.exe-点鼠标右键-发送到桌面快捷方式就可。
2.点-安装-再点安装--点-安装-超级排料2011驱动+狗安装+专版-超级排料2011驱动+狗安装+专版.exe,确定。
富怡CAD排料系统帮助演示教学
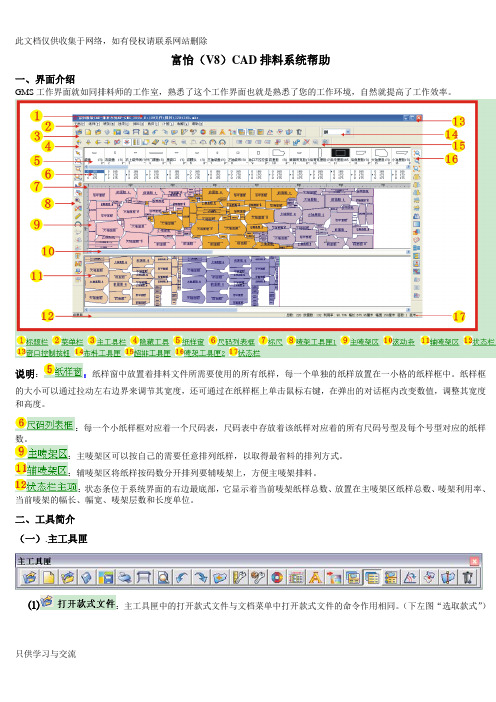
富怡(V8)CAD排料系统帮助一、界面介绍GMS工作界面就如同排料师的工作室,熟悉了这个工作界面也就是熟悉了您的工作环境,自然就提高了工作效率。
说明::纸样窗中放置着排料文件所需要使用的所有纸样,每一个单独的纸样放置在一小格的纸样框中。
纸样框的大小可以通过拉动左右边界来调节其宽度,还可通过在纸样框上单击鼠标右键,在弹出的对话框内改变数值,调整其宽度和高度。
:每一个小纸样框对应着一个尺码表,尺码表中存放着该纸样对应着的所有尺码号型及每个号型对应的纸样数。
:主唛架区可以按自己的需要任意排列纸样,以取得最省料的排列方式。
:辅唛架区将纸样按码数分开排列要辅唛架上,方便主唛架排料。
:状态条位于系统界面的右边最底部,它显示着当前唛架纸样总数、放置在主唛架区纸样总数、唛架利用率、当前唛架的幅长、幅宽、唛架层数和长度单位。
二、工具简介(一).主工具匣⑴:主工具匣中的打开款式文件与文档菜单中打开款式文件的命令作用相同。
(下左图“选取款式”)功能:【载入】用于选择排料所需的纸样文件;【查看】用于查看【纸样制单】的所有内容;【删除】用于删除选中的款式文件;【添加纸样】用于添加另一个文件中或本文件中的纸样和载入的文件中的纸样一起排料;【信息】用于查看选中文件信息;(上右图“款式信息))文件名:显示DGS文件名及存盘路径;载入时间:DGS文件载入GMS时的时间;修改时间:DGS文件载入前的保存的时间;文件长度:DGS文件的大小;文件ID:DGS文件更改且关联后所表示的数值。
如果DGS文件修改后在GMS中使用过关联,款式信息框中都有相对应的修改的时间。
操作:载入1.单击【载入】,弹出【纸样制单】对话框;2.参照对话框说明进行设置,再单击【确定】。
查看1. 单击文件名,点击【查看】图标;2. 弹出【纸样制单】对话框,修改其中内容后,单击【确定】;3. 回到第一个对话框,单击【确定】即可。
删除单击文件名,点击【删除】按钮即可。
瑞丽超级排料使用方法
瑞丽超级排料使用方法
瑞丽超级排料是一款针对裁剪行业的软件,主要用于实现自动化排料操作的功能。
它的使用方法大致如下:
1. 打开软件并新建工程:在软件界面中选择“文件”-“新建工程”,输入工程名称并设置相关参数。
2. 导入裁剪图形:点击软件上方的“导入”按钮,在弹出的窗口中选择需要排料的CAD文件或DXF文件,并设置相关参数。
3. 设定布料:在导入文件后,需设置布料规格和布料价格等参数,以便软件进行计算和优化。
4. 进行排料:点击软件上方的“排料”按钮或选中对应的操作项,进行排料操作。
软件会自动计算出最优的排料方案,并生成相应的报表或优化图形。
5. 导出结果:排料完成后,可以按照需要将结果导出为DXF、SVG、PDF等格式进行保存或打印。
需要注意的是,在使用瑞丽超级排料软件时,需要理解一些相关的排料基础知识和技术,例如布料的材质和纹理方向等。
同时,正确地设置相关参数和选项也是
达到最佳排料效果的关键。
自动排料机操作说明书
全自动排料机操作使用说明书中山市三乐电子有限公司地址:中三市南朗镇第六工业区电话:目录一. 前言全自动排料机。
二. 简述自动排料机工作原理。
三. 全自动排料机的结构。
3.1主机结构3.2送料部分3.3驱动部分3.4显示操作部分3.5气路部分四. 全自动排料机的使用操作4.1人机界面《各种设定》的操作4.2人机界面《工程切换》的操作4.3人机界面《复位》的操作4.4人机界面自动与手动参数设定及操作4.5人机界面《产品项目》的操作五. 全自动排料机的调试5.1手动调试各轴5.2设定工作参数一前言全自动排料机随着社会日新月移的发展,科技的不断进步,新兴的生产工艺以其生产模式理念,将逐步的代替传统生产模式及理念。
这款第四代全自动排料机,是我公司自主研发的非标设备,是专门为电子行业使用的自动化设备。
主驱动采用精密丝杆和精密同步带,精度达到0.01mm。
机器设计紧凑,所占空间少。
本机器采用先进的可编程控制器,人性化的人机界面,可方便的调整速度和相关参数,及性能优良的驱动器和电机。
由于设计和装配技术的不断更新优化,本机器在生产线上有着性能稳定,运行速度快,故障率少,噪音小的特点。
还有着良好的互换性,也就是一台机器可生产几个系列的产品,达到一机多用,降低了生产成本,减少了空间。
我们本着以人为本,服务至上的宗旨。
努力为客户量身打造自动化设备,尽最大努力为客户降低成本,提高竞争力。
也感谢贵公司使用我们所生产的自动排料机,敬请多提宝贵意见!最后祝愿贵公司兴旺发达!二.简述自动排料机工作原理。
自动排料机是按照生产工艺要求,有规律的把产品排列,为下一道工序做准备。
首次启动机器后,可先用手动来调试,首先把参数设定好,再把机器复位,才能开自动。
每次开机如是重新上电,都必须复位,以保证精度,减少误差。
这些条件都做好了,按下启动按钮,机器就按照程序自动运行,当排完后,就报警提醒工作人员。
本机的电源有三路,一是主电源220V交流电,二是24v直流电,供给可编程控制器和驱动器及传感器,三是5v直流电,供给人机界面和驱动器。
ET导出PLT文件的几点注意事项
ET导出PLT文件的几点注意事项
1、在ET打板系统里当缝边为0的时候,将缝边的大小更改为0.001;
2、在ET的排料系统排料时,不需要设置幅宽等信息,默认的即可。
在排料时只要选择快速排料,将所有样片排下来即可。
(只要取片就可以了);
3、在打印输出的时候设置绘图机,类型选择普通喷墨,保存成PLT文件;
4、打印输出的时候精度不需要进行更改,默认100×60即可;
5、输出的时候,只要将毛边(外)勾选上,净边(内)不要勾选
排料的时候可以不要打印内线和净边线,只要一个缝边线既可,建议不要打印净边线)排料边框和排料信息均不要打印输出。
6、在使用超级排料导入PLT时,将分辨率改成1016(ET2009版,其他版本可能有1000的)导入;
7、导入之后在超排里设置对应的幅宽和缩水等;
8、超排在导入PLT文件打印输出时,只需要勾选封边线和内线即可!
9、超排所生成的PLT文件的分辨率为1000,如与服装大师系列以外的设备相连接,建议生成PLT文件再打印输出,生成PLT文件时,将绘图仪设置里的误差补偿系数分别改为1.016即可。
ET要打开PGM全码DXF得PGM先转成ZIP才行。
富怡服装 CAD V9.0 使用手册说明书
400-886-1180
富怡服装 CAD 功能概述
同时在多段线上加距离相等的剪口、在一段线上等份加剪口,剪口的形式多样;在袖子与大身的缝合位置 可一次性对剪口位; 19. 自动生成朴、贴 在已有的纸样上自动生成新的朴样、贴样; 20. 工艺图库 软件提供了上百种缝制工艺图。可对其修改尺寸,并可自由移动或旋转放置于适合的部位; 21. 缝迹线、绗缝线 提供了多种直线类型、曲线类型,可自由组合不同线型。绗缝线可以在单向线与交叉线间选择,夹角能自 行设定; 22. 缩水、局部缩水 对相同面料的纸样统一缩水,也可对个别的纸样局部缩水处理; 23. 文件的安全恢复 每一个文件都设有自动备份,或因突发情况文件没有保存,系统也会帮我们找回数据; 24. 文件的保密功能 软件能对客户的文件进行保护,即使文件被拷贝也不会被盗用; 25. ASTM、TIIP 软件可输入 ASTM、TIIP 文件及输出 ASTM,与其它 CAD 进行资源共享; 26. 自定义工具条 界面上显示工具可以自行组合,及右键菜单显示工具也可自行设置。
6. 曲线与直线间的顺滑连接 一段线上有一部分直线一部分曲线,连接处能顺滑对接,不会起尖角;
7. 调整时可有弦高显示
8. 合并调整 能把多组结构线或多个纸样上的线拼合起来调整;
9. 对称调整的联动性 调整对称的一边,另一边也在关联调整;
10. 测量 测量的数据能自动刷新;
11. 转省 能同心转省、不同心转省、等份转省、一省转多省、可全省转移也可按比例转移、转省后省尖可以移动也 可以不动;
12. 加褶 有刀褶、工字褶、明褶、暗褶,可平均加褶,可以是全褶也可以是半褶,能在指定线上加直线褶或曲线褶。 在线上也可插入一个省褶或多个省褶;
13. 去除余量 对指定线加长或缩短,在指定的位置插入省褶;
超年级排料使用说明
超年级排料使用说明 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】超级排料使用说明进入排料中心单击“自动排料”工具弹出如下对话框1、时间:设定排料使用时间,单位:分钟2、对条格:当面料有对条格设置时,勾选此项将按设置的对条格属性自动排料对条格设置方式:选择对条格工具,鼠标单击裁片的剪口/孔位移动裁片与面料对条格:左键+Ctrl放到空白位置,在对话框中输入与条格交点的偏移量注:横向,纵向条格必须都设置裁片与裁片对条格:左键+Ctrl放到另一裁片剪口/孔位位置,在对话框中输入两裁片对条格方式3、自动挤压:选中时,自动排料后自动挤压(当设定禁区时此选项无效)混排:所有裁片混合排列单件分组:每个件份为一组,按段差(色差)排列单码分组:每个码为一组,按段差(色差)排列单片分组:每个裁片为一组,按段差(色差)排列分区:以“分区间隔”,“分区长度”的参数分成小区分组时,“组间重叠量”会激活,设为“-1”时两组间自动按较小量重叠>100厘米时所有组间都可重叠设为“0”时每一组尾部对齐,不重叠0~100厘米时按设定量重叠选择“混合分组”:会弹出如下对话框自动有一个组别。
左边列表框显示当前组的件份,右边列表框显示未分组的件份双击右边列表框的件份名称,将其添加到当前组双击左边列表框的件份名称,将其从当前组删除“添加组”:增加一组“删除组”:删除当前组“边中色差”:单组中的件份垂直分组“段差”:包含段差“只分一组”:所有件份全为一组(主要用于件份比较少时设边中色差)“两件一组”:所有件份每两件设为一组(按顺序)下图有边中色差“三件一组”:所有件份每三件设为一组(按顺序)下图无边中色差“组间重叠量”用途同上用于连续排料时设置对应床的分组用于连续排所有面料时,设置相应面料的对应床的分组“清除”:清除所有组并返回“确定”:接受当前设定5、“设定方向”:按“XML”中的设置确定裁片的方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超级排料使用说明
进入排料中心单击“自动排料”工具弹出如下对话框
1、时间:设定排料使用时间,单位:分钟
2、自动微调:选中时,自动排料后自动挤压(当设定禁区时此选项无效)
3、
选择“混排”:所有裁片混合排列
选择“单件分组”:每个件份为一组,按段差(色差)排列
此时,“组间重叠量”会激活,设为“-1”时两组间自动按较小量重叠
>100厘米时所有组间都可重叠
设为“0”时每一组尾部对齐,不重叠
0~100厘米时按设定量重叠
选择“混合分组”:会弹出如下对话框
自动有一个组别。
左边列表框显示当前组的件份,右边列表框显示未分组的件份双击右边列表框的件份名称,将其添加到当前组
双击左边列表框的件份名称,将其从当前组删除
“添加组”:增加一组
“删除组”:删除当前组
“边中色差”:单组中的件份垂直分组
“只分一组”:所有件份全为一组(主要用于件份比较少时设边中色差)
“两件一组”:所有件份每两件设为一组(按顺序)下图有边中色差
“三件一组”:所有件份每三件设为一组(按顺序)下图无边中色差
“组间重叠量”用途同上
用于连续排料时设置对应床的分组
用于连续排所有面料时,设置相应面料的对应床的分组“清除”:清除所有组并返回
“确定”:接受当前设定
4、
“设定方向”:按“XML”中的设置确定裁片的方向。
下图红:左,青:右,黄:任意
“同一方向”:所有裁片方向统一
“同组同向”:单个分组同一方向,混排时每件一个方向
“任意方向”:每个裁片的方向都可以任意设置
5、
“自动清除当前排料”:自动排料前清除当前排料
“当前排料位置固定”:当前排料位置固定
此时“允许前插”将激活,选中时但可以前插。
如下图红色固定,青色、黄色有前插
不选“允许前插”时结果如下图,已排部分尾部对齐往后排
“群组裁片成组移动”:用于某些裁片成组
此时需要将要成的裁片手动在排料区组合,并将其群组,自动排料时组合的裁片
将成租移动。
没有群组的裁片将位置固定
“所有件份”将激活,选中时将按手动成组的组合自动成组
包含没有群组的裁片时,“允许前插”将激活,功能同上
可以手动设置多组,成组的要手动将其群组
6、
用于在排料区中间(横向)设置一空白平行区域,所设的值为空白区域的宽度(>0)下图:中间一英寸折线
7、“禁区设置”:用于设置残区,会弹出如下对话框
用于连续排料时设置对应面料对应床的信息
使用方法:
点击最后的空白行增加一有效残区
只设置“X偏移”:纵向残区,X偏移1-残区的左端位置,X偏移2残区的右端位置下图:X偏移1为50英寸,X偏移2为60英寸,之间10英寸残区
只设置“Y偏移”:横向残区,Y偏移1-残区的上端位置,Y偏移2残区的下端位置下图:Y偏移1为20英寸,Y偏移2为25英寸,之间5英寸残区
X、Y全部设置:中间的残区,所设值为残区位置
下图:X偏移1为50英寸,X偏移2为200英寸,Y偏移1为20英寸,Y偏移2为25英寸,之间残区:横向150英寸,纵向5英寸
“清除”:清除所设所有残区并退出
“确定”:接受所设残区
8、“单片设置”:用于设置裁片的个性属性,弹出如下对话框
用于设置其他面料的裁片属性
列表框为裁片的名称列表,右侧显示裁片的形状
“允许倾斜”:设定此裁片可以允许的倾斜角度
“单片间隔”:设定此裁片的特殊间隔
此选项用设置左右片自动群组移动,不需再手动组合
选择“自由”:不群组
选择“左右片群组X1”:左右片X方向并列,左片在前
选择“左右片群组X2”:左右片X方向并列,右片在前
选择“左右片群组Y1”:左右片Y方向并列,左片在前
选择“左右片群组Y2”:左右片Y方向并列,右片在前
“边中色差控制”:不选中时,此裁片不做边中色差处理
“清除”:清除所有裁片的设置
“确定”:接受设置信息
注:此设置为临时信息,不保存
9、
此部分只对已排裁片进行处理
“普通挤压”:对裁片进行简单挤压
“强度挤压”:对裁片进行强度挤压(需设定工作时间)
“重排”:对当前排料重新自动排料(裁片方向固定,其他选项不起作用)
10、若设置了“合掌排料”,裁片有可能自动翻转
11、“对条格”
当面料设置了对条、对格的数据时,此选项被激活
必须在裁片中心现将需要对条格的裁片设置好,此处才能使用
如下图:A、B两片双向对齐,C与他们只是横向对齐(孔位点既是对齐点)
12、
选择“当前床”,只排当前床
选择“当前面料”,连续排当前面料所有床
选择“所有面料”,连续排所有面料所有床
12、“开始”:开始自动排料
13、“停止”:停止自动排料并接受当前结果
ET软件铨脑输出PLT导入到超排
宽度*.984长度/.985
ET软件转DXF输出导入到超排
转DXF时把净样和不排的里布剔除
导入DXF时选AAMA方式导入
宽度*.984长度/.985
面料设置里宽度和长度涨缩-1.3%,宽度涨缩-1.6%。