关于钛合金棒材轧制成型的研究进展
TA22钛合金棒材组织与性能研究

TA22钛合金棒材组织与性能研究TA22钛合金是一种我国自主研发的近α型钛合金,其名义成分为Ti-3Al-1Mo-1Ni-1Zr,该合金具有较高的塑韧性,中温热强性和高温持久性,同时具有良好的抗腐蚀性,可长期使用于海洋盐雾环境中,在舰船、海洋工程、化工等方面有广泛的应用前景。
其加工性能良好,可采用常规锻造、挤压、轧制等方法加工成棒、饼、环、板等产品。
目前,在多批次TA22钛合金锻棒和锻件的工业化生产中,发现其室温拉伸塑性和室温冲击性能均不能稳定满足标准的要求。
为解决实际问题,优化产品锻造生产工艺,有必要系统研究TA22钛合金的锻造生产工艺、热处理制度以及组织与力学性能之间的匹配关系,以达到指导同类产品实际生产的目的。
试验试验材料试验选用我公司经两次VAR熔炼生产的TA22钛合金铸锭,铸锭直径为φ710mm,其化学成分如表1所示。
经金相法测定,其α+β/β相转变点为:945℃。
表1 试验用TA22合金锭化学成分(wt%)试验方法试验采用两种锻造工艺锻制φ150mm的成品棒材,具体方案如表2所示。
工艺A为原生产工艺,铸锭开坯后在β相区经2火次拔长锻造,α+β相区在β-(40~50)℃下经3~5火次拔长锻造,锻制成φ160~φ170mm棒坯;工艺A在β相区锻比累积大于6.5,α+β相区锻比累积大于6。
工艺B为优化后生产工艺,铸锭开坯后在β相区经2火次大变形镦拔锻造,α+β相区在β-(30~40)℃下经1火次镦拔锻造和3~5火次拔长锻造,锻制成φ160~φ170mm棒坯。
工艺B在β相区锻比累积大于14,α+β相区锻比累积大于10。
棒坯机加去除氧化皮和表面缺陷后得到φ150mm成品棒材。
表2 TA22合金棒材锻造工艺方案在成品棒材头部切取φ150mm×25mm横向样片,以观察棒材的R态低倍组织和边部、R/2处和心部的显微组织。
按表3中的3种热处理制度进行整体样片热处理后,在样片的R/2处取样检测横向力学性能,对比分析两种锻造工艺得到的棒材在3种热处理制度下力学性能的变化。
用田口方法研究H型钛合金板材轧制成型
用田口方法研究H型钛合金板材轧制成型Dyi-ChengChen1 Wun-SyuanGu1 Yeong-MawHwang21DepartmentofIndustrialEducationandTechnology,NationalChanghuaUniversityofEduca tion, Changhua500,Taiwan,ROC2DepartmentofMechanicalandElectro-MechanicalEngineering,NationalSunYat-senUnive rsity, Kaohsiung804,Taiwan,ROCCorrespondingauthor:dyi3510@摘要此项研究采用商业DEFORM TM三维有限元代码来研究H型Ti-6A1-4V合金板材轧制过程的塑性变形行为。
此项模拟是基于刚-塑性模型,并且假设上下辊是刚性体,轧制中产生的温度升高值是小到可以忽略不计的。
轧辊辊型的影响,轧辊和钛合金之间的摩擦,轧制温度,轧制力方向的辊半径,轧辊转矩和成品中产生的有效应变都是考虑在内的。
田口方法被用来优化H型轧制过程的参数。
结果显示对于目前的Ti-6A1-4V合金,这种优化H型轧制参数的方法是一种稳健设计方法。
关键词:有限元,钛合金,H型轧制,田口方法前言不同形状的分段金属板材或带材,比如V型、T型或H型,在电力或电子工业上被广泛地应用。
在各种各样的电子产品中,这些板材被用作功率晶体管的主要框架或连接器。
H型板材被广泛应用在建筑领域。
在制造过程中,规则形状的板材毛坯最初被固定口径轧制,然后经过通用的轧制过程形成所需的H型截面。
对于H型轧制已经做了大量的实验和分析。
例如,Mori et al.在专家系统的过程之中提出了一种方法来实现H型梁单元的自动分解。
Nishino et al.用纯铅做了大量的实验,对装有偏移立辊的轧机特性进行了研究。
Shikano et al在一系列的模型试验中用实验室用通用轧机来研究纯铝H梁单元的形成。
钛合金研究加工与应用的新进展
钛合金研究加工与应用的新进展钛合金是一种具有良好力学性能和低密度的金属材料,广泛应用于航空航天、汽车和医疗器械等领域。
随着科学技术的不断发展,钛合金研究、加工和应用也有了新的进展。
本文将从材料设计、加工技术和应用领域三个方面讨论钛合金的新进展。
一、材料设计方面钛合金的材料设计主要包括合金元素选取和相结构调控。
目前,人们对钛合金中添加合金元素的选择和比例进行了更加精确和多样化的研究。
特别是通过添加微量元素,如稀土元素和微量金属元素,可以显著改善钛合金的力学性能和耐腐蚀性能。
此外,通过合金元素的调控,还可以实现钛合金的相结构调控,进一步改善材料的综合性能。
二、加工技术方面钛合金的加工技术是钛合金研究的重要内容之一、近年来,随着材料科学和加工技术的发展,出现了一些新的钛合金加工技术,如粉末冶金技术、杂质控制、热处理等。
其中,粉末冶金技术可以制备高性能的钛合金零件,具有较高的成型能力和性能一致性。
杂质控制可以有效提高钛合金的纯度和均匀性,进一步提高材料的力学性能。
热处理可以改善钛合金的晶粒尺寸和残余应力分布,提高材料的高温强度和疲劳性能。
三、应用领域方面钛合金的应用领域非常广泛,包括航空航天、汽车、医疗器械和化工等。
近年来,随着航空航天技术的不断发展,对于钛合金的需求越来越大。
钛合金可以用于制造飞机和火箭的结构件、航空发动机和航空航天器的推进装置。
在汽车工业中,钛合金可以制造高性能的汽车零件,如制动系统和发动机部件,具有较高的强度和耐腐蚀性能。
医疗器械是钛合金的另一个重要应用领域,由于钛合金具有生物相容性和生物相近性,可以用于制造人体植入物,如心脏支架和人工关节。
此外,钛合金还可以用于化工领域,用于制造耐腐蚀设备和高温反应容器。
综上所述,钛合金的研究、加工和应用在材料设计、加工技术和应用领域都有了新的进展。
随着科学技术的不断发展,相信钛合金的研究将会有更大的突破,并为各个应用领域带来更多的创新和发展。
TA36钛合金管材轧制工艺研究
从管材挤压、轧制加工过程看,管材加工难度与 TA10 加工难度相当 ;从探伤结果看,探伤合格率较高,有 TA2、 TA10 管材探伤结果相当 ;从力学性能测试结果看,TA36 强度较 TA10 强度稍高。
制在 43.2%~57%。 基本的工艺流程为 :管坯修理→冷轧→除油→酸洗→
退火→矫直→修理→內铰→酸洗→成品冷轧→除油→酸洗 →退火→矫直→超声→检查→包装 2.4 退火工艺 2.4.1 力学性能统计
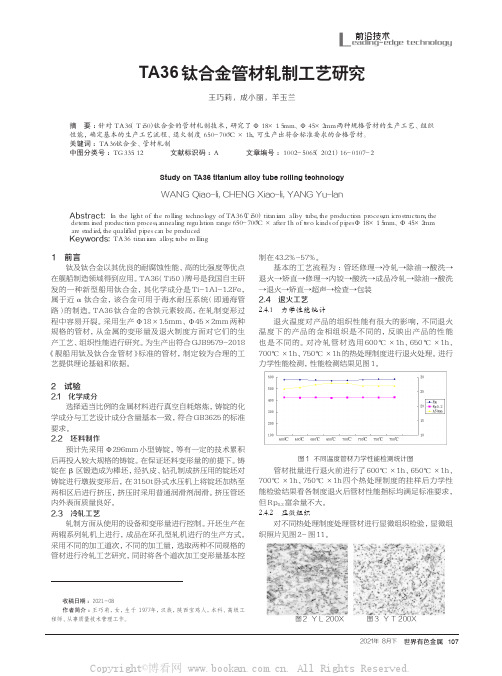
退 火 温 度 对 产 品 的 组 织 性 能 有 很 大 的 影 响,不 同 退 火 温 度 下 的 产 品 的 金 相 组 织 是 不 同 的,反 映 出 产 品 的 性 能 也 是 不 同 的。对 冷 轧 管 材 选 用 600 ℃ ×1h、650 ℃ ×1h、 700℃ ×1h、750℃ ×1h 的热处理制度进行退火处理。进行 力学性能检测,性能检测结果见图 1。
L 前沿技术 eading-edge technology
图 4 600℃ X1h-L 200X 图 5 600℃ X1h-T 200X
表 2 力学性能检验结果
规格
温度 标准要求
Rm ≥ 500
Rp0.2 ≥ 400
A50mm ≥ 20
572
434
[1] 《稀有金属材料加工手册》编写组 . 稀有金属材料加工手册[M]. 北京 : 冶金工业出版社 ,1984:668-669
[2] 谢惠茹 . 我国钛及钛合金研发及进展【J】. 稀有金属快报 ,2007,26(8): 7-9
TC16钛合金板材冷轧工艺及组织性能研究

Vol. 38 No. 1Februare 2021Ti 穀臧第38卷第1期2021年 2月TC16钛合金板材冷轧工艺及组织性能研究刘志强%,张青来%,韩伟东2,柏秋生%(1.江苏大学材料科学与工程学院,江苏镇江212013) (2.宝鸡市博信金属材料有限公司,陕西宝鸡721013)摘 要:进行了 TC16钛合金板材多道次冷轧试制,利用光学显微镜、扫描电镜和X 射线衍射等手段研究了变形量对冷轧板材微观组织与力学性能的影响。
结果表明:a+/3两相TC16钛合金板材冷轧加工是可行的,其极限冷变形量达到79%,冷轧板材表面无裂纹。
大幅度冷轧变形后,TC16钛合金组织为分布均匀的纤维状结构,且存在极少 量未充分变形的a 晶粒,并伴有应变诱导的a"马氏体相产生; 度和显微硬度均 大程度的 ,发生明显的冷形变$关键词:TC16钛合金;冷轧;微观组织;力学性能中图分类号:TG337. 6文献标识码:A 文章编号:1009-9964(2021)01-020-05Study on Cold Rolling Technology ,Microstructures and Mechanical Propertiesof TC16 Titanicm Alloy SheetsLiu Zhiqiang 1,Zhang Qinglai 1,Han Weidong 2,Bai Qiusheng 1(1. School of Material- Science and Engineering ,Jiangsu University ,Zhenjiang 212013,China )(2. Baji Boxin Metal Material- Co.,Lth.,Baji 721013,China )Abstraci : The multi-pas colvolld tests of TC16 titanium Lloy sheets were produced . The effect of deformation onmicrostructures and mechanicol properties of colvolld sheets were studied by opticol microscope , sconning electronmicroscope and Xvay difraction. The results show that the cold of a +0 two-phase TC16 titanium Lloy sheetsis feasible ,and the limit cell deformation cm reach 79% without any cracks on the surface. After larve-sca-e coldrolling deformation ,the TC16 titanium Lloy microstructure becomes a uniformly distribuWd fibrous structure ,and they are few incompletely deformed a grains , accompanied by strain-induced a" martensitic phase. Meanwhile , theimprovement of tensile strength and microhardnes ,and obvious coll deformation strengthening is obtained .Key words : TC16 titanium Lloy ; cold rolling ; microstructure ; mechanicol properties钛合金紧固件在飞机上使用不仅可以达到减重、 耐 的目的,而且 钛合金 与碳纤维复合材料构件连接的最佳连接件[1,2]$ TC16 (Ti-3Al-5Mo-4. 5V )钛合金 a +0两相合金, 热轧或热拉拔加工成棒材和丝材,大用 备航空紧固件[3-5]$退火态TC16钛合金棒材或丝材具有良好的冷加工塑性,其室温冷徵比达到1:4,冷Y 后可直 接使用或固溶时效后使用[6-8]$ 来[9'11]对TC16钛合金熔炼工艺、锻造、热轧、热处理规范以收稿日期:2020-10 - 09通信作者:张青来(1962—),男,博士,教授。
国内外钛合金研究的发展现状及趋势
国内外钛合金研究的发展现状及趋势钛合金作为一种重要的结构材料,具有低密度、高强度、良好的耐腐蚀性和优异的高温性能等特点,因此在航空航天、汽车制造、医疗器械和能源领域等众多领域有着广泛的应用。
随着技术的进步和需求的增加,钛合金研究正不断取得新的突破,呈现出以下发展现状和趋势。
一、国内外钛合金研究的发展现状1.1 国内发展现状我国钛合金研究始于20世纪50年代末,经过几十年的发展,已经取得了显著成果。
目前,我国已经建立了一批具有国际领先水平的钛合金研发和生产基地,如中国航空工业集团公司、中国船舶重工集团公司等。
同时,我国还建立了完善的钛合金材料标准体系和质量监测体系,提高了钛合金材料的质量和可靠性。
1.2 国外发展现状国外钛合金研究起步较早,已经形成了较为完善的产业体系。
美国、俄罗斯、日本和欧洲等国家和地区在钛合金研究和应用方面具有很强的实力。
这些国家和地区在钛合金材料制备、加工和应用等方面积累了丰富的经验,并取得了一系列重要的科研成果。
二、国内外钛合金研究的发展趋势2.1 新材料的研发随着科技的进步,越来越多的新材料被应用于钛合金领域。
例如,纳米材料、复合材料和多功能材料等,这些材料具有更好的性能和更广泛的应用前景。
因此,未来的钛合金研究将更加注重新材料的研发,以提高钛合金的性能和应用范围。
2.2 制备技术的创新钛合金的制备技术是钛合金研究的重要方向之一。
当前,粉末冶金、熔体冶金和快速凝固等制备技术已经取得了一定的成果。
未来,钛合金研究将更加注重制备技术的创新,以提高钛合金的制备效率和质量。
2.3 加工技术的改进钛合金的加工技术对于提高钛合金的应用性能至关重要。
目前,锻造、轧制、拉伸和挤压等加工技术已经得到广泛应用。
未来,钛合金研究将更加注重加工技术的改进,以提高钛合金的加工性能和产品质量。
2.4 应用领域的拓展随着技术的发展和需求的增加,钛合金在航空航天、汽车制造和医疗器械等领域的应用将越来越广泛。
EBM成型TC4钛合金研究进展
EBM成型TC4钛合金研究进展关键词:EBM成型;TC4钛合金;研究进展;微观组织;力学性能一、引言电子束熔化(Electron Beam Melting,EBM)成型技术是一种先进的金属增材制造技术,它可以直接从数字模型中构建复杂的金属零部件。
相比传统的加工技术,EBM成型具有快速、高效、定制化程度高等优点,因此在航空航天、航空航天、医疗器械等领域得到了广泛的应用。
在金属材料加工领域,钛合金因其低密度、高强度、优良的耐热、耐腐蚀性能,以及良好的生物相容性,成为研究的热点之一。
TC4(Ti-6Al-4V)合金是一种常用的钛合金材料,其综合性能优异,广泛应用于航空航天、航空发动机、医疗器械等领域。
本文对近年来EBM成型TC4钛合金的研究进展进行了综述,以期为相关领域的学者和工程师提供参考。
二、TC4钛合金的性能优势TC4钛合金主要由钛、铝和钒组成,具有优异的力学性能和耐腐蚀性能,是一种理想的结构材料。
其主要优点包括:1. 低密度:TC4钛合金的密度为4.43g/cm³,仅为铁的一半左右,是一种理想的轻量化结构材料。
2. 高强度:TC4钛合金具有优异的强度-重量比,屈服强度达到880MPa,抗拉强度达到950MPa,同时具有较好的塑性和韧性。
3. 耐腐蚀性能:TC4钛合金具有优异的耐腐蚀性能,在常温下能够抵抗氧化和盐水腐蚀,因此在海洋工程和生物医学应用中有广泛的应用。
4. 良好的生物相容性:TC4钛合金对人体组织具有良好的生物相容性,被广泛应用于人工关节、牙科植入物等领域。
由于其优异的性能,TC4钛合金在航空航天、医疗器械、汽车工业等领域有着广泛的应用前景。
1. EBM成型工艺参数优化EBM成型工艺参数的优化对于TC4钛合金的成型质量和性能具有重要的影响。
目前,学者们通过设计实验,分别研究了激光功率、扫描速度、层间距离等工艺参数对成型件密实度、残余应力、微观组织等性能的影响,在工艺参数优化方面已经取得了一定的成果。
钛及钛合金高速压制成形规律及性能的研究
随着冲击能量增加,Ti-Nb-Zr及Ti-Nb-Ta-Zr合金的烧结密度、 硬度、抗拉强度及压缩强度增加,烧结收缩率减小。烧结后,TiNb-Zr合金体积略微缩小,Ti-Nb-Ta-Zr合金体积略微膨胀。
冲击能量为1805 J时,Ti-Nb-Zr合金有最大烧结密度为4.79 g/cm3,最大硬度值为456 HV0.30;Ti-Nb-Ta-Zr合金最大烧结密 度为5.53 g/cm3,最大硬度为325 HV0.30。过长或过短的烧结保 温时间都不利于试样获得高的抗拉强度。
高速压制过程中,钛颗粒发生了破碎及塑性变形;另外,钛颗粒在 致密化过程发生剧烈摩擦、变形及绝热压缩产生了大量热能,导 致了温升效应,有利于纯钛压坯的致密化,且有冷焊现象产生。 Ti-13Nb-13Zr及Ti-29Nb-13Ta-4.6Zr钛合金生坯密度及径向弹 性后效随冲击能量的增加而增加。
冲击能量为1805 J时,Ti-Nb-Zr有最大生坯密度为4.72 g/cm3(相对密度为94.0%),Ti-Nb-Ta-Zr有最大生坯密度为5.63 g/cm3(相对密度为94.1%)。由于粉末体成分及粒径等因素不同, 钛合金生坯弹性后效不同,Ti-Nb-Zr生坯的径向弹性后效增加值 随着冲击能量增加而减小,而Ti-Nb-Ta-Zr生坯径向弹性后效增 加值随之增加。
冲击能量为1805 J且烧结保温2.0 h时,Ti-Nb-Zr合金最大抗拉 强度为1167 MPa,Ti-Nb-Ta-Zr合金最大抗拉强度为630 MPa。在 钛合金中加入TiB2,TiNbZr/TiB2及TiNbTaZr/TiB2试样的硬度随 着冲击能量增加而增加。
冲击能量为1805 J时,含有12%TiB2的TiNbZr材料(TNZ4)有最高 硬度值为558 HV0.30,含有12%TiB2的TiNbTaZr材料(TNTZ4)有最 高硬度值为490 HV0.30。而TiNbZr/Ti B2及TiNbTaZr/TiB2试样 的抗拉强度与冲击能量成正比,但随着TiB2含量的增加而减小, 含有3%TiB2的TiNbZr材料(TNZ1)有最大抗拉强度为765 MPa,含 3%TiB2的TiNbTaZr试样(TNTZ1)最大抗拉强度为702 MPa。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于钛合金棒材轧制成型的研究进展
钛合金棒材多用于机械制造业,由于其强度高、耐高溫和耐腐蚀等特点,其制品应用在军用产品、汽车配件以及钛合金人造骨骼等高精度要求的领域。
同时,还常被用在眼镜架等对耐磨强度有较高要求的制造行业。
随着科学技术的快速发展,钛合金棒材轧制加工技术也在不断地改进和完善,并更加趋于高效率、高质量和高性能发展方向。
文章就针对目前的钛合金轧制成型特点、轧制技术和方法等进行分析,力求从中总结钛合金棒材轧制成型中存在的问题,并结合现有的工业发展形势,探讨适合钛合金棒材轧制成型的发展方向。
标签:钛合金;轧制成型;工艺;方法;发展方向
引言
我国的钛资源丰富,钛合金棒材制品的用途也比较广泛。
随着社会经济发展带动起相应的市场经济发展,工业生产也有了更加综合性的要求。
对于钛合金制品来说要求高强度、高塑性和高韧性的相互综合。
因此,市场化的高要求也激励着钛合金轧制成型工艺和技术的改革与完善。
国内针对钛合金的研究水平与国外相比,在新领域内相较国外研究更加深入,而对于传统钛合金的研究方面较为欠缺。
所以,我国的钛合金研究在近几年内有了新的突破。
文章就针对钛合金棒材轧制成型的特点及相应轧制工艺和过程的研究,结合目前的市场化要求和钛合金应用趋势,探讨关于钛合金棒材轧制成型的研究进展及发展建议。
1 钛合金棒材轧制成型特点
钛合金棒材轧制成型的过程,主要是通过将较大规格的锻棒坯料在轧制后,进行冷却,冷却后的棒材主要呈现针状、细片状或者粗片状等形态。
钛合金轧制坯料通过轧制冷却后能够具备较强的韧性和抗拉性能,但此时的钛合金棒材还不具备高强度和高塑性的特点。
通常工业化生产要求钛合金棒材的加工能够形成拉伸和疲劳性能较强的等轴组织。
但在实际轧制过程中,由于坯料在室温条件下进行冷却从而制约了片状组织的综合性能,只有通过有针对性地变形处理才能够得以轴化,从而适合市场需求。
所以,钛合金棒材坯料在轧制过程中的组织轴化是一个重要问题。
若轧制变形量较大,则较容易提高组织可变性和力学性能。
而在变形量小时,则会影响钛合金的可塑性和强度。
同时,在钛合金棒材轧制过程中,要进行多次退火,而这种情形则会急速降低轧件的表面温度,内部温度不降反增,使轧件表面与中心温度形成较大的发差,进而容易造成表面裂纹。
所以,轧制的温度一定要控制得当。
道次间就成了控制温度和继续变形的轧制空间。
只有将大量的孪品进行再结晶才能够有效提高钛合金棒材的综合性能。
2 国内外钛合金的发展方向及技术进展
2.1 国内外钛合金的发展方向
最先进入市场并进行广泛应用的第一种钛合金是由美国研制成功的Ti-6AI-4V合金。
这种钛合金的强度、韧性、塑性、耐热性、耐蚀性和相容性等都较好,因而在市场中也得到了广泛的应用。
随着钛合金市场应用要求的提升,结构钛合金也向着高强度、高塑性、高韧性和高模量等相关方向发展。
因此,目前的国内外钛合金研究主要包括高温钛合金、钛铝化合物为基的钛合金、高强度高韧性的β钛合金、阻燃钛合金以及医用和船用钛合金等。
(1)高温钛合金现多被用于军用及民用飞机的发动机中。
而近年来,美国采用快速凝固的粉末冶金技术成功研制了一种高纯度和高性能的钛合金,以能够充分适应轧件表面与中心温度的差异性,保证钛合金的综合应用性能。
(2)钛铝化合物为基的钛合金主要优势是高温性能较好,抗氧化和抗蠕变性较强。
同时,这种钛合金的密度小,质量轻,能够被广泛应用在航空航天器材当中。
俄罗斯研究成功了一种新型的航空用钛合金,这种新型的钛合金相对于传统的来说,质量更轻,韧性更强,既能够保证航空飞行器的性能,还能够最大限度低减轻质量,减小阻力。
(3)β钛合金是一种比较适用的航空结构材料。
在实际应用中,可以根据不同强度和塑性的要求进行匹配,从而足大限度地增强可塑性、实用性和经济性。
目前,我国针对高强度、高韧性的β钛合金已经有了初步研究,成功完成实验室建设后,分别从西北、宝鸡和北京等多个有色金属加工厂进行配合研制。
宝鸡有色金属加工厂研发出了BTi-6554高强高韧性钛合金,北京有色金属研究总院和宝鸡加工厂联合研制成功了Ti-63高强高韧性钛合金。
而西北有色金属研究院则创新研制成功了Ti-1300合金和Ti-5322钛合金。
TC21也是西北有色金属研究院研究成功的新型钛合金,主要具有优良的强度、塑性和韧性,能够有效减少钛合金棒材白表面的裂纹,增强总体的综合性能。
(4)我国对阻燃钛合金的研究较为深入,Ti14和Ti40钛合金就是由西北有色院研究成功的,具有良好的阻燃性能,较适用于飞机发动机关键部件的机匣和叶片。
(5)对于船用钛合金来说,提高耐缝隙腐蚀性能,以能够达到持久耐用和高强度等要求的生产和开发。
国外根据各国家的应用需求进行了创新。
我国也研制出了比较有中国特色的不同强度级别的几种钛合金,这些钛合金都近于a型船用耐蚀性钛合金。
在实际应用中,可以根据不同使用条件进行搭配使用。
而对于医用钛合金而言,国外为了尽可能的排除AI v元素的不利影响,进而开发出了一系列的生物用新型钛合金。
这些钛合金普遍具有良好的耐蚀性、耐磨性和抗断裂性。
国内也一直致力于对医用钛合金的研究,在我国丰富的钛资源和研究经验的影响下,我国在综合力学性能和工艺性能等方面的研究均优于国外医用钛合金。
2.2 钛合金的技术进展
我国的钛合金棒材轧制技术主要包括熔炼技术、铸造技术、等温锻造技术、
热处理技术、焊接技术、加工技术、表面处理技术和最新加工技术等等。
其中,我国在熔炼技术中取得了较好的发展,将感应凝克熔炼技术的研究加入重点研究项目当中。
精密铸造技术多用于不易加工的铸件,最大限度地增加钛合金材料的利用率,降低生产成本。
其他钛合金的轧制成型技术在市场需求和经济利益的影响下,也尽量进行控制,以研制和创新的经验为基础,以理论与实际相结合,深入地进行技术改革与创新,以更快地适应市场发展需求,提升经济效益。
3 推动钛合金棒材轧制成型的发展建议
我国对钛合金棒材轧制成型工艺和方法的研究应该加强深入和维度。
对加工技术和成本花制备过程进行有效控制,以争取实现低成本、高性能的企业发展。
其次,对于大型优质钛合金坯料的制备,应该应用新型的制备技术,比如:新型电子束和等离子冷床炉熔炼技术等。
针对高效的短流程加工技术,应精准选择合适的制备技术,提高材料的利用率,降低工业成本,提高整体经济效益。
同时,轧制成型也包括激光成形、精密铸造、精密模锻、喷射成形和扩散链接等等。
我国有丰富的钛资源,随着我国钛合金加工技术的日渐成熟,更应该积极扩展钛合金的应用范围,将我国的钛合金应用推向国际化,提高市场竞争力的同时,也促进了钛市场的发展。
4 结束语
我国具有丰富的钛资源,在国内外研究的基础上,更是加强了对钛合金加工和成型等技术的相关研发。
以选择合理的轧制方法和工艺,生产出具有高强度、高韧性、高塑性等相互结合的综合性钛合金棒材,提高坯料的利用率。
并能够根据市场需求,研发出多样化、创新性和高适用性的轧制工艺,方便在实际生产中多个领域的应用。
所以,我国还应该进一步加强对钛合金棒材轧制成型工艺和方法的研发,以从整体上推动钛市场的改革与创新。
参考文献
[1]帅美荣,黄庆学,秦建平,等.钛合金棒材轧制成型研究进展[J].材料导报,2012,03:111-115.
[2]段华,朱艳春,叶立平,等.基于有限元模拟分析的钛合金棒材连轧孔型优化设计[J].材料导报,2016,S1:157-160.
[3]王科.钛合金制备方法的研究进展[J].材料导报,2014,S2:143-146+158.。