(国际贸易)工业纯钛及TAV钛合金棒材加工贸易单耗标准
纯钛及钛合金热加工性能全参数
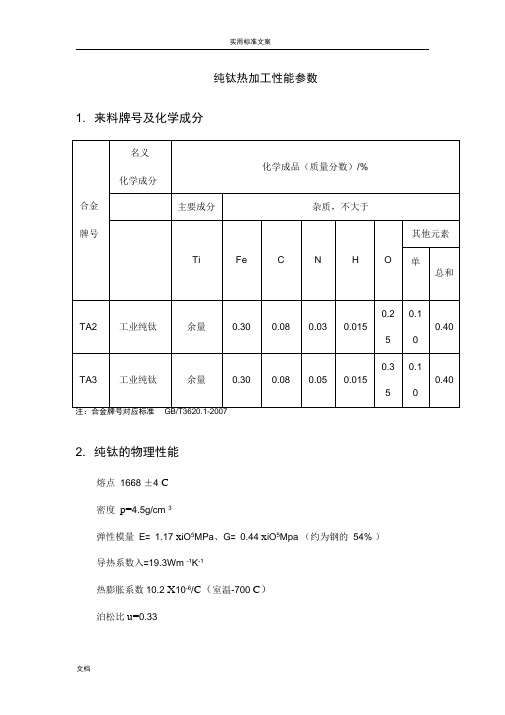
纯钛热加工性能参数1. 来料牌号及化学成分2. 纯钛的物理性能熔点1668 ±4 C密度p=4.5g/cm 3弹性模量E= 1.17 x iO5MPa、G= 0.44 x iO5Mpa (约为钢的54% )导热系数入=19.3Wm -1K-1热膨胀系数10.2 X10-6/C(室温-700 C)泊松比u=0.333. 常温下力学性能4. 加热规范板坯在热轧前需要在加热炉中均匀加热,为防止氧扩散,应限制加热温度和时间,因此,从成材率、表面质量考虑,该扩散层的厚度越薄越好,为此,热轧带卷加热温度的设定应在保证稳定轧制并可卷制成带的情况下,尽可能低。
通常工业纯钛在加热炉内最好加热至800~920 C。
纯钛料轧制时的加热制度和终轧温度电炉或煤气炉加热200mm 厚的板坯的加热时间约为230~240min5. 轧制过程控制热轧分为粗轧和精轧。
粗轧通常使用可逆式轧机,从厚板坯(80~300mm )的轧制到供精轧机轧制的板材厚度(25~40mm ),需经5~7个道次的轧制。
纯钛的粗轧终轧温度为790 C。
精轧工序在6~7台串列式轧机进行,可将25~40mm 的板坯连续加工成钛带材(厚3~6mm ),轧制速度可达300~600m/mi n 。
轧制过程温度控制参数为:钛板坯在加热炉中加热到800~920 C,在910 C 出炉;粗轧终轧温度为790 C,连续热轧时钛坯温度控制在650~800 C范围,终轧温度为670 C;在470~490 C温度范围进行卷取。
轧制后立即将钛带在输出辊道上用水冷或空冷的方法,以大于5~10 C /s的速度冷却,在低于500 C时卷取,以保证带卷材质均匀。
其它工艺要点有:严格控制初轧及连轧时各机架压下量和各机架上带材的温度;避免辊道对带材表面划伤;每轧3~4块清理一下辊道上的金属沾污;热轧带卷初始阶段,需要建立一个稳定的、大于4MPa/mm 2的后张力,防止因带材卷乱或松卷引起划伤。
43项加工贸易单耗标准文本-中华人民共和国商务部
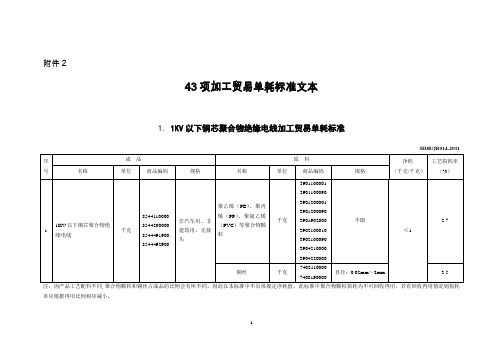
附件243项加工贸易单耗标准文本1.1KV以下铜芯聚合物绝缘电线加工贸易单耗标准HDB/JB014-2011注:因产品工艺配料不同,聚合物颗粒和铜丝占成品的比例会有所不同,因此在本标准中不具体规定净耗值。
此标准中聚合物颗粒损耗为不可回收再用,若有回收再用情况则损耗率应根据再用比例相应减小。
2.铝塑汽车散热器加工贸易单耗标准HDB/JB015-2011注:1、此标准仅适用于“O”型散热管。
3.汽车转向管柱用管加工贸易单耗标准HDB/JB016-20114.自攻螺钉加工贸易单耗标准HDB/JB017-20115.8.7/10kV铜芯交联聚乙烯绝缘聚氯乙烯护套电力电缆(三芯)单耗标准HDB/JB018-20116.小型金属化聚酯膜电容器(CL21X)加工贸易单耗标准HDB/YD011-20112、CL21X的符号含义:C代表电容器,L代表聚酯膜,L后的2代表金属化,L后的1代表环氧树脂封装,X代表小型化。
3、CL21X可分为粉体、盒式两种外观类型,但这不影响金属化膜的单耗。
7.片式多层瓷介电容器(MLCC)加工贸易单耗标准8.片式压电晶体谐振器加工贸易单耗标准HDB/YD013-20119.多晶硅太阳能光伏组件加工贸易单耗标准HDB/YD014-201110.吊扇马达用定子、转子加工贸易单耗标准HDB/YB015-201111.手机按键内层金属弹片加工贸易单耗标准HDB/YB016-201112.计算机硬盘磁头臂加工贸易单耗标准HDB/YB017-201113.对乙酰氨基酚(扑热息痛)加工贸易单耗标准HDB/YY003-201114.牛磺酸加工贸易单耗标准HDB/YY004-201115.单板饰面板加工贸易单耗标准HDB/LY007-20112、单板饰面板为单面压贴。
3、本单耗标准中的原木应符合国家标准《GB/T15106-2006 刨切单板用原木》规定,木方应符合国家标准《GB/T153-1995、GB/T4817-1995、GB/T4822-1999、GB449-1984 锯材》规定,木质单板应符合国家标准《GB/T 13010-2006 刨切单板》规定,单板饰面板应符合国家标准《GB/T15104-2006 装饰单板贴面人造板》规定。
国内外医用钛及钛合金标准及性能
国内外医用钛及钛合金标准及性能发布时间:2010-4-17 10:20:42 中国废旧物资网一、钛在医学中的应用1、钛作为一种新兴的材料在我国及世界制药工业、手术器械、人体植入物等领域使用已有几十年的历史,并已取得了极大地成功。
2、人体内应外伤、肿瘤造成的骨、关节损伤,采用钛及钛合金可制造人工关节、接骨板和螺钉现已广泛用于临床。
还用于髋关节(包括股骨头)、膝关节、肘关节、掌指关节、指间关节、下頜骨、人造椎体(脊柱矫形器)、心脏起搏器外壳、人工心脏(心脏瓣膜)、人工种植牙、以及钛网在头盖骨整形等方面。
3、对于植入物材料的要求可以归为三个方面:材料与人体的生物相容性、材料在人体环境中的耐腐蚀性和材料的力学性能,作为长期植入材料有下列七项具体要求:①、耐蚀性;②、生物相容性;③、优越的力学性能和疲劳性能;④、韧性;⑤、低的弹性模量;⑥、在组合体中有好的耐磨性;⑦、令人满意的价格;4、外科植入物材料主要有:金属、聚合物、陶瓷等,金属材料又包括不锈钢、鈷基合金和钛基合金。
材料性能与骨性能的比较和植入物材料的特性比较见表一和表二。
从表二可以看出,不锈钢价格低廉,易于加工,但耐蚀性和生物相容性不如钛合金;鈷鉻合金的耐磨性比钛合金好,但密度较大,太重;钛及钛合金由于比强度高,生物相容性好及耐体液腐蚀性好等特点正日益受到重视。
钛合金的不足之处识是耐磨性差、难于铸造,加工性能也差。
二、国内外外科植入物用钛及钛合金加工材标准情况1、国外外科植入物用加工材标准纯钛:国际标准化组织 ISO 5832/2 1999E《外科植入物-纯钛加工材》美国标准:ASTM F67 2006a 《外科植入物用纯钛》TC4: 国际标准化组织 ISO 5832/3 1996Z 《外科植入物-金属材料-Ti-6Al-4V加工材》ASTM F1472 2002 《外科植入物用Ti-6Al-4V合金加工材》TC4ELI: ASTM F136 2002a 《外科植入物用Ti-6Al-4VELI(超低间隙)加工材规范》TC20: ISO 5832/11 I994(E) 《外科植入物-金属材料-Ti-6Al-7Nb合金加工材》ASTM F1295:2005《外科植入物用Ti-6Al-7Nb合金加工材》2、中国国家标准①、《外科植入物用钛及钛合金加工材》中国国家标准为GB/T13810-2007,牌号有:TA 1ELI、TA1、TA2、TA3、TA4、TC4、TC4ELI、TC20.品种有:板材0.8~25mm;棒材7.0~90mm;丝材1.0~7.0mm;GB\T13810-2007标准中规定的各项性能指标:②、GB/T13810-2007标准中,为了保证外科植入物用钛及钛合金加工材的综合性能(强度、塑性、韧性、硬度、抗疲劳等性能的合理匹配),对两相钛合金的高倍金相组织和氢含量及其它间隙元素含量都有非常严格的要求和控制。
三十一项加工贸易单耗标准名称列表及文本

三十一项加工贸易单耗标准名称列表及文本附件131项加工贸易单耗标准名称列表序号1 2 3 4 5 6 7 8 9 10 11 12 标准号HDB/YB011-2022年HDB/YB012-2022年HDB/YB013-2022年HDB/YB014-2022年HDB/CY005-2022年HDB/YD006-2022年HDB/YD007-2022年HDB/YD008-2022年HDB/YD009-2022年HDB/QB038-2022年HDB/QB039-2022年HDB/QB040-2022年标准名称批准日期不锈钢丝加工贸易单耗标准2022年12月10日2022年12月10日非合金钢丝(铁丝)加工贸易单耗标准2022年12月10日钢丝帘线加工贸易单耗标准2022年12月10日碳素钢药芯焊丝加工贸易单耗标准2022年12月10日书籍加工贸易单耗标准2022年12月10日超大规模集成电路晶圆加工贸易单耗标准引脚类单芯片、半球类(BGA)单芯片集成电路封2022年12月10日装加工贸易单耗标准2022年12月10日印制电路用覆铜箔层压板加工贸易单耗标准2022年12月10日多层印制板用粘结片加工贸易单耗标准非瓦楞纸板纸盒[开槽型(02型)、套合型(03型)、2022年12月10日折叠型(04型)]加工贸易单耗标准压缩式家用型冷藏电冰箱(容积不超过50升)加2022年12月10日工贸易单耗标准2022年12月10日宠物尿垫加工贸易单耗标准实施日期2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日 1序号13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 标准号HDB/QB041-2022年HDB/QB042-2022年HDB/QB043-2022年HDB/QB044-2022年HDB/QB045-2022年HDB/QB046-2022年HDB/QB047-2022年HDB/HJ006-2022年HDB/HJ007-2022年HDB/HJ008-2022年标准名称塑料周转箱加工贸易单耗标准塑料餐具加工贸易单耗标准氢镍电池加工贸易单耗标准聚乙烯薄膜加工贸易单耗标准塑料百叶窗帘加工贸易单耗标准塑料打火机加工贸易单耗标准聚乙烯防水布加工贸易单耗标准钯金首饰、钯金镶嵌首饰加工贸易单耗标准氰化亚金钾加工贸易单耗标准银电铸摆件加工贸易单耗标准HDB/FZ049-2022年梭织男式上衣(茄克衫)加工贸易单耗标准HDB/FZ050-2022年精梳羊毛与化纤混纺机织纱加工贸易单耗标准HDB/FZ051-2022年精梳羊毛与化纤混纺机织物加工贸易单耗标准HDB/FZ052-2022年尼龙-6织带加工贸易单耗标准批准日期2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日2022年12月10日实施日期2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年1月12日2022年12月10日2022年1月12日2022年12月10日2022年1月12日2022年12月10日2022年1月12日亚麻与棉、化纤混纺漂白、染色、印花机织物加工2022年12月10日2022年1月12日HDB/FZ053-2022年贸易单耗标准亚麻与棉、人造纤维混纺的色织机织物(坯布)加2022年12月10日2022年1月12日HDB/FZ054-2022年工贸易单耗标准 2序号29 30 31 标准号标准名称HDB/FZ055-2022年棉制与合成纤维制纬编针织物加工贸易单耗标准HDB/FZ056-2022年纯桑蚕丝色织机织物加工贸易单耗标准批准日期实施日期2022年12月10日2022年1月12日2022年12月10日2022年1月12日棉、化纤及其混纺的漂白、染色、印花机织物加工2022年12月10日2022年1月12日HDB/FZ057-2022年贸易单耗标准附件231项加工贸易单耗标准文本1. 不锈钢丝加工贸易单耗标准HDB/YB011-2022年序号名称单位成品商品编号规格名称不规则盘卷的不锈钢热 1 不锈钢丝千克__-__ 直径≥3.0 mm 轧条、杆(不锈钢热轧盘条)不规则盘卷的不锈钢热2 不锈钢丝千克__-__ 直径1.5-3.0 mm 轧条、杆(不锈钢热轧盘条)3 不锈钢丝千克__-__ 直径≤1.5 mm 不规则盘卷的不锈钢热千克__-__ 1 1.5 千克__-__ 1 1 千克__-__ 1 0.5 原料单位商品编号规格净耗(千克/千克)工艺损耗率(%)3轧条、杆(不锈钢热轧盘条)不规则盘卷的不锈钢热4 不锈钢丝千克__-__ 冷镦不锈钢丝轧条、杆(不锈钢热轧盘条)注:以上1-3项成品为普通五金材料,执行标准为GB4240;第4项成品为冷镦材料,执行标准为GB/T4232-1993(冷镦就是利用金属的塑性,采用冷态力学进行施压或冷拔,达到金属固态变形的目的。
国内及国外钛及钛合金标准

7
无缝和焊接钛及钛合金管
ASTM B337:1995a
8
钛及钛合金线材
ASTMB863:1999
9
钛及钛合金标准焊接管
ASTMB862:2009
ASTMB862:1999
10
钛及钛合金标准无缝管
ASTMB861:2010
ASTMB861:1999
11
钛及钛合金锻件
ASTMB381:2010
国内及国外钛及钛合金标准
序号
标准名称
标准号
代替标号
1
海绵钛
ASTM B299-2008
2
外科植入物用钛及钛合金加工材
ASTM F67:2006
3
钛及钛合金网篮
YS/T 577-2006
4
工业流体用钛及钛合金管
YS/T 576-2006
5
冷凝器和热交换器用无缝和焊接钛及钛合金管
ASTM B338:2010
1
钛及钛合金牌号和化学成分
GB/T 3620.1-2007
GB/T 3620.1-1994
2
钛及钛合金加工产品化学成分允许偏差
GB/T 3620.2-2007
GB/T 3620.2-1994
3
钛及钛合金饼和环
GB/T 16598-1996
4
外科植入物用钛及钛合金加工材
GB/T 13810-2007
GB/T 13810-1997
钛-不锈钢复合板
GB/T 8546-2007
20
航天用钛合金环材规范
GJB 1169-1991
21
紧固件用钛及钛合金棒(线)材规范
GJB 2219-1994
《钛及钛合金棒材》

《钛及钛合金棒材》编制说明(送审稿)(2006年12月)钛及钛合金棒材一、任务来源及计划要求根据全国有色金属标准化技术委员会《关于下达2006~2008年有色金属国家标准修订计划的通知》(有色标委[2006]第13号)的要求,由宝钛集团有限公司、宝鸡钛业股份有限公司负责修订GB/T 2965-1996《钛及钛合金棒材》。
按要求于2006年完成修订任务。
二、编制过程(包括编制原则、工作分工、征求意见单位、各阶段工作过程等)1、编制原则在现行标准的基础上,结合近些年来钛及钛合金棒材的研制成果及生产、使用的实际情况,参考宝钛集团有限公司与国内使用单位签订的相关的产品协议标准,并充分考虑现行标准在执行过程中产生的问题进行修订。
1)根据国家标准GB/T 3620.1《钛及钛合金牌号与化学成分》的修订情况,将工业纯钛棒材的牌号相应修订为TA1、TA2、TA3和TA4(分别对应ASTM标准的Gr.1、Gr.2、Gr.3和Gr.4);并新增TC4 ELI、TA13、TA15和TA19等钛合金牌号。
2)扩大了棒材的尺寸范围:最小直径或截面厚度从8mm降为>7mm;棒材的最大规格由200mm增大到230mm;退火态棒材的长度范围扩大为300mm~3000mm。
3)依据ASTM B348-06ε1标准,补充了TA1、TA2、TA3、TA4和TC4 ELI 的力学性能指标;根据相关协议标准,确定TA13、TA15和TA19钛合金棒材的力学性能指标。
4)增加了所有牌号钛棒材的规定非比例延伸强度R p0.2指标。
5)提高了棒材的直径或截面厚度的尺寸允许偏差要求。
6)增加了机加工棒材的表面粗糙度要求。
2、分工本标准由宝钛集团有限公司和宝鸡钛业股份有限公司起草。
3、征求意见单位本标准在中国有色金属标准计量质量研究所网站公开征求意见。
4、各阶段工作计划2005年6月~2006年4月调研;2006年5月~2006年7月提出标准草案;~2006年11月标准征求意见,形成讨论稿并完成标准的预审;~2006年12月完成标准送审稿。
钛及钛合金牌号和化学成分 标准

钛及钛合金牌号和化学成分标准
一、钛及钛合金牌号
1. 工业纯钛
工业纯钛是一种具有优异综合性能的工程材料,广泛用于化工、石油、食品、轻工等领域。
根据杂质元素含量的不同,工业纯钛分为TA1、TA2和TA3三个牌号。
2. 耐蚀钛合金
耐蚀钛合金主要用于化工、石油等领域的设备及管道,具有较强的耐腐蚀性能。
常用的耐蚀钛合金属有Ti-3Al-2.5V(TC4)和Ti-6Al-4V(TC20)等。
3. 高强度钛合金
高强度钛合金主要用于航空航天、汽车等领域的高强度结构件。
常用的高强度钛合金属有Ti-6Al-4V (TC20)、Ti-5Al-2.5Fe(TC21)等。
4. 高强度耐蚀钛合金
高强度耐蚀钛合金结合了高强度和耐腐蚀性能,主要用于海洋工程、化学工业等领域的重要结构件。
常用的高强度耐蚀钛合金属有Ti-6Al-4V ELI(TC4 ELI)等。
5. 高强度低成本钛合金
高强度低成本钛合金具有较高的强度和较低的成本,主要用于汽车、航空航天等领域的重要结构件。
常用的高强度低成本钛合金属有Ti-6Al-4V(TC20)等。
6. 非晶钛合金
非晶钛合金具有优异的力学性能和耐腐蚀性能,是非晶材料中的一种。
常用的非晶钛合金属有Ti-55531等。
二、钛及钛合金化学成分标准
1. 3620.1:钛及钛合金牌号和化学成分。
2. 3620.2:钛及钛合金棒材化学成分允许偏差。
3. 3620.3:钛及钛合金管材化学成分允许偏差。
4. 3620.4:钛及钛合金丝材化学成分允许偏差。
大规格钛及钛合金棒材标准

大规格钛及钛合金棒材标准
本标准适用于直径不小于20mm的大规格钛及钛合金棒材,包括
α和α+β型钛合金。
2.技术要求
2.1 化学成分:钛及钛合金应符合下表规定的化学成分要求。
2.2 机械性能:钛及钛合金棒材应符合下表规定的机械性能要求。
2.3 其他要求:钛及钛合金棒材应符合下列要求:
(1) 表面质量:棒材表面应平整、光滑,无明显裂纹、划痕和氧化皮。
(2) 尺寸偏差:棒材直径和长度应符合设计要求,偏差应符合下表规定。
3.试验方法
3.1 化学成分:化学成分检验应按照国家标准进行。
3.2 机械性能:机械性能试验应按照国家标准进行,棒材应从热加工的同一块材料中取样。
4.检验规则
4.1 检验员:检验员应经过专门培训,具有检验资格证书。
4.2 检验方法:检验应按照国家标准进行。
4.3 检验结果:钛及钛合金棒材的化学成分、机械性能等技术指标不得低于本标准规定的要求。
5.标志、包装、运输和贮存
5.1 标志:棒材应标明钛及钛合金种类、直径、长度、批号等信
息。
5.2 包装:棒材应包装牢固,防潮、防锈。
5.3 运输:棒材在运输过程中应防震、防摔、防划。
5.4 贮存:棒材应储存在干燥、通风、无腐蚀性气体的库房中,避免受潮、受热、受压。
以上是大规格钛及钛合金棒材的标准,供相关企业和单位参考使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(国际贸易)工业纯钛及TAV 钛合金棒材加工贸易单耗标
准
附件4
HDB/YS009-2005 工业纯钛及Ti-6Al-4V钛合金棒材加工贸易单耗标准
(商品编号81089010)
1范围
本标准规定了以海绵钛(商品编号81082010)为原料加工生产工业纯钛及Ti-6Al-4V合金棒材(商品编号81089010)的加工贸易单耗标准。
本标准适用于海关和商务主管部门对以海绵钛加工工业纯钛及Ti-6Al-4V钛合金棒材的加工贸易企业进行加工贸易单耗审批、备案和核销管理。
2定义
本标准采用以下定义:
单耗:指正常生产条件下,生产每单位质量的工业纯钛及Ti-6Al-4V合金棒材所耗用海绵钛的质量单位数。
3单耗标准
3.1原料品质规格
本单耗标准中的海绵钛应符合ГОСТ17746、ASTMB299、JISH2151、
GB/T2524、协议标准等采购合同签订的任壹标准或组合。
3.2成品品质规格
本单耗标准中的工业纯钛及Ti-6Al-4V钛合金棒材应符合AMS、ASM、ASTM、JIS、协议标准等合同签订的任壹标准或组合。
3.3单耗标准
工业纯钛及Ti-6Al-4V钛合金棒材加工贸易单耗标准
HDB/YS009-2005
工业纯钛及Ti-6Al-4V钛合金棒材加工贸易单耗标准编
制说明
1任务来源
为加强加工贸易单耗管理,规范和完善海关和商务管理部门对加工贸易单耗的审批、备案、核销,打击伪报单耗的不法行为,促进加工贸易的健康发展,根据海关总暑办公厅、原国家经贸委办公厅关于下发2002年海关系统加工贸易单耗标准制定任务的通知,特制定工业纯钛及Ti-6Al-4V钛合金棒材加工贸易单耗标准。
本标准由海关总署办公厅、原国家经贸委办公厅委托西安海关负责起草制定。
由海关总署加贸司、国家发展改革委经贸司和中国有色金属工业协会组织关联工业协会及企业的工艺、技术专家和海关加工贸易保税专业技术人员组成的评审委员会进行审定。
2制定单耗标准的原则
单耗标准制定原则是以国家标准、行业标准和该行业加工贸易企业的平均生产水平为制定基础,贯彻国家税收政策、产业政策和外贸政策,符合我国加工贸易企业的生产实际,有利于加工贸易企业技术进步和公平竞争,便于海关有效监管和关联单耗数据信息的使用和维护。
3该商品的加工贸易情况
该商品于2001~2004年加工贸易进口海绵钛2642吨,出口情况见下表。
工业纯钛及Ti-6Al-4V钛合金于2001-2004年加工贸易基本情况
4标准的执行幅度
单耗标准设定最高上限值。
各地商务主管部门和海关应于本单耗标准的范围内按加工贸易企业的生产实际审批和核定加工企业生产成品的单耗。
5商品和加工工艺知识
5.1成品和主要原料的商品知识
5.1.1主要原料的商品知识
海绵钛:用镁仍原四氯化钛获得的浅灰色海绵状金属。
海绵钛按照其杂质含量,世界各国均规定了相应牌号,我国GB/T2524分为MHTi-100、MHTi-110、
MHTi-125、MHTi-140、MHTi-160、MHTi-200,日本JISH2151分为TS-105M,TS-105S,TS-120M,TS-120S,TS-140M,TS-140S,TS-160M,TS-160S,美国ASTM299中GP、EL、SL、ML、MD,俄罗斯、乌克兰、哈察克斯坦等国гоcт17746标准分为ТГ-90、ТГ-100、ТГ-110、ТГ-120、ТГ-130、ТГ-140、ТГ-150、ТГ-TB。
海绵钛粒度壹般分为0.83-12.7mm,0.83-25.4mm,2-12mm,12-25mm,≤70mm或依据供需双方协议规定。
海绵钛外观质量应为浅灰色海绵状金属,表面清洁,无目视可见的夹杂物。
可是实际产品中存于有缺陷的海绵钛块。
有缺陷的海绵钛块是指:过烧的海绵钛块;具有明显的暗黄色和亮黄色的氧化海绵钛块;带有暗黄色和亮黄色痕迹的氧化和富氮的海绵钛块;带有明显氯化物残余的海绵钛块;带有残渣的海绵钛块;高铁及其伴生元素的海绵钛块。
上述有缺陷的海绵钛必须通过人工挑选的方式挑出,不能用于铸锭生产。
5.1.2成品商品知识
工业纯钛:是指含有少量杂质元素(铁、硅、碳、氮、氧等)钛含量不低于99%的致密金属钛。
工业纯钛具有良好的塑性、较低的强度、良好的耐蚀性和可焊性以及良好的冷、热加工性能,可生产各种规格的板材、棒材、型材、带材和箔材。
世界各国均有相应的牌号。
我国分为TA0、TA1、TA2、TA3,美国ASTM定为Gr1、Gr2、Gr3、Gr4等。
纯钛是单相(α相)材料,壹般以退火状态交货。
Ti-6Al-4V合金:是指以钛为基体含有金属铝和钒及杂质的钛合金,其钛含量于90%左右。
该合金名义上含有6%铝和4%钒。
是世界范围应用最广、产量最大的钛合金,尤其是于宇航工业。
该合金具有中等强度和适用的塑性,主要用来生产棒材、饼材、锻件和板材。
它是壹种可热处理强化的钛合金,但大多数情
况下,仍以退火状态交货。
目前Ti-6Al-4V合金已经发展成为国际性钛合金,世界各国也均有相应的牌号。
于我国以TC4命名为其合金牌号;其国际编号为R56400和R56401(ELI),Ti-6-4,美国ASTM为Gr5等。
棒材:海绵钛通过俩次或三次真空自耗电弧(VAR)熔炼生产的铸锭,经过锻造、挤压、轧制得到的圆形棒和矩形棒。
因所用的加工方法不同而分为锻棒、挤棒、轧棒和精锻棒等品种。
5.2加工工艺知识及工艺过程
钛和钛合金塑性加工具有变形抗力大、常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易和模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
因此钛及其合金结晶组织、物理性能和化学性质的特点使其和钢、铝合金和重有色金属合金工艺性能根本不同的综合工艺性能。
故钛和钛合金的加工工艺有独特的特点。
工业纯钛及Ti-6Al-4V钛合金棒材生产的主要工艺流程:
海绵钛→人工挑料→制备电极→二次或三次真空熔炼→铸锭扒皮、切冒口→成品铸锭→加热→开坯锻造→修磨→加热→中间坯料锻造/挤压/轧制→成品锻造/挤压/轧制→精整→酸洗→机械加工→检验→棒材入库
目前,国内钛及其合金材料生产企业以宝钛集团XX公司及其控股的宝鸡钛业有限股份公司为龙头,形成了我国专业化程度最高、加工设备最系统化、产品规格最多的钛材加工及其制造业基地。
其工艺技术和装备水平,随着生产的发展,不断得到改进和革新,如10T真空自耗电弧炉、2400KW冷炉床炉和2500T快锻机的引进安装和技术消化,大大提高了铸锭冶金质量,实现锻造加工工序的自动化,有效地提高了生产率及产品质量,使生产流程趋向于更为合理及先进。
5.3工艺损耗原因和环节
5.3.1海绵钛中存于有缺陷海绵钛块诸如过烧的海绵钛块、具有明显的暗黄色和亮黄色的氧化海绵钛块等,需要人工将其挑选出,从而产生损耗;海绵钛制备电极后进行二次或三次真空自耗熔炼,熔炼温度壹般于1800℃ 2000℃之上,此时产生金属烧损、喷溅和氯化物挥发等工艺损耗;同时熔炼的壹次、二次、三次铸锭进行平头、平底、倒角、扒皮等处理也产生工艺损耗,因此铸锭生产过程产生工艺损耗量较大。
5.3.2成品铸锭于加热、锻造/挤压/轧制、修磨、精整、酸洗等棒材正常加工过程中,产生加热氧化烧损、酸洗腐蚀、打磨、扒皮、切头、切边、切口等工艺损耗,由于钛及钛合金本身加工特性,工艺流程长,每壹加工过程均应将表面缺陷清理干净,需要上述处理过程的重复,从而造成大量工艺损耗。
5.3.3海绵钛复验,铸锭化学成分、相变点试样,棒材化学成分、力学性能、金相组织检验试样等同样造成金属工艺损耗。
6单耗标准执行注意事项
关于加工材生产所使用的海绵钛正如5.1.1条款所述,工厂通常依据订货标准和要求相应使用不同粒度和级别的海绵钛,工业化生产通常使用2-70mm粒度海绵钛。
本单耗标准表中的单耗值已包括工艺损耗。
于实际加工过程中,鉴于钛及钛合金独有的特性和加工工艺、装备、品种等的影响,将会产生7-10%工艺损耗率,其中:工业纯钛的工艺损耗率为7-9%;Ti-6Al-4V合金的工艺损耗率为8-10%。
同时,根据生产统计数据表明,钛及钛合金加工材加工贸易成品率约为
40-60%。
从原料海绵钛加工至成品工业纯钛及Ti-6Al-4V合金棒材的生产过程中,具有利用价值的边角料、次品应按海关有关规定处理。