改性PVC塑料生产车间集中供料系统设计
年产万吨聚氯乙烯车间工艺设计

年产万吨聚氯乙烯车间工艺设计1. 引言本文档旨在对年产万吨聚氯乙烯(PVC)车间的工艺设计进行详细说明。
PVC是一种重要的合成树脂,广泛应用于建筑材料、电线电缆、塑料制品等领域。
设计一个高效、稳定和可持续发展的车间工艺对于确保产品质量和提高生产效率至关重要。
2. 工艺流程2.1 原料准备PVC的主要原料包括乙烯、氯乙烯和氢氯酸等。
原料准备阶段需要对原料进行储存、提供和混合。
储存区域应具备良好的通风和防火设施,确保原料的安全性和稳定性。
2.2 反应PVC的生产主要通过聚合反应完成。
聚合反应要求严格的温度控制、压力控制和触媒添加。
反应釜设备应具备高效的加热和冷却系统,以确保反应的可控性和高效性。
2.3 分离和磺化在聚合反应完成后,需对产物进行分离和磺化处理。
分离过程主要通过卸料和过滤等方式进行,确保分离效果良好。
磺化处理则需通过控制温度和添加磺化剂等手段,使产物获得所需的性质和品质。
2.4 硫化经过分离和磺化处理后的产物需要进行硫化反应,以提高PVC的机械性能和耐候性。
硫化过程需要控制温度、压力和硫化剂的添加量,确保硫化反应的完全性和一致性。
2.5 润滑和加工硫化后的PVC需要进行润滑处理,以增强其流动性和加工性。
润滑处理一般通过添加润滑剂,同时需要控制温度和混合速度,以确保润滑剂均匀分布。
之后,PVC可进行成型、挤出、注塑等加工方式,制成最终的产品。
3. 设备需求为了实现年产万吨聚氯乙烯的目标,车间需要配置以下主要设备:•反应釜:高效的反应釜能够提供良好的加热和冷却系统,满足反应过程的要求。
•分离设备:包括卸料和过滤设备,能够实现有效和高效的分离过程。
•磺化设备:具备精确的温度控制和添加磺化剂的能力,以实现良好的磺化效果。
•硫化设备:提供准确的温度和压力控制,确保硫化反应的完全性和一致性。
•润滑设备:包括润滑剂添加设备和混合设备,能够实现均匀的润滑处理。
4. 安全和环境考虑在设计车间工艺时,安全和环境因素是非常重要的考虑因素。
谈聚氯乙烯化工生产设计

谈聚氯乙烯化工生产设计摘要:根据现代安全生产管理的理念,针对聚氯乙烯生产事故特点,阐明了如何系统地辨识聚氯乙烯生产的危险及有害因素,为聚氯乙烯生产事故的防范提供依据。
聚氯乙烯属于一种通用塑料,它的特性非常鲜明,如抗腐蚀、对电具有绝缘性、不易熄灭且机械强度很高。
正是由于聚氯乙烯具有这些优良的性能,所以在工农业以及日常生活许多的范畴被普遍运用。
特别是近些年来,随着生产的开展,关于聚氯乙烯的需求日益加大。
一、聚氯乙烯化工加料系统生产设计第一,聚氯乙烯的储存与加料:在聚氯乙烯车间中将新颖的单体聚氯乙烯运来之后,会经过过滤器来到聚氯乙烯贮槽中存储起来,再经过聚氯乙烯接纳程序把接纳回来的聚氯乙烯存储在能储纳聚氯乙烯设备中。
经过聚氯乙烯设备不时从存储设备中抽取料、并经过过滤器滤过聚氯乙烯再加料,轮回接纳到聚氯乙烯存贮设备中。
这样做的目的是为了保管聚氯乙烯泵加料时的压力,保证聚氯乙烯不汽化方式,由此来避免再增加原料时酿成损坏流量计。
增加原料时泵先保送回收单体,泵后保送新颖单体,回收单体与新颖单体坚持一定比例。
第二,储存和加料脱盐水:经过计量冷脱盐水在送入冷脱盐水存储设备中与热脱盐水存储设备中。
加热冷脱盐水经过加热器到达预订温度时送入储藏热脱盐水设备中,等候加料时用,该槽当温度不达标和液体位置低时聚合釜不保证加料。
根据聚合时温度规范混合冷热脱盐水加料,经过加料泵参加冷脱盐水与热脱盐水。
第三,冲洗水和注入水时的加料:输入水泵,各脱盐水经过冷脱盐水设备抽水给用户供水,出口压力到达二点逐个兆帕时用于浆原料泵、块料粉碎机、聚合釜封轴等。
此设备具有坚持压力恒定系统,另外此泵出口还用于注入脱盐水聚合釜的水,来确保内的容积稳定。
冲洗水泵的出口压力坚持在一点逐个兆帕,运用于冲洗管理,协助助剂提水配制,还为增压泵供应冲洗水和冲洗水设备,水泵冲洗的水经过增压泵加压后给接纳别离器、聚合、加料汽提槽等供应达一点四一兆帕的冲洗水。
二、聚氯乙烯化工分散剂系统生产设计聚氯乙烯设计采用两种分散剂混合运用。
年产5万吨PVC生产车间的工艺设计

目录摘要 (I)1.概述 (1)1.1生产方法简介及设计方法的确定 (1)1.1.1氯乙烯单体的制备方法的选取 (1)1.1.2聚合方法选取 (1)1.2产品的基本性能 (1)1.3产品的应用状况 (2)1.4有关设计参数 (3)2.物料衡算. (4)2.1聚合釜物料衡算 (4)2.2出料槽物料衡算 (5)2.3汽提塔物料衡算 (6)2.4离心部分物料衡算 (7)2.5气流干燥部分物料衡算 (8)2.6沸腾干燥部分物料衡算 (8)2.7筛分包装部分物料衡算 (8)2.8物料衡算总平衡 (9)3.热量衡算. (11)4关键设备的选型 (12)4.1聚合釜的选型 (12)4.2其他设备的选型 (12)5.车间设备布置设计 (13)5.1车间设备布置的原则 (13)5.1.1车间设备布置的原则 (13)5.1.2车间设备平面布置的原则 (13)5.1.3车间设立面布置的原则 (13)5.2车间设备布置 (14)5.2.1车间设备平面布置 (14)5.2.2车间设备立面布置 (14)6.公用工程 (15)6.1供水 (15)6.2供电 (15)6.3供暖 (15)6.4通风 (15)参考文献 (16)致谢 (17)年产5万吨PVC生产车间的工艺设计摘要本设计是年产5万吨聚氯乙烯(PVC)车间合成工段初步设计。
本文对聚氯乙烯的研究,生产和应用进行了详细的概述,阐述了其在化学工业中的作用和地位。
并介绍了氯乙烯的制备方法和确定了聚氯乙烯的生产工艺。
在确定聚氯乙烯生产工艺的基础上进行了物料衡算,热量衡算,设备选型和车间设计等过程。
文中还对供电、供水、采暖等方案进行了简单的阐述。
关键词:氯乙烯,乙烯氯氧化,聚氯乙烯,悬浮聚合,反应釜选型1.概述1.1生产方法简介及设计方法的确定1.1.1 氯乙烯单体的制备方法的选取氯乙烯单体可由电石乙炔法和乙烯氧氯化法制备,本工艺采用乙烯氧氯化法制备氯乙烯单体。
此方法中氧氯化部分主要采用美国古德里奇技术,直接氧化和裂解是西德赫斯特公司的技术。
改性PVC塑料生产车间集中供料系统设计
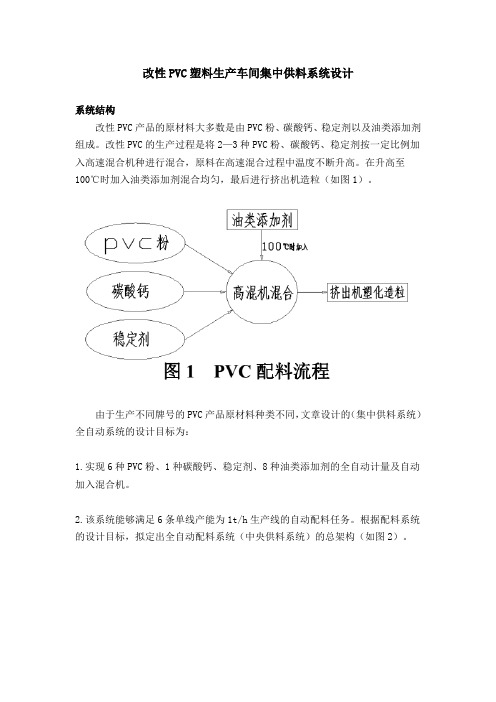
改性PVC塑料生产车间集中供料系统设计系统结构改性PVC产品的原材料大多数是由PVC粉、碳酸钙、稳定剂以及油类添加剂组成。
改性PVC的生产过程是将2—3种PVC粉、碳酸钙、稳定剂按一定比例加入高速混合机种进行混合,原料在高速混合过程中温度不断升高。
在升高至100℃时加入油类添加剂混合均匀,最后进行挤出机造粒(如图1)。
由于生产不同牌号的PVC产品原材料种类不同,文章设计的(集中供料系统)全自动系统的设计目标为:1.实现6种PVC粉、1种碳酸钙、稳定剂、8种油类添加剂的全自动计量及自动加入混合机。
2.该系统能够满足6条单线产能为1t/h生产线的自动配料任务。
根据配料系统的设计目标,拟定出全自动配料系统(中央供料系统)的总架构(如图2)。
①.PVC粉和碳酸钙共计7种吨袋包装原材料,经人工投料站加入集中储料仓中。
原料通过负压输送管网,将物料输送至各个机台的自动粉料机。
自动分料机根据配方比例自动将物料加入高速混合机。
②.油罐车将8种油类添加剂注入室外8个集中储油罐,储料罐将油泵至在厂房楼顶设置缓存罐。
缓存罐通过重力补油的方式加入增重式油称,通过增重式油称实现油类添加剂的自动添加。
③.稳定剂的批次添加重力在2-5kg左右,通过人工分料站分称并包装喷印条形码。
在机台进行条形码扫描确认后,通过自动加料机(中央供料系统)自动将稳定剂加入高混机。
尼嘉斯PVC粉体输送供料系统案例集中供料系统根据系统设计目标,集中供料系统主要实现6种PVC粉和碳酸钙按配方比例自动加入高混机。
集中供料系统需要满足6条产能1t/h的生产线原料自动配料。
由于生产订单多种多样,配方物料比例变化较大,所以单一物料的输送配料量目标设计为6t/h。
设置采用7个容积为6000L不锈钢铜集中储料仓,吨袋原料投入人工投料站后,采用连续负压输送的方式加入集中储罐中(如图3)。
图3集中储罐系统在图中起重能力1t的行吊①用于将吨袋包装的物料提升至人工投料站②上方。
年产8万吨聚氯乙烯聚合车间生产工艺设计学士学位论文

年产8万吨聚氯乙烯聚合车间生产工艺设计摘要PVC是一种常用的化工原料,是氯碱工业优先考虑用来平衡氯气的产品。
它具有阻燃、防腐、抗水及抗化学品腐蚀性、更好的机械性能和电绝缘性能。
聚氯乙烯的重要性还在于其单独占有世界总氯消费量的35%,同时聚氯乙烯对氯碱平衡起着关键的杠杆作用。
如今,国内外主要采用悬浮聚合的方法生产聚氯乙烯。
聚合过程是聚氯乙烯生产系统的重要环节,它的任务是将合成其他工序送来的氯乙烯单体在引发剂与分散剂的作用下聚合成为聚氯乙烯树脂。
然后经过一系列的过滤、汽提、干燥等过程将PVC树脂处理成符合要求的产品。
本设计是以哈尔滨华尔化工的实际生产为依据。
本次设计介绍了聚合工艺的原理及计算与工艺设计,该厂由过去的年产1.5万吨聚氯乙烯,扩建为年产8万吨。
对采用悬浮法年产8万吨聚氯乙烯厂聚合车间各工序进行简要分析,确定工艺技术流程,确定蒸汽及冷却水的用量,同时进行离心机与干燥过程的物料衡算。
确定完成生产任务所需的聚合釜的台数(70m3釜4台并联工作),对主要设备进行选型,并绘制设备图、工艺流程图及车间布置图。
关键词氯乙烯;聚合;设计;设备选型80,000 tons of PVC plant production area polymerizationprocess designAbstractPVC is an important chemical raw materials, the chloral-alkali industry is a priority for the balance of chlorine products. It is fire retardant, weathering, anti-corrosion, anti-corrosivechemicals and water, good mechanical properties and electrical insulation properties of merit. PVC is the important of its separate chlorine occupy the world's total consumption of 35 percent, while the chloral-alkali balance of PVC plays a key role as a lever.At present, the major domestic and foreign PVC produced by polymerization .Polymerization process PVC production system is an important aspect of its mandate is to bring the process of vinyl chloride monomer and the initiator of the emulsifier under PVC polymer latex. Then after a series of filters, stripping, drying process will be dealt with as to meet the requirements of latex products.This design is Harbin Waldorf Chemical Co., Ltd. based on the actual production, . The focus of this design is the principle and polymerization process, the plant from the previous year 15,000 tons of PVC, with an annual output of the expansion of 30,000 tons. The use of latex with an annual output of 30,000 tons of PVC plant polymerization processes of the workshop with a brief analysis, process to determine the steam and cooling water usage, while a centrifuge and drying process the material balance. Determined to complete production tasks for the polymerization Number (70m kettle four parallel work), and the major equipment design and selection, and the mapping the structure of the equipment, process flow chart and workshop layout.Key words PVC; Polymerization; Design; Equipment Selection目录摘要 (1)目录 (2)第1章绪论 (5)1.1 概述 (5)1.2 国内外聚氯乙烯市场供需状况及发展趋势 (5)1.2.1 国外状况 (5)1.2.2 国内状况 (6)1.3 设计目的及内容 (6)1.3.1 设计目的 (6)1.3.2 设计内容 (6)第2章工艺路线的确定 (8)2.1 聚氯乙烯的聚合工艺技术 (8)2.1.1 悬浮聚合 (8)2.1.2 本体聚合 (8)2.1.3 乳液聚合 (9)2.1.4 溶液聚合 (9)2.2 工艺技术的确定 (9)2.2.1 悬浮聚合生产工艺技术 (9)2.2.2 自由基聚合机理 (10)2.2.3 工艺流程简图 (11)2.3 工艺流程简述及原辅料 (11)2.3.1 工艺流程简述 (11)2.3.2 生产用原辅料 (12)2.4 产品介绍 (15)2.5 本章小结 (15)第3章工艺计算 (16)3.1 计算依据 (16)3.2 物料衡算 (16)3.2.1 聚合釜 (16)3.2.2 离心机 (18)3.2.3 沸腾床 (19)3.3 热量衡算 (20)3.3.1 聚合釜 (20)3.3.2 沸腾床 (23)3.4 本章小结 (27)第4章主要设备的选择 (28)4.1 聚合釜 (28)4.2 离心机 (28)4.3 干燥器 (29)4.4 袋式除尘器 (29)第5章厂区选址及本文附件 (30)5.1 选址 (30)5.2 本文附件 (31)5.2.1 外文文献翻译及原文 (31)5.2.2 厂区总平面布置图 (32)5.2.3 带控制点工艺流程图 (32)5.2.4 设备平面布置图 (32)结论 (33)致谢 (34)参考文献 (35)附录A (36)附录B (40)第1章绪论1.1概述聚氯乙烯(PVC)笼统指的是具有重复单元的氯乙烯均聚物与具有少量其他共聚单体(如乙酸乙烯酯、偏氯乙烯等)的共聚物。
PVC管材生产车间工艺设计
PVC管材生产车间工艺设计随着人们对环保要求的增加,PVC(聚氯乙烯)管材作为新型管材,逐渐取代传统的金属管材,在市场上得到了广泛的应用。
PVC管材具有重量轻、抗水腐蚀、绝缘性能好等特点,广泛应用于建筑、电力、化工等行业。
在PVC管材的生产车间中,工艺设计是非常重要的一环,下面将对PVC管材的生产车间工艺设计进行详细介绍。
首先,PVC管材的原料是聚氯乙烯树脂,该树脂具有较高的耐蚀性和抗紫外线性能。
因此,生产车间应设置特殊的原料储存区域,以避免污染和损坏。
原料应密封存放,防止氧气、湿气、灰尘等对其质量的影响。
在PVC管材的生产过程中,需要用到挤出机和模具。
挤出机是将聚氯乙烯树脂加热到熔化状态,然后通过挤出机的螺杆将熔融的聚氯乙烯树脂推送到模具中。
模具的选择要根据所需要生产的管材规格和形状进行选择,同时也要考虑到生产效率和质量要求。
挤出机和模具的设计和选择是非常关键的步骤,要结合生产需求、设备特点和经验来确定最佳的方案。
在挤出机和模具的操作过程中,需要控制好合适的挤出机温度和压力,以确保聚氯乙烯树脂被均匀地挤出,并使管材的表面光滑、内部结构紧密、尺寸精确。
挤出机和模具应定期检查和维护,以保证其正常运行,减少生产故障和停机时间。
完成挤出成型后,管材需要进行冷却和定型。
冷却系统应设置在挤出机和模具的出口上方,以充分冷却管材的表面和内部,防止管材变形和缩短冷却时间。
定型机的设计要符合所生产管材的规格和形状,同时具有良好的自动化控制系统。
定型机的温度、速度和压力应根据不同的管材进行调整和控制,以确保管材的强度和尺寸满足要求。
最后,对于生产好的管材,还需要进行质量检查和包装。
质量检查应包括外观、尺寸和物理性能等方面的检验,以确保管材的质量符合标准要求。
包装应根据不同的管材规格和长度进行选择,以保护管材不受外界环境的影响,并方便运输和使用。
综上所述,PVC管材的生产车间工艺设计是一个复杂而细致的过程,需要考虑到原料储存、挤出机和模具的选择和设计、冷却和定型设备的安装和调试、质量检查和包装等方面的要求。
年产5000吨硬质聚氯乙烯管车间工艺设计

硬质聚氯乙烯(PVC-U)管是一种常用的管材,常用于给排水系统、化工管道等。
下面将对年产5000吨硬质聚氯乙烯管车间的工艺设计进行详细介绍。
1.原料准备:原料主要包括聚氯乙烯树脂、稳定剂、填充剂和其他助剂。
树脂是管材的主要成分,稳定剂用于防止聚合过程中的氧化反应,填充剂用于增加材料的硬度和冲击强度,助剂用于改善材料的流动性和加工性能。
原料按照一定比例称重,并进行混合搅拌,以确保材料均匀混合。
2.挤出工艺:经过原料准备后,将材料送入挤出机。
挤出机将材料加热到一定温度,使其熔化变成熔体。
熔体经过螺杆的挤出和模具的挤压,形成连续的管状结构。
挤出机的温度、压力及机头设计的合理性对产品质量有着重要的影响。
3.冷却和定径:熔体经过挤出机后,将进入到冷却装置中进行冷却,通常采用水冷却的方式,以快速冷却管材并固化形成物理性能稳定的管材。
定径装置用于控制管材的直径,一般采用真空定径技术,通过控制真空度和压力差来调节管材的直径。
4.切割和包装:冷却凝固后的管材通过切割机进行定长切割,得到符合要求的管材长度。
切割后的管材经过目检和质量检验,将合格的管材送入包装机进行包装。
常见的包装方式包括塑料薄膜包装和纸箱包装。
5.质量控制:在整个生产过程中,需要进行严格的质量控制以确保产品质量。
可以在原料检验、挤出过程中的温度和压力控制、冷却定径过程中的各项参数监控以及最终产品的质量检验等环节进行质量控制。
总结:以上介绍了年产5000吨硬质聚氯乙烯管车间的工艺设计。
在实际生产中,需要根据具体情况进行设备的选择和工艺参数的优化,以确保产品质量和生产效率。
此外,还需要加强安全管理和环境保护,确保生产过程的安全和环境友好。
PVC改性配方设计

PVC改性配方设计
PVC改性是指通过添加一定量的增塑剂、稳定剂、填料、润滑剂等辅助添加剂,改变PVC的性能,以满足不同需求的工程或应用条件。
PVC改性配方设计需要根据具体的应用要求、加工工艺和成本限制等因素综合考虑,以达到最佳的效果。
以下是一种常见的PVC改性配方设计,供参考:
1.PVC基础树脂:选用PVC数值为70的硬质产品;
2.增塑剂:引用增塑剂DOP,添加比例为20%,以提高PVC的柔软性和延展性;
3.稳定剂:引用一种有机锡稳定剂,添加比例为2%,以提高PVC的耐热稳定性;
4.塑化剂:引用塡填料硬脂酸钙(GMS),添加比例为2%,以改善PVC的加工性能;
5.填料:引用钛白和碳酸钙,添加比例分别为5%和10%,以提高PVC 的强度和硬度;
6.润滑剂:引用内外润滑剂,添加比例为1%,以减少PVC的内部摩擦和外部粘附。
以上配方设计是一种基础的PVC改性配方,可以根据具体需求和条件进行调整。
例如,如果需要PVC的透明性较高,可以考虑增加一定量的透明填料等。
另外,在实际生产过程中,还需要进行相关的试验和调整,以达到最理想的效果。
总的来说,PVC改性配方设计是一个涉及多种因素的复杂过程,需要综合考虑材料性能、加工工艺和成本等因素,以实现最佳的性能和经济效益。
希望以上内容对PVC改性配方设计有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
改性PVC塑料生产车间集中供料系统设计
系统结构
改性PVC产品的原材料大多数是由PVC粉、碳酸钙、稳定剂以及油类添加剂组成。
改性PVC的生产过程是将2—3种PVC粉、碳酸钙、稳定剂按一定比例加入高速混合机种进行混合,原料在高速混合过程中温度不断升高。
在升高至100℃时加入油类添加剂混合均匀,最后进行挤出机造粒(如图1)。
由于生产不同牌号的PVC产品原材料种类不同,文章设计的(集中供料系统)全自动系统的设计目标为:
1.实现6种PVC粉、1种碳酸钙、稳定剂、8种油类添加剂的全自动计量及自动加入混合机。
2.该系统能够满足6条单线产能为1t/h生产线的自动配料任务。
根据配料系统的设计目标,拟定出全自动配料系统(中央供料系统)的总架构(如图2)。
①.PVC粉和碳酸钙共计7种吨袋包装原材料,经人工投料站加入集中储料仓中。
原料通过负压输送管网,将物料输送至各个机台的自动粉料机。
自动分料机根据配方比例自动将物料加入高速混合机。
②.油罐车将8种油类添加剂注入室外8个集中储油罐,储料罐将油泵至在厂房楼顶设置缓存罐。
缓存罐通过重力补油的方式加入增重式油称,通过增重式油称实现油类添加剂的自动添加。
③.稳定剂的批次添加重力在2-5kg左右,通过人工分料站分称并包装喷印条形码。
在机台进行条形码扫描确认后,通过自动加料机(中央供料系统)自动将稳定剂加入高混机。
尼嘉斯PVC粉体输送供料系统案例
集中供料系统
根据系统设计目标,集中供料系统主要实现6种PVC粉和碳酸钙按配方比例自动加入高混机。
集中供料系统需要满足6条产能1t/h的生产线原料自动配料。
由于生产订单多种多样,配方物料比例变化较大,所以单一物料的输送配料量目标设计为6t/h。
设置采用7个容积为6000L不锈钢铜集中储料仓,吨袋原料投入人工投料站后,采用连续负压输送的方式加入集中储罐中(如图3)。
图3集中储罐系统
在图中起重能力1t的行吊①用于将吨袋包装的物料提升至人工投料站②上方。
人工投料站设置有小包装物料投料口,用于小包装物料的投料。
由于所投物料均为粉体,在投料站后方配置过滤精度为1um的过滤器链接中央除尘系统,防止在投料过程中粉尘飘扬。
投料站中的物料通过管道③输送至气料分离器⑤中,连续排料旋转阀门⑦在输送过程中连续不断的将气料分离器中物料加入集中储料仓⑧中。
采用高真空式气力输送进行物料输送,系统真空度-50kpa。
集中供油系统
油类添加剂通过油罐车直接将油泵至室外的油罐中,根据物料到货周期及工厂每日消耗油量来设计出室外储罐大小。
该集中供料系统设计方案实现了改性PVC生产过程中的全自动供料(中央供料系统),粉体物料通过管道密闭输送大大改善了车间环境,机器自动配料提高了产品品质及车间生产效率,大大降低了工人劳动强度。