液硫装车系统工艺设计及安全操作要点
2024年化工液体运输车操作安全注意(三篇)

2024年化工液体运输车操作安全注意一、配备符合规定的驾驶员和押运员化工液体运输车驾驶员和押运员必须经过专门培训并取得危险货物运输从业资格证、押运证。
要学习掌握一定的化工知识,熟悉承载货物的物理化学性质、危险特性、注意事项,如货物的比重、闪燃点、毒性、膨胀系数等,成为半个行家。
出车时要带齐驾驶证、准运证、从业资格证、押运证以及行驶证、车辆年检合格证、养路费凭证和容器安全检验合格报告等证件,以备检查。
二、车辆安全状况和安全性能合格出发前必须对化工液体运输车的安全技术状况进行认真检查,发现故障必须排除后方可投入运行。
要特别注意检查容器的安全性能,逐个部位检查液位计、压力表、阀门、温度表、紧急切断阀、导静电装置等安全装置是否安全可靠,杜绝跑、冒、滴、漏,故障未处置好不得承运。
要保持驾驶室干净,不得有发火用具,危险品标志灯牌完好。
三、装载货物要注意细节检查了车况,这时进行装载物品;装载货物要到现场负责监督,详细核对货物名称、规格、数量是否与托运单证相符。
要按照堆码整齐、靠紧妥帖、平整牢固、均匀平衡、易于点数的基本要求进行。
各种危险化学品不能混装,做到一车一货。
承载易燃易爆品时,化工液体运输车排气管要戴防火罩,桶装危险品的桶与桶之间要用编织袋充填空隙。
容器罐装液体时,应预留容积不得少于总容量5%的膨胀余量。
装载有毒有害货物时,要站在上风处。
更要注意,装载的任何化工产品都要加盖雨布,以防交会车时飞落的烟头。
四、应急处理准备充分应急随车消防器材的数量也应检查,看是否具备有效作用。
随车携带不发火的工具、专业堵漏设备、劳动防护用品,不得穿钉子鞋和化纤服装。
化工液体运输车押运员要携带掌握承载货物的事故技术处置方案(包括危险特性,处置措施,消防处置措施)、产品生产厂家联系电话及交通事故、治安、消防、救护、环保等报警电话。
五、精心驾驶,平稳行车行车要遵守交通、消防、治安等法律法规。
礼让三先,主动避让各种车辆,应控制车速,保持与前车安全距离,严禁违法超车。
液体槽车安全注意事项与操作规程

液体槽车安全注意事项与操作规程容器安全阀:在气体出口管道上安装两支安全阀和两支爆破片。
当储罐压力高于安全阀或爆片的设定压力时,安全阀泄放或爆破片爆破,确保贮罐的安全运行。
安全阀和爆破片的安装三通换向阀上。
使用三通换向阀便于将安全阀拆下进行校验,爆破片仍能正常使用,确保贮罐的安全运行。
在正常运行情况下安全阀每一年校验一次,爆破片每二年更换一次。
在容器正常工作情况下安全阀始终保持一支常开状态一支备用。
压力表:,指示容器的压力,一只装在阀门舱内,一只装在罐车的前端,便于驾驶员观测与监视,每半年检验一次。
1.2定期检验与修理:1.2.1罐车的定期检验与修理按《液体气体汽车罐车安全监察规程》和JB6893-93《低温液体贮运设备使用安全规则》的有关规定进行。
1.2.2罐车的年度检验每年进行一次,全面检验每六年进行一次,罐体发生重大事故或停用时间超过一年的,使用前应进行全面检验。
1.2.3罐体及其安全附件按劳动部颁发的《在用压力容器检验规程》的要求进行置换和检验。
1.3罐体年度检验的内容1.3.1罐体技术资料档案检验;1.3.2使用情况检验:包括使用频率和工况,有无异常情况发生,蒸发率变化情况,外壳体有无结霜、冒汗等情况发生;1.3.3罐体的绝热层真空度检查;1.3.4安全阀、液面计、压力表等安全附件的检验或校验;1.3.5罐体与底盘连接螺栓、紧固件的检查;1.3.6必要时利用合适的介质进行内容器气密性试验。
1.4罐车全面检查的内容:1.4.1年度检查的全部内容;1.4.2测定容器壁厚(经监察人员同意,可以免测);1.4.3耐压试验。
1.5罐车的修理:1.5.1罐车的修理应由原制造公司进行,阀门登记表由专业人员修理;1.5.2罐车外壳上大面积结霜或日蒸发率异常时,应及时进行检查和修理;1.5.3对罐体进行修理,应编制修理工艺,应有详细的修理记录,并经有关人员签字。
1.5.4对罐体的维护检查在每月月底25号26号分两天进行。
化工液体运输车操作安全注意范文

化工液体运输车操作安全注意范文对于化工液体运输车的操作安全,我们必须非常重视。
正确的操作和遵守安全规程可以有效地预防事故的发生,保障人员和环境的安全。
以下是一些化工液体运输车操作安全的注意事项:一、车辆检查在开始操作之前,必须对运输车进行全面的检查,确保车辆的安全性能。
首先,检查车辆的制动系统,包括刹车片、刹车盘和制动液的工作情况。
确保制动系统的正常运行可以提高车辆的操控性和安全性。
其次,检查车辆的轮胎,确保胎压合适、花纹深度足够,并检查是否有裂纹或其他损坏。
采用合适的轮胎可以提供稳定的行驶性能。
此外,还要检查车辆的灯光、喇叭和其他安全设备,确保其正常工作。
二、液体装载在液体装载过程中,必须严格遵守操作规程,确保安全。
首先,要确保装载介质与车辆兼容,并按照正确的装载方式进行操作。
在装载过程中,避免产生静电,采取相应的防静电措施。
其次,要确保液体装载的重心合理,并且装载过程中要均匀分布,避免出现偏载或倾倒的情况。
此外,还要注意装载的限制容量,不能超过车辆的最大装载量。
三、行车安全在行车过程中,要特别注意安全。
首先,要合理安排行车路线,尽量选择平整、修缮完整的道路,避免过窄或有障碍物的路段。
其次,要根据道路情况控制车速,不得超速行驶。
在转弯或变道时,要提前减速,并使用转向灯示意。
此外,要保持安全距离,不要跟车过近,以免发生追尾事故。
在遇到紧急情况时,要及时采取避让和制动措施,保证行车安全。
四、紧急情况处理在紧急情况下,要迅速采取相应的措施,确保待遇问题得以解决。
首先,要尽量避免发生事故,通过及时的反应和调整避免危险。
其次,要及时报告相关部门和上级,协助进行紧急救助和事故处置。
此外,在事故救助过程中,要确保自身和他人的安全,根据实际情况选择合适的救助措施。
五、作业结束在作业结束后,要对车辆进行全面的检查和维护,确保车辆的安全性能。
首先,要清除车辆上的残留物和污垢,尤其是化学物质的残留。
其次,要检查制动系统、轮胎和其他安全设备的工作情况,及时修复或更换。
硫酸卸车、装(车)桶安全操作规程
硫酸卸车、装(车)桶安全操作规程一、岗位生产任务或目的1、对购进硫酸原料进行安全卸车和对生产成品硫酸进行装车、桶外售。
2、岗位员工负责设备日常点检和维护保养;3、员工是岗位安全生产直接责任人,对操作安全和生产安全事故的应急处置负责。
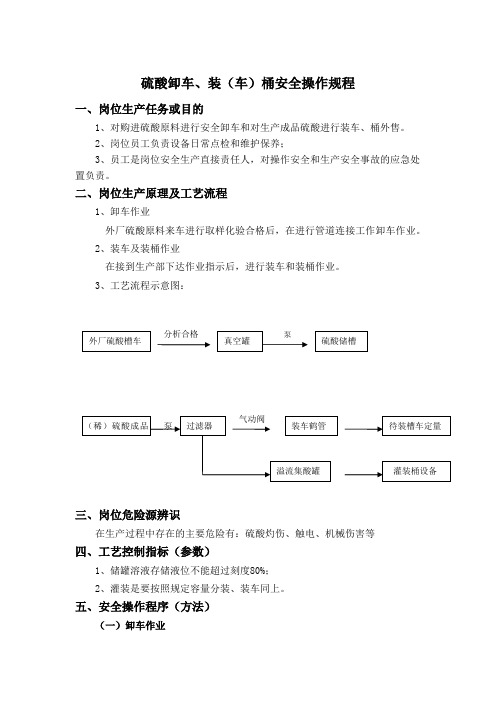
二、岗位生产原理及工艺流程1、卸车作业外厂硫酸原料来车进行取样化验合格后,在进行管道连接工作卸车作业。
2、装车及装桶作业在接到生产部下达作业指示后,进行装车和装桶作业。
3、工艺流程示意图:三、岗位危险源辨识在生产过程中存在的主要危险有:硫酸灼伤、触电、机械伤害等 四、工艺控制指标(参数)1、储罐溶液存储液位不能超过刻度80%;2、灌装是要按照规定容量分装、装车同上。
五、安全操作程序(方法)(一)卸车作业分析合格 气动阀 泵 过滤器 装车鹤管 待装槽车定量 (稀)硫酸成品外厂硫酸槽车 泵 硫酸储槽 溢流集酸罐 灌装桶设备 真空罐1、质检部取样分析合格方可卸车作业,必须穿戴好劳动防护用品。
2、进行检查和校对应开应关的阀门:全打开泵进口阀、开2/3出口阀,打开相应的储槽进酸阀,检查其他储槽阀门是否全关。
3、连接槽车与卸车软管并固定好,打开真空罐排气阀;4、待确认阀门开关正确后,打开软管进酸阀,与来外厂卸车人员配合,开槽车阀待真空罐液位到一半多时关闭放空阀;5、启动卸车泵,抽酸进储槽;6、观察储槽液位和设备运行情况;7、待槽车内酸抽完后,进行停机作业;8、关闭泵电源开关,关闭泵进出酸阀门;9、打开真空罐放空阀,把软管内余酸提高排至真空罐,关闭软管进酸阀;10、待活动软管拆卸后用水清洗软管阀门接头残留酸,做好记录,即卸车完成。
(二)装车作业1、按生产部下达的作业指示,明确要装车的品种及重量。
2、待装车停稳在地磅近鹤管位置时,装车作业人员应先确认槽车内是否有余留酸;若有将及时通知值班管理员进行及时处理。
3、核对槽车出酸阀关闭后,将鹤管出酸管正确导入并固定到待装槽车;4、打开相应酸成品槽出酸阀,开泵进出阀和回流阀,确认后,打开气动阀并启动泵开关;5、按照地磅数据定量装车,待定量装车完成,关闭以上打开的所有阀门,做好记录。
化工液体运输车操作安全注意

化工液体运输车操作安全注意化工液体运输车的操作安全非常重要,关乎人员的生命和财产安全。
以下是一些化工液体运输车操作时需要注意的事项,以确保运输过程中的安全。
1. 定期检查车辆:在每次出车前,要对运输车辆进行细致的检查,确保车辆的各项部件正常运转。
特别要注意刹车系统、转向系统和轮胎的磨损程度,防止因车辆故障引发事故。
2. 了解载物情况:在装载液体前,要先仔细阅读液体的化学特性和运输要求。
了解液体的危险性质和特殊要求,采取相应的安全措施,如防爆设备和适当的包装材料等。
3. 正确装卸液体:装卸液体时,严格按照液体的特性和运输要求进行操作。
确保装卸区域通风良好,避免液体溅入眼睛或皮肤上。
必要时应戴上防护眼镜、手套和防护服等防护设备。
4. 控制车速:在行驶过程中,要严格控制车速,确保符合道路交通规则。
特别是在转弯、上坡和下坡时,要小心驾驶,避免液体发生剧烈晃动,影响车辆的稳定性。
5. 避免超载:在装载液体时,要确保不超过车辆的最大载重量。
过载会导致车辆失衡和刹车失效,增加事故的风险。
6. 安全停车:停车时要选择平坦、稳定的地面,并使用紧急刹车装置将车辆固定。
在停车过程中要保持足够的安全距离,避免与其他车辆或障碍物发生碰撞。
7. 紧急情况处理:在发生事故或突发情况时,要冷静应对,并迅速采取适当的紧急措施。
比如,使用紧急停车装置、及时报警并向相关部门求助。
8. 定期维护保养:定期对运输车辆进行维护保养,如更换机油、检修刹车系统和更换磨损的轮胎等。
保持车辆的良好状态,可以有效降低事故的发生率。
9. 驾驶员培训:培训化工液体运输车驾驶员要求其了解液体的危险性质、车辆操作要求和紧急情况的处理方法。
提高驾驶员的安全意识和应急能力,减少事故的发生。
10. 定期检查牌照和保险:确保运输车辆的牌照和保险都是有效的,并及时进行续期。
否则,可能会面临罚款、道路交通管理部门的处罚和保险赔偿问题。
11. 与其他车辆保持距离:在行驶过程中,要与其他车辆保持安全距离,避免追尾和碰撞。
浅谈液硫装车系统工艺设计及安全操作要点

飞扬 ,能形 成 带 电的云 状粉 尘 ,受到 撞 击和 磨擦 时 ,亦可 引 起爆 炸 。
所 以 ,在 储存物 品 的火灾危 险性 分类 中 ,硫磺 属于 乙类 ;在危 险品分
管 从槽车 中取 出 ,然 后才 能 向槽车 司机发 出 出发 的指 令 ,否则会 损坏
鹤 管。
类时 ,固体硫 磺被列 为 “ 易燃 固体 ” 。对这些 分类 ,国内外业 者存在着
以熔融 状态 的液态 硫 磺( 下称 液体 硫磺 ) 为 原料 生产 硫酸 ,给 硫酸
生产 过程带 来 了简单 、便捷 、节 能 、安全 的效果 。所 以,受到 国 内外 许 多相关企 业 的青睐和 应 用。在 国 内 ,上 海 、苏 州 、无锡 、南京 、镇 江 、张 家港等 地的硫 酸企 业 ,充 分利 用其 交通 运输 的方便 条件 ,进 口
压状态 运行 。操作时 人员尽量处 于上风方 位 。
5 . 液 硫装 车系统 涉及 蒸汽 、液 硫 、蒸汽 冷凝 水 等高温 物 料 ,上 岗 时应按 要求佩 戴劳保 防护用 品。
性过 度温 度 1 5 9 o c。在氧 气的 存在 下 ,容 易发 生硫 磺火 灾 。硫磺 的化 学性 质 比较 活泼 ,当与 强氧 化剂 混合 或作 用 时 ,能成 为爆 炸 混合 物 ; 与强还 原剂 混合反 应时 ,又 表现 为氧化 剂 。遇火 容 易燃烧 ,燃烧 时发
放越来 越重视 ,已采取 了许 多有效 措施 进一 步提 高液体 硫磺 生产 、贮 运 、使 用过程 中 的安全性 ,减少对 人体 健康 和环 境的 危害 ;通过 对液 体 硫磺 的脱气 可提 高液体 硫磺 的质 量 ,也相 应提 高了 固体硫 磺产 品 的
质量 。
液 体 硫磺 密 度( 1 4 9 ℃) :1 . 7 8 t / m。 ,凝 固 点 : l l 3 一 l l 9 ℃ , 沸 点 ( 1 . 0 1 3 x 1 0 5 P a ) 4 4 4 . 6 ℃ ,闪点 1 6 8 一l 8 7 ℃ ,自燃 点 2 4 8 ~ 2 6 1 ℃ ,黏
液体硫磺装车工艺流程

液体硫磺装车工艺流程## Liquid Sulfur Loading Process.### Pre-loading Preparation.1. Inspect tank car. Ensure that the tank car is clean, dry, and in good repair.2. Inspect loading hoses. Make sure that the loading hoses are clean, dry, and free of leaks.3. Calibrate weighing device. Verify that the weighing device is accurate and calibrated according to manufacturer's specifications.4. Check safety equipment. Ensure that all necessary safety equipment, such as respirators, eye protection, and gloves, is available and in good working order.### Loading Process.1. Connect loading hoses. Connect the loading hoses to the tank car and the sulfur storage tank.2. Start loading. Open the valve on the sulfur storage tank and allow the sulfur to flow into the tank car.3. Monitor loading progress. Observe the level ofsulfur in the tank car and adjust the flow rate accordingly.4. Stop loading. Once the desired amount of sulfur has been loaded, close the valve on the storage tank.5. Disconnect loading hoses. Disconnect the loading hoses from the tank car and the storage tank.### Post-loading Inspection.1. Inspect tank car. Check the tank car for any leaksor damage. If any leaks or damage are found, the tank car should be rejected.2. Inspect loading hoses. Check the loading hoses for any leaks or damage. If any leaks or damage are found, the loading hoses should be repaired or replaced.## 液体硫磺装车工艺流程。
装卸液体硫磺的操作规程(3篇)

第1篇一、操作前的准备工作1. 检查设备:在装卸液体硫磺前,必须对罐体、卸料阀、人孔等设备进行检查,确保设备完好,无渗漏现象。
2. 检查环境:装卸现场应保持整洁,无易燃易爆物品,确保装卸过程安全。
3. 检查人员:装卸人员必须具备相关操作技能和应急处置能力,了解液体硫磺的性质和危害。
二、液体硫磺装车操作规程1. 装车前,仔细检查罐体是否有渗漏痕迹,卸料阀是否关紧,人孔打开后查看罐内是否有异物,液位标尺是否放好。
2. 装车时,用心观看标尺液位,尽量控制在刻好的液位线上。
3. 装车过程中,勤观察卸料阀是否有渗漏,车装好后把液位标尺放到罐体外人孔旁边固定好,盖好前后人孔盖,螺丝拧紧。
盖好卸料口堵头。
4. 记录罐内液硫温度。
5. 出厂后20-30分钟内,找个能停车的地方停车,下车检车卸料阀是否有渗漏现象,如果有渗漏,用阀扳再紧一紧,直至不再渗漏,注意紧的力度要控制好,力量过大过猛会导致阀杆变形或损坏。
三、液体硫磺卸车操作规程1. 到卸车单位后,押运员(副驾)下车指挥司机安全倒车。
到卸车点后,首先放好轮子防滑墩。
2. 打开卸料口堵头,查看卸料口是否有结晶硫磺堵塞。
如果有堵塞,轻微堵塞可用钢钎、锤子凿开,严重堵塞用酒精喷灯或氧气火炬烤开(火烤时硫磺燃烧,可用谁浇灭)。
3. 卸料口正常,接好卸料管(仔细检查快速接头是否接牢),一人系好安全带上罐打开人孔,另一人逆时针慢速开阀门,阀门流量开1/3时停下,检查液硫是否从卸料管流出,再次检查快速接头是否接牢。
一切正常,再把阀门完全打开。
4. 卸料过程中,注意观察卸料阀和卸料管是否有渗漏现象,如有渗漏,立即停止卸料,采取措施处理。
5. 卸料完毕后,关闭卸料阀,检查罐内液硫温度,确认无误后,盖好卸料口堵头,拧紧螺丝。
四、注意事项1. 装卸过程中,严格遵守操作规程,确保安全。
2. 装卸人员必须佩戴防护用品,如防尘口罩、防护手套、防护服等。
3. 装卸现场禁止吸烟、使用明火,防止火灾事故发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈液硫装车系统工艺设计及安全操作要点
关键词:液体硫磺装车硫化氢安全操作
一、概述
以熔融状态的液态硫磺(下称液体硫磺)为原料生产硫酸,给硫酸生产过程带来了简单、便捷、节能、安全的效果。
所以,受到国内外许多相关企业的青睐和应用。
在国内,上海、苏州、无锡、南京、镇江、张家港等地的硫酸企业,充分利用其交通运输的方便条件,进口国外液体硫磺生产硫酸。
本项目依托天然气净化厂硫回收生产的液体硫磺作为硫酸生产的原料,而不必将液体硫磺成型为固体硫磺,适应市场需求,进一步提高了生产、贮运的安全。
二、液体硫磺的生产工艺及有害物质分析
目前液体硫磺多来自克劳斯硫磺回收系统(sru)处理石油炼制的酸性气体和天然气中的h2s,生成熔融状态的液体硫磺(包括半成品和成品),它含有许多游离的h2s和so2。
h2s和so2均为有毒物质,h2s还是易燃易爆的气体,对安全、卫生和环境保护等有着重大的影响。
目前,业界对于减少硫磺回收系统(sru)中游离的h2s和so2排放越来越重视,已采取了许多有效措施进一步提高液体硫磺生产、贮运、使用过程中的安全性,减少对人体健康和环境的危害;通过对液体硫磺的脱气可提高液体硫磺的质量,也相应提高了固体硫磺产品的质量。
液体硫磺密度(149℃):1.78t/m3,凝固点:113~119℃,沸点(1.013×105 pa) 444.6℃,闪点 168~187℃,自燃点 248~
261℃,黏性过度温度 159℃。
在氧气的存在下,容易发生硫磺火灾。
硫磺的化学性质比较活泼,当与强氧化剂混合或作用时,能成为爆炸混合物;与强还原剂混合反应时,又表现为氧化剂。
遇火容易燃烧,燃烧时发生蓝色火焰,生成有毒和强烈刺激性的so2气体;硫磺粉尘在空气中飞扬,能形成带电的云状粉尘,受到撞击和磨擦时,亦可引起爆炸。
所以,在储存物品的火灾危险性分类中,硫磺属于乙类;在危险品分类时,固体硫磺被列为“易燃固体”。
对这些分类,国内外业者存在着分歧,正酝酿新的规定。
而硫磺回收生产系统的厂房或仓库火灾危险性分类为甲类。
三、液硫装车系统工艺原理和工艺流程图
1.工艺原理
整个装车系统的关键就是液硫的储存和输送。
硫磺常温下为固体,高于119℃呈液态。
在135~145℃液硫粘度最低,最适宜于输送,在119~130℃、160℃以上的温度区间,液硫粘度大,不适宜输送。
根据这一特点,本系统采用蒸汽盘管加热和夹套蒸汽伴热来保持液硫系统温度在135~145℃之间。
液流中的h2sx将分解释放出h2s。
硫化氢是剧毒化学品,采用加入空气稀释,用风机抽吸和水封冷却后通过高位放空烟囱排空。
2.工艺流程及工艺设计控制要点
2.1液硫池中的液硫液位通过液硫总管上的流量调节阀进行连锁自动控制,以保证液位始终处于距池底2~4.1m范围内。
鹤管装车系统液硫压力同液硫回流管流量通过调节阀进行连锁
调节。
2.2如果界区外来的液硫操作压力满足鹤管装车压力,可通过管道直接送至鹤管系统进行槽车装车。
2.3液硫总管中的液硫根据需要经回流至液硫回流总管。
2.4装车台的每个液硫装车鹤位设置一台装车控制器,共设置3台装车控制器(2用1备)。
现场每个鹤位上的流量计、气动两段式装车阀、防溢液位报警器及静电接地夹均接入装车控制器。
由装车控制器对每个鹤位的装车流量进行计量控制,对装车鹤管的液位状态、防静电接地状态进行检测和联锁控制。
四、操作注意事项
1.液硫装车系统应加强管理,尽量避免因停车造成系统内硫磺凝固堵塞管道、阀门。
操作时应严格按照工艺要求,不要因为错误操作引起停车。
2.操作现场严禁火种,严禁在操作范围内吸烟、动火。
3.如果确因不可抗原因发生液硫着火,应冷静处理,不要惊慌失措。
正确采用蒸汽灭火。
灭火时用低压蒸汽喷吹火苗的根部:一个作用是让火苗处的氧气被蒸汽有效排挤置换,另一个作用是冷却火焰,从而有效灭火。
严禁将喷头对准人。
4.液硫在储存和运输过程中会慢慢释放出里面的少量硫化氢。
硫化氢是毒性很大的物质。
在操作时应严格按照安全要求,维护好尾气抽风系统,避免硫化氢积聚造成危害。
按工艺要求使液硫池处于微负压状态运行。
操作时人员尽量处于上风方位。
5.液硫装车系统涉及蒸汽、液硫、蒸汽冷凝水等高温物料,上岗时应按要求佩戴劳保防护用品。
6.严禁将冷水加入液硫池内。
因为冷水受到不均匀的加热会产生爆炸性蒸发,产生暴沸,蒸汽环境的存在也会加速管道材料腐蚀。
7.液硫装车操作人员必须保持头脑清醒,装车完毕,应及时将鹤管从槽车中取出,然后才能向槽车司机发出出发的指令,否则会损坏鹤管。
8.操作人员和管理人员应按规定进行现场巡视,必须保证温度仪表指示正确可靠。
如有问题请仪表专业进行调校。
9.液硫装车系统涉及高位操作,应注意安全,防止高处跌落受伤。
10.系统运行中,各仪表显示值应处在设置范围(及工艺参数范围),如有波动应迅速查明原因,实施人工调节。
如经人工调节仍不能恢复仪表的正常指示或调控,则将系统切换为人工控制,并报告仪表及维修。
11.如有槽车故障必须进行紧急排放处理,应穿好防烫劳保服并戴上防烫布手套,进行安全排放。
参考文献
[1] gb 50016—2009.建筑设计防火规范[s].
[2] gb z2—2002.工作场所有害因素职业接触限值[s].
[3] 郝锐硫酸生产中液体硫磺贮运的安全措施中国石化集团
南京工程有限公司,江苏南京 211100.
[4] gb 13690—2009.化学品分类和危险性公示通则[s].
作者简介:李璐(1982年-)男,四川资阳人,四川七化建化工工程有限公司工艺室主任助理,研究方向:化工设计。