瓦尔特重要资料-切削参数
瓦尔特(Walter)Cut MX四刃切槽和切断系列商品说明书

Walter Cut MX ―切槽和切断2020 版_WALTER CUT MX四个切削刃―事半功倍客户收益–采用自动对准的切向螺钉夹紧,用户友好性高 –灵活性高:所有型号刀片均可在同一种刀杆中使用–最新的 Tiger·tec ® Silver (银虎) PVD 刀片技术确保更长的刀具寿命可转位刀片–4 个精磨刃口 ± 0.02 mm –刀片宽度 0.50–5.65 mm –切槽深度至 6 mm–4 种断屑槽槽型:GD8、CF5、RF5 和 AG –一个刀片可用于右手和左手刀杆应用–切槽、切断、成型切槽、槽车削和螺纹车削 –在高精度和小直径的场合–应用范围:走芯车床和多主轴机床、自动车床、 带 Walter Capto™ 接口的机床刀具–采用精密内冷的切槽和切断刀具 –稳定、自动对准的切向刀片锁紧 –可用的刀具:• 刀柄规格:10 × 10, 12 × 12, 16 × 16, 20 × 20, 25 × 25 mm • Walter Capto™:C3、C4、C5 和 C6• 切断刀板:刀板高度 26 mmWalter Cut MX 系列 插图:G3011-C-P, G3011-P, G3041切断刀板Walter Capto C3–C6可实现快速换刀观看产品视频:/waltertools方刀杆 12–25 mm2瓦尔特 (Walter) ― 切槽和切断技术高换刀精度和用户友好性通过拧紧螺钉,可将刀片推向定位面和定位销GD8:CF5:RF5:高稳定性和精度3,0 mm特殊形状四周内交货产品系列中的新增项–G3051-P 搭配可转位刀片 MX22-L/R ….-GD8 用于台阶加工 –新刀杆规格:12 × 12、16 × 16、20 × 20、25 × 25 mm 可转位刀片–4 个精磨刃口 ±0.02 mm–切槽和切断刀杆内 3° 安装位置–MX22-2L/R :刀片宽度 1.50–3.00 mm ;GD8 槽型 –MX22-2L/R :刀片宽度 2.80 mm ;VG8 槽型应用–切槽和切断 ― 加工台阶和大直径时无干扰轮廓;加工小直径时精度高 –可安装在自动走芯机床或多主轴机床、自动车床上GD8:VG8:–用于工件背面上的精加工–与标准 ISO 可转位刀片相比, 可节省大量材料–用于精密切槽 –非常轻快的切削 –低至中等进给量槽型官方微信。
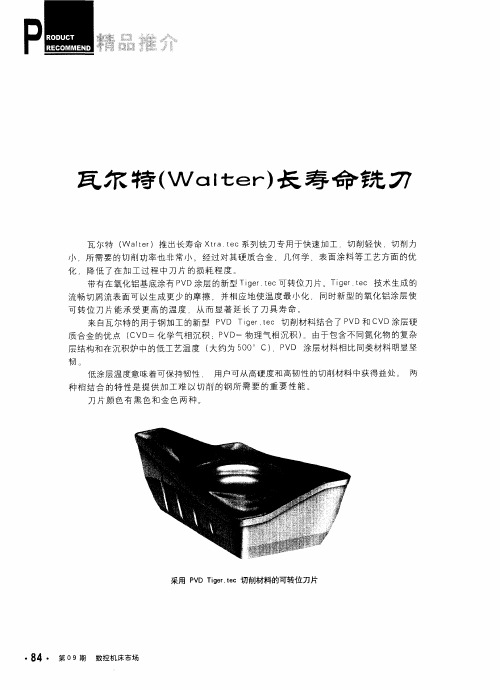
瓦尔特(Walter)长寿命铣刀
韧 。
低涂层温度意味着可保持韧性 , 用户可从高硬度和高韧性的切 削材料 中获得益处。 两 种 相 结合 的特性是 提供 加 工难 以切 削的钢所 需 要 的重 要 性能 。
刀片 颜色 有黑色 和金 色两 种 。
采 用 P D Tgrtc 切 削 材料 的可 转 位 刀 片 V i . e e
.
8 . 第0 数控机床市场 4 9期
可 转位 刀片 能承 受更高 的温 度 ,从 而 显著 延长 了刀具 寿命 。 来 自瓦 尔特 的用于钢加工 的新型 P D le . c 切 削材料结 合了 P D和 C D涂层硬 V Tg t re V V
质合金 的优 点 ( V =化学气相沉积 ;P D C D V =物理气 相沉积 ) 。由于 包含 不同氮化物 的复杂
瓦 尔 特 ( ) 骞 命 铣 刀 W aI er 长 t
瓦 尔 特 ( atr W 1 e )推 出 长 寿 命 X e t tc系 列 铣 刀 专 用于 快 速 加 工 .切 削 轻 快 ,切 削 力 r a
小 ,所 需要 的切 削功率也非 常小 。经过 对其硬质 合金 、几何学 、表面涂料等 工艺方面 的优
切削参数表(切割刀片)
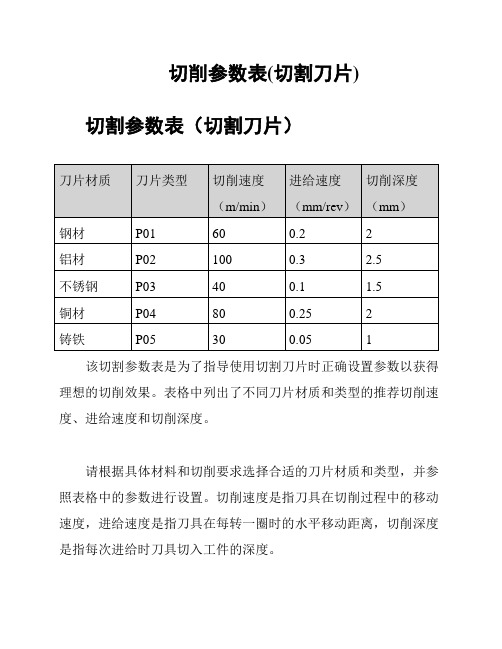
切削参数表(切割刀片)
切割参数表(切割刀片)
该切割参数表是为了指导使用切割刀片时正确设置参数以获得理想的切削效果。
表格中列出了不同刀片材质和类型的推荐切削速度、进给速度和切削深度。
请根据具体材料和切削要求选择合适的刀片材质和类型,并参照表格中的参数进行设置。
切削速度是指刀具在切削过程中的移动速度,进给速度是指刀具在每转一圈时的水平移动距离,切削深度是指每次进给时刀具切入工件的深度。
注意,根据具体切削情况需灵活调整参数。
遵循切削理论以及
经验来进行试切并观察切削效果,根据实际情况适当调整切削参数,以达到最佳切削效果和工件加工要求。
请妥善保管该参数表,并随时查阅以及更新切削参数。
如有任
何问题或需要进一步的帮助,请随时联系我们的技术支持团队。
瓦尔特刀具资料4

3
| 26th Sept. 2008 | FRD |
Activities/improvements since launch in i-pac 2/2007 改进措施
• improvement of blanks (run-out <0,02mm) 跳动小于2丝 • flute polishing 排削槽抛光处理,减小排削阻力 • edge treaTment with small tolerances 刃口小的公差处理 • checking of coolant holes after edge treatment 刃口处理后再复查内冷孔
C45 1045
D = 2,0mm t = 40,0mm vc = 63m/min n = 10.000rpm f = 0,06mm/rev vf = 600mm/min
xdmicro_01.wmv
7
| 26th Sept. 2008 | FRD |
Tool life test 刀具寿命试验
Material: C45 (1045) Diameter: 2.0mm vc = 63 m/min f = 0.05 mm/rev vf = 500 mm/min t = 50 mm Coolant: Emulsion 6%
XD geometry XD 槽型
2
| 26th Sept. 2008 | FRD |
Application Areas 应用领域
– Steel- and cast iron materials – 钢件-铸铁 – Stainless steel 不锈钢 – Non-ferrous metals, such as – 非铁金属 – Aluminum alloys 铝合金 – Copper alloys 铜合金 – Magnesium alloys 镁合金 – Titanium alloys 钛合金
瓦尔特

10
| April. 2010 | WCN | Du Yiwei
刀片的厚度6
01 T1 02 T2 03 T3 04 05 06 07 09 10 12
11 | April. 2010 | WCN | Du Yiwei
表示刀片主切削刃到刀 片定位面的距离,用两 S=1.98 位数代表,取理论长度 S=2.38 的整数部分。 S=1.59 S=2.78 S=3.18 S=3.97 S=4.76 S=5.56 S=6.35 S=7.94 S=9.52 S=10.00 S=12.00 •当刀片厚度的整数 相同而小数部分值 不同,则将小数部 分大的刀片的代号 用“T”代替“0”, 以示区别。 •如舍取小数部分后 只剩下一位数字, 则必须在数字前加 一个“0”。
厂方标记12
生产厂可在ISO的9个符号后加一个连字符,填写自己的标记以 表明产品的特点,例如卷屑槽形状
车 G1 G2 NF NF5 NS4 NS5 NS8 NM NM4 NM5 NM7 NR5 NR7 PF5 PS4 PS5 PM2 PM5 PR5
镗 钻 B57 D57 E57 精镗 X5 X15 X25
π ×d ×n
1000
进给速度:
Vf = n× fz × Z
n —转速,r/min d —铣刀直径,mm Z---齿数 Vc—切削速度,m/min f —进给量,mm/r
30
| April. 2010 | WCN | Du Yiwei
如何正确查找瓦尔特刀具?
• 查看相关的目录表 • 查看产品一览图 • Walter 选择法 • 索引表
8/32 0.38 0.47 0.54 0.66 1 1.1 1.26 1.42 1.58
32/100 1.08 1.32 2.54 2.94 3.33
切削参数

王志宏 2012年 2012年7月
May,2012 | WCN | MKT-Wang Zhihong
切削参数
切削三要素
May, 2012 | WCN MKT-Wang Zhihong|
切削三要素
切削速度 Vc: Vc: 每齿进给 fz: fz: 切削深度 ap: ap:
刀具费用, 刀具费用, 寿命和效率
• 费用降低
– 降低刀具费用30%,约可降低单件制造成本1% • 延长刀具寿命 – 延长刀具寿命50% ,约可降低单件制造成本1% • 增加切削参数 – 增加切削参数20% ,约可降低单件制造成本15%
May, 2012 | WCN MKT-Wang Zhihong|
m/min mm mm
May, 2012 | WCN MKT-Wang Zhihong|
铣削培训
3
切削三要素
切削速度:Vc m/min
刀片的硬度
每齿进给:fz mm
切削刃的强度
切削深度:ap mm
刀片的强度、厚度、切削刃长度
May,2012 | WCN | MKT-Wang Zhihong
1、切削参数计算
May, 2012 | WCN MKT-Wang Zhihong|
不同的刀具直径
R R
May, 2012 | WCN MKT-Wang Zhihong|
仿形铣加工方式
• 纵截面轮廓铣削
– 加工条件变化大 – 底部易产生切削刃断裂 – 光洁度差
• 横截面轮廓铣削
– 加工条件稳定 – 刀具寿命长 – 表面好 – 加工稳定性好
1000 × Vc n= π ×d
c
转速: 转速:
瓦尔特刀具资料

F4033试切
• 试切:42CrMo4
Rm 工件材质 [N/mm² ] 820 参数 Vc Z fz ap ae [m/min] [1] [mm] [mm] [mm] 0.3 6 50 SNMX1205ANN-F57 WKP35 240 1 0.4 6 50 刀片 材质 加工长度 [m] 11.2 9.6
– 相同切削参数时,要降低成本,必须 命
[min]
100 80 60 40 20 0
+ 60%
before
after
采用更新进的刀具材质以提高刀具寿
+ 60%
W200D-01/01
Performance / Folien-Nr.7
Increase of Performance_d.ppt / MPR / 16.04.02
W200D-01/01
Performance / Folien-Nr.19
Increase of Performance_d.ppt / MPR / 16.04.02
瓦尔特 (Walter) Xtra·tec

_ W ALTER XTRA·TEC ® INSERT DRILL 可转位刀片钻头孔加工刀具创新产品手册孔加工WALTER TIGER-TEC® SILVER 银虎刀片技术—切削领域内的全新技术2瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济刀具– 带四刃刀片的钻头– 直径范围 13.5–59 mm – 有效齿数 Z = 1– 钻深:2 x D 、3 x D 、4 x D 和 5 x D – 刀片的理想位置使加工时的受力 平衡均匀– 优化的排屑槽,可以使切屑顺畅 排出,并保证刀杆的稳定性– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便Xtra·tec ® Insert Drill 可转位刀片钻头应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产行业以及航空和航天工业最优的刀片布置,有利于加工过程中的 力平衡镀镍的螺旋排屑槽 使排屑流畅顺利Xtra·tec ® Insert Drill 可转位刀片钻头 3客户收益:– 允许提高加工参数,从而提高生产效率– 优化了加工时的切削力,从而使孔加工公差更小– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 节省了额外的工序– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性型号:B4212、B4213、B4214、B42154瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 高效的刀夹式解决方案刀具– 四刃刀片的钻头– 有效齿数 Z = 1– 刀夹式设计 (1 个中心 + 1 个周边)– 直径范围 59–120 mm (标准品至 80 mm)– 直径可调节,公称直径 +0.6 mm – 钻深 1 x D c 至 5 x D c (标准品 3 x D c )– 可提供瓦尔特 NCT 接口的模块化 钻头– 刀片的理想位置使加工时的受力 平衡均匀– 硬质镀镍表面提供防腐和防磨损 保护,以及使切屑更好地排出– TorxPlus 螺钉更方便操作, 并提高了夹紧和松开扭矩– 圆柱形连接环使刀具直径的测量 简单方便应用– 用于所有钢和铸铁材料以及不锈钢和难加工材料– 可在斜面或不平的表面进行孔加工以及链式钻孔– 非常适合于通用机械制造、汽车和批量生产工业以及航空和航天工业客户收益:– 允许提高加工参数,从而提高生产效率– 瓦尔特 (Walter) 模块化系统提高了灵活性– 降低成本:• 真正的 4 切削刃 • 较高的切削参数 • 刀夹结构方式– 通过钻孔直径上的 Wiper 修光刃 可获得优秀的表面质量– 使用正型夹紧刀片,具有更高的 工艺可靠性WALTER XPRESS 瓦尔特速致– 瓦尔特速致适用于直径范围59–120 mm 、长度至 5 x D c 的刀具– 提供的标准刀夹 (见产品信息) 完整地涵盖了该范围– 模块化结构形式可以缩短交货期– NCT 接口确保模块化刀具结构以及 刀柄可安装到几乎所有机床主轴中刀夹:FR743C-6刀夹:FR746P-6刀夹:FR744P-6Xtra·tec ® Insert Drill 可转位刀片钻头通过可径向调节的 外刀夹进行公差补偿采用刀夹结构方式, 磨损件更换简单镀镍的螺旋排屑槽 使排屑流畅顺利用于模块化结构的 Walter NCT 接口Xtra·tec ® Insert Drill 可转位刀片钻头 5刀具名称:B4212-5898410可转位刀片:P4840P-3R-E57 / P4841C-3R-E57切削材质:WKP25S / WKP35S直径:23.7 mm工件名称:连杆材料:C70钻孔深度:30 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c210 m/min210 m/min n2820 rpm2820 rpmf z0.08 mm/转0.08 mm/转v f226 mm/min226 mm/min Z11刀具寿命2500 个零件4500 个零件客户收益:– 刀具寿命从 2500 件提高到 4500 件– 实现更高的加工参数和工艺可靠性– 更好的表面质量6刀具名称:B4214.F40.40.Z1.160R-6可转位刀片:P4848P-6R-E57 / P4841C-6R-E57切削材质:WKP35S / WXP40直径:40 mm工件名称:弹性连接件材料: 1.72钻孔深度:148 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c220 m/min163 m/minn1751 rpm1297 rpmf z0.05 mm/转0.15 mm/转v f88 mm/min195 mm/minZ11加工时间101 秒46 秒刀具寿命2368 个零件7104 个零件客户收益:– 刀具寿命提升达 + 200%– 生产效率提升达 + 120%– 释放了机床能力Xtra·tec® Insert Drill 可转位刀片钻头 7应用示例 3:加工连杆刀具名称:B4212-5642880可转位刀片:P4841P-5R-E57 / P4841C-5R-E57切削材质:WKP25S / WKP35S直径:31.5 mm工件名称:连杆材料:36MnVS4钻孔深度:20 mm切削参数:原有刀具银虎刀片技术Tiger·tec®Silverv c120 m/min140 m/min n1200 rpm1400 rpmf z0.21 mm/转0.18 mm/转v f250 mm/min250 mm/min Z11刀具寿命800 个零件3600 个零件客户收益:– 刀具寿命从 800 件提高到 3600 件– 无振动– 更好的表面质量– 实现更高的加工参数和工艺可靠性8应用示例 4:加工离合器盖刀具名称:B4212-5538329可转位刀片:P4840P-3R-A57 / P4841C-3R-A57切削材质:WKP35S / WXP40直径:22 mm工件名称:离合器盖材料:GGG-40钻孔深度:15 mm切削参数:原有刀具银虎刀片技术 Tiger·tec ®Silver v c 120 m/min 130 m/min n 1737 rpm 1880 rpm f z 0.1 mm/转0.12 mm/转v f 174 mm/min 226 mm/min Z11加工时间5 秒4 秒客户收益:– 在保证相同刀具寿命的情况下生产效率提高 + 20%– 刀具寿命相同– 无振动– 实现更高的加工参数和工艺可靠性瓦尔特 (Walter) Xtra·tec ® Insert Drill 可转位刀片钻头: 非常精确、高效、经济周边刀片– 钻孔直径上可选择烧结的刀片, 为圆角形刀尖– 钻孔直径上也可选择磨削的刀片,刃口为修光刃设计,可实现非常好的表面质量– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质带来最高切削速度和最大工艺可靠性中心刀片– 银虎刀片技术 Tiger·tec ® Silver :这种切削材质在加工 ISO P 和 ISO K 类工件材料时具有更长寿命和最大工艺可靠性– 新品:新 PVD 切削材质 WXP40 在 ISO P 、ISO M 和 ISO S 材料钻孔时 实现更长刀具寿命– 专门为中心刀片的要求而设计A 57 — 稳定型– 0° 前角– 用于不利的加工条件,主要用于铸铁和钢件E 57 — 通用型– 13° 前角– 用于中等加工条件– 用于铸铁和钢, 也用于不锈钢和 难加工材料切削刃标记切削刃口带 0° 加强型倒棱锋利的断屑槽型四周磨削E 67 — 专用型– 13° 前角– 特殊槽型确保最优的切屑成型– 适用于长切屑材料,例如 St37、不锈钢以及难加工的材料和铝不同的槽型步骤 1从瓦尔特综合样本第 H 8 页起的 材料表中找到要加工的材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• • • • • •
刀片形状与尺寸、切深
ISO车刀片 额定尺寸 粗加工 中等加工 03 04 06 07 08 09 10 11 12 15 16 19 20 22 25 50%.l D D D D 60%.l 25%.l 30%.l 75%.l 25%.l 50%.l 50%.l 60%.l 60%.l 30%.l 75%.l 30%.l 50%.l 15%.l 50%.l 60%.l 75%.l D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D D 允许的最大切深
线速度的确定
刀片选定后,线速度可根据公司提供的简易刀具参数表进行初步确定:
切削速度Vc
• 1、切削速度对刀具耐用度的影响很大,提高切削速度,可缩短加工时间,提高加工效率。但线速度 过高,切削温度会上升,刀具耐用度也将大大缩短。每家公司的刀具使用寿命都有一个具体时间, 一般按该公司样本规定的线速度加工时,每刃连续加工15-20分钟即到寿命。如果线速度高于样本 规定线速度的20%,刀具寿命将降低为原来的1/2;如果提高到50%,刀具寿命将只有原来的1/5。 2、低切削速度(切速20-40m/min)加工时,工件易产生振动,刀具耐用度亦低。
•
3.切削铸铁表面和黑皮表面层时,应该在机床功率允许的条件下,尽量增大切深,否则切削刃尖端 就会因切削工件表面硬化层,而使切削刃发生崩刃,发生异常磨损。例如,对于一种热轧的D80圆钢 件进行扒皮车削时,假设圆钢件由于椭圆导致最大外形尺寸和最小外形尺寸分别为82、78,此时第 一刀切削深度必须小于78。刀尖由于一直保持连续加工,可以有效保证刀尖不崩刃,从而提高刀具 的使用寿命。
2. 进给量大,切屑层厚度增加,切削力增大 3.进给量大,相应需要较大的切削功率 进给量的影响 1.进给量小,后面磨损大,刀具耐用度很快降低 2.进给量大,切削温度升高,后刀面磨损增大,但它对刀具耐用度的影响比切削速度小 3.进给量大,加工效率高。
•
4.进给量在0.1-0.4之间,对后刀面的影响较小,视具体情况而定。经验公式f粗=0.5*刀尖半径
Turning calculation formulas
转速:
铣削参数计算
1000 Vc n d
而切削速度:
Vc
d n
1000
进给速度:
Vf n f z Z
Vc—切削速度,m/min f —进给量,mm/r
n —转速,r/min d —铣刀直径,mm Z---齿数
正型 负型 正型 负型 正型 负型 正型 负型 正型 负型 正型 负型 正型 负型
进给量
• • 在车削过程中工件每转一转,车刀前进的量即进给量。 进给量与加工表面粗糙度有很大的关系,通常按表面粗糙度要求确定进给
•
• • • • • •
1.进给量应大于倒棱宽度,否则无法断屑,一般取倒棱宽度的两倍左右
切削参数与断屑的关系
断屑与进给量、倒棱宽度的关系
切深ap
• • • 切深是根据工件的余量,形状,机床功率,刚度及刀具刚度确定。切深变化对刀具寿命影响很大。 1. 切深过大,切削力超过刀刃的承受力,从而产生崩刃,导致刀尖报废; 2.切深过小,微切深时,刀具并没有进行正常切削,只是在工件表面刮擦,导致切削加工时产生硬 化层,是刀具耐用度降低的原因,而且工件的表面粗糙度差;
瓦尔特车刀培训资料
——切削参数的确定及影响因素
切削三要素
1、线速度Vc:刀片每分钟在工件已加工面移动的长度。表示单位:m/min。切削过程中线速度的具体表 现主要是主轴转速。 换算公式为:S=VcX1000/3.14D D:被加工工件切削直径 2、切削深度ap:待加工工件表面至已加工工件表面的距离。表示单位:mm。 3、进给量F:工件每旋转一转,在切削方向上移动的距
• • •
3、同种材料硬度高,切削速度应下降;硬度低,切削速度应上升。
4、切削速度提高,表面粗糙度好;切削速度下降,表面粗糙度差。 例:某上盖材质为45#钢,调质硬度HRC28-32。在加工M105X2的螺纹时采用的转速为800转,目 前螺纹刀具的每个切削刃只能加工8-10件工件。 主要原因:线速度过高导致刀具寿命大幅度降低。目前刀具的线速度为Vc=3.14X800/1000=251.2米/ 分钟。如果按照45#钢非调制件进行加工,刀具线速度应该在180-200m/min,而调制到HRC28-32 ,线速度应降到120m/min左右加工较为合适。其中考虑到螺距较大、加工时的切削力较大所造成的 影响。