内径百分表测量方法及表盘读数方法
百分表内径量表ppt课件

测量时测量面和测杆要垂直。 使用规定的支架。 测头要轻轻地接触测量物或方块规。 测量圆柱形产品时,测杆轴线与产品直径方向一致。
病 原 体 侵 入 机体, 消弱机 体防御 机能, 破坏机 体内环 境的相 对稳定 性,且 在一定 部位生 长繁殖 ,引起 不同程 度的病 理生理 过程
表盘刻度原理
病 原 体 侵 入 机体, 消弱机 体防御 机能, 破坏机 体内环 境的相 对稳定 性,且 在一定 部位生 长繁殖 ,引起 不同程 度的病 理生理 过程
测量与读数方法
病 原 体 侵 入 机体, 消弱机 体防御 机能, 破坏机 体内环 境的相 对稳定 性,且 在一定 部位生 长繁殖 ,引起 不同程 度的病 理生理 过程
4、对好零位后的百分表,不要松动夹紧手柄,以防零位发生 变化;
5、测量时一手握住上端手柄,另一手握住下端活动测头,倾 斜一个角度,把测头放入被测孔内,然后握住上端手柄,左右 摆动表架,找出表的最小读数值,即为“拐点”值;该点的读 数值就是被测孔径与环规孔径之差。
6、为了测出孔的圆度,可在同一径向截面内的不同位置上测 量几次;为了测出孔的圆柱度,可在几个径向平面内测量几次。
杠杆百分表/千分表使用方法
杠杆百分表的分度值为0.01mm,测量范围不大于1mm,它的 表盘是对称刻度的。 测量面和测头,使用时须在水平状态,在特殊情况下,也应该 在25°以下。 使用前,应检查球形测头,如果球形测头已被磨出平面,不应 再继续使用。 杠杆百分表测杆能在正反方向上进行工作。根据测量方向的要 求,应把换向器30搬到需要的位置上。 搬运测杆,可使测杆相对百分表表体转动一个角度。根据测量 需要,应搬测杆,使测量杆的轴线与被测零件尺寸变化方向垂直。
规格:6-10mm、10-18mm等 精度:0.01mm
内径百分表的读数方法
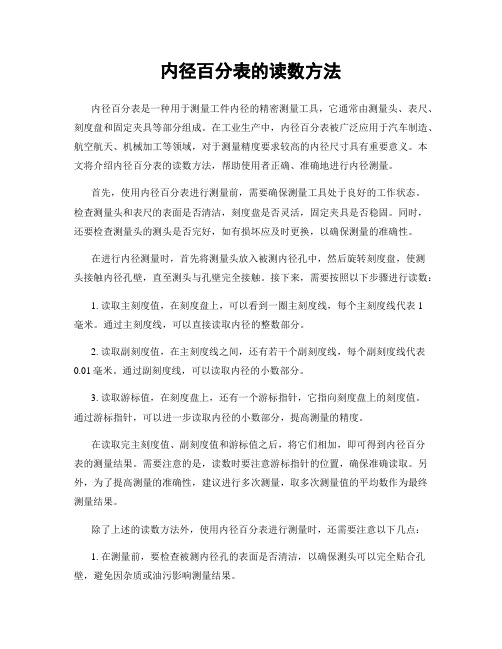
内径百分表的读数方法内径百分表是一种用于测量工件内径的精密测量工具,它通常由测量头、表尺、刻度盘和固定夹具等部分组成。
在工业生产中,内径百分表被广泛应用于汽车制造、航空航天、机械加工等领域,对于测量精度要求较高的内径尺寸具有重要意义。
本文将介绍内径百分表的读数方法,帮助使用者正确、准确地进行内径测量。
首先,使用内径百分表进行测量前,需要确保测量工具处于良好的工作状态。
检查测量头和表尺的表面是否清洁,刻度盘是否灵活,固定夹具是否稳固。
同时,还要检查测量头的测头是否完好,如有损坏应及时更换,以确保测量的准确性。
在进行内径测量时,首先将测量头放入被测内径孔中,然后旋转刻度盘,使测头接触内径孔壁,直至测头与孔壁完全接触。
接下来,需要按照以下步骤进行读数:1. 读取主刻度值,在刻度盘上,可以看到一圈主刻度线,每个主刻度线代表1毫米。
通过主刻度线,可以直接读取内径的整数部分。
2. 读取副刻度值,在主刻度线之间,还有若干个副刻度线,每个副刻度线代表0.01毫米。
通过副刻度线,可以读取内径的小数部分。
3. 读取游标值,在刻度盘上,还有一个游标指针,它指向刻度盘上的刻度值。
通过游标指针,可以进一步读取内径的小数部分,提高测量的精度。
在读取完主刻度值、副刻度值和游标值之后,将它们相加,即可得到内径百分表的测量结果。
需要注意的是,读数时要注意游标指针的位置,确保准确读取。
另外,为了提高测量的准确性,建议进行多次测量,取多次测量值的平均数作为最终测量结果。
除了上述的读数方法外,使用内径百分表进行测量时,还需要注意以下几点:1. 在测量前,要检查被测内径孔的表面是否清洁,以确保测头可以完全贴合孔壁,避免因杂质或油污影响测量结果。
2. 在测量过程中,要轻拿轻放,避免因过大的力量导致测头变形或损坏,影响测量的准确性。
3. 在测量后,要将内径百分表清洁干净,存放在干燥通风的地方,避免受潮生锈,影响下次测量的准确性。
总之,内径百分表是一种精密的测量工具,正确的读数方法对于准确测量内径尺寸至关重要。
内径百分表的正确读数

内径百分表大指针每转动一小格是0.01mm。
大指针每转动一圈是1mm。
小指针每转动一格是0.1mm,每转动一大格是1mm。
1.指针越是往顺时针方向转动,表示孔径尺寸越小。
百分表的最小测量单位是0.01mm。
例如,要测量一批工件的内孔尺寸是40mm,可以先在千分尺上“对表”,然后测量工件,指针在零点左侧的工件表示孔的尺寸大于40mm,指针在零点右侧的工件表示孔的尺寸小于40mm。
2.先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
3.百分表是利用精密齿条齿轮机构制成的表式通用长度测量工具。
通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。
常用于形状和位置误差以及小位移的长度测量。
百分表的圆表盘上印制有100 个等分刻度,即每一分度值相当于量杆移动0.01毫米。
若在圆表盘上印制有1000个等分刻度,则每一分度值为0.001毫米,这种测量工具即称为千分表。
《内径百分表的使用》课件

详细描述
在测量时,应确保环境温度、湿度等符合要求,避免气流、振动等干扰因素。操作方法上,应按照内径百分表的 正确使用方法进行,避免因操作不当导致误差。设备本身精度问题可以通过选择高精度内径百分表或进行设备校 准来解决。
内径百分表使用中的其他问题
检测汽缸压力
测量油路和管道尺寸
使用内径百分表可以检测汽车发动机 汽缸的压力,判断发动机的工作状态 。
内径百分表在汽车维修中还可以用于 测量油路和管道的尺寸,以确保油路 和管道的正常工作。
检查气瓶压力
Байду номын сангаас
在汽车维修中,内径百分表也用于检 查气瓶的压力,确保气瓶的安全使用 。
内径百分表在其他领域的应用
航空航天领域
在航空航天领域,内径百分表用 于测量精密零件的孔径尺寸,确
保飞机和航天器的安全性能。
医疗器械制造
在医疗器械制造中,内径百分表用 于测量各种管件和容器的尺寸,保 证医疗器械的质量和安全性。
科研实验
在科研实验中,内径百分表常用于 测量实验器材的孔径尺寸,为实验 结果的准确性和可靠性提供保障。
05
常见问题及解决方案
01
02
03
测量孔径尺寸
内径百分表常用于测量机 械零件中的孔径尺寸,以 确保其符合设计要求。
检测工件质量
在机械加工过程中,内径 百分表可用于检测工件的 质量,如发现超差或缺陷 ,及时进行调整或修复。
监控加工过程
通过使用内径百分表,可 以实时监控机械加工过程 ,确保加工过程中的尺寸 稳定。
内径百分表在汽车维修中的应用
有球形、锥形、平面形等。
内径百分表的原理
百分表的读数方法和使用方法

百分表的读数办法和运用办法摘要在所有机械零件测量对象中,百分表是属于个中的种长度测量对象,它的刻度值为0.01mm,是一种测量精度比较高的一种指导类量具,今朝百分表已经被普遍运用于测量工件的几何外形误差及地位误差等.百分表概述百分表是一种精度较高的比较劲具,它只能测出相对数值,不克不及测出绝对值,重要用于检测工件的外形和地位误差(如圆度.平面度.垂直度.跳动等),也可用于校订零件的装配地位以及测量零件的内径等.百分表的构造百分表的构造重要由3个部件构成:表体部分.传动体系.读数装配.调剂百分表的零位①用手迁移转变表盘,如图所示②不雅察大指针可否瞄准零位不雅察百分表指针的敏锐度①用手指轻抵表杆底部,不雅察表针是否动作敏锐.松开之后,可否回到最初的地位百分表的读数办法①先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值运用百分表的留意事项①运用前,应检讨测量杆运动的灵巧性.即轻轻推进测量杆时,测量杆在套筒内的移动要灵巧,没有若何轧卡现象,每次手松开后,指针能回到本来的刻度地位. ②运用时,必须把百分表固定在靠得住的夹持架上.切不成妄想省事,随意夹在不稳定的地方,不然轻易造成测量成果不准确,或摔坏百分表. ③测量时,不要使测量杆的行程超出它的测量规模,不要使表头忽然撞到工件上,也不要用百分表测量概况光滑度或有明显凹凸不服的工作. ④测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中间线垂直,不然,将使测量杆运动不灵或测量成果不准确. ⑤为便利读数,在测量前一般都让大指针指到刻度盘的零位.百分表保护与保养①远离液体,不使冷却液.切削液.水或油与内径表接触. ②在不运用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状况. ③成套保管于盒内,防止丧掉与混用.。
用内径百分表测量内径实验报告
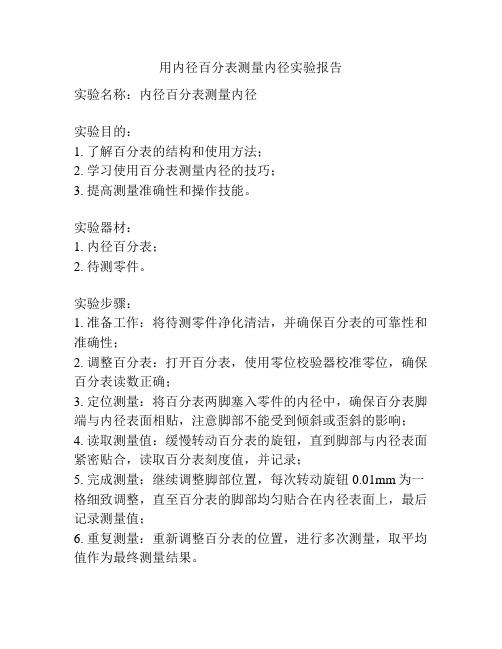
用内径百分表测量内径实验报告实验名称:内径百分表测量内径实验目的:1. 了解百分表的结构和使用方法;2. 学习使用百分表测量内径的技巧;3. 提高测量准确性和操作技能。
实验器材:1. 内径百分表;2. 待测零件。
实验步骤:1. 准备工作:将待测零件净化清洁,并确保百分表的可靠性和准确性;2. 调整百分表:打开百分表,使用零位校验器校准零位,确保百分表读数正确;3. 定位测量:将百分表两脚塞入零件的内径中,确保百分表脚端与内径表面相贴,注意脚部不能受到倾斜或歪斜的影响;4. 读取测量值:缓慢转动百分表的旋钮,直到脚部与内径表面紧密贴合,读取百分表刻度值,并记录;5. 完成测量:继续调整脚部位置,每次转动旋钮0.01mm为一格细致调整,直至百分表的脚部均匀贴合在内径表面上,最后记录测量值;6. 重复测量:重新调整百分表的位置,进行多次测量,取平均值作为最终测量结果。
实验注意事项:1. 操作要轻柔、稳定,避免造成百分表的损坏;2. 百分表脚部贴合内径表面时,不能有明显的松动或过紧现象,要保证压力适中;3. 在读取测量值时,要垂直视线读数,避免视觉偏差的影响;4. 实验后要及时清理百分表和待测零件,保持器材的整洁和准确性。
实验结果及讨论:1. 经过多次测量并取平均值,得到待测零件的内径为X.XXmm;2. 比较实验结果与待测零件规定的内径要求,评估是否符合要求;3. 讨论实验中可能出现的误差来源及处理方法,如使用过程中的误差、难以准确读取刻度线等问题,并提出改进建议;4. 总结实验的经验和教训,总结使用内径百分表测量内径的技巧。
实验结论:通过内径百分表测量内径,可以得到较为准确的测量结果。
在操作过程中,要注意调整百分表的位置的稳定性和准确性,避免产生误差。
同时,要熟练掌握百分表的结构和使用方法,提高测量准确性和操作技能。
内径百分表测量方法及表盘读数方法
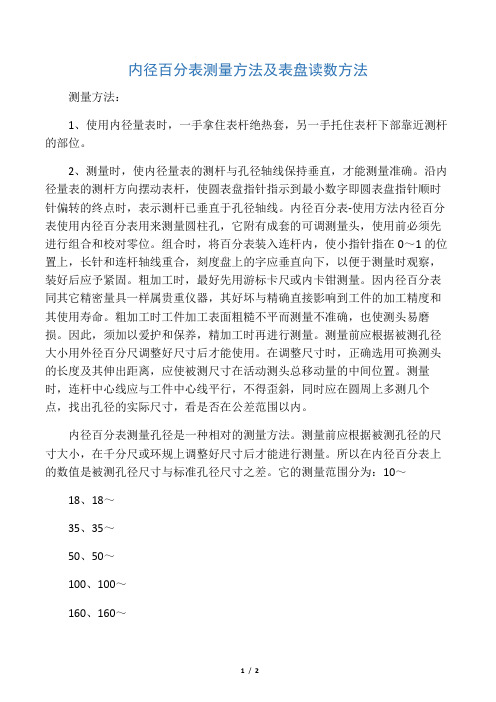
内径百分表测量方法及表盘读数方法测量方法:1、使用内径量表时,一手拿住表杆绝热套,另一手托住表杆下部靠近测杆的部位。
2、测量时,使内径量表的测杆与孔径轴线保持垂直,才能测量准确。
沿内径量表的测杆方向摆动表杆,使圆表盘指针指示到最小数字即圆表盘指针顺时针偏转的终点时,表示测杆已垂直于孔径轴线。
内径百分表-使用方法内径百分表使用内径百分表用来测量圆柱孔,它附有成套的可调测量头,使用前必须先进行组合和校对零位。
组合时,将百分表装入连杆内,使小指针指在0~1的位置上,长针和连杆轴线重合,刻度盘上的字应垂直向下,以便于测量时观察,装好后应予紧固。
粗加工时,最好先用游标卡尺或内卡钳测量。
因内径百分表同其它精密量具一样属贵重仪器,其好坏与精确直接影响到工件的加工精度和其使用寿命。
粗加工时工件加工表面粗糙不平而测量不准确,也使测头易磨损。
因此,须加以爱护和保养,精加工时再进行测量。
测量前应根据被测孔径大小用外径百分尺调整好尺寸后才能使用。
在调整尺寸时,正确选用可换测头的长度及其伸出距离,应使被测尺寸在活动测头总移动量的中间位置。
测量时,连杆中心线应与工件中心线平行,不得歪斜,同时应在圆周上多测几个点,找出孔径的实际尺寸,看是否在公差范围以内。
内径百分表测量孔径是一种相对的测量方法。
测量前应根据被测孔径的尺寸大小,在千分尺或环规上调整好尺寸后才能进行测量。
所以在内径百分表上的数值是被测孔径尺寸与标准孔径尺寸之差。
它的测量范围分为:10~18、18~35、35~50、50~100、100~160、160~250、250~450。
读数1、百分表圆表盘刻度为100,长指针在圆表盘上转动一格为0.01毫米,转动一圈为1毫米;小指针偏动一格为1毫米。
2、测量时,当圆表盘指针顺时针方向离开“0”位,表示被测实际孔径小于标准孔径,它是标准孔径与表针离开“0”位格数的差;当圆表盘指针逆时针方向离开“0”位,表示被测实际孔径大于标准孔径,它是标准孔径与表针离开“0”位格数之和。
内径百分表的使用课件

内径百分表的使用方法
1
准备工作
清洁内径百分表并确保各部件正常运
装配和调零
2
行。
将百分表头固定在测量板上,并调零
游动螺钉。
3
测量操作
将内径百分表插入待测物体中并轻轻
读取测量值
4
旋转游动螺钉,直到接触测量板。
通过读数盘和百分表头上的刻度线, 准确读取测量结果。
内径百分表的注意事项
稳定性
测量时需保持内径百分表的稳定性,,需施加适当的力度,以确保准确的测量结果。
保养与存放
定期进行内径百分表的清洁和维护,并妥善存放以防损坏。
内径百分表常见故障及处理方法
1 游动螺钉卡滞
2 读数盘不准确
3 测量板损坏
清洁和润滑游动螺钉, 并确保正常运动。
检查读数盘和百分表头 的调整,进行适当的校 准。
更换损坏的测量板,确 保百分表的正常使用。
内径百分表的使用课件
内径百分表是一种用于精密测量的工具,广泛应用于各个行业。本课件将介 绍内径百分表的组成结构、测量原理和使用方法,以及注意事项和常见故障 处理方法。
什么是内径百分表?
内径百分表是一种精密测量工具,用于测量物体内部直径的尺寸。它通过精 密测量原理和设计,可提供高精度的测量结果。
内径百分表的组成结构
内径百分表由主体、测量板、游动螺钉、百分表头和测量螺钉等组成。这些部件通过精密装配,确保百 分表的准确度和稳定性。
内径百分表的测量原理
内径百分表利用游动螺钉的运动和测量板的移动来测量物体的内部直径尺寸。 通过读数盘和百分表头上的刻度线,可以准确读取尺寸值。
内径百分表的使用范围
内径百分表可用于测量各种物体的内部直径尺寸,如管道、孔洞、轴孔等。它在机械加工、制造领域以 及科学研究中具有广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内径百分表测量方法及表盘读数方法
测量方法:
1、使用内径量表时,一手拿住表杆绝热套,另一手托住表杆下部靠近测杆的部位。
2、测量时,使内径量表的测杆与孔径轴线保持垂直,才能测量准确。
沿内径量表的测杆方向摆动表杆,使圆表盘指针指示到最小数字即圆表盘指针顺时针偏转的终点时,表示测杆已垂直于孔径轴线。
内径百分表-使用方法内径百分表使用内径百分表用来测量圆柱孔,它附有成套的可调测量头,使用前必须先进行组合和校对零位。
组合时,将百分表装入连杆内,使小指针指在0~1的位置上,长针和连杆轴线重合,刻度盘上的字应垂直向下,以便于测量时观察,装好后应予紧固。
粗加工时,最好先用游标卡尺或内卡钳测量。
因内径百分表同其它精密量具一样属贵重仪器,其好坏与精确直接影响到工件的加工精度和其使用寿命。
粗加工时工件加工表面粗糙不平而测量不准确,也使测头易磨损。
因此,须加以爱护和保养,精加工时再进行测量。
测量前应根据被测孔径大小用外径百分尺调整好尺寸后才能使用。
在调整尺寸时,正确选用可换测头的长度及其伸出距离,应使被测尺寸在活动测头总移动量的中间位置。
测量时,连杆中心线应与工件中心线平行,不得歪斜,同时应在圆周上多测几个点,找出孔径的实际尺寸,看是否在公差范围以内。
内径百分表测量孔径是一种相对的测量方法。
测量前应根据被
测孔径的尺寸大小,在千分尺或环规上调整好尺寸后才能进行测量。
所以在内径百分表上的数值是被测孔径尺寸与标准孔径尺寸之差。
它的测量范围分为:10~18、18~35、35~50、50~100、100~160、160~250、250~450。
读数
1、百分表圆表盘刻度为100,长指针在圆表盘上转动一格为0.01毫米,转动一圈为1毫米;小指针偏动一格为1毫米。
2、测量时,当圆表盘指针顺时针方向离开“0”位,表示被测实际孔径小于标准孔径,它是标准孔径与表针离开“0”位格数的差;当圆表盘指针逆时针方向离开“0”位,表示被测实际孔径大于标准孔径,它是标准孔径与表针离开“0”位格数之和。
3、若测量时,表盘小针偏移超过1毫米,则应在实际测量值中减去或加上1毫米。
测杆、测头、百分表等配套使用,不要与其它表混用。