不锈钢管采购技术规格书1
不锈钢管规格表
不锈钢管规格表不锈钢管是一种具有耐腐蚀性、耐高温性和美观性的管材,广泛应用于化工、石油、食品、医药、造船、机械等领域。
不锈钢管的规格表包括管径、壁厚、长度、材质等信息,对于用户选择合适的不锈钢管具有重要的参考意义。
一、管径。
不锈钢管的管径是指管子的外径,通常用英寸(inch)或毫米(mm)来表示。
常见的不锈钢管径有1/8寸、1/4寸、3/8寸、1/2寸、3/4寸、1寸、1.5寸、2寸、3寸、4寸等。
在选择不锈钢管时,需要根据具体的使用需求和工程要求来确定管径的大小。
二、壁厚。
不锈钢管的壁厚是指管子的壁的厚度,通常用英寸(inch)或毫米(mm)来表示。
常见的不锈钢管壁厚有1mm、1.5mm、2mm、3mm、4mm、5mm等。
壁厚的选择需要考虑管道的承压能力、耐腐蚀性能和使用环境等因素。
三、长度。
不锈钢管的长度是指管子的整体长度,通常以米(m)为单位。
常见的不锈钢管长度有6m、12m等。
在使用不锈钢管时,需要根据实际的安装需求和工程要求来选择合适的长度。
四、材质。
不锈钢管的材质是指管子的材料成分,通常包括304不锈钢、316不锈钢等。
不同的材质具有不同的耐腐蚀性能、耐高温性能和机械性能,需要根据具体的使用要求来选择合适的材质。
在使用不锈钢管时,需要根据具体的工程要求和使用环境来选择合适的规格。
不锈钢管规格表可以作为用户选择管材的重要参考依据,帮助用户选购合适的不锈钢管,确保工程质量和安全。
不锈钢管的规格表是根据国家标准和行业标准制定的,具有权威性和可靠性。
用户在选择不锈钢管时,可以参考国家标准和行业标准的规定,选择合适的规格和材质。
除了规格表外,用户在选购不锈钢管时,还需要考虑供应商的信誉和资质、产品的质量和性能、价格和售后服务等因素。
选择正规的不锈钢管生产厂家和供应商,可以保证产品的质量和性能,提高工程的可靠性和安全性。
总之,不锈钢管规格表是用户选择不锈钢管的重要参考依据,对于确保工程质量和安全具有重要的意义。
不锈钢管技术规格书--技术要求
不锈钢方管技术规格书 /技术要求
一、产品名称:不锈钢方管
二、产品规格型号:
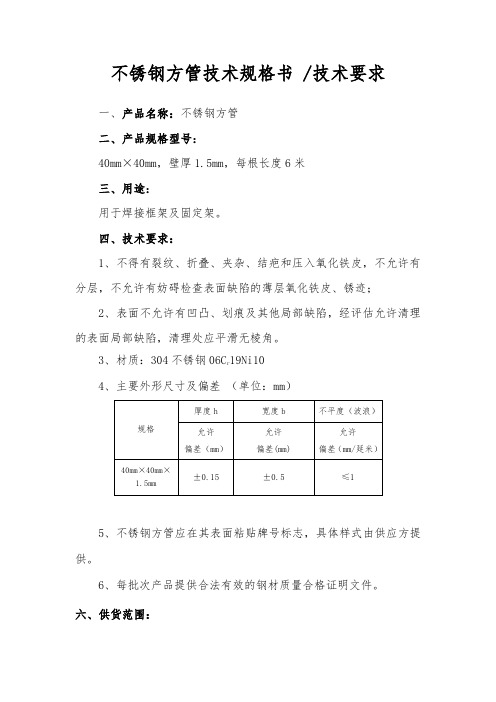
40mm×40mm,壁厚1.5mm,每根长度6米
三、用途:
用于焊接框架及固定架。
四、技术要求:
1、不得有裂纹、折叠、夹杂、结疤和压入氧化铁皮,不允许有分层,不允许有妨碍检查表面缺陷的薄层氧化铁皮、锈迹;
2、表面不允许有凹凸、划痕及其他局部缺陷,经评估允许清理的表面局部缺陷,清理处应平滑无棱角。
3、材质:304不锈钢06C r19Ni10
4、主要外形尺寸及偏差(单位:mm)
5、不锈钢方管应在其表面粘贴牌号标志,具体样式由供应方提供。
6、每批次产品提供合法有效的钢材质量合格证明文件。
六、供货范围:
供方所供不锈钢方管,须按甲方要求的规格型号加工,供货数量以需方月度计划或书面通知为准。
七、检验标准:
执行ASTM A312标准
执行GB/T14976 -2002《不锈钢冷轧钢板和钢带》标准。
管子、管件、法兰和管道组成件规格书(含色标规定)
210 05.01.25 用于工程设计修改REV.日期DATE说明DESCRIPTION编制PREPATED BY校核CHECKED BY审核APPROVED BY批准ISSUED FORAPPROVAL海南实华炼油化工有限公司海南炼化续建项目管子、管件、法兰和管道组成件规格书01-PD-M-R-901目录1总则 (3)1.1请购范围 (3)1.2规范和标准 (3)1.3标书 (5)1.4资料 (5)1.5记录 (5)2材料 (6)2.1一般规定 (6)2.2管子 (7)2.3管件和组成件 (7)3标记及色标 (8)4包装和运输 (12)5附表 (13)1总则1.1请购范围本规格书是关于管子、管件、法兰和管道组成件的最低要求。
1.2规范和标准使用本标准时,应使用下列标准最新版本。
1.2.1国内标准GB 3087-1999 《低中压锅炉用无缝钢管》GB/T 3091-2001 《低压流体输送用镀锌焊接钢管》GB 5310-1995 《高压锅炉用无缝钢管》GB 6479-2000 《高压化肥设备用无缝钢管》GB/T 8163-1999 《输送流体用无缝钢管》GB/T 9711.1-1999 《石油天然气工业输送钢管交货技术条件第1部分:A级钢管》GB 9948-88 《石油裂化用无缝钢管》GB/T 7306.2-2000 《55 密封锥管螺纹(第2部分)》GB/T 12771-2000 《流体输送用不锈钢焊接钢管》GB/T 14626-1993 《锻钢制螺纹管件》GB/T 14976-2002 《流体输送用不锈钢无缝钢管》SH/T 3405-1996 《石油化工企业钢管尺寸系列》SH/T 3406-1996 《石油化工钢制管法兰》SH/T 3408-1996 《钢制对焊无缝管件》SH/T 3409-1996 《钢板制对焊管件》SH/T 3410-1996 《锻钢制承插焊管件》1.2.2国外标准ANSI B31.3 Process piping工艺管道ANSI B36.10M Welded and seamless wrought steel pipes焊接和无缝锻钢钢管ANSI B36.19M Stainless steel pipe不锈钢钢管API 590 American Petroleum Institute Steel Line Blanks美国石油学会钢制管线盲板ASME B16.5 Pipe Flanges and Flanged Fitting管法兰与法兰配件ASME B16.9 Factory-Made Wrought Steel Buttwelding , Fittings.工厂制造的对焊管件ASME B16.11 Forged Steel Fittings, Socket-Welding and Treaded.锻钢制承插焊和螺纹管件ASME B16.28 Wrought Steel Butt-welding Short Radius Elbows and Returns.锻钢制对焊短半径90°弯头和180°回弯头ASME B16.47 Large Diameter Steel Flanges.大直径钢法兰MSS SP-83 Steel Pipe Unions, Socket-Welding and Threaded承插焊和螺纹活接头MSS SP-95 Swage(d) Nipples and Bull Plugs异径短节和管塞MSS SP-97 Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded and Buttwelding Ends承插焊、螺纹和对焊加强管接头(支管台)ASTM A106 Seamless Carbon Steel Pipe for High-Temperature Service1高温用无缝碳钢管 (P)ASTM A335 Seamless ferritic alloy-steel pipe for high-temperatureservice高温用无缝铁素体合金钢管 (P)ASTM A312 Seamless and welded austenitic stainless steel pipes无缝和焊接奥氏体不锈钢管 (P)ASTM A530 General requirements for specialized carbon and alloy-steel pipe专门用途碳钢和合金钢公称管通用要求ASTM A691 Carbon and Alloy Steel Pipe, Electric-Fusion-Welded forHigh-Pressure Service at High Temperature高温、高压用碳素钢和合金钢电熔化焊钢管 (P)ASTM A358 Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy SteelPipe for High-Temperature Service高温用电熔化焊奥氏体铬-镍合金钢管 (P)ASTM A105 Carbon Steel Forgings for Piping Applications管道元件用碳钢锻件ASTM A182 Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, andValves and Parts for High-Temperature Service 如果订单对所购物品的要求与本规格书和标准的要求有冲突时,应在该物品加工制造或征购前找买方澄清;如果本规格书和标准有未涵盖材料数据表中所涉及的内容时,请参照执行制造厂或相应标准规范,并提供甲方确认。
不锈钢管道订货标准

不锈钢管道订货标准
本文档旨在明确不锈钢管道订货的标准和规范,以确保订购的不锈钢管道符合设计要求和相关标准。
不锈钢管道的订货标准主要包括以下方面:
1.材质选择
根据设计要求和实际使用环境,选择合适的不锈钢材质。
常用的不锈
钢材质包括304、316、3161等。
2.尺寸规格
根据设计要求,确定不锈钢管道的尺寸规格。
包括管径、长度、连接
方式等。
3.壁厚要求
根据设计要求和相关标准,确定不锈钢管道的壁厚。
壁厚应根据管道
的直径、工作压力、使用环境等因素进行选择。
4.表面处理
不锈钢管道的表面处理应符合设计要求和相关标准。
常见的表面处理
方法包括抛光、拉丝、镜面等。
应根据实际使用环境和美观度要求进行选
择。
5.制造工艺
不锈钢管道的制造工艺应符合相关标准和规范。
制造过程中应确保管
道的精度和质量,对于焊接、弯曲、切割等工艺,应进行严格的质量控制。
6.检验标准
不锈钢管道的质量检验应按照相关标准和规范进行。
对于焊缝质
量、壁厚均匀度、表面处理质量等关键因素,应进行严格的检验和控制。
7.包装运输
不锈钢管道的包装和运输应采取措施保护管道表面,防止划伤和污染。
在运输过程中,应确保管道固定牢固,防止晃动和碰撞。
8.其他特殊要求
根据设计要求和实际使用环境,可能还有其他特殊要求,如防腐蚀涂层、防火涂层等。
应根据相关标准和规范进行选择和实施。
无缝不锈钢换热管SA-213 TP304采购规格书Purchase Specification
Supply Condition
供货状态
As per SA-213/SA-213M: All austenitic tubes shall be furnished in the heat-treated condition.It shall consist of heating the material to a minimum temperature of1040℃and quenching in water or other rapid cool.
Hardness
192HBW/ 200HV, or 90 HRB
Flattening Test
压扁试验
One flattening test shall be made on specimens form each end of one finished tube, not the one used for the flaring test, from each lot.
如果每批的管子数量不超过50根,从一根管子上取样进行拉伸试验,如果每批的管子数量超过50根,则从两根管子上取样进行拉伸试验。
Tensile Strength
抗拉强度
≥515 MPa
Yield Strength
屈服强度
≥205 MPa
Elongation延伸率%
(Standard Round G.L=50mm) 35%
按标准SA-213/SA-213M:所有奥氏体钢管需在热处理状态下供货,热处理步骤应包括材料加热到最低温度为1040℃并在水中淬火ቤተ መጻሕፍቲ ባይዱ者用其他方法冷却.
采购技术标准及要求样本

采购技术标准及要求—、总则1. 这份规格书只是对一些原则性要求,并不是详尽的要求,供应商有责任的对设计、技术规范、标准负责。
2. 供应商须按国家有关规定及标准完成本次采购设备的供货、运输、装卸、就位、安装、调试、技术培训、检验、经过有关部门验收、维保期上门服务、设备终身维修等各项工作,并保证设备使用的安全性能与检测结果的可靠性。
3. 供应商所提供的产品必须符合行业的国际标准和中国现行的产品认证制度规定,并满足采购人提出的产品技术要求。
4. 所提供的货物应是全新的和未使用过的。
5. 产品(材料)及其辅助装置铭牌、使用指示、警告指示应以中文或英文及易懂的通用符号来表示;应准确无误地表明货物之型号、规格、制造厂及生产或出厂日期。
6. 中标供应商和制造商对中标设备使用的安全性能与可靠性负全部责任。
采购内容、规格要求及详细参数序号设备名称29 压面机30 单星盆台内容品牌:广东/恒联、无锡/新麦、无锡/三麦型号:MT320电量:1.5KW/3PH/380V;说明:压面厚度1-32mm,压面宽度320mm 规格:830 X720 X1045说明:选用SUS304优质不锈钢板制作,台面及水斗3 =1.2mm,脚$ 38 x 1.0mn(i配有可调子弹脚),横通0 25 X0.8mm,带后档板,配优质落水器及拦渣片。
水斗尺寸:60 0 X 480 X 270规格:800 X700 X800数量参考图片31 木面搓粉台说明:台面选用45mm厚柳桉木板,四周不锈钢包边,脚40X40 X1.0mm,横通40 X40 X1 1.0mm。
规格:1800 X800 X800说明:选用SUS304优质不锈钢板制作,332 烘盘架车=1.2mm,配万向脚轮。
2规格:630 X480 X1600序号设备名称数量参考图片53 留样冰箱品牌:浙江/CAPTAIN、大连/三洋、广东/星星型号:CRR-16D2F有效容积:457L电量:409W/1PH/220V;温度:-4 C〜10C;说明:不锈钢内胆,自动回归门规格:680 X815 X1960说明:选用SUS304优质不锈钢板制作,台54封闭式残菜连桶车面3=1.5mm,加强筋采用3 =1.2mm,台面开孔,配4个4寸活动轮子,脚杯$ 50 X 100 X1.0mm,配直径45CM不锈钢桶55 全自动豆浆机(全不锈钢)产地/品牌:深圳/珍豆源、广东/九阳、山东/宝能型号:XJDQ-03功率:5KW/220V▲三、工作范围根据采购文件,投标人须按国家有关标准及规范完成下列工作:(1) 材料及相关附件的提供、运输、安装、检验、经过验收;(2) 售后服务的措施及承诺。
技术规格书及数据单
*附件2:技术规格书及数据单1.总则本技术规格书仅适用于中国石油吉林石化公司炼油厂加氢一车间加氢裂化装置反应流出物/热原料油换热器(E1101)、反应流出物/冷循环氢换热器(E1104)的材料、制造、检验、验收、包装及运输。
本技术规格书按照制造图纸提出技术要求,并未对一切技术细节作出规定,若本协议及制造图纸有不符合国家相关标准或规定的地方,乙方提出修改意见反馈甲方进行确认后,遵照更高标准、规定执行,乙方可采用更高质量及性能要求的工业标准,提供优质产品和服务。
对国家有关安全、环保等强制性标准及规定,必须满足其要求。
*2.供货范围按照技术规格书要求和数据表及设备图纸,提供完整的设备,具体要求详见附件由于原换热器为进口设备,制造厂必须对原图纸进行转换并重新出图。
*3.材料要求3.1.换热管3.1.1. 换热管用SA213 TP321无缝钢管应符合GB13296-2013的规定,其使用状态为固溶。
3.1.2. 换热管订货还应满足NB/T47019 的要求。
3.2.管板及隔板3.2.1 E1101、E1104管板材料SA336 F321应符合NB/T47010-2010的有关规定。
3.2.2 E1101隔板材料Q345R应符合GB713-2014的有关规定。
3.2.3 E1104隔板材料14Cr1MoR应符合GB713-2014的有关规定.3.3.其他材料3.3.1本设备E1101管束构件用滑轨应采用碳钢材料;支撑杆材料采用20号;防冲板采用Q345R;拉杆采用Q235B;定距管采用10号钢管。
3.3.2本设备E1104管束构件用滑轨应符合14Cr1MoR的有关规定;支撑杆应符合S32168的有关规定;防冲板应符合14Cr1MoR的有关规定;拉杆应符合14Cr1MoR的有关规定;定距管应符合14Cr1Mo的有关规定;3.4.焊接材料焊接材料应满足NB/T47018 和本技术条件的要求。
制造商应根据设计文件中对母材和堆焊层的要求,经过焊接工艺评定选出适用于主体材料的焊接材料和适用于堆焊层的焊接材料。
物资采购技术规格书
物资采购技术规格书文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]XX事业部XX项目XX设备采购技术规格书编制:审核:审批:编制时间:目录1、总则2、设计条件3、产品标准4、供货范围5、技术要求6、质量性能保证7、包装运输8、检验验收9、技术服务10、技术资料11、其他1、总则本技术规格书针对公司XX事业部XX项目XX装置(设备)的采购,提出了相关产品的功能设计制造、供货范围、质量保证、检验验收、包装运输、技术资料及服务等方面的基本要求。
本技术规格书提出的为最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,卖方应提供符合本技术规格书和现行工业标准的成熟、可靠、全新的产品及服务。
卖方对所提供的设备、附件和附属设备的制造质量、供货、技术规格、文件图纸资料、技术服务、工程服务、包装运输、开箱检验、安装指导、现场测试、设备运行等各个环节负有完全责任。
卖方对其技术文件的所有内容负完全责任,买方在技术文件上的签字并不意味对卖方责任的解脱。
卖方提供的产品及配套产品必须在中国境内有技术服务和维护能力的服务网点。
本技术规格书未明确事宜,卖方应在设计过程中充分尊重买方意见,在现有国内技术水平能够达到情况下,不得以任何理由拒绝。
本技术规格书中标注“*”和“△”的为重要技术条款,其中标注“*”的为否决条款,标注“△”的视偏离程度进行评分或否决。
卖方对重要技术条款必须逐条响应,并给出相关技术指标;如有与本技术规格书描述的要求不一致但能满足要求的,应论述其理由。
未明确响应的一律视为偏离。
2、设计条件工程概况气候水文资料公用工程及现场条件关键指标3、产品标准4、供货范围主要设备清单备件清单工作范围及界面划分5、技术要求通用要求使用寿命。
设备设计寿命10(20、30)年,正产使用条件下连续运行不少于25000小时。
设备要求电气仪表要求防腐及其他要求凡需油漆的设备及部件,在油漆前应对金属表面按有关技术规定进行清洁处理。
非安全级不锈钢无缝管件采购技术规格书
非安全级不锈钢无缝管件采购技术规格书非安全级不锈钢无缝管件采购技术规格书一、产品介绍非安全级不锈钢无缝管件是一种常用于管道连接的零部件,具有耐腐蚀、耐高温、密封可靠等特点。
本规格书旨在明确非安全级不锈钢无缝管件的采购技术规格,以确保产品的质量和性能。
二、产品规格1. 材质:不锈钢2. 规格:根据实际需求确定,包括管件类型、尺寸、壁厚等。
3. 表面处理:镜面抛光、酸洗磨砂、喷砂等。
4. 连接方式:螺纹连接、焊接连接等。
三、产品性能要求1. 耐腐蚀性:不锈钢管件应具有良好的耐酸碱、耐腐蚀性能,能够适应不同介质的使用环境。
2. 密封性:管件的连接应具有良好的密封性能,确保管道不泄露。
3. 强度:管件的强度应满足设计要求,能够承受相应的压力和负荷。
4. 温度适应性:管件应具有较好的耐高温性能,能够适应高温环境下的使用。
四、质量管控1. 采购方有权要求供应方提供相关的质量证明文件,如产品测试报告、出厂合格证书等。
2. 采购方有权对供应方的生产现场进行质量检查和抽样检验。
3. 供应方应确保产品符合相关标准和规定,不得出现质量问题。
五、交货要求1. 供应方应按照采购方的要求进行产品包装和标识。
2. 产品交货期限、数量等事项应在合同中明确。
六、售后服务1. 供应方应提供产品的售后服务保证,包括质量问题的解决和产品问题的维修等。
2. 供应方应及时响应采购方的投诉和问题,并积极解决。
七、其他事项1. 本规格书为采购方与供应方之间的约定,双方应遵守合同的约定执行。
2. 对于未在本规格书中明确规定的事项,双方应协商解决。
以上为非安全级不锈钢无缝管件采购技术规格书,供参考使用。
具体需根据实际情况进行调整和完善。
采购技术标准及要求样本
采购技术标准及要求一、总则1.这份规格书只是对一些原则性要求, 并不是详尽的要求, 供应商有责任的对设计、技术规范、标准负责。
2.供应商须按国家有关规定及标准完成本次采购设备的供货、运输、装卸、就位、安装、调试、技术培训、检验、经过有关部门验收、维保期上门服务、设备终身维修等各项工作, 并保证设备使用的安全性能与检测结果的可靠性。
3.供应商所提供的产品必须符合行业的国际标准和中国现行的产品认证制度规定, 并满足采购人提出的产品技术要求。
4.所提供的货物应是全新的和未使用过的。
5.产品( 材料) 及其辅助装置铭牌、使用指示、警告指示应以中文或英文及易懂的通用符号来表示; 应准确无误地表明货物之型号、规格、制造厂及生产或出厂日期。
6.中标供应商和制造商对中标设备使用的安全性能与可靠性负全部责任。
二、采购内容、规格要求及详细参数序号设备名称内容数量参考图片1 四层货架说明: 选用SUS304优质不锈钢板制作,25×12方管δ=1.0mm, 脚φ38×1.0mm( 配有可调子弹脚) 。
规格: 1200×500×180082 大米架说明: 选用SUS304优质不锈钢板制作,30×30方管δ=1.0mm。
规格: 1200×500×30033 双层工作台说明: 选用SUS304优质不锈钢板制作, 台面δ=1.5mm, 层板δ=1.0mm, 加强筋采用δ=1.2mm, 脚φ38×1.0mm( 配有可调子弹脚) , 脚杯φ50×100×1.0mm。
规格: ×700×80014 双层工作台说明: 选用SUS304优质不锈钢板制作, 台面δ=1.5mm, 层板δ=1.0mm, 加强筋采用δ=1.2mm, 脚φ38×1.0mm( 配有可调子弹脚) , 脚杯φ50×100×1.0mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1. 适用范围 (3)2. 引用文件 (3)3. 材料 (3)4. 冶炼 (3)5. 化学成分 (3)6. 制造 (4)7. 机械性能 (5)8. 尺寸公差 (7)9. 奥氏体晶粒度测定 (7)10. 检查要求 (7)11. 液压试验或气密性试验 (9)12. 定尺尺寸要求 (9)13. 标记 (9)14. 包装和运输 (10)15. 检验和验收 (10)16. 质量保证 (10)17. 文件的提交 (10)1.适用范围本规格书适用于辽宁红沿河核电站1、2、3、4号机组核岛土建工程中辅助管路或其他用途管路的奥氏体不锈钢无缝钢管、卷焊和拉拔卷焊管的采购。
2.引用文件B.T.S 4.02 不锈钢覆面3.材料不锈钢覆面用钢管为2级。
4.冶炼钢应用电弧炉冶炼。
5.化学成分5.1.化学成分要求炉前分析和产品分析所确定的化学成分应满足本附表1所列出的要求。
5.2.化学成分检验钢厂应提供由钢厂厂长或其正式委派的代表签证的炉前分析成分单。
钢炉钢管都应做化学成分检验,但仅检验碳和铬含量。
如M O含量也有要求,M O含量也应检验。
这些分析应按照RCC-M之MC1000的要求进行。
钴含量要求如下:a)与反应堆冷却剂相接触的设备钴含量限制如下:C O<0.20%,目标值0.10%b)由硼元素影响钢材的焊接性能,一般不得加硼。
但是,如果钢厂为提高其热处理性能而加硼时,硼含量必须低于0. 0020%(推荐硼含量<0 . 0015% ),并且须在试验报告中注明硼含量。
如需进行复试,也应按MC1000进行化学成分检验。
5.3.晶间腐蚀试验晶间腐蚀试验仅在碳和铬的含量与附表1的规定不相符时才进行。
在这种情况下,检验按RCC-M之MC1000章节的要求进行。
在晶间腐蚀试验前需预敏化热处理时,这个处理应在钢锭上进行。
敏化处理的加热温度为:700℃±10℃不含钼的钢材725℃±10℃含钼的钢材保温30分钟后慢速冷却。
如钢锭上无法做这种试验,则对每批产品做一次该试验。
当晶间腐蚀试验仅用于检查固溶热处理的结果时,则仅使用一个产品取样,且不作敏化处理。
6.制造6.1.1级、2级钢管的制造程序开始加工制造前,钢管厂应制定制造程序。
该程序按时间先后列出各个制造阶段,并明确指出中间热处理和最终热处理,最后加工及无损检测操作的操作规程。
6.2.钢管制造6.2.1.无缝钢管用于制造管子的圆钢和钢坯,应由经充分切除头、尾的钢锭制成,并应彻底去除氧化皮。
总锻造比不得比小3,且必须保证成品制件的奥氏体晶料度指数按RCC-MC1000测定方法测定值不得低于2。
此外,被委托人应保证其所实施的制造工艺不会改变钢的抗晶间腐蚀性能。
钢管不须精加工,小直径及薄壁管可冷拔加工成型(这点必须在制造工艺中指明)。
6.2.2.卷制钢管钢管应卷制,无填料焊接,然后矫直。
这些钢管应由冷轧钢材卷制而成。
焊缝边沿不得有斜度。
钢管应在管子内外有保护气体的条件下不加填料进行电弧焊接而成。
焊接接头可冷锻加工或采用其他相当工艺。
锻造前焊缝的富余高度为0.10至0.20mm,根据管壁厚而定。
锻后应进行碳化物固溶热处理。
6.2.3.拉拔卷焊管钢管应在焊接和热处理后经一次或几次冷加工成形。
最终的冷加工后应进行碳化物固溶热处理。
6.2.4.交货状态——热处理钢管在交货前应进行温度为1050℃至1150℃的碳化物固溶热处理。
对于1级和2级钢管,其固溶热处理的条件及炉内气温须在 6 . 1 节述及的中明确规定。
必要时,炉内保温温度和管子的通过速度应连续记录。
曲线图交由监督机构保存。
7.机械性能7.1.性能指标机械性能指标见本附表2。
7.2.取样试验用试料在交货状态(固溶热处理后)的管子上截取,试样从管子端部截取。
如管子尺寸许可,冲击和抗拉试验试样应横向截取,即试样轴线与管子轴线垂直,试验的有用区域应尽可能靠近管子内表面。
冲击试样缺口应垂直表面。
其他情况下,冲击和抗拉试样应纵向截取,即试样轴与钢管轴平行,且其试验有用区尽可能靠近管子的内表面。
壁厚≤12mm的钢管不进行冲击试验。
压扁和扩口试验在端部截取的管段上进行。
若需重复试验,试料在第一次取样的邻近部位截取。
7.3.试验7.3.1.试验项目及内容每炉或每批均须作机械性能测定。
“批”是指经过同样的制造工序并作为同一炉料的一部分或经受同样热处理的同样管径和壁厚的钢管。
每批限定为:1)直径>150mm,壁厚>9mm的管子限50根2)直径≤150mm,壁厚≤9mm的管子限100根试验项目、试样的截取方向及试验温度见表3。
7.3.2.室温下的抗拉试验1)试样如果管壁厚度允许,试样为圆形,直径10mm,尺寸按RCC- M之MC1000 规定。
如管壁厚度不够,无法提供直径为10mm试样,抗拉试验可按照RCC- M之MC1000由管子上切取的长条试样进行或用切下来的管段进行。
2)试验方法抗拉试验应按RCC- M之MC1000进行。
应记录下列值:——屈服强度(残余变形0.2%),MPa——极限抗拉强度MPa——断裂延伸率%3)结果所得结果应满足附表2要求如果情况下不是这样,并且试样上有物理缺陷(不影响产品使用)或者结果不正确是由于试样夹装不正确或试验机的运行失常所致,则用另一试样重复该试验。
如第二次试验结果满意,则该批可以接受;否则,按下一段所述处理。
若得到的不合乎要求的结果并不是由于上述任一种原因引起,则对每种试验结果再进行两次试验。
再试验的试样应从靠近不合格的试样邻近处截取。
若复试意,这一批应被验收,否则应予剔除。
7.3.3.夏比V型缺口冲击试验1)试样及试验夏比V型缺口冲击试验试样应并排截取,试样形状和尺寸和试验条件见RCC-M之MC1000规定。
2)结果结果应满足本附录表 2 要求。
如两次试验结果中有一次低于要求值,应用从第一次试样邻近部位截取的试样再进行试验,试验应在同样的条件下进行。
如两块试样中任一块不合格,则该批应予剔除。
7.3.4.压扁试验1)试样及试验方法试样尺寸及试验方法见RCC-M之MC1000的规定。
2)结果在压扁的第一阶段,试样表面不得出现任何裂纹或裂口。
在压扁试验的第二阶段,试样上应没有开裂或其他任何显著不均匀性。
如果压扁试验中有一根管子不合格,则可在此管子上和其他两根管子上进行再试验。
如试验结果仍不合格,则应剔除所有试验不合格的管子。
如大于10%的管子试验不合格,则该批所有管子均应进行压扁试验。
7.3.5.扩口试验1)试样和试验方法试样尺寸及试验方法见RCC-M之MC10002)结果试验后,管子不应该出现裂纹或裂口。
试验结果的评定同压扁试验。
7.4.重新热处理由于一项或几项机械性能试验不合格而被剔出的那批制品及设备应进行重新热处理。
重新热处理的方法应列到试验报告中。
在这种情况下,试样应按7.2节要求截取,试验项目见7.3节。
重新热处理只允许一次。
8.尺寸公差尺寸和公差应在供货图上注明,并应符合规范NFA49—501。
尺寸检查至少包括如下内容:——每批抽五根钢管,检查厚度,直径和椭圆度。
——对卷焊管,每批抽五根钢管检查其焊道富余高度。
9.奥氏体晶粒度测定——1级、2级钢管按RCC—M之MC1000进行奥氏体晶粒度测定。
——晶粒大小指数至少为2。
10.检查要求10.1.管子表面钢管内、外表面应光滑无破损。
卷焊管的焊瘤用砂纸横向打磨消除。
清除后不允许存在角槽沟。
直管交货时应清洁无锈。
辅助管线钢管的表面状态应按RCC-M之S7200的规定。
其它情况,最大成品粗糙度为12.5um。
10.2.表面状态—保护所有钢管经酸洗、钝化后交货,管端部要切齐,用塑料塞塞住,并用不透水的聚乙烯包装纸在外面包住保护。
10.3.内部缺陷检查10.3.1.1级、2 级钢管的超声检查1)无缝钢管须作超声检查。
所有直管应按照RCC-M之MC25OO节规定的程序进行。
此外,尚须满足下列要求:——钢管应在进行固溶热处理后进行超声检查——表面状态应满足RCC-M之MC2140的要求2)3级钢管不进行超声检查3)结果如回波高度小于对比管缺陷产生的回波高度,则该缺陷可以接受。
无法用探测设备检验的管端应切掉。
10.3.2.卷焊管的涡流检查管径<50mm且壁厚<3mm的卷焊管应进行涡流检查,但涡流检查也可由所述的超声波检查代替。
直管应按RCC-M之MC6000节的规定进行涡流检查。
钢管作检查前应进行固溶热处理。
结果涡流检查测得信号小于对比管的钢管可以验收,无法正常检测的端部应切掉。
10.3.3.射线检查直径≥50mm或其壁厚≥3mm的不用填充金属焊接的卷焊管应进行射线照相检查。
钢管应在进行固溶热处理后进行该项检查。
检查程序按照RCC-M之MC3000的规定。
射线照相法检查的范围及其准则见下表:10.4.缺陷部位的清除和整修一般情况下,凡经目检或无损检测发现管段有超标缺陷时,该部分应切掉。
表面缺陷可用磨削法清除,但磨削后厚度应大于最小壁厚,并应采取必要的措施。
(应避免局部过热,使用无铁的刚玉砂轮)。
辅助管线用管在磨削后应进行渗透检查。
准则1)长度>1mm的迹痕应予以注意。
2)有如下迹痕的缺陷应标出并清除:·线状痕迹·尺寸大于3mm的圆形迹痕·间距(边至边)小于3mm的三个以上的迹痕·在边长不超过20cm的面积为100㎝2的矩形内有五个或五个以上密集迹痕:所述矩形应取自迹痕最严重部位。
如果探测有严重缺陷且不能用磨削法清除,则有缺陷的该管段应切掉。
11.液压试验或气密性试验所有交货的钢管都应按定货单的要求进行液压试验(无缝钢管)或在水中以空气为介质进行气密性试验(卷焊管)。
液压试验应在各项检查后去氧化皮处理前进行。
12.定尺尺寸要求根据材料计划的具体规定。
13.标记承包商应按照RCC—M的规定制定所用标志和标记方法:第Ⅰ卷C1300第Ⅴ卷F2000第Ⅴ卷F6000如有试样要求,试样应在交货时按定货单规定标记。
14.包装和运输——要求按订货单规定——供货应满足B.T.S 10.19的要求,按№4类要求包装。
——严禁不锈钢与碳钢或镀锌的操作设备相接触。
因而,吊具应加塑料防护套,与碳钢或镀锌钢表面接触处应加不锈钢垫片。
15.检验和验收产品验收试验应该在需方或需方代表在场时进行。
16.质量保证所有的质量保证和质量控制的措施遵照合同的质量保证要求。
17.文件的提交——试验程序——承包商应在交货前的各项试验后建立如下试验报告:·浇包分析和制品分析的化学成分单·晶间腐蚀试验报告·重新热处理设备的热处理记录分析卡,该分析卡应包括全部热处理的记录。
·机械性能试验报告·目检报告·1、2级钢管的晶粒度测定报告·尺寸检查报告这些报告包括:·炉号和管子标记·供货商识别标志·订单号·检验机构名称·各实验及复试结果以及要求指标值。