乙酸乙酯的工艺设计
乙酸乙酯的工艺设计
乙酸乙酯的工艺设计乙酸乙酯是一种重要的工业原料,广泛应用于溶剂、涂料、胶水、合成纤维和制药等领域。
其工艺设计包括原料准备、反应过程、分离回收和产品精制等环节。
1.原料准备:2.反应过程:乙酸乙酯的合成反应一般采用酯化反应。
反应条件包括反应温度、反应时间、反应物配比和催化剂等。
常用的催化剂有强酸(如硫酸、磷酸)、酸性离子交换树脂和酶等。
在选择催化剂时需要考虑反应速率、产物选择性和催化剂的稳定性。
3.分离回收:酯化反应得到的反应物中除了乙酸乙酯外还包含未反应的乙醇和乙酸,以及产生的水和其它杂质。
分离回收过程的目标是提高乙酸乙酯的纯度和产率,同时回收未反应的乙醇和乙酸。
分离回收过程包括脱水、脱乙醇和脱酸等操作,常用的方法有蒸馏、萃取和吸附等。
4.产品精制:乙酸乙酯的纯度要求不同,可以通过后续的精制工艺进一步提高。
常用的方法包括深度脱水、脱色和除杂等操作。
脱水可以通过分子筛或添加干燥剂实现;脱色可以通过活性炭吸附或氧化还原反应去除有机色素;除杂可以通过软化水或高速旋转离心等方法去除微量杂质。
5.安全环保:乙酸乙酯的工艺设计需要考虑安全环保问题。
在操作过程中需要注意防止火灾爆炸和有害物质泄漏的风险。
可以采取措施包括增加安全设备、设立联锁控制和规范操作流程。
此外,工艺设计还需要考虑减少废物产生和减少废物排放,采用催化剂回收和反应废气处理等措施。
以上是乙酸乙酯工艺设计的主要环节,工艺的具体设计需要根据实际情况进行综合考虑。
在设计过程中,还需要进行反应动力学和热力学分析,优化反应条件和操作参数,确保工艺稳定可靠,产品质量达到要求。
乙酸乙酯生产工艺及设计
乙酸乙酯生产工艺及设计乙酸乙酯是一种用途广泛的精细化工产品,具有良好的溶解性、快干性和广泛的用途。
它是一种非常重要的有机化工原料和优良的工业溶剂,广泛用于生产醋酸纤维、乙基纤维、氯化橡胶、乙烯基树脂、醋酸纤维树脂、合成橡胶、涂料和油漆。
乙酸乙酯用途乙酸乙酯也是一种常见的工业溶剂。
它是一种速干溶剂,具有良好的溶解性,广泛用于生产粘合剂、药物、香水、增塑剂、稀释剂、油墨、人造革等诸多领域。
乙酸乙酯在纺织工业中可用作清洗剂,在电子工业中也可用作集成电路的清洗剂和脱脂剂。
在化学分析中,乙酸乙酯还可用作柱色谱的洗脱剂,分析试剂,色谱分析的标准物质和溶剂,铋、金、铁、汞、氧化剂和铂的测定,生化研究,蛋白质序列分析等。
乙酸乙酯主要用作溶剂和维生素E及一些医药中间体的合成。
如加替沙星的合成制备1、特立氟胺的制备2中有用到乙酸乙酯作溶剂。
在天然药物活性部位的提取中,乙酸乙酯常用于提取游离生物碱、有机酸、黄酮类、香豆素类等中性物质。
如将乙酸乙酯作为提取剂用于甘草黄酮的精细纯化、苦参总生物碱的提取纯化、狼尾草抗炎有效部位的制备提取等。
乙酸乙酯生产工艺1 醋酸酯化法醋酸酯化法是乙酸乙酯最常见的生产方法,乙酸乙酯分为间接法和连续法。
是在催化剂(通常为硫酸)存在下,醋酸和乙醇发生酯化反应生成乙酸乙酯,该方法适用于拥有大量低成本乙醇的地区。
传统的酯化法生产工艺技术成熟。
原料供应充足,生产工艺简单,投资少,在世界范围内,尤其是在美国和西欧地区被广泛采用。
由于酯化反应可逆,转化率只有约67%,为增加转化率,一般采用乙醇过量的方法,并在反应过程中不断分离出生成的水。
2 乙醛缩合法以乙醇铝为催化剂,用冷凝法将乙醛氧化缩合生成乙酸乙酯。
当采用这种工艺时,如果反应过程中有两种醛,就可以生成混合酯。
例如乙酸乙酯和乙酸丁酯。
乙醛制乙酸乙酯包括催化剂制备、反应、分离和精馏。
3 乙烯加成法反应在担载于金属载体上的杂多酸或杂多酸盐催化下于气相或液相中进行。
年产量6500吨乙酸乙酯生产的的工艺设计

一、生产工艺选择
1、乙酸乙酯的合成工艺选择
乙酸乙酯是立体异构体,合成其馏分比较困难,且其合成代谢本身存在较多种反应路线,目前流行的乙酸乙酯合成方法有双氧水-甲醛-乙醇反应法、甲醛-乙醇反应法、丙酮-乙醇反应法等,但由于反应热敏感性强,收率受到温度控制的限制,所以工艺相对繁琐。
本工程中主要采用双氧水-甲醛-乙醇反应法合成乙酸乙酯,该法的工艺流程主要包括以下几个步骤:首先将乙醇作为底物,添加双氧水和甲醛作为氧化剂,在低温和低压的条件下,受催化剂的作用,将乙醇氧化成乙酸乙酯;然后,乙酸乙酯的馏分比由精密全自动混合馏分机进行控制,最终将乙酸乙酯冷却,蒸馏出达到指定标准的产品。
2、乙酸乙酯生产设备选择
(1)馏分混合机
馏分混合机是乙酸乙酯合成反应和馏分生产过程中使用的一种设备,它采用全自动控制,具有自动调节馏分比、自动排料、自动停止等功能,可满足在不同工况下乙醇液的可靠馏分,由于其反应热性较强,采用双壁式结构,内外壁之间空间小,可有效抵消外界温度的变化,从而确保反应的连续性,并且具有很高的馏分比控制精度。
乙酸乙酯车间工艺设计
乙酸乙酯车间工艺设计1. 引言乙酸乙酯是一种常用的有机溶剂,广泛应用于涂料、油墨、胶粘剂、塑料等行业。
乙酸乙酯的生产工艺是一个关键的环节,良好的车间工艺设计能够提高乙酸乙酯的生产效率,降低能耗,保证产品质量。
2. 工艺流程乙酸乙酯的工艺流程通常包括乙醇脱水、酸酯化反应和蒸馏分离等步骤。
2.1 乙醇脱水乙酸乙酯生产的第一步是乙醇脱水。
乙醇在脱水过程中需去除多余的水分,以满足后续酯化反应的要求。
乙醇脱水的主要工艺参数包括温度、压力和流速等。
在乙醇脱水过程中,应采用适当的脱水剂,如分子筛等,以提高脱水效果。
此外,还需要合理设计脱水设备的操作参数,如温度控制、压力控制和流速控制等,以确保乙醇的脱水效果达到预期。
2.2 酸酯化反应乙醇脱水后的乙烯醇与醋酸反应生成乙酸乙酯。
酸酯化反应是乙酸乙酯的关键步骤,其影响乙酸乙酯的产率和纯度。
在酸酯化反应中,需要选择合适的催化剂和反应条件。
常用的催化剂包括硫酸等,反应条件通常包括温度、压力和反应时间等。
此外,还需要对反应物的质量比、反应物的进料速度、反应器的结构和搅拌方式等进行合理设计,以提高酯化反应的效果。
2.3 蒸馏分离酯化反应结束后,乙酸乙酯与未反应的乙醇、醋酸、水等混合物需要进行分离。
蒸馏分离是常用的分离方法之一。
在蒸馏分离过程中,需要根据乙酸乙酯、乙醇、醋酸、水等物质的沸点差异,选择适当的操作参数,如温度、压力、分馏塔的结构等,以分离出纯净的乙酸乙酯。
3. 设备选型和布局乙酸乙酯生产车间的设备选型和布局非常重要,它直接影响生产效率和工作环境的安全性。
3.1 设备选型根据乙酸乙酯的生产工艺要求,需要选用适当的脱水设备、酯化反应设备和蒸馏设备等。
对于乙醇脱水,可以选择具有高脱水效果的脱水剂,如分子筛等。
酸酯化反应可采用合适的反应釜,并选择合适的搅拌方式以提高反应效果。
蒸馏分离阶段可选择合适的分馏塔以实现混合物的分离。
3.2 车间布局车间的布局应考虑生产的流程性和安全性。
年产30万吨乙酸乙酯的工艺设计

乙酸乙酯(ethyl acetate,简称EA)是一种常用的有机化工原料,广泛用于溶剂、涂料、胶粘剂、香精等行业中。
本文将为您介绍年产30万吨乙酸乙酯的工艺设计。
1.原料准备本工艺设计中所需原料包括乙酸、乙醇和催化剂等。
乙酸和乙醇的纯度应达到工业级标准,催化剂选择的是硫酸。
原料的准备包括弃水、脱硫等处理。
2.乙酸乙酯的制备反应乙酸乙酯的制备反应是乙酸和乙醇发生酯化反应生成乙酸乙酯。
反应的条件包括温度、压力和催化剂的选择。
在本工艺设计中,酯化反应采用连续流程进行。
首先,将经处理的乙酸和乙醇以一定的摩尔比例混合后进入反应器。
根据经验,酯化反应的摩尔比一般为2:1、然后,在适当的温度下(一般为50-60℃)加入适量的硫酸催化剂,促进反应的进行。
反应器中的乙酸乙酯生成后,通过蒸汽加热或外部加热方式升温。
随着温度的升高,乙酸乙酯以气态形式蒸发出反应器。
3.乙酸乙酯的分离净化乙酸乙酯的分离净化主要包括提纯和脱色两个过程。
提纯过程中,需将乙酸乙酯的气态产物进入一个冷凝器进行冷凝,将其转化为液态,然后通过过滤去除其中的悬浮物。
脱色过程中,将提纯后的液态乙酸乙酯通过活性炭等脱色剂进行脱色,以提高乙酸乙酯的纯度。
脱色后的乙酸乙酯经过过滤,得到清澈的乙酸乙酯产物。
4.乙酸乙酯的回收利用在乙酸乙酯制备反应过程中,有部分乙酸乙酯会以气体的形式带出反应器,在分离净化过程中被捕集并回收利用。
在回收过程中,将乙酸乙酯的气态产物与乙酸乙酯的液态产物进行冷凝,将其转化为液态,然后通过分离装置进行分离,将回收的乙酸乙酯重新加入到反应器中。
5.产品质量控制在乙酸乙酯的制备过程中,需要对产品质量进行严密的控制。
主要的质量指标包括乙酸乙酯的纯度、含水量和酸度等。
为了确保产品质量,需要定期对反应器和分离净化设备进行清洗和维护,以避免杂质的积累影响产品质量。
以上就是年产30万吨乙酸乙酯的工艺设计。
通过合理的反应控制和分离净化过程,可以高效地制备乙酸乙酯产品,并确保产品质量。
年产××吨乙酸乙酯生产工艺毕业设计论文

化工工艺设计课程设计任务书
设计任务:年产××吨乙酸乙酯生产工艺设计
年产量:1200吨+ 10×学号后两位
生产时间:间歇生产,每年300天,每天8小时
产品规格:产品纯度99%
具体的生产方案选择及生产流程自行确定
设计要求:
1.编制设计说明书,其内容主要包括:
一概述:所设计的产品的性能、用途、在国民经济及人民生活中的重要性;产品的市场需求;产品生产方法、规格及特点
二生产方案和工艺流程确定
三生产流程简述:叙述生产过程,写出反应方程式,说明工艺操作条件,如温度、压力、流量等;说明原料的储存方式;说明流程中的控制方案等四工艺计算书:1.计算基准2. 物料衡算3.热量衡算
五设备的设计计算与选型:非标设备设计计算,标准设备计算选型
六车间布置
七参考文献
八附工程图纸
2.绘制物料流程图1张,A2图纸
3.绘制带控制点的工艺流程图1张,A2图纸。
(工艺技术)乙酸乙酯的工艺设计
(工艺技术)乙酸乙酯的工艺设计1、乙酸乙酯的概述乙酸乙酯是最重要的一类碳氢化合物醇酮类产品,对涂料,农药,香料,溶剂(内外墙基质),染料,等各行业都有着十分重要的作用。
其化学结构为C〇H〇C〇2〇;C〇H五C〇2三;它的含量达到99%以上,具有溶解度良好和低沸点的特性,物理性质稳定,抗氧化性能强,易燃易爆和有良好的环保性。
乙酸乙酯的生产关键技术是乙酸乙酯的水解和合成反应,主要包括乙酸乙酯的合成工艺、乙酸乙酯的水解反应和乙酸乙酯的还原工艺。
乙酸乙酯的合成反应指的是乙醇和乙醛通过热量加热反应,在经历加压温度的催化剂作用下,以乙醇和乙醛反应冰醋酸为原料,生成乙酸乙酯的过程。
一般采用空气加热气化技术,确保乙醛通过空气加热而不会爆炸。
乙醛采用油压强制加压蒸发,反应温度一般控制在115-120℃,催化剂为硅烷基氯化铝和硅烷基三氯乙烯。
(2)乙酸乙酯的水解反应乙酸乙酯的水解反应是将乙酸乙酯经过鞣酸进行水解,在水温60-70℃条件下,用于脱氢,从而是醋酸转变为乙醇的反应过程。
乙酸乙酯的水解反应通常采用高效离子交换树脂法,将乙酸乙酯水解成乙醇,再采用滤液冷却的方式将水解液冷却至可被水解的温度。
乙酸乙酯还原工艺是将乙酸乙酯经过电子取代反应或者还原反应,转变为无水乙酸乙酯Poolish的反应。
乙酸乙酯还原通常采用碱还原工艺,将乙酸乙酯在反应水温范围内,增加碱含量(碳酸钙或碳酸氢钠),使乙酸乙酯中水被还原,提升乙酸乙酯产品的洁净度。
3、总结乙酸乙酯是一类碳氢化合物,它具有良好的溶解度和低沸点,在各行业有着重要的应用。
乙酸乙酯的生产工艺设计主要包括乙酸乙酯的合成反应,乙酸乙酯的水解反应和乙酸乙酯的还原反应,乙酸乙酯的合成反应通常采用空气加热气化技术、催化剂为硅烷基氯化铝和硅烷基三氯乙烯;乙酸乙酯的水解反应通常采用高效离子交换树脂法,将乙酸乙酯水解成乙醇;乙酸乙酯的还原反应通常采用碱还原工艺,使乙酸乙酯中水被还原。
乙酸乙酯生产工艺1
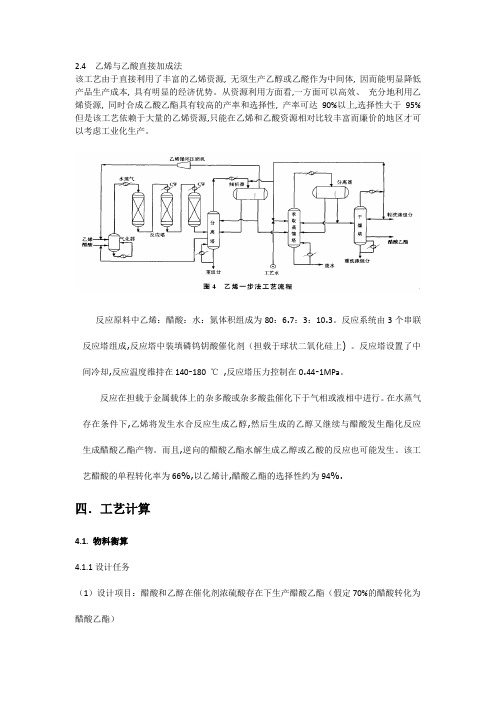
2.4 乙烯与乙酸直接加成法该工艺由于直接利用了丰富的乙烯资源, 无须生产乙醇或乙醛作为中间体, 因而能明显降低产品生产成本, 具有明显的经济优势。
从资源利用方面看,一方面可以高效、充分地利用乙烯资源, 同时合成乙酸乙酯具有较高的产率和选择性, 产率可达90%以上,选择性大于95%但是该工艺依赖于大量的乙烯资源,只能在乙烯和乙酸资源相对比较丰富而廉价的地区才可以考虑工业化生产。
反应原料中乙烯:醋酸:水:氮体积组成为80:6.7:3:10.3。
反应系统由3个串联反应塔组成,反应塔中装填磷钨钥酸催化剂(担载于球状二氧化硅上) 。
反应塔设置了中间冷却,反应温度维持在140-180℃,反应塔压力控制在0.44-1MPa。
反应在担载于金属载体上的杂多酸或杂多酸盐催化下于气相或液相中进行。
在水蒸气存在条件下,乙烯将发生水合反应生成乙醇,然后生成的乙醇又继续与醋酸发生酯化反应生成醋酸乙酯产物。
而且,逆向的醋酸乙酯水解生成乙醇或乙酸的反应也可能发生。
该工艺醋酸的单程转化率为66%,以乙烯计,醋酸乙酯的选择性约为94%.四.工艺计算4.1. 物料衡算4.1.1设计任务(1)设计项目:醋酸和乙醇在催化剂浓硫酸存在下生产醋酸乙酯(假定70%的醋酸转化为醋酸乙酯)(2)产品名称:醋酸乙酯(3)产品规格:纯度99%(4)年生产能力:折算为100%醋酸乙酯1500吨/年4.1.2 酯化法主要生产步骤(1)等分子的冰醋酸和95%乙醇混合和少量的浓硫酸接触,进行酯化反应达到平衡状态,并加热至沸点。
(2)达到平衡状态的混合液通入精馏塔Ⅰ,由于不断移去难挥发的水分,在塔中反应趋于完全;由塔Ⅰ顶部出来的流出液组成为:醋酸乙酯20%(重量百分率,下同)水10%乙醇70%(3)由塔Ⅰ顶部出来的馏出液通入精馏塔Ⅱ进行蒸馏,由塔Ⅱ顶部出来的三组分恒沸液组成为:醋酸乙酯83%水8%乙醇9%由塔Ⅱ底部出来的残液组成为乙醇和水,重新送入塔Ⅰ作为第二进料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乙酸乙酯的工艺设计南京工业大学《化工设计》专业课程设计设计题目乙醛缩合法制乙酸乙酯学生姓名胡曦班级、学号化工091017指导教师姓名任晓乾课程设计时刻20 12年5月12日-20 12年6月1日课程设计成绩指导教师签字名目一、设计任务4二、概述42.1乙酸乙酯性质及用途42.2乙酸乙酯进展状况4三. 乙酸乙酯的生产方案及流程63.1 酯化法63.2乙醇脱氢歧化法73.3乙醛缩合法73.4乙烯、乙酸直截了当加成法83.5各生产方法比较93.5确定工艺方案及流程9四.工艺讲明94.1. 工艺原理及特点94.2 要紧工艺操作条件错误!未定义书签。
4.3 工艺流程讲明94.4 工艺流程图(PFD)错误!未定义书签。
4.5 物流数据表94.6 物料平稳错误!未定义书签。
4.6.1 工艺总物料平稳94.6.2 公共物料平稳图错误!未定义书签。
五. 消耗量175.1 原料消耗量175.2 催化剂化学品消耗量175.3 公共物料及能量消耗20六. 工艺设备 176.1 工艺设备讲明176.2 工艺设备表176.3 要紧外表数据表 176.4 工艺设备数据表 176.5 精馏塔Ⅱ的设计 176.6最小回流比的估算206.7 逐板运算 226.8 逐板运算的结果及讨论 23七. 热量衡算 237.1 热力学数据收集 237.2 热量运算,水汽消耗,热交换面积267.3 校正热量运算、水汽消耗、热交换面积(对塔Ⅱ) 28八.管道规格表238.1 装置中危险物料性质及专门储运要求 238.2 要紧卫生、安全、环保讲明268.3 安全泄放系统讲明238.4 三废排放讲明26九.卫生安全及环保讲明239.1 装置中危险物料性质及专门储运要求 239.2 要紧卫生、安全、环保讲明269.3 安全泄放系统讲明239.4 三废排放讲明26表10校正后的热量运算汇总表35十有关专业文件名目35乙酸乙酯车间工艺设计一、设计任务1.设计任务:乙酸乙酯车间2.产品名称:乙酸乙酯3.产品规格:纯度99.5%4.年生产能力:折算为100%乙酸乙酯10000吨/年5.产品用途:作为制造乙酰胺、乙酰醋酸酯、甲基庚烯酮、其他有机化合物、合成香料、合成药物等的原料;用于乙醇脱水、醋酸浓缩、萃取有机酸;作为溶剂广泛应用于各种工业中;食品工业中作为芳香剂等。
由于本设计为假定设计,因此有关设计任务书中的其他项目如:进行设计的依据、厂区或厂址、要紧技术经济指标、原料的供应、技术规格以及燃料种类、水电汽的要紧来源,与其他工业企业的关系、建厂期限、设计单位、设计进度及设计时期的规定等均从略。
二、概述1.乙酸乙酯性质及用途乙酸乙酯又名乙酸乙酯,醋酸醚,英文名称Ethyl Acetate或Acetic E ther Vinegar naphtha.乙酸乙酯是具有水果及果酒芳香的无色透亮液体,其沸点为77℃,熔点为-83.6℃,密度为0.901g/cm3,溶于乙醇、氯仿、乙醚和苯等有机溶剂。
乙酸乙酯的重要用途是工业溶剂,它是许多树脂的高效溶剂,广泛应用于油墨、入造革、胶粘剂的生产中,也是清漆的组份。
它还用于乙基纤维素、入造革、油毡、着色纸、入造珍宝的粘合剂、医用药品、有机酸的提取剂以及菠萝、香蕉、草莓等水果香料和威士忌、奶油等香料。
此外,还用于木材纸浆加工等产业部门。
关于用专门多天然有机物的加工,例如樟脑、脂肪、抗生素、某些树脂等,常使用乙酸乙酯和乙醚配制成共萃取剂,它还可用作纺织工业和金属清洗剂。
2.乙酸乙酯进展状况(1)国内进展状况为了改进硫酸法的缺点,国内连续开展了新型催化剂的研究,如酸性阳离子交换树脂﹑全氟磺酸树脂﹑HZSM-5等各种分子筛﹑铌酸﹑ZrO2-S O42-等各种超强酸,但均未用于工业生产。
国内还开展了乙醇一步法制取乙酸乙酯的新工艺研究,其中有清华大学开发的乙醇脱氢歧化酯化法,化学工业部西南化工研究院开发的乙醇脱氢法和中国科学院长春应用化学研究所的乙醇氧化酯化法。
中国科学研究院长春应用化学研究所对乙醇氧化酯化反应催化剂进行了研究,认为采纳Sb2O4-MoO3复合催化剂可提升活性和选择性。
化学工业部西南化工研究院等联合开发的乙醇脱氢一步合成乙酸乙酯的新工艺,已通过单管试验连续运行1000小时,取得了中意的结果。
现正在进行工业开发工作。
近来关于磷改性HZSM-5沸石分子筛上乙酸和乙醇酯化反应的研究表明,用HZSM-5及磷改性HZSM-5作为乙酸和乙醇酯化反应的催化剂,乙醇转化率变化不大,但酯化反应选择性明显提升。
使用H3PMo12O40•19H2O代替乙醇-乙酸酯化反应中的硫酸催化剂,可获得的产率为91.48%,然而关于催化剂的剂量、反应时刻和乙醇/乙酸的质量比对产品产量的研究还在进行之中。
(2)国外进展状况由于使用硫酸作为酯化反应的催化剂存在硫酸腐蚀性强、副反应多等缺点,近年各国均在致力于固体酸酯化催化剂的研究和开发,但这些催化剂由于价格较贵、活性下降快等缘故,至今工业应用不多。
据报道,美Da vy Vekee公司和UCC公司联合开发的乙醇脱氢制乙酸乙酯新工艺已工业化。
据报道,国外开发了一种使用Pd/silicoturgstic双效催化剂使用乙烯和氧气一步生成乙酸乙酯的新工艺。
低于180℃和在25%的乙烯转化率的条件下,乙酸乙酯的选择性为46%。
催化剂中的Pd为氧化中心silicoturgstic 酸提供酸性中心。
随着科技的持续进步,更多的乙酸乙酯的生产方法持续被开发,我国应持续吸取借鉴国外的先进技术,从全然上改变我国乙酸乙酯的生产状况。
乙酸乙酯的生产方案及流程1、酯化法酯化工艺是在硫酸催化剂存在下,醋酸与乙醇发生酯化脱水反应生成乙酸乙酯的工艺,其工艺流程见图1醋酸、过量乙醇与少量的硫酸混合后经预热进入酯化反应塔。
酯化反应塔塔顶的反应混合物一部分回流,一部分在80℃左右进入分离塔。
进入分离塔的反应混合物中一样含有约70%的乙醇、20%的酯和10%的水(醋酸完全消耗掉)。
塔顶蒸出含有83%乙酸乙酯、9%乙醇和8%水分的塔顶三元恒沸物,送入比例混合器,与等体积的水混合,混合后在倾析器倾析,分成含少量乙醇和酯的较重的水层,返回分离塔的下部,经分离塔分离,酯重新以三元恒沸物的形式分出,而蓄集的含水乙醇则送回醋化反应塔的下部,经气化后再参与酯化反应。
含约93%的乙酸乙酯、5%水和2%乙醇的倾析器上层混合物进入干燥塔,将乙酸乙酯分离出来,所得产品质量见表1 表一工业品级乙酸乙酯的质量指标传统的酯化法乙酸乙酯生产工艺技术成熟,在世界范畴内,专门是美国和西欧被广泛采纳。
由于酯化反应可逆,转化率通常只有约67%,为增加转化率,一样采纳一种反应物过量的方法,通常是乙醇过量,并在反应过程中持续分离出生成的水。
按照生产需要,既可采取间歇式生产,也可采取连续式生产。
该法也存在腐蚀严峻、副反应多、副产物处理困难等缺点。
近年来开发的固体酸酯化催化剂尽管解决了腐蚀咨询题,但由于价格太高,催化活性下降快等缺点,在工业上仍无法大规模应用。
2. 乙醇脱氢歧化法该法不用乙酸,直截了当用乙醇氧化一步合成乙酸乙酯,其催化剂要紧是Pd/C和架Ni,Cu-Co-Zn-Al混合氧化物及Mo-Sb二元氧化物等催化剂,这些体系对乙醇的氧化有一定的活性,但其催化性还有待进一步改进。
95%乙醇从储槽出来,经泵加压至0.3~0.4MPa,进入原料预热器,与反应产物热交换被加热至130℃,部分气化,再进入乙醇汽化器,用水蒸气或导热油加热至160℃~170℃,达到完全气化,然后进入原料过热器,与反应产物换热,被加热至230℃,再进入脱硫加热器,用导热油加热到反应温度240~270℃,然后进入脱氢反应器,脱氢反应为吸热反应,要用导热油加热以坚持恒温反应。
从脱氢反应器出来的物料进入原料过热器,被冷却至180℃,再进入加氢反应器将酮和醛加氢为醇,以便后续分离。
然后进入原料预热器,被冷却至60℃,再进入产物冷凝器,被水冷却至30℃,从冷凝器出来的液体,进入反应产物储罐,然后进入分离工段,氢气则从上部进入水洗器,以回收氢气中带走的易挥发物料,然后放空或到氧气用户。
该工艺的特点是产品收率高,对设备腐蚀性小,产品成本较酯化法低,不产含酸废水,有利于大规模生产,若副产的氢气能有效合理的利用,该工艺是比较经济的方法。
3、乙醛缩合法由乙醛生产乙酸乙酯包括催化剂制备、反应、分离和精馏4大部分,工艺流程见图3 。
在氯化铝和少量的氯化锌存在下将铝粉加入盛有乙醇和乙酸乙酯混合物的溶液中溶解得到乙氧基铝溶液。
催化剂制备装置与主体装置分开,制备反应过程产生的含氢废气经冷回收冷凝物后排放,制备得到的催化剂溶液搅拌平均后备用。
乙醛和催化剂溶液连续进入反应塔,操纵反应物的比例,使进料在混合时就有约98% 的乙醛转化为目的产物,1.5%的乙醛在此后的搅拌条件下转化。
通过间接盐水冷却坚持反应温度在0 ℃,反应混合物在反应塔内的停留时刻约1h后进入分离装置。
分离装置中粗乙酸乙酯从塔顶蒸出,塔底残渣用水处理得到乙醇和氢氧化铝,将乙醇与蒸出组分一起送入精馏塔,在此回收未反应的乙醛并将其返回反应塔,乙醇和乙酸乙酯恒沸物用于制备乙氧基铝催化剂溶液。
如有必要,乙酸乙酯还可进一步进行干燥。
乙醛缩合制乙酸乙酯工艺由俄罗斯化学家Tischenko于20世纪初开发成功,因而该工艺又称为Tischenko工艺。
反应在醇化物(乙氧基铝)的存在下进行。
由乙醛生产乙酸乙酯的第一步实际上先由乙烯制取乙醛,由乙烯生产乙醛通常在氯化钯存在下于液相中进行(即Wacker工艺)。
按照保持催化剂活性方法的不同,又有两种工艺可选择,一种为一步法工艺,即乙烯和氧气一起进入反应器进行反应; 另一种是两步法工艺,即乙烯氧化为乙醛在一个反应器内进行,而催化剂的空气再生在另一反应器内进行,两种工艺在经济上并无大的差异。
乙醛缩合制乙酸乙酯工艺受原料来源的限制,一样应建在乙烯-乙醛联合装置内。
日本要紧采取此工艺路线,装置能力已达200kt/a.4、乙烯、乙酸直截了当加成法在酸性催化剂存在下,羧酸与烯烃发生酯化反应可生成相应的醋类。
罗纳·普朗克公司在80 年代进行了开发,但由于工程放大咨询题未解决,一直未实现工业化。
日本昭和电工公司开发的乙烯与醋酸一步反应制取乙酸乙酯工艺终于在90年代实现了工业化。
反应原料中乙烯:醋酸:水:氮体积组成为80:6.7:3:10.3。
反应系统由3个串联反应塔组成,反应塔中装填磷钨钥酸催化剂(担载于球状二氧化硅上) 。
反应塔设置了中间冷却,反应温度坚持在140-180 ℃,反应塔压力操纵在0.44-1MPa。
反应在担载于金属载体上的杂多酸或杂多酸盐催化下于气相或液相中进行。
在水蒸气存在条件下,乙烯将发生水合反应生成乙醇,然后生成的乙醇又连续与醋酸发生酯化反应生成乙酸乙酯产物。