加工中心刀柄结构说明PPT课件
加工中心斗笠式刀库 ppt课件
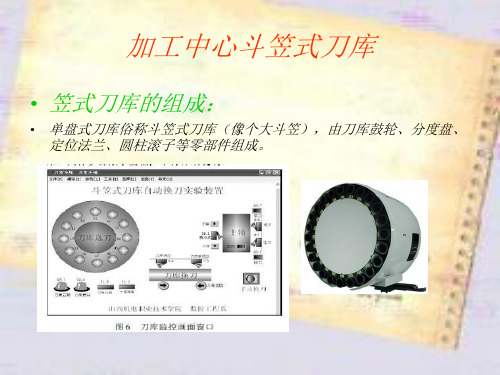
加工中心斗笠式刀库
• 1.9 • 主轴沿下移到Z轴的第二参考点位置,进行抓刀动作。
• 1.10 • 主轴刀具加紧。加紧传感器(D)发出确认信号。
• 1.11 • 刀库向远离主轴中心位置侧平移,直到PLC接收到传感器A • 发出的反馈确认信号。
• 1.12 • 主轴定位解除,换刀操作完成。刀库仅有以上四个传感器是不够的,为了保
• • (4) • 夹紧刀架电动机继续反转,此时涡轮停止转动,蜗杆轴3自身转动,当两端面
齿增加到一定夹紧力时,电动机1停止转动。译码装置由发信体13﹑14组成, 电刷13负责发信号,电刷14负责位置判断当刀架定位出现过位或不到位时, 可松开螺母12,调好发信体11与电刷14的相对位置。刀架在正向旋转的过程 中不停的对刀位输入信号进行检测,
1.运动系数
拨盘等速回转,在一个运动循环内,总的运 动时间为:
t=2π/ω1
槽轮的运动时间为:
td=2α1/ω1
定义: k=td / t 为运动系数,即:
ω2
k=td / t =2α1/2π
为减少冲击,进入或退出啮合时,槽中心线与 拨销中心连线成90°角。故有:
2α1=π-2φ2 =π-(2π/z)
二、槽轮机构的类型与应用
槽轮机构 类型
外啮合槽轮机构 内啮合槽轮机构 球面槽轮机构
轴线平行 轴线相交
应用实例: 电影放映机、 自动摄影机、六角车床转塔。
外啮合槽轮机构
ω1 2φ
ω2
内啮合槽轮机构
球面槽轮机构
车螺纹
4
3空闲 2车帽口
切尾 5
1 装牙膏筒
卸牙6膏筒
六槽内槽轮 圆销 拨盘
六角车床转塔
三、槽轮机构的运动系数及运动特性
加工中心刀柄 (2)

加工中心刀柄介绍随着加工中心在零件机械加工中的运用越来越普遍,加工中心刀柄的使用也越来越多。
但是,刀柄的种类有很多,我们必须选择精度足够的、经济的、使用方便的刀柄用于零件的加工,这就要求我们对刀柄有全面的了解。
刀柄,用于连接加工中心主轴与切削刃具的装备。
这就如同人用手拿着笔写字,人是机床,笔是切削刃具,手就是刀柄。
如图1所示,由于刀柄是与主轴连接、与刀具连接,所以刀柄的分类也主要有两种分类。
按与加工中心主轴的连接方式分类:分为7:24锥度刀柄和1:10锥度刀柄;按刀柄与刀具的连接方式分类:分为侧固式刀柄、弹簧夹套式刀柄、液压刀柄、热涨刀柄等。
图1一、刀柄与主轴连接方式加工中心的主轴和刀柄之间通常采用锥度配合。
锥度配合特点是具有定心性好、间隙或过盈可以方便地调整等。
图2锥度C=(D-d)/L,如图2。
因此刀柄按锥度也分为7:24和1:10两大类。
(一)、7:24锥度刀柄定位原理及特点1、7:24锥度刀柄定位原理图3 图47:24锥度刀柄通过长锥面限制X、Y方向的移动及转动,Z方向的移动5个自由度,通过拉力F与锥面产生的摩擦力限制Z轴的转动(如图3、图4所示),从而实现刀柄的完全定位,此定位方式刀柄端面与主轴端面有间隙,如BT系列刀柄。
2、7:24锥度刀柄的特点优点:1)、不自锁,可以实现快速装卸刀具;2)、刀柄的锥体在拉杆轴向拉力的作用下,紧紧地与主轴的内锥面接触。
3)、7:24锥度的刀柄在制造时只要将锥角加工到高精度即可保证连接的精度,所以成本相应比较低,而且使用可靠。
缺点:1)、单独的锥面定位。
7:24锥度刀柄连接锥度较大,锥柄较长,导致a、换刀行程长,换刀时间慢;b、刀柄重量增加,机床损耗功率增加。
2)、在高速旋转时,由于离心力的作用,主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,见图5,但是与之配合的7:24锥度刀柄由于是实心的所以膨胀量较小。
(如:在离主轴中心r=0.02m处,一质量为m=100g的质点,在机床主轴转速为n=12000r/min时,所受到的离心力为F=3158.3N,即为315.83Kg的力。
加工中心常用刀柄类型及其使用场合
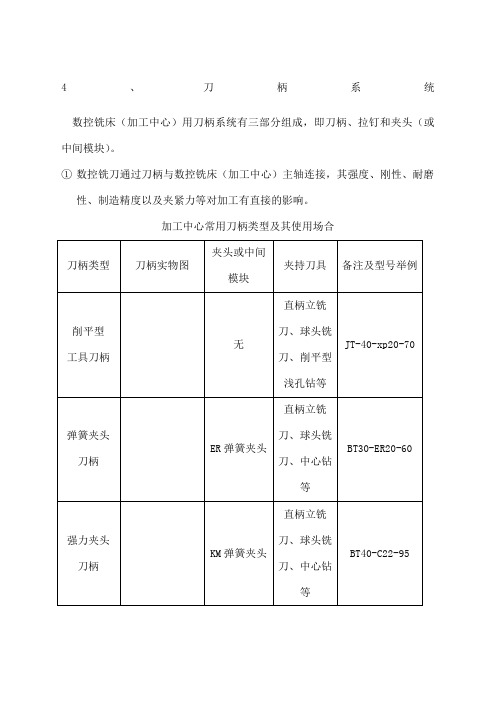
4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨
性、制造精度以及夹紧力等对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a)
b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头 b)KM弹簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a) b) c)
图1-3 中间模块
a)精镗刀中间模块 b)攻螺纹夹套 c)钻夹头接柄。
数控加工工艺——第五章 数控机床刀具系统

第四节 数控机床刀具系统
一、数控刀具刀柄
刀柄是机床主轴和刀具之间的连接工具,是数控机床 工具系统的重要组成部分。
1.(JE)和锥柄(JT) 两种形式,如图5-20所示。加工中心上一般刀柄均采用 7∶24圆锥工具柄。
目前在我国多采用国际标准ISO7388-1983,中国标 准GB10944-1989,日本标准MAS404-1982,美国标 准ANSI/ASMB5.50-1985。
第四节 数控机床刀具系统
图5-20 刀柄结构示意图
第四节 数控机床刀具系统
2.常用数控刀具刀柄及拉钉结构
我国数控刀柄结构(GB10944-1989)如图 5-21所示。相应的拉钉国际标准GB10945-89包 括两种形式:A型用于不带钢球的拉紧装置,其 结构如图5-22(a)所示;B型用于带钢球的拉紧装 置,其结构如图5-22(b)所示。
2.镗铣类工具系统
镗铣类工具系统一般由与机床主轴连接的锥柄、延伸 部分的连杆和工作部分的刀具组成。镗铣类工具系统又分 整体式工具系统和模块式工具系统两大类。
第四节 数控机床刀具系统
(1)整体式工具系统。如图5-25所示为镗铣 类整体式工具系统。
图5-25 整体式工具系统的组成
第四节 数控机床刀具系统
XXB·X/X—X
其中,第1位X和第2位X所代表的内容与主柄模块前两 位表示的意义相同;第3位B表示此模块为中间模块;第4 位X表示靠近主柄模块一端的模块外径;第5位X表示靠近 工作模块一端的模块外径;第6位X表示中间模块的接长 长度L2值。
第四节 数控机床刀具系统
工作模块(工作头):
XXC (D)·X—XX—X
第四节数控机床刀具系统第四节数控机床刀具系统图521中国标准刀柄结构第四节数控机床刀具系统第四节数控机床刀具系统图522中国标准刀柄拉钉结构第四节数控机床刀具系统第四节数控机床刀具系统图523日本标准刀柄及拉钉结构第四节数控机床刀具系统图524美国标准刀柄及拉钉结构3
加工中心刀柄参数-概述说明以及解释
加工中心刀柄参数-概述说明以及解释1.引言1.1 概述概述部分的内容:刀柄作为加工中心的重要组成部分,其参数的选择和优化对于整个加工过程的效率和质量具有关键性的影响。
本文旨在深入探讨刀柄参数的意义和重要性,以及这些参数的分类和影响因素。
通过对现有研究的综合分析和总结,我们希望能够对刀柄参数的优化提出有价值的建议,并对未来刀柄参数的发展趋势进行展望。
在加工中心中,刀柄是刀具安装在主轴上的关键部件,其主要作用是提供稳定的支撑和合理的刀具位置。
刀柄的合理选择不仅可以提高加工精度和效率,还能延长刀具的使用寿命。
因此,对刀柄参数的研究和优化显得尤为重要。
刀柄参数的重要性主要表现在以下几个方面:首先,刀柄的形状和尺寸会直接影响刀具的刚度和振动特性,从而影响加工中心的切削性能;其次,刀柄的连接方式和刀柄-刀具界面的匹配性能会影响刀具的安全性和稳定性;此外,刀柄的材料选择和表面处理也与刀具寿命直接相关。
针对刀柄参数的研究,主要可以从以下几个方面进行分类:刀柄的形状和尺寸参数、刀柄的连接方式参数、刀柄的材料参数以及刀柄的表面处理参数。
这些参数在加工中心的切削过程中都会产生不同程度的影响,并且受到多种因素的共同作用。
在本文的后续章节中,我们将对刀柄参数的分类和影响因素进行详细的阐述和分析,并在结论部分总结刀柄参数的重要性,并针对优化刀柄参数提出建议。
最后,我们还将展望刀柄参数在未来的发展趋势,为进一步的研究提供一定的参考。
1.2 文章结构文章结构部分的内容应该包括对整篇文章的章节划分和每个章节的内容简介。
在本篇文章中,共分为三个章节:引言、正文和结论。
引言部分主要介绍文章的背景和目的。
其中1.1概述简要说明了本文要讨论的内容是加工中心刀柄参数,同时也提到了刀柄在加工中心中的重要性。
1.2文章结构部分介绍了整篇文章的章节划分和各个章节的内容简介。
1.3目的部分明确了本文的目的是要探讨刀柄参数的重要性、分类和影响因素。
加工中心常用刀柄类型及其使用场合

4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐
磨性、制造精度以及夹紧力等对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B 型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的
夹紧力较大,适用于强力铣削。
a)
b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头 b)KM弹
簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块
的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使
用中间模块。
a) b) c)
图1-3 中间模块
a)精镗刀中间模块 b)攻螺纹夹套 c)钻夹头接柄。
加工中心常用刀柄类型及其使用场合
4、刀柄系统数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接的影响。
②加工中心常用刀柄类型及其使用场合刀柄类型刀柄实物图夹头或中间模块夹持刀具备注及型号举例削平型工具刀柄无直柄立铣刀、球头铣刀、削平型浅孔钻等JT-40-xp20-70弹簧夹头刀柄ER弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT30-ER20-60强力夹头刀柄KM弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT40-C22-95面铣刀刀柄无各种面铣刀BT40-XM32-75三面刃铣刀刀柄无三面刃铣刀BT40-XS32-90侧固式刀柄粗、精镗及丝锥夹头等丝锥及粗、精镗刀21A.莫氏锥度刀柄莫氏变径套锥柄钻头、铰刀有扁尾ST40-M1-45莫氏变径套锥柄立铣刀和锥柄带内螺纹立铣刀等无扁尾ST40-MW2-50钻夹头刀柄钻夹头直柄钻头、铰刀ST50-Z16-45丝锥夹头刀柄无机用丝锥ST50-TPG875整体式刀柄粗、精镗刀头整体式粗、精镗刀BT40-BCA30-1605、拉钉加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a)b)图1-1 拉钉图1-2 弹簧夹头a)ER弹簧夹头b)KM弹簧夹头中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a)b)c)图1-3 中间模块a)精镗刀中间模块b)攻螺纹夹套c)钻夹头接柄。
数控加工工艺——第五章 数控机床刀具系统
第四节 数控机床刀具系统
(3) 钻孔工具刀柄。钻孔工具刀柄主要有钻 夹头刀柄,配上相应的钻夹头,可夹持直柄钻 头、中心钻等。莫氏锥柄钻头可选用带扁尾莫 氏孔刀柄。套式扩孔钻选用套扩、铰刀柄。
数控加工工艺(第五章)
第四节 数控机床刀具系统
第四节 数控机床刀具系统
一、数控刀具刀柄
刀柄是机床主轴和刀具之间的连接工具,是数控机床 工具系统的重要组成部分。
1.数控刀具刀柄的结构特点
在我国制订的标准中,刀柄有直柄(JE)和锥柄(JT) 两种形式,如图5-20所示。加工中心上一般刀柄均采用 7∶24圆锥工具柄。
图5-27 模块式工具系统的组成
第四节 数控机床刀具系统
国产TMG10、TMG21工具系统即为模块式工具系统, 图5-28所示即为TMG21工具系统示意图。
图5-28 TMG21工具系统
第四节 数控机床刀具系统
铣镗类模块式工具系统的型号及表示方法说明如下: 主柄模块:
XXA(H)·XX·X—X
其中,第1位X表示模块间的定心方式;第2位X表示模 块间的锁紧方式;第3位A(H)中A表示主柄模块,A(H) 表示带冷却环主柄模块;第4位X代表柄部形式;第5位X 代表主柄锥度规格;第6位X代表模块连接处外径D值;第 7位X代表从圆锥大端直径到前端面距离L1 值。
第四节 数控机床刀具系统
中间模块(连接杆):
如图5-23和图5-24所示分别为日本标准刀柄 及拉钉结构和美国标准刀柄及拉钉结构。
加工中心刀库控制与管理ppt课件
切削到另一次切削)。
18
刀库的电气连接
由右图可知,刀库的控 制执行机构主要有刀库 电机、松刀电磁阀、刀 库推出电磁阀等。这些 执行器件的控制均由 PLC来实现。PLC通过 控制总线接收到数控系 统发出的指令。并与IO 接口读取到的控制对象 状态相比较,实时输出 控制指令。
19
谢谢!
20
主轴准停装置 机床的切削转矩由主轴上的端面键来传递,每次机械手自动装 取刀具时,必须保证刀柄上的键槽对准主轴端面键,这就要求主轴具有准确 定位的功能。为满足主轴这一功能而设计的装置称为主轴准停装置或称为主 轴定向装置。主轴要求准停的另一原因是便于在镗完内孔后能正确的退刀。 目前主轴准停装置主要有机械方式和电气方式两种。
13
换刀过程控制原理(1): 在自动换刀过程中,机械手要完成抓刀、 拔刀、交换主轴上和刀库上的刀具位置、 插刀、复位等动作。如前面介绍刀库结 构时所述,当刀套向下转90°后,压下 上行程位置开关,发出机械手抓刀信号。 此时,机械手21的手臂中心线与主轴中 心到换刀位置的刀具中心的连线成75° 位置,液压缸18右腔通压力油,活塞杆 推着齿条17向左移动,使得齿轮11转动。
刀具松开 机械手抓住主轴刀具的刀柄后,刀具的自动夹紧机构松开刀具。 械手拔刀 机械手下降,同时拔出两把刀具。 交换两刀具位置 机械手带着两把刀具逆时针转180°(从K向观察),使主轴刀具
与刀库刀具交换位置。 机械手插刀 机械手上升,分别把刀具插入主轴锥孔和刀套中。 刀具夹紧 刀具插入主轴锥孔后,刀具的自动夹紧机构夹紧刀具。 液压缸复位 驱动机械手逆时针转180°的液压缸复位,机械手无动作。 机械手逆转75° 机械手逆转75°,回到原始位置。 刀套上转90° 刀套带着刀具向上翻转90°,为下一次选刀做准备。
数控机床刀具与刀库综述(ppt 43页)
1、只要有坚强的意志力,就自然而然地会有能耐、机灵和知识。2、你们应该培养对自己,对自己的力量的信心,百这种信心是靠克服障碍,培养意志和锻炼意志而获得的。 3、坚强的信念能赢得强者的心,并使他们变得更坚强。4、天行健,君子以自强不息。5、有百折不挠的信念的所支持的人的意志,比那些似乎是无敌的物质力量有更强大 的威力。6、永远没有人力可以击退一个坚决强毅的希望。7、意大利有一句谚语:对一个歌手的要求,首先是嗓子、嗓子和嗓子……我现在按照这一公式拙劣地摹仿为:对 一个要成为不负于高尔基所声称的那种“人”的要求,首先是意志、意志和意志。8、执着追求并从中得到最大快乐的人,才是成功者。9、三军可夺帅也,匹夫不可夺志也。 10、发现者,尤其是一个初出茅庐的年轻发现者,需要勇气才能无视他人的冷漠和怀疑,才能坚持自己发现的意志,并把研究继续下去。11、我的本质不是我的意志的结果, 相反,我的意志是我的本质的结果,因为我先有存在,后有意志,存在可以没有意志,但是没有存在就没有意志。12、公共的利益,人类的福利,可以使可憎的工作变为可 贵,只有开明人士才能知道克服困难所需要的热忱。13、立志用功如种树然,方其根芽,犹未有干;及其有干,尚未有枝;枝而后叶,叶而后花。14、意志的出现不是对愿 望的否定,而是把愿望合并和提升到一个更高的意识水平上。15、无论是美女的歌声,还是鬓狗的狂吠,无论是鳄鱼的眼泪,还是恶狼的嚎叫,都不会使我动摇。16、即使 遇到了不幸的灾难,已经开始了的事情决不放弃。17、最可怕的敌人,就是没有坚强的信念。18、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下 去。19、意志若是屈从,不论程度如何,它都帮助了暴力。20、有了坚定的意志,就等于给双脚添了一对翅膀。21、意志坚强,就会战胜恶运。22、只有刚强的人,才有神 圣的意志,凡是战斗的人,才能取得胜利。23、卓越的人的一大优点是:在不利和艰难的遭遇里百折不挠。24、疼痛的强度,同自然赋于人类的意志和刚度成正比。25、能 够岿然不动,坚持正见,度过难关的人是不多的。26、钢是在烈火和急剧冷却里锻炼出来的,所以才能坚硬和什么也不怕。我们的一代也是这样的在斗争中和可怕的考验中 锻炼出来的,学习了不在生活面前屈服。27、只要持续地努力,不懈地奋斗,就没有征服不了的东西。28、立志不坚,终不济事。29、功崇惟志,业广惟勤。30、一个崇高 的目标,只要不渝地追求,就会居为壮举;在它纯洁的目光里,一切美德必将胜利。31、书不记,熟读可记;义不精,细思可精;惟有志不立,直是无着力处。32、您得相 信,有志者事竟成。古人告诫说:“天国是努力进入的”。只有当勉为其难地一步步向它走去的时候,才必须勉为其难地一步步走下去,才必须勉为其难地去达到它。33、 告诉你使我达到目标的奥秘吧,我唯一的力量就是我的坚持精神。34、成大事不在于力量的大小,而在于能坚持多久。35、一个人所能做的就是做出好榜样,要有勇气在风 言风语的社会中坚定地高举伦理的信念。36、即使在把眼睛盯着大地的时候,那超群的目光仍然保持着凝视太阳的能力。37、你既然期望辉煌伟大的一生,那么就应该从今 天起,以毫不动摇的决心和坚定不移的信念,凭自己的智慧和毅力,去创造你和人类的快乐。38、一个有决心的人,将会找到他的道路。39、在希望与失望的决斗中,如果 你用勇气与坚决的双手紧握着,胜利必属于希望。40、富贵不能淫,贫贱不能移,威武不能屈。41、生活的道路一旦选定,就要勇敢地走到底,决不回头。42、生命里最重 要的事情是要有个远大的目标,并借助才能与坚持来完成它。43、事业常成于坚忍,毁于急躁。我在沙漠中曾亲眼看见,匆忙的旅人落在从容的后边;疾驰的骏马落在后头, 缓步的骆驼继续向前。44、有志者事竟成。45、穷且益坚,不坠青云之志。46、意志目标不在自然中存在,而在生命中蕴藏。47、坚持意志伟大的事业需要始终不渝的精神。 48、思想的形成,首先是意志的形成。49、谁有历经千辛万苦的意志,谁就能达到任何目的。50、不作什么决定的意志不是现实的意志;无性格的人从来不做出决定。我终 生的等待,换不来你刹那的凝眸。最美的不是下雨天,是曾与你躲过雨的屋檐。征服畏惧、建立自信的最快最确实的方法,就是去做你害怕的事,直到你获得成功的经验。 真正的爱,应该超越生命的长度、心灵的宽度、灵魂的深度。生活真象这杯浓酒,不经三番五次的提炼呵,就不会这样可口!人格的完善是本,财富的确立是末能力可以慢 慢锻炼,经验可以慢慢积累,热情不可以没有。不管什么东西,总是觉得,别人的比自己的好!只有经历过地狱般的折磨,才有征服天堂的力量。只有流过血的手指才能弹 出世间的绝唱。对时间的价值没有没有深切认识的人,决不会坚韧勤勉。第一个青春是上帝给的;第二个的青春是靠自己努力的。不要因为寂寞而恋爱,孤独是为了幸福而 等待。每天清晨,当我睁开眼睛,我告诉自己:我今天快乐或是不快乐,并非由我所遭遇的事情造成的,而应该取决于我自己。我可以自己选择事情的发展方向。昨日已逝,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
In the system of spindle + tool holder + cutting tool, the tool holder is the link that has the most effect on overall concentricity and balance. Don’t think of it as commodity hardware. As spindle speed increases, the choice of tool holder has more impact on process effectiveness
closely the tool holder aligns the tool to the centerline of the spindle.
•A concentric grip helps ensure
that all cutting edges see the same depth of cut.
•普通的刀柄连接在主轴法兰面留有一个间隙。有一
些的刀柄采取封闭这段间隙的方法来达到两面接触的 目的;
•该种设计如图所示。这两种连接都需要有特殊的主
轴端面设计,在需不需要两面接触会有一定的选择自 由;
•如右上图所示。在刀柄与主轴紧密配合时会因为变
形在主轴法兰连接面之间产生材料的挤压;
•如右下图所示。使用带弹性锥面接触的刀柄。其中
•同心度可以决定刀具在旋转一周的情
况下各切刃部分的切削量是否均匀;
•动平衡取决于旋转体上质量的分布是
否均匀对称。各个方向离心力均衡, 不至于产生震动减弱刀具加工能力;
•以上两者对于高速加工都是很重要的
因素。
.
4
Concentricity/同心度
•Concentricity measures how
cause the tool holder to retract when the spindle and holder touch only along the taper.
•Two-face contact at the spindle interface can
solve this problem. HSK is a widely used tool holder design that features two-face contact
在主轴+刀柄+刀具这样的一个系统 中,刀柄是影响同心度和动平衡一个 关键环节,千万不能将它当成一般的 部件来看待。随着主轴转速的增加, 刀柄的选择对于加工的影响将显得越 来越重要。
.
1
Two Face Contact & HSK holders/两面接触HSK刀柄
•Centrifugal force from fast spindle speeds can
•对于仅仅是锥度连接的刀夹系统来说,
当主轴在高速旋转的情况下,因为主轴 本身锥孔的膨胀,而主轴和刀柄的连接 又仅仅是通过锥度面连接,此时刀柄受 到拉力的影响会有一个回缩。
•两面接触的连接方式有助于解决该问
题。HSK即是被广泛使用的一种两面 接触的刀夹系统。
.
2
Two Face Contact Holders/两面接触刀柄
•TwБайду номын сангаас such systems are shown. Both designs combine
special tool holders with a special or modified spindle interface. Both designs leave intact the freedom to use regular tool holders when two-face contact isn’t needed
•The design at upper right mates tool holders that have
extra material on the flange with a spindle interface that has extra material at the spindle nose
•同心度测量如右图,通
过调整刀夹的中心轴线 与主轴的中心轴线重合 来调整痛心度。
•好的同心度控制可以确
保所有切削刃在各个方 向上有均匀的加工量
.
5
Balance/动平衡
Balance measures the distribution of weight of the tool and tool holder together. A perfectly balanced tool / tool holder combination would not generate any centrifugal force as it spins. But in reality, some part of this combined weight will be unbalanced. The unbalance will produce a vibration at a frequency equal to the spindle RPM. If the unbalance amount is small, this vibration will also be small.
•Balance determines that weight is evenly
distributed, so centrifugal force does not create enough vibration to impair the process.
•Both are important for HSM
的垫片可以封闭主轴法兰的间隙。
.
3
Concentricity & Balance/同心度和动平衡
•Concentricity (Runout) determines that the
cutting edges take nearly the same bite all the way around the tool.
•The design at lower right uses a tool holder with a spring-
like taper that stays in contact even if the spindle interface opens up. Shims attached to the spindle nose close the gap to the flange
•Common tool holders leave a gap between the flange and
spindle nose. Some tool holder systems close this gap to achieve two-face contact with a conventional taper