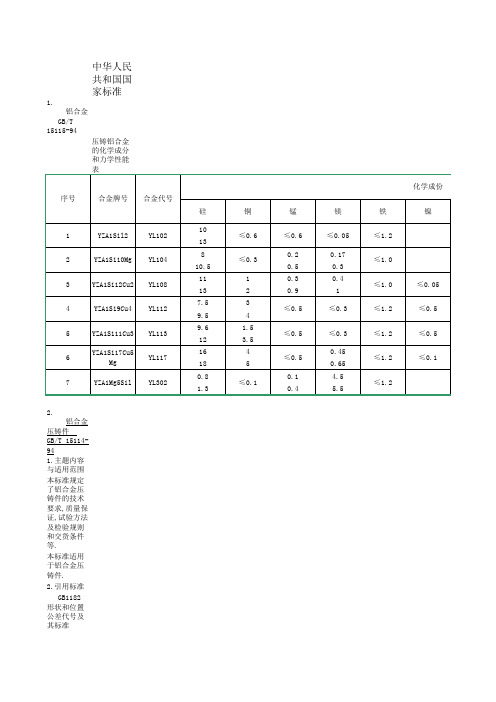
铸造铝合金的化学成分和力学性能表
铸造铝合金力学性能
铸造铝合金力学性能铝合金的力学性能与其合金分类、铸造方法、热处理状态等因素有关。
合金代号是由“ZL”和三个数字组成,其中第一位数字表示合金系列,第二、三位数字表示顺序号。
优质合金在代号后附加字母“A”。
铸造方法有砂型、金属型和熔模铸造。
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
不同的热处理状态可提高合金的强度、硬度、塑性和抗腐蚀性能。
铝硅系铸造铝合金的力学性能如下表所示:合金牌号为ZAlSi7MgZL101、ZAlSi7MgAZL101A、ZAlSi12ZL102和ZAlSi9MgZL104,铸造方法包括砂型、金属型和熔模铸造,热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
其中,ZAlSi7MgAZL101A在代号后附加字母“A”,表明是优质合金。
不同的铸造方法和热处理状态对合金的力学性能有影响,需要根据具体情况选择合适的工艺。
抗拉强度Rm/MPa、伸长率A/%、布氏硬度HBW是衡量合金材料性能的重要指标。
以下是各种合金状态下的性能参数:合金牌号合金代号铸造方法合金状态抗拉强度Rm/MPa 伸长率A/% 布氏硬度HBWZAlSi5Cu1Mg ZL105J SB、RB、KB F 155 2 50ZAlSi5Cu1Mg AZL105A S、R、K T2 135 2 45ZAlSi8Cu1Mg ZL106 JB SB、RB、KB T4 185 4 50ZAlSi7Cu4 ZL107 SB S T4 175 4 50ZAlSi12Cu2Mg ZL108 J ZAISi12Cu1Mg INil T5 205 2 50ZAlSi12Cu1Mg INil ZL109 J T5 195 2 60ZAlSi5Cu6Mg ZL110 S ZAISi5Cu6Mg T5 195 2 60ZAlSi9Cu2Mg ZL111 SB SB、R、K T6 225 2 60ZAlSi5Zn1Mg ZL115 J T7 195 1 65ZAlSi5Cu1Mg ZL116 S T8 245 4 70ZAlSi7Cu2Mg - - - 165 - -ZAlSi8MgBe ZL116 J - - 245 2 60ZAlSi7Cu2Mg - - - - 125 - 70通过表格可以看出,不同合金状态下的性能参数有所差异。
DINEN1706铝和铝合金铸件化学成分和机械性能(中文版)
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)引言DIN EN 1706 是欧洲标准化协会(European Committee for Standardization,简称CEN)制定的一项标准,用于规定铝和铝合金铸件的化学成分和机械性能的要求。
该标准对于铸造行业和相关领域的从业者来说非常重要,能够提供指导和参考,确保生产的铝和铝合金铸件符合预期的质量和性能要求。
本文将对 DIN EN 1706 标准的内容进行详细解读和说明。
1. 标准范围和应用领域DIN EN 1706 标准适用于各类铝和铝合金的铸件,包括压力铸件、砂型和永久模具铸件等。
该标准的主要目的是规定铸件的化学成分和机械性能的要求,以确保其适用于不同的工程和应用领域。
2. 术语和定义在 DIN EN 1706 标准中,有一些术语和定义需要我们了解和理解,以便正确地应用标准。
以下是一些常用术语的解释:•铝和铝合金(Aluminium and aluminium alloy):指化学成分中铝含量大于等于 99% 的材料,或者含有合金元素的材料。
•铸件(Casting):通过将熔化的金属或合金注入铸造模具中,使其冷却和凝固得到的成品。
•压力铸件(Pressure Die Casting):指通过将金属或合金注入金属模具中,并在一定的压力下进行冷却和凝固得到的铸件。
•砂型铸件(Sand Casting):指通过将砂型中的金属或合金熔化后注入,冷却和凝固得到的铸件。
•永久模具铸件(Permanent Mold Casting):指通过将金属或合金注入永久模具中,冷却和凝固得到的铸件。
3. 化学成分要求根据 DIN EN 1706 标准的要求,铝和铝合金铸件的化学成分应满足一定的要求。
主要包括以下几个方面:3.1 主要元素铝和铝合金铸件的主要元素应满足标准中的要求。
对于纯铝铸件,其铝含量应大于等于 99%。
对于铝合金铸件,标准中给出了不同合金元素的含量范围要求。
铸造高强铝合金的焊接性能

铸造高强铝合金的焊接性能ZL~107A铸造铝合金是Al~Si~Cu系铸造高强铝合金。
经T5状态热处理后强度可达σb=420~470MPa.在制造大型、高强、复杂关键的工程结构出现缺陷时需要补焊。
其焊缝亦要求和母材等强度。
因ZL~107A系在ZL~107基础上通过添加多元微量元素合金化而成,对ZL~107A铸造合金的成分、组织、性能及焊接工艺进行了研究。
随着现代工程结构向大型、复杂、高强度发展,优质铝合金铸件应用日益增多。
对铝合金的综合性能提出了更高的要求。
它集中体现在要求具有较高力学性能的同时,又要具有优异的铸造性能。
Al-Si-Cu系铸造铝合金结合了Al-Cu 系合金力学性能好和Al-Si系铸造铝合金铸造性能好的优点,因而一直是铸造高强铝合金的研究重点。
美国的BAE354,前苏联的B124均属Al-Si-Cu系高强铸造铝合金,具有优异的力学性能和良好的铸造性能。
我国的ZL-107亦属此系合金。
ZL-107中含Cu量较高,故合金的性能还有潜力可挖。
通过添加Mg、Zn、Cu、Ti等多种微量元素对合金进行综合强化,获得了一种铸造高强铝合金ZL-107A.合金性能由原来的σb=280~320MPa,σ0.2=210~230MPa,δs=3%~4%分别提高到σb=420~470MPa,σ0.2=325~390MPa,δs=4%~6%,从而使该合金在现代大型、复杂铝合金铸件的生产上获得应用。
但是,该种合金的可焊性如何,需要通过焊接工艺进行检验。
1 合金的成分合金的成分如表1所示。
将试件预热到200~250℃,采用较小电流以待焊处表面刚出现发亮的液斑时填入焊丝熔滴,待熔滴刚润湿焊缝时即将焊缝处电弧向前移动。
这样焊的结果是熔池凝固速度快。
晶粒较细,有利于提高焊缝的机械性能。
这种焊接工艺采用的电流约为180A左右。
从母材的成分看来,该系Al-Si-Cu合金,Si和Cu对焊接性无不利影响。
而Mg含量在0.1%~0.2%之间,其含量较小,也对焊接性影响不大。
铝合金的分类及牌号介绍

一、铝及铝合金的基本性质纯铝呈银白色,因其在潮湿的空气中能形成一层防止金属腐蚀的氧化膜,能阻止其进一步氧化从而具有一定抗蚀性。
铝相对密度2.7g/cm3,熔点660℃,沸点2327℃;面心立方体结构,故而有很高的塑性,易于加工,可制作成各种型材、板材。
但纯铝强度比较低,难以满足使用要求。
工业上铝都是采用电解法生产的,通常会以铝为基体,加入少量金属或非金属元素,采用合金化方式制作成铝合金并运用热处理等方法,使其在保持质轻等优点的同时还具有较高的强度。
铝及其合金主要有以下优点:(1)质轻,约为钢的1/3,比强度和比刚度高;(2)塑性好,易于加工及适用于各种表面处理:(3)导热、导电性好,导热、导电率仅次于铜,约为钢铁的3~4倍;(4)良好的耐腐蚀性和低温性能。
二、铝合金分类(1)铝按其纯度分为高纯铝和工业纯铝。
纯铝的牌号用“铝”字拼音首字母“L”和其后面的编号表示。
高纯铝的牌号有L01、L02、L03、L04、L05,后面的数字越大,纯度越高,含铝量在99.85%-99.99%之间。
工业纯铝的牌号有L1、L2、L3、L4、L4-1、L5、L5-1、L6,后面的数字表示纯度,数字越大,纯度越低。
(2)铝合金一般通过其成分、组织和工艺等特点,可以将其分为铸造铝合金与变形铝合金两大类。
变形铝合金:将铝合金铸锭通过压力加工(轧制、挤压、模锻等)制成半成品或模锻件,要求有良好的塑性形变能力铸造铝合金:将熔融的铝合金直接浇铸成形状复杂的甚至是薄壁的成型件,要求合金有良好的铸造流动性。
工程上常用铝合金相图大都与上图类似,D点成分以左的合金在加热至高温时能形成单相固溶体组织,其塑性较高成为变形铝合金;于D点成分以右的合金,因含有共晶组织,液态流动性较高适用于铸造,称为铸造铝合金。
对于变形铝合金而言位于F点以左成分的合金不能进行热处理强化,称为热处理不可强化的铝合金;成分在F和D之间的铝合金,由于合金元素在铝中有溶解度的变化会析出第二相,可以通过热处理使合金强度提高,称为热处理强化铝合金。
铸造铝合金化学成分
铸造铝合金化学成份分析及热处理原理论述(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。
压铸国家标准对照
4.2根据压铸 生产特点,规 定一个检验 批量是指每 台压铸设备 在正常操作 情况下一个 班次的生产 量,设备,化 学成分,铸型 和操作连续 性的任何重 大变化都应 被认为是新 是一个批量 开始.
供方对每批 压铸件都要 随机或统计 地抽样检验, 确定是否符 合全部技术 要求和合同 或铸件图样 的规定要求, 检验结果应 予以记录.
附录B
表B 锌合金压铸件表面质量分级
序号
缺陷名称 检验范围 表面质量级别
1极
2极
1 花纹麻面有 色斑点
2 流痕
三者面积不 超过总面积 的百分数% 深度,mm
5 0.05
3极 25
0.07
说明 40 0.15
3 冷隔
≤ 面积不大于 总面积百分 数,% 深度,mm 不允许
≤
5
15
30
1/5壁厚
1/4壁厚
≤6 2°30´
>6-8 2°
>8-10 1°45´
>10-15 1°30´
>15-20 1°15´
>20-30 1°
>30-36 0°45´
A2 锌合金压铸件的铸孔直径与最大深度的关系及其铸造斜度的规定见表A2
表A2 孔的直径 ≤3
>3-4
>4-5பைடு நூலகம்
>5-6
>6-8
>8-10
>10-12 >12-16
4质量保证
4.1当供需双 方合同或协 议中有规定 时,供方对合 同中规定的 所有试验或 检验负责.合 同或协议中 无规定时,经 需方同意,供 方可以用自 已适宜的手 段执行本标 准所规定的 试验和要求, 需方有权对 标准中的任 何试验和检 验项目进行 检验,其质量 保证标准应 根据供需双 方之间的协 议而定.
铸造铝合金的性能
0.25
0.15
0.05
0.15
余量
5052
25
0.4
0.1
0.1
2.2-2.8
0.15-0.35
0.1
--
0.05
0.15
余量
5083
23.8
0.4
0.1
0.3-1.0
4.0-4.9
0.05-0.25
0.25
0.15
0.05
0.15
余量
6061
23.6
0.7
0.15-0.4
0.15
0.8-1.2
36
45.7
ZL101A
2.68
557~613
21.4
963
150
36
44.2
ZL102
2.65
577~600
21.1
837
155
40
54.8
ZL104
2.65
569~601
21.7
753
147
37
46.8
ZL105
2.68
570~627
23.0
837
159
36
46.2
ZL106
2.73
—
21.4
963
3A21
原LF21
5005
-
5019
-
6B02
原LD2-1
7A09
原LC9
5050
-
6A51
曾用651
7A10
原LC10
5251
-
6101
-
7A15
曾用LC15、157
5052
汽车车轮用铸造铝合金-最新国标

汽车车轮用铸造铝合金1 范围本文件规定了汽车车轮用铸造铝合金的牌号与代号、技术要求、试验方法、检测规则、标志、包装、运输和贮存。
本文件适用于金属型铸造的汽车车轮用铸造铝合金的生产与检验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 231.1 金属材料布氏硬度试验第1部分: 试验方法GB/T 1173 铸造铝合金GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8063 铸造有色金属及其合金牌号表示方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20975.3 铝及铝合金化学分析方法第3部分:铜含量的测定GB/T 20975.4 铝及铝合金化学分析方法第4部分:铁含量的测定邻二氮杂菲分光光度法GB/T 20975.7 铝及铝合金化学分析方法第7部分:锰含量的测定高碘酸钾分光光度法GB/T 20975.8 铝及铝合金化学分析方法第8部分:锌含量的测定GB/T 20975.10 铝及铝合金化学分析方法第10部分:锡含量的测定GB/T 20975.11 铝及铝合金化学分析方法第11部分:铅含量的测定火焰原子吸收光谱法GB/T 20975.14 铝及铝合金化学分析方法第13部分:镍含量的测定GB/T 20975.18 铝及铝合金化学分析方法第18部分:铬含量的测定GB/T 20975.21 铝及铝合金化学分析方法第21部分:钙含量的测定GB/T 20975.31 铝及铝合金化学分析方法第31部分:磷含量的测定钼蓝分光光度法GB/T 30512 汽车禁用物质要求JB/T 7946.3 铸造铝合金金相第3部分:铸造铝合金针孔3 术语和定义本文件没有需要界定的术语和定义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造铝合金的化学成分和力学性能表
引言
铝合金是一种常用的材料,具有轻量化、高强度、耐腐蚀等优点,在航空航天、汽车制造、建筑等领域有广泛的应用。
本文将介
绍铸造铝合金的一些常见化学成分以及其对力学性能的影响。
化学成分
铸造铝合金的化学成分多样,其中主要包括以下几种元素:
1. 铝(Al):是铸造铝合金的主要成分,具有良好的可铸性和
良好的机械性能。
2. 硅(Si):是常见的铸造铝合金成分,能够提高合金的铸造
性能和强度。
3. 铜(Cu):是常用的合金添加元素,能够提高合金的抗腐蚀性和机械性能。
4. 镁(Mg):是一种轻质元素,能够增加合金的强度和韧性。
5. 锌(Zn):能够提高合金的强度和耐腐蚀性。
6. 锰(Mn):能够提高合金的抗腐蚀性和机械性能。
力学性能
铸造铝合金的力学性能与其化学成分密切相关。
以下是一些常见铸造铝合金的力学性能指标:
1. 抗拉强度(Ultimate tensile strength,UTS):是指材料在拉伸加载下破坏的最大应力。
铸造铝合金的抗拉强度通常在100MPa 至500MPa之间。
2. 屈服强度(Yield strength):是指材料在拉伸加载下开始发生可观的塑性形变的应力点。
铸造铝合金的屈服强度通常在50MPa 至400MPa之间。
3. 延伸率(Elongation):是指材料在断裂前的拉伸变形百分比。
铸造铝合金的延伸率通常在2%至20%之间,高强度合金则较低。
4. 冲击韧性(Impact toughness):是指材料抵抗冲击载荷的能力。
铸造铝合金具有较高的冲击韧性,通常在10kJ/m2至50kJ/m2之间。
5. 硬度(Hardness):是指材料抵抗局部压缩的能力。
铸造铝合金的硬度通常在50HB至150HB之间。
结论
铸造铝合金的化学成分与力学性能之间存在着密切的关系。
了解合金的成分以及相关的力学性能,对于选择合适的铸造铝合金材料具有重要意义。
在实际应用中,需根据具体要求选择合适的铸造铝合金,以获得最佳的力学性能。
>注:以上数据仅为参考,具体的合金成分和力学性能还需要根据具体材料的规格和制造商提供的技术数据进行确定。
以上为铸造铝合金的化学成分和力学性能表。
参考文献:
1. 张三, 李四. 铝合金材料手册. 北京: 科学出版社, 2010.
2. 王五, 赵六. 铸造铝合金力学性能研究. 材料科学与工程学报, 2015, 33(2): 109-118.。