水泥袋问题剖析
合理控制水泥袋重,提高企业经济效益
合理控制水泥袋重,提高企业经济效益摘要:随着水泥行业的产能越来越大,水泥企业的竞争愈加激烈;再加上水泥行业属于高能耗、高污染环境企业,各水泥企业都在想尽各种办法降低水泥生产成本,提高企业经济效益。
降低成本对各种企业来说有各种因素和方法,但很多水泥企业对水泥袋重不够重视或要求过高不且实际,影响企业效益和企业形象,企业只有被迫提高单袋水泥袋重,这势必造成水泥总重超标。
水泥袋重低于国家要求,造成建筑质量问题。
高于标准要求太多,会降低企业效益。
关键词:国家法规,水泥企业控制,袋重不合格。
Abstract: With the cement industry capacity is more and more big, the cement enterprises increasingly fierce competition; coupled with the cement industry belongs to high energy consumption, high pollution enterprises, the cement enterprises have tried various ways to reduce the cement production cost, improve the economic efficiency of enterprises. To reduce the cost of a variety of factors and methods of various enterprises, but many cement enterprises do not pay enough attention to the cement bag weight or not and the actual effect of high demand, enterprise and benefit of enterprise image, only to raise a single bag cement bag is heavy, it is bound to cause cement weight exceed the standard. Cement bag weighs less than the national requirements, resulting in the construction quality problems. Higher than too many standards, it will reduce the efficiency of enterprises.Keyword:national laws and regulations, control of cement companies, unqualified bags.一、国家法规、标准要求1、国标GB 175-2007 通用硅酸盐水泥对水泥袋重的要求如下:“10.1 包装:水泥可以散装或袋装,袋装水泥每袋净含量为50kg,且应不少于标志质量的99%;随机抽取20袋总质量(含包装袋)应不少于1000kg” 。
水泥袋边侧破裂原因分析

() 织袋 的扁 丝是 经 过 拉伸 取 向 获得 高 强度 1编
的, 拉伸时高分子链顺着拉伸方向被拉直排列增加
了强 度 , 好像 钢筋 冷拉 提 高 强度 一 样 。如 果把 已 就 经拉 伸 的扁丝 加 热 到 比拉 伸 时 的温度 还 高 , 分 子 其
链 将 松 弛 , 去 了拉 伸 强 度 , 好 像 冷 却 的 钢筋 用 失 就
11 筒 布 的宽度 变化 较大 .
一
综 合上 述 破 袋 的各 种 现象 , 我们 得 出破 袋 的 原 因是 袋 边 “ 伤 ” 烫 。所 谓 的“ 伤 ” 烫 就是 袋 边 过热 , 高 分 子 材 料 失 效 。 对 于 扁 丝 这 种特 定 的 高分 子 材 料
失效 有三 种危 害 。
度下降 , 装载物料后 , 跌落会从袋边破袋。
( ) 织袋 两 边烫 伤 过 热 的过 程 中伴 随着 热 氧 2编
老化 , 这是 主要 原 因 。 () 3 编织 袋 的 对 折 处 过 热 , 复 的两 个 辊 筒 把 涂 对 折处 扁 丝 压成 折 叠 的“ 角 ” 该处 扁 丝 失去 了原 死 ,
及 缠 卷的 平 齐程度 、 高分 子材料 的失 效原 理 、 膜 工 艺等 方 面进行 深 入研 究 , 出造 成 水泥 编 织袋 边侧破 裂 覆 找 的主要 因素 是 高分 子材 料 失效和 热 氧 老化 , 对 主要 因素 A _ 艺 、 备 、 作 等 方 面进 行 改进 , 时落 实解 针 kr 设 - 操 及
跑 偏 , 时 涂 复 操 作 人 员 看都 看 不住 , 造 成 一 侧 有 而 袋 边 破 坏 的情 况 。有 时涂 复 机 的 纠偏 装 置 发 生 故 障也会 发生 类 似 的情 况 。
水泥塑料编织袋的质量问题浅析

塑料编织袋是由聚乙烯、聚丙烯经拉丝、编织、缝制或糊制而成, 装载重量一般在25 -50kg。
因其具有良好的拉伸强度,且价格低廉、运输方便,广泛用于水泥、化工原料、化肥、矿产、粮食、食糖等粉粒物料产品的包装,这种包装近些年来呈逐年增多的趋势。
水泥是重要的建筑材料,产量逐年增加,今年将达到8. 5 亿吨以上。
除了部分采用散装运输外,其余全部用袋装,需用包装袋136 亿条之多,且70 %是塑料编织袋。
因此,国家技术监督局从1997 版到2002 版的强制性《水泥包装袋》标准中,将复膜塑编袋从复合袋中提出单独列为独立的袋型。
为了确保国家标准的实施,各地检验检疫部门对塑料编织袋生产进行监管,颁发质量许可证,制定了规范的检验管理办法及检验规程。
如对塑料编织加工厂实施许可证管理;对出厂塑料编织袋外观实施批批检验;对物理性能实施周期检验;实施批次管理。
本文列举了在管理和实践中所发现的主要问题,以期帮助制袋企业取得认识上的一致。
关于塑编袋的老化问题塑料编织袋在自然环境下即在阳光直射的条件下,一周后其强度降低25 % ,两周后会降低40 % ,基本上已不能使用。
也就是说塑编袋的储存保管问题非常重要。
另外,在塑编袋包装水泥后放在露天环境受阳光直射,强度会急剧下降;贮运过程中温度过高(集装箱运输) 或遇到雨淋,都会导致其强度下降,从而达不到保护内装物品的质量要求。
因此塑编袋的运输仓储条件十分重要。
所以GB/ T8946 和GB/T8947 都对贮运条件有明确规定,即塑编袋应放在阴凉洁净的室内贮藏,运输时应避免日晒雨淋,不应靠近热源,贮存期不得超过18 个月。
实际上18 个月的时间塑编袋就可能老化,所以应缩短塑编袋包装的有效期,应以12 个月为宜。
通过扁丝的相对拉伸负荷和断裂伸长率可以测定复膜过程中编织布的老化程度。
涂复膜前后,对各抽样扁丝进行拉伸负荷和断裂伸长率试验,比较试验结果来判定,如果涂复前后扁丝技术指标变化不大,可以认为基本上没有老化;如果涂复前后扁丝技术指标相差较多,就可能存在老化问题,要分析原因,改进工艺过程。
几种常见水泥编制袋质量问题

几种常见水泥编织袋质量问题
对于只从事复膜制袋,不从事拉丝、圆织等生产工序,用购入塑编布作基材的企业,一定要严格把关,决不能购入掺入大量再生料、粉料以及超过5 %填充料的基材。
塑编织物在织造成卷过程,由于张力调整不当,在布面留有不同程度的折痕,致使复上膜的袋子在灌装水泥时受风压冲击作用,在折痕处容易破裂。
为减少这一弊端,应在模具上方,没进行流延复膜前,装一套折痕撑开装置,以保证布面平整。
复膜制袋折边处理是一主要工艺过程。
由于塑编布布幅宽度不一,过窄时在此处易撕裂。
所以折边装置结构应改为有弹性的,可解决折边过程产生的撕裂问题。
要严格控制和检验自行生产或外购塑编布的配料成分、拉丝强度和单丝断裂强度、织物的宽度和密度。
这些是确保复膜塑编袋摔包次数、剥离强度、防老化程度、袋面断裂强度及降低成本至关重要问题。
对复膜塑编袋的基布宽度和疵点要严格控制,否则在通过折边胎轮时就发生撕裂,造成大量废品。
同样对基布折径边处的破洞要严加控制,否则也要在通过折边装置时产生大量废品。
基布布面一定不能有油渍存在,否则影响复合牢度。
复膜制袋过程中,对挤出机、模头、加热圈配置和工艺温度的设计,要与基布、加热圈部位、复膜料性能、主机速度、切断速度及温度仪表的精确度有机结合,设计合理工艺温度,才能保证生产出合格的复膜水泥袋和保证效率的提高。
复膜树脂料是复膜塑编袋关键材料,对产品剥离强度、成本起着至关重要的作用,所以必须选购正规的石化企业生产的复合树脂料为好。
本文由编织袋厂家提供。
水泥包装机常见故障分析
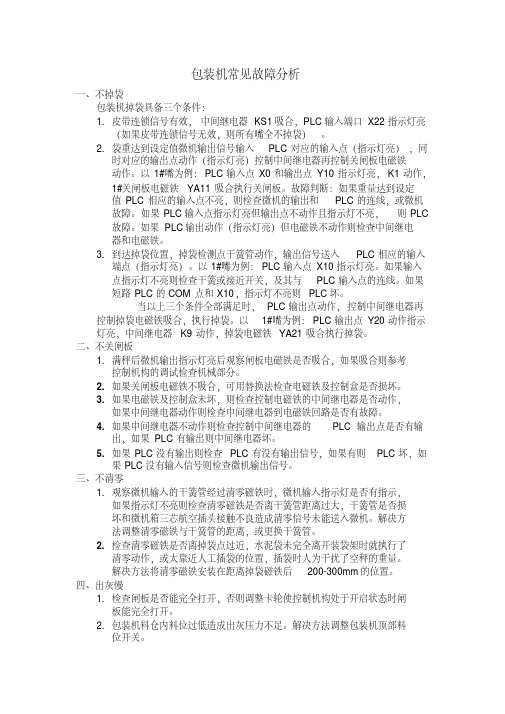
包装机常见故障分析一、不掉袋包装机掉袋具备三个条件:1.皮带连锁信号有效,中间继电器KS1吸合,PLC输入端口X22指示灯亮(如果皮带连锁信号无效,则所有嘴全不掉袋)。
2.袋重达到设定值微机输出信号输入PLC对应的输入点(指示灯亮),同时对应的输出点动作(指示灯亮)控制中间继电器再控制关闸板电磁铁动作。
以1#嘴为例:PLC输入点X0和输出点Y10指示灯亮,K1动作,1#关闸板电磁铁YA11吸合执行关闸板。
故障判断:如果重量达到设定值PLC相应的输入点不亮,则检查微机的输出和PLC的连线,或微机故障。
如果PLC输入点指示灯亮但输出点不动作且指示灯不亮,则PLC故障。
如果PLC输出动作(指示灯亮)但电磁铁不动作则检查中间继电器和电磁铁。
3.到达掉袋位置,掉袋检测点干簧管动作,输出信号送入PLC相应的输入端点(指示灯亮)。
以1#嘴为例:PLC输入点X10指示灯亮。
如果输入点指示灯不亮则检查干簧或接近开关,及其与PLC输入点的连线。
如果短路PLC的COM点和X10,指示灯不亮则PLC坏。
当以上三个条件全部满足时,PLC输出点动作,控制中间继电器再控制掉袋电磁铁吸合,执行掉袋。
以1#嘴为例:PLC输出点Y20动作指示灯亮,中间继电器K9动作,掉袋电磁铁YA21吸合执行掉袋。
二、不关闸板1.满秤后微机输出指示灯亮后观察闸板电磁铁是否吸合,如果吸合则参考控制机构的调试检查机械部分。
2.如果关闸板电磁铁不吸合,可用替换法检查电磁铁及控制盒是否损坏。
3.如果电磁铁及控制盒未坏,则检查控制电磁铁的中间继电器是否动作,如果中间继电器动作则检查中间继电器到电磁铁回路是否有故障。
4.如果中间继电器不动作则检查控制中间继电器的PLC输出点是否有输出,如果PLC有输出则中间继电器坏。
5.如果PLC没有输出则检查PLC有没有输出信号,如果有则PLC坏,如果PLC没有输入信号则检查微机输出信号。
三、不清零1.观察微机输入的干簧管经过清零磁铁时,微机输入指示灯是否有指示,如果指示灯不亮则检查清零磁铁是否离干簧管距离过大,干簧管是否损坏和微机箱三芯航空插头接触不良造成清零信号未能送入微机。
4、水泥质量异常情况的分析与处理(重点)

3 水泥适应性差
原因分析: 1、水泥颗粒级配不合理。 2、熟料矿物组成不合理。 3、石膏掺量不足。 4、混合材需水量大。
预防措施: 1、调整水泥颗粒级配。 2、控制合适的C3A含量。 3、控制石膏掺量,选用需水量小的混合材。
5、熟料中硅酸盐矿物含量越高,水泥与高效减水剂相容性越好。 6、水泥的比表面积越高,水泥与高效减水剂相容性越差。 7、出磨水泥的温度偏高,水泥与高效减水剂相容性差。 8、水泥入混凝土搅拌机的温度偏高,水泥与高效减水剂相容性差。 9、储存时间短的水泥与高效减水剂的相容性差。
8 水泥与高效减水剂相容性不好
2、水泥粉磨环节,在兼顾水泥强度的基础上合理控制水泥细度;选 用低R2O 、低铝含量的混合材。
2 水泥凝结时间异常
原因分析: 1、熟料C3A偏高,水化速度加快,导致凝结时间变短。 2、磨内温度过高,导致石膏脱水。 3、石膏掺量不足。 4、水泥粉磨细度偏细。 5、当环境温度较高且潮湿时,水泥存放时吸水,导致水泥缓凝。
因素除、粗细集料质 量、掺合料质量、混凝土配比的影响;
Thank You!
常见原因:偏长的主要原因有:水泥凝结时间长或加入了会延长水泥 凝结时间的外加剂(如缓凝剂);混凝土的水灰比大,或单方混凝土中水泥 用量少,或混凝土的灰砂比小;混凝土的养护温度低。反之,水泥的凝结 时间短,或加入了缩短凝结时间的外加剂(如促凝剂)。或混凝土的水灰比 小,或单方混凝土水泥用量多,或混凝土的灰砂比大,或养护温度高,等 等,均会造成混凝土凝结时间偏短。
调查方法和内容: 1、注意顾客投诉的依据:可能是水泥的净浆流动度偏小,也可能是
混凝土的坍落度偏小。 2、注意顾客投诉的内容:可能是混凝土初始坍落度偏小,也可能是
水泥储存中的问题及分析

水泥储存中的问题及分析摘要:北方由于受季节的影响,冬季无法施工,水泥需作一定的储存,以便增加企业的效益。
为此我公司对水泥储存过程中,水泥性能的变化进行了探讨。
1 储存方法及条件水泥冬储方式一般分为两种:一种是散装库内储存;一种是袋装存储,本次试验是后一种。
(1)包装方式:水泥包装为塑编袋。
(2)储存方式: 堆放场地为水泥地面,每垛10袋,共2垛。
(3)储存时间:2002年12月30日至2003年8月12日,该水泥仅限试验。
(4)水泥性能:该水泥为普通32.5强度等级,混合材为煤矸石。
其性能如下表:(5)该次水泥试验储存在水泥站台,码放与其它正常水泥相同。
储存温度与环境温度相同,相对湿度与环境度相同。
下表为2003年1月~8月平均风速、温度、湿度:2 水泥冬储性能变化每次试验取样系在20袋原取样点处采样(20个点),每月一次,共取样8次。
水泥冬储后性能变化。
见下表从上表可看出如下特性:(1)S03含量降低。
8次试验S03含量逐渐降低。
(2)水泥凝结时间延长。
水泥凝结时间均逐渐延长。
(3)水泥强度变化情况:该次试验在前三个月内3天抗压抗折、28天抗压抗折基本保持稳定,而后各龄期强度逐渐降低。
(4)细度的变化:前7次细度基本稳定。
第8次取样时已发现水泥部分结块,经0.08mm 筛后,本次细度明显偏高,说明有小颗粒。
(5)水泥在第8次试验时,表现出大量泌水现象。
3 水泥冬储性能变化的分析由表三可以看出,储存一定时间的水泥性能发生一定的变化,空气中含有一定的水蒸气,水泥性能变化是由矿物水化造成的结果。
(1)水泥中的S03含量,经过一段时间的储存,S03含量逐渐降低。
说明其中的石膏在减少,造成这种结果的原因是由于水泥中矿物C3A与空气中的水蒸气及石膏反应的结果。
当石膏和氧化钙同时存在时,C3A虽然首先和氧化钙及水快速反应,并立即生成C4AH13,但接着就会和溶液中的石膏反应,生成钙矾石,其反应式为:2〔Ca2Al(OH)7·3H2O〕+3〔CaSO4·(2H2O)+14H2O=Ca6〔Al(OH)6〕2·(SO4)3·26H2O(钙矾石)+Ca(OH)2由于空气中的水蒸气是少量的,所以上述反应不能一次完全反应,随着时间的延长,逐渐与空气中的水蒸气进行反应,即水泥中的石膏被逐渐消耗,也就是我们见到的S03在逐渐减少。
水泥常见问题分析原因

水泥厂常见质量投诉的原因分析与调查处理--------------------------------------------------------------------------------作者:夏元军,张大康本信息发布于2008年09月120 前言2000年版IS09000系列质量管理体系标准引入了八项质量管理原则,第一条即为“以顾客为关注焦点”,充分显示了企业与顾客的关系在质量管理中的重要地位。
及时、正确地处理顾客的质量投诉/抱怨(在2000年版IS09000系列质量管理体系标准中,投诉和抱怨是两个接近但不相同的概念,为了行文方便,本文提到质量投诉时,均包括质量抱怨——作者注),是企业建立、维持良好质量信誉,不断提高顾客忠诚度的一项重要工作。
对水泥产品的质量投诉大致可以分为两类,一类是水泥产品自身有质量缺陷,这类质量投诉对于质量稳定的水泥厂数量很少,不是本文讨论的重点;另一类是水泥在使用过程中的存在问题。
后一问题因涉及混凝土施工技术和施工质量,水泥厂进行调查和分析会很困难。
但若处理不好也往往会影响水泥生产企业与顾客的良好合作关系。
本文就常见的水泥应用中的质量投诉进行原因分析,并就调查方法和处理改进措施作一介绍。
1 顾客质量投诉的调查处理原则和调查内容1.1调查处理原则第一,要做到及时准确,在最短的时间内给出顾客质量投诉的准确的调查结果。
第二,客观真实,应尽量排除主观因素影响和减少主观推断风险。
第三,取证全面,能够足够做出投诉结论和进行投诉处理。
第四,要在满足顾客的要求,不伤害与顾客良好合作关系的前提下,将公司的损失减小到最低程度,尤其要防止可能存在的恶意投诉,避免由此给公司造成损失。
1.2调查内容根据顾客质量投诉的内容和程度不同,现场调查可能涉及的内容有:首先应判断投诉水泥是否为本公司产品;然后要调查水泥在使用前的运输和贮存过程中是否发生质量变化;三要了解顾客的检验设备状况、检验人员水平、取样方式及试验方法,判断顾客检验结果的可靠性;四要掌握投诉水泥配制混凝土组成材料的质量状况、质量配比、养护条件及强度检验结果;最后要调查投诉水泥用于工程的数量、产生的不良后果(必要时应拍照或录象)及所造成的直接或间接经济损失数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料编织袋是由聚乙烯、聚丙烯经拉丝、编织、缝制或糊制而成, 装载重量一般在25 -50kg。
因其具有良好的拉伸强度,且价格低廉、运输方便,广泛用于水泥、化工原料、化肥、矿产、粮食、食糖等粉粒物料产品的包装,这种包装近些年来呈逐年增多的趋势。
水泥是重要的建筑材料,产量逐年增加,今年将达到8. 5 亿吨以上。
除了部分采用散装运输外,其余全部用袋装,需用包装袋136 亿条之多,且70 %是塑料编织袋。
因此,国家技术监督局从1997 版到2002 版的强制性《水泥包装袋》标准中,将复膜塑编袋从复合袋中提出单独列为独立的袋型。
为了确保国家标准的实施,各地检验检疫部门对塑料编织袋生产进行监管,颁发质量许可证,制定了规范的检验管理办法及检验规程。
如对塑料编织加工厂实施许可证管理;对出厂塑料编织袋外观实施批批检验;对物理性能实施周期检验;实施批次管理。
本文列举了在管理和实践中所发现的主要问题,以期帮助制袋企业取得认识上的一致。
关于塑编袋的老化问题
塑料编织袋在自然环境下即在阳光直射的条件下,一周后其强度降低25 % ,两周后会降低40 % ,基本上已不能使用。
也就是说塑编袋的储存保管问题非常重要。
另外,在塑编袋包装水泥后放在露天环境受阳光直射,强度会急剧下降;贮运过程中温度过高(集装箱运输) 或遇到雨淋,都会导致其强度下降,从而达不到保护内装物品的质量要求。
因此塑编袋的运输仓储条件十分重要。
所以GB/ T8946 和GB/T8947
都对贮运条件有明确规定,即塑编袋应放在阴凉洁净的室内贮藏,运输时应避免日晒雨淋,不应靠近热源,贮存期不得超过18 个月。
实际上18 个月的时间塑编袋就可能老化,所以应缩短塑编袋包装的有效期,应以12 个月为宜。
通过扁丝的相对拉伸负荷和断裂伸长率可以测定复膜过程中编织布的老化程度。
涂复膜前后,对各抽样扁丝进行拉伸负荷和断裂伸长率试验,比较试验结果来判定,如果涂复前后扁丝技术指标变化不大,可以认为基本上没有老化;如果涂复前后扁丝技术指标相差较多,就可能存在老化问题,要分析原因,改进工艺过程。
关于塑编袋的再生料问题
为确保包装袋的质量,应高度重视塑料编织袋的老化问题。
为此,国家建材行业主管部门曾要求制袋原料中不允许有再生料、回料,填充料的掺入量应严格限制在不得超过5 % ,同时要严格控制复膜温度,避免由于工艺问题引起加速老化问题。
再生料的过多加入也是促使塑编袋老化的原因之一。
理论上讲,塑编袋的原料经挤出拉丝后再回收使用都属于再生料范围,但同其它产品一样,在生产过程中不可能没有边角料、废料产生。
一般所说的无再生料塑编袋是指生产编织袋时,没有另加外购废旧再生料,生产中的扁丝和废丝按比例添加新料中再用,就是“无再生料编织袋”。
有些塑编袋生产企业为了降低成本,使用的回料(边丝或废丝) 超过规定比例,塑编袋就会出现强度不合格的问题,应该在这方面引起注意。
另外,在配料时掺进了过量的钛白粉,使生产出来的塑编袋粉尘增
多,也影响塑编袋的强度。
因此,含有再生料编织袋的相对拉断力明显降低,如果添加二次回料,相对拉断力就难以保证0. 32N/ tex 这个指标。
断裂伸长率不稳定,依添加再生料量的多少断裂率下降不等。
再生料编织袋脆性明显增加,特别是抗低温脆性更差,抗冲击能力下降,电绝缘性下降,老化程度加大、速度加快。
关于塑编袋的缝合问题
在多年的检验管理中,发现有些塑编企业忽视企业管理,生产的塑编袋袋底的缝线首尾无回针,或是有跳针现象,很容易产生漏包。
因此在编织物本身强度足够的条件下,影响缝合强度的主要因素也应注意。
缝纫线的强度取决于线的种类(棉线、涤纶线) 、线的粗细(线密度大小) 、线的股数(线的捻度和捻向) 。
缝合的针距过大,缝合强度下降;针距过小,刺伤编织布,强度也下降。
缝合线的链套形状,单线还是双线,线套的松紧程度,能否从一头拆开。
缝合拼接方式,拼接方式有卷边、折边、包边、搭接等。
其中包括卷边宽度、折边宽度、包边宽度和方法、搭接量和方法、缝合线到底边的距离等。
缝合时,线迹要平整,不能掉套、跳针、脱针、未缝合上卷边等缺陷。
针距要均匀,缝合后断线应留线头50mm 以上,防止链式线迹脱扣。
关于无复膜塑编袋或加内衬纸组合袋经调查了解,目前仍然存在不按国家标准生产的水泥包装袋,危害最大的莫属于无复膜塑编袋和无复膜塑编袋加内衬纸的组合袋。
这种袋在水泥厂灌装时就产生大量的破
包,经过运输、搬运及流通使用更是破包不断,有的装上水泥码垛存放或是露天存放,用不了几天就自行破包,不易搬运了。
这种劣质无复膜塑编袋经不住紫外线光照和风吹,漏灰严重,又不防潮,使内装水泥大量泄露、降标、结块、变质乃至整袋水泥报废。
关于复膜塑编袋打孔问题
在塑料编织布上不论以何种方式涂上一层塑料膜,都会造成不透气。
当前在这种复膜塑编袋的使用中,既要保证水泥在灌装时在一定风压的作用下及时灌装,又要在运输、装卸、存放过程中达到防潮目的。
目前还只能在复膜塑编袋袋面上刺上微孔,尚无其它技术方法可以替代。
复膜塑编袋和其它结构形式的包装袋一样,除满足包装水泥的基本功能外,还要解决好水泥灌装时的排气问题、耐温问题、防潮问题。
而复膜塑编袋的打孔问题正是解决这些技术难题的关键。
大部分水泥企业在水泥灌装时采用气体输送水泥灌装方式,水泥灌装时排气问题解决不好,一是影响灌装效率,二是袋重合格率达不到要求。
对于复膜塑编袋来说还必须考虑灌装时的跑、冒、漏灰现象和在运输使用过程中的防潮问题。
排气孔大,孔的数量多,排气性能好,灌装效率高,但灌装时水泥跑冒严重,防潮性能差;排气孔小,孔的数量少,排气性能差,灌装效率低,但灌装时水泥跑冒较少,防潮性能也好。
因此,针眼的大小和密度是影响水泥灌装时跑冒灰现象和水泥防潮性的关键。
针的直径为2mm 或1. 5mm 可以同时满足这两方面的要求。
一
般操作是:在复膜布纵向上每隔6mm 一个针眼,横向上每隔8mm 一个针眼,打孔针采用锥形针,排气孔采用由里向外打孔的方法。
通过这样处理后的复膜塑编袋,灌装时气体很容易由里向外排出,满足了水泥灌装时的排气要求,也能保证袋重的合格率,同时灌装时的跑冒灰现象也得到解决。
装好水泥的包装袋在接触皮带输送过程中排气孔接触皮带后又自动封闭,较好地解决了水泥包装在运输、存储过程中的防潮性能。
因为水泥生产工艺和设备水平不同,水泥出仓温度也不尽相同,一般在50 ℃- 100 ℃之间。
如果复膜塑编袋的基布质量能达到GB8974 国标要求,完全能够解决水泥包装的耐温问题。
在水泥出仓温度较高时,可适当增加复膜塑编袋的厚度。
如果片面追求降低成本,采用劣质塑料原料,添加过量的添加剂,工艺条件不稳定,设备水平又达不到产品质量要求,即便塑编袋较厚也不能从根本上解决包装的耐温问题。
关于其它几方面的质量问题
对于只从事复膜制袋,不从事拉丝、圆织等生产工序,用购入塑编布作基材的企业,一定要严格把关,决不能购入掺入大量再生料、粉料以及超过5 %填充料的基材。
塑编织物在织造成卷过程,由于张力调整不当,在布面留有不同程度的折痕,致使复上膜的袋子在灌装水泥时受风压冲击作用,在折痕处容易破裂。
为减少这一弊端,应在模具上方,没进行流延复膜前,装一套折痕
撑开装置,以保证布面平整。
复膜制袋折边处理是一主要工艺过程。
由于塑编布布幅宽度不一,过窄时在此处易撕裂。
所以折边装置结构应改为有弹性的,可解决折边过程产生的撕裂问题。
要严格控制和检验自行生产或外购塑编布的配料成分、拉丝强度和单丝断裂强度、织物的宽度和密度。
这些是确保复膜塑编袋摔包次数、剥离强度、防老化程度、袋面断裂强度及降低成本至关重要问题。
对复膜塑编袋的基布宽度和疵点要严格控制,否则在通过折边胎轮时就发生撕裂,造成大量废品。
同样对基布折径边处的破洞要严加控制,否则也要在通过折边装置时产生大量废品。
基布布面一定不能有油渍存在,否则影响复合牢度。
复膜制袋过程中,对挤出机、模头、加热圈配置和工艺温度的设计,要与基布、加热圈部位、复膜料性能、主机速度、切断速度及温度仪表的精确度有机结合,设计合理工艺温度,才能保证生产出合格的复膜水泥袋和保证效率的提高。
复膜树脂料是复膜塑编袋关键材料,对产品剥离强度、成本起着至关重要的作用,所以必须选购正规的石化企业生产的复合树脂料为好。