通用卡尺的重复性试验
通用卡尺自校规程

3.1.2 被校卡尺和量块等校准设备应同时置于木桌上恒温2小时后校准。
4 校准方法
4.1 外观
4.1.1 目力观察。卡尺表面镀层应均匀,标尺标记应清晰,表蒙透明清洁。不应有影响测量的锈蚀
锈蚀、碰伤、毛刺、镀层脱落以及明显划痕,无目力可见的断线或粗细不匀。(外观缺陷只要
不影响使用准确度)
4.1.2 卡尺上必须有制造厂名或商标、分度值和出厂编号。
与最小读数的差值确定。带表卡尺不超过分度值的1/2,数显卡尺不超过0.01mm。
数显卡尺的示值稳定性:在测量范围内的任意位置紧固尺框,观察1小时内显示值的变化
不超过规定值0.01mm。
4.8 示值误差
用3级量块检定。测量范围为(0~150)mm的卡尺检41.20,81.50,121.80;测量范围为
>200~300
0.04
>300~500
0.05
4.10 校准结果的处理
经校准后符合以上标准的,粘贴合格证,有不符合项但不影响使用的(指刀口内量爪超 差,标注超差数据),粘贴准用证。
校准结果不符合以上标准的,填写报废申请单,经有关领导签字后对该量具进行报废。 4.11 校准周期
通用卡尺校准周期为6个月。
能滑动而不脱落。用测力为(6~7)N的外径千分尺沿刀口内量爪在平行于尺身方向检定。
平行度用外径千分尺沿量爪在平行于尺身方向测量。以刀口内量爪全长范围内最大与最
小尺寸之差确定。
表1 刀口内量爪的尺寸和平行度
mm
分度值
刀口内量爪尺寸偏差 使用中
平行度
0.01, 0.02
-0.020~ + 0.020
0.01
4.2 各部分相互作用
拉动尺框手感应平稳,不应有阻滞或松动现象。数字显示应清晰、完整,无黑斑和闪
通用卡尺检定、校准作业指导书

页数文件名称通用卡尺检定、校准作业指导书生效日期1 目的确保公司所使用的通用卡尺符合测量产品的要求,保证卡尺精度,使卡尺的误差在规定范围内。
2 范围本公司所使用的通用卡尺皆适用。
3 校验标准件(mm)量块 10-291.8 (0-300mm)千分尺 0-25刀口尺 754 校验条件温度20±5°C 湿度60%±20%5 校验步骤5.1 外观检定卡尺外观应无锈蚀:刻线和数字必须清晰,指针末端与任意刻线相重合无偏斜。
5.2 卡尺各部分相互作用:a)尺框沿尺身移动必须平稳,不应有阻滞现象;b)紧固螺钉作用必须可靠;c)深度尺不允许有窜动。
5.3 测量面的平面度:见图1刀口尺必须平放在测量面上图1检定时,用75mm的刀口尺分别在外量爪测量面、基准面的长边、短边和对角线位置上进行。
平面度根据间隙情况确定。
当所有检定方位上出现的间隙均在中间或两端时,取其中一方位间隙量最大的作为平面度。
当其中有的方位中间部位有间隙,而有的方位两端部位有间隙,则平面度以中间何两端最大间隙量之和确定。
5.4内测量爪偏差:见图2页数文件名称通用卡尺检定、校准作业指导书生效日期测微螺杆必须和尺身平行图2用10mm量块夹持于外测量爪之间,紧固尺框后量块在两外测量爪之间滑动而不脱落。
用千分尺沿内测量爪的内端在平行于尺身方向测量,以测量值与量块尺寸比较之偏差来确定。
5.5 零值偏差:移动尺框使两外测量爪接触,分别在尺框紧固和松开的情况下读数值。
5.6 示值变动性:在相同条件下,移动尺框,使电子数显卡尺或带表卡尺两外测量面接触对于电子数显深度尺,将基准面与平板接触,移动尺身,使测量面与平板接触。
重复10次并读数,示值最大与最小读数的差值确定。
5.7 数字显示器的示值稳定性:在测量范围内的任意位置紧固尺框,观察1h内显示值的变化不超过规定值。
5.8 外测量爪偏差:见图3测量面必须和量块的工作面紧贴,无缝隙图3分别用 0-300mm之间的量块夹持于两外测量爪的内端和外端位置检定。
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
量具测量值重复性与再现性的评定[讲解]
![量具测量值重复性与再现性的评定[讲解]](https://img.taocdn.com/s3/m/63a62ecd370cba1aa8114431b90d6c85ec3a88a1.png)
量具测量值重复性与再现性的评定一、相关概念1、重复性:传统上把重复性看作“评价人内变异性”。
重复性是指由一个评价人,用同一种测量仪器,多次测量同一零件的同一特性时获得的测量变差。
它是设备本身固有的变差和性能,通常指设备变差,尽管这样容易使人误解。
但事实上,重复性是在确定的测量条件下连续试验得到的普通原因(随机变差)变差。
当测量环境固定和已定义时,即确定了-固定的零件、仪器、标准、方法、操作者、环境和假设条件时,对于重复性最佳的术语是系统内部变差。
除了设备内部变差以外,重复性也包括在特定测量误差模型下任何情况下的内部变差。
2、再现性:传统上把再现性看作“评价人之间”的变异。
再现性通常定义为由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
手动仪器受操作者技术影响常常是实际情况,然而,在测量过程(即自动操作系统)中操作者就不是主要的变差源了。
由于这个原因,为此,再现性被看作是测量系统之间或测量条件之间的平均变差。
二、数据来源本案例数据节选自深圳市佳宝隆科技有限公司《重复性与再现性分析报告》,为避免重复,笔者采取了其中的前两次测定,结果如下:操作者测量序号 1 2 3 4 5 6 7 8 9 10A 1 31.99 31.98 31.98 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00B 1 32.00 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 31.99 31.99 31.99 32.00 31.99 31.99 32.00 31.99 31.99 32.00C 1 31.99 31.99 31.99 31.99 31.99 31.98 31.99 31.98 31.99 31.992 32.00 31.99 31.99 32.00 31.98 31.99 32.00 31.99 31.99 32.00在该实验中,n=10,k=3,m=2。
计量标准的重复性试验

计量标准的重复性试验
计量标准的重复性试验是指在同一条件下,使用同一测量方法和仪器,对同一
被测量对象进行多次测量,目的是为了评估测量结果的稳定性和重复性。
重复性试验是评价计量标准的重要手段,对于保证测量结果的准确性和可靠性具有重要意义。
首先,重复性试验需要选择合适的测量方法和仪器。
在进行重复性试验时,需
要确保测量方法的准确性和可重复性,选择适合被测量对象特性的仪器和设备,以确保测量结果的准确性和可靠性。
其次,重复性试验需要进行充分的数据收集和分析。
在进行重复性试验时,需
要对每次测量结果进行准确记录,并进行数据分析和处理。
通过统计分析方法,可以评估测量结果的稳定性和重复性,为后续的测量结果提供参考依据。
重复性试验还需要进行合理的实验设计和控制。
在进行重复性试验时,需要合
理设计实验方案,控制试验条件的稳定性和一致性,以减小外部因素对测量结果的影响,确保测量结果的准确性和可靠性。
此外,重复性试验需要进行合理的结果评价和结论推断。
在进行重复性试验后,需要对测量结果进行合理的评价和分析,得出科学、客观的结论和推断,为后续的测量工作提供指导和参考。
总之,计量标准的重复性试验是保证测量结果准确性和可靠性的重要手段,需
要选择合适的测量方法和仪器,进行充分的数据收集和分析,进行合理的实验设计和控制,进行合理的结果评价和结论推断。
重复性试验的结果将直接影响计量标准的制定和实施,对于提高测量结果的准确性和可靠性具有重要意义。
布氏硬度计测量不确定度评定报告

编号:BQDD1902014布氏硬度计的测量不确定度评定编制:审核:批准:布氏硬度计的测量不确定度评定1. 目的本文件用于布氏硬度计校准过程中,测量设备、人员、环境条件的等因素引起的不确定度评定,使计量人员能够准确、有效地评定通用卡尺的测量结果不确定度。
2. 适用范围本文件适用于实验室所有布氏硬度计的测量结果不确定度评定。
3. 引用文件GJB 3756-1999《测量不确定度表示与评定》 JJG 150-2005《金属布氏硬度计》4. 测量方法(依据JJG 150-2005《金属布氏硬度计》)布氏硬度计的示值误差采用标准硬度块进行校准,校准点的分布,对于不同的标尺,使用对应的标准硬度块进行重复性测量。
下面针对不同标尺示值误差的测量不确定度进行评定。
5. 数学模型 数学模型%100⨯-=HHH δ 式中:δ 被校硬度计的示值误差; H —硬度计示值的算术平均值; H —硬度块的标准值; 6. 不确定度传播律由于输入量H 和H 彼此独立不相关,则不确定度传播律为: )()()(2222212H H u c u c u c +=δ式中:)(H u —标准硬度块引入的标准不确定度;)(H u —硬度计自身引入的标准不确定度;)(δu c—示值误差的合成标准不确定度。
灵敏系数11=c ,12-=c 。
7. 计算标准不确定度分量7.1 标准硬度块引入的标准不确定度)(H u标准硬度块引入的标准不确定度主要来源于标准硬度块证书给出的标准不确定度,根据证书给出的扩展不确定度a ,包含因子k=2,计算得出;7.2硬度计引入的标准不确定度)(H u硬度计引入的标准不确定度主要包括硬度计示值重复性引入的标准不确定度和测量装置测量分辨力引入的标准不确定度。
7.2.1硬度计示值重复性引入的标准不确定度)(1H u ;在一台硬度计上,用硬度块连续测量10次,得出试验标准差,在实际测量中,在重复条件下连续测量5次,则由重复性引入的标准不确定度为:533.2)(1SnSH du n==7.2.2压痕测量装置估读误差引入的标准不确定度)(2H u布氏硬度计压痕测量装置读数显微镜的分度值c 为0.01,估读误差为±1/5,其硬度值的影响为2倍压痕直径关系,看作均匀分布,压痕测量误差引入的标准不确定度为:%100352%1005/2)(2⨯=⨯=dck d c H u 7.2.3硬度计引入的标准不确定度)(H u 为: )()()(2221H H H u u u +=因各分量独立不相关,所以硬度计示值的合成不确定度为:)()(22H H u uu c+=9. 扩展不确定度U :取置信因子k=2 U =k u c。
1 通用卡尺不确定度评定
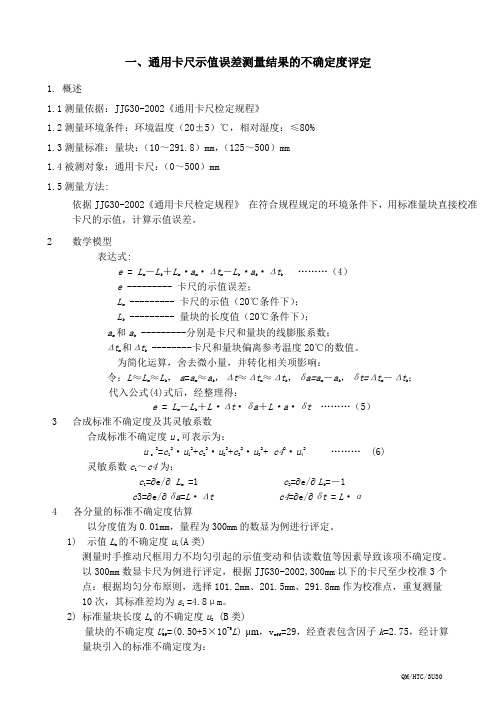
一、通用卡尺示值误差测量结果的不确定度评定1. 概述1.1测量依据:JJG30-2002《通用卡尺检定规程》1.2测量环境条件:环境温度(20±5)℃,相对湿度:≤80%1.3测量标准:量块:(10~291.8)mm,(125~500)mm1.4被测对象:通用卡尺:(0~500)mm1.5测量方法:依据JJG30-2002《通用卡尺检定规程》在符合规程规定的环境条件下,用标准量块直接校准卡尺的示值,计算示值误差。
2 数学模型表达式:e = Lm-L b+L m.a m.Δt m-L b.a b.Δt b (4)e --------- 卡尺的示值误差;Lm--------- 卡尺的示值(20℃条件下);Lb--------- 量块的长度值(20℃条件下);am和a b ---------分别是卡尺和量块的线膨胀系数;Δtm和Δt b --------卡尺和量块偏离参考温度20℃的数值。
为简化运算,舍去微小量,并转化相关项影响:令:L≈L m≈L b,a=a m≈a b,Δt≈Δt m≈Δt b,δa=a m-a b,δt=Δt m-Δt b;代入公式(4)式后,经整理得:e = Lm-L b+L.Δt.δa+L.a.δt (5)3 合成标准不确定度及其灵敏系数合成标准不确定度u c可表示为:u c 2=c12·u12+c22·u22+c32·u32+ c42·u42 (6)灵敏系数c1~c4为:c1=∂e/∂ L m =1 c2=∂e/∂L b=-1c3=∂e/∂δa=L·Δt c4=∂e/∂δt =L·α4 各分量的标准不确定度估算以分度值为0.01mm,量程为300mm的数显为例进行评定。
1) 示值L m的不确定度u1(A类)测量时手推动尺框用力不均匀引起的示值变动和估读数值等因素导致该项不确定度。
以300mm数显卡尺为例进行评定,根据JJG30-2002,300mm以下的卡尺至少校准3个点:根据均匀分布原则,选择101.2mm、201.5mm、291.8mm作为校准点,重复测量10次,其标准差均为s1 =4.8μm。
计量标准重复性考核记录

检定指示量具标准器组的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
检定游标量具标准器组的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
检定测微量具标准器组的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
螺纹塞规检定装置的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
光滑极限量规检定装置的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
气动量仪检定装置的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
精密压力表标准装置的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
扭矩扳子检定装置的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。
的测量重复性考核记录
注:已建计量标准至少每年进行一次重复性试验,重复性应满足检定或校准结果的测量不确定度的要求。