快速成型模具设计
模具的快速成型及快速制模技术
第6章模具的快速成型及快速制模技术随着生产技术的进步,新材料和先进设备的出现,使市场竞争日趋激烈。
各个生产厂家为缩短产品的研发、生产周期,降低生产成本和风险,使得快速成型及快速制模技术在生产中逐步得到了应用。
快速制模技术包括传统的低熔点合金模、电铸模具的制造技术和以快速成型技术(Rapid Prototrping,RP)为基础的快速制模技术。
这里介绍后种快速制模技术。
快速成型技术问世不到十年,已实现了相当大的市场,发展非常迅速。
人们对材料逐层添加法这种新的制造技术已逐步适应。
制造业利用这种现代化制造手段与传统制造技术的接轨的工作也进展顺利。
有效地结合数控加工、铸造、金属冷喷涂、硅胶模等制造手段,使快速成型技术已成为现代模型、模具和零件制造的强有力手段。
在航空航天、汽车摩托车、家电、医疗器械等领域得到了广泛应用。
6.1快速成型制造技术的基本原理与特点6.1.1快速成型制造技术的基本原理1.快速成型制造技术的概念快速成型制造技术(Rapid Prototyping & Manufacturing,RPM),在20世纪80年代中期由欧美、日本等发达工业国家提出,旨在解决常规机械加工或手工无法解决的问题。
快速成型制造技术是多学科、技术的交叉产物,融合了机械工程、材料科学、计算机技术、数控原理、光学技术等前沿技术。
全世界大约有数百家专门研究机构进行这方面的研究。
快速成型制造技术可以实现低成本、高生产率和短周期的生产特点。
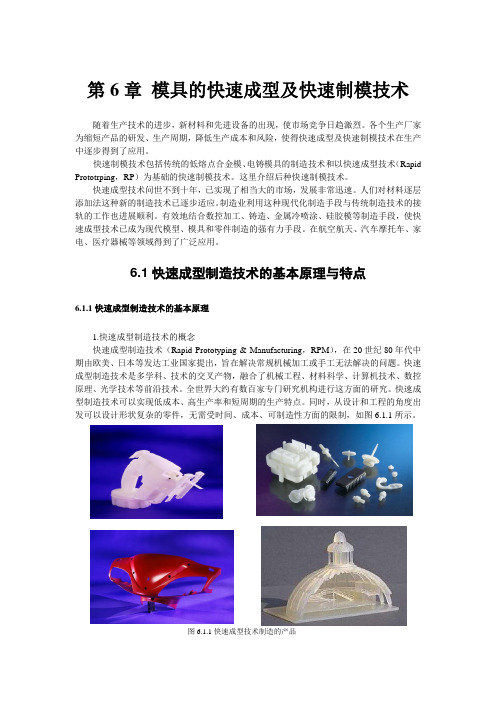
同时,从设计和工程的角度出发可以设计形状复杂的零件,无需受时间、成本、可制造性方面的限制,如图6.1.1所示。
图6.1.1快速成型技术制造的产品根据材料的分离形式把快速成型分为两类:1)材料去除成形多余的材料(工艺余料)从基体上分离出去从而得到想要加工的模型形状,它是当前的主要加工方式,也是用得最为广泛的加工方法。
2)材料堆积成形将材料通过合理的工艺方法堆积出想要加工模型。
该模型的堆积过程是在计算机的控制下完成的,因此成型的模型形状在理论上可以任意复杂。
快速模具设计与制造技术
辊加热粘接在一起 ,位 于上方的激光束沿着 由 C D A
生成 的层状产品的轮廓将纸材切成所要求 的形状并
粘 贴 于前 面制作 好 的叠 层上 , 经过 反复 逐 层 切割 一粘
合 一切割 , 直至完成整个零件模型的制作。该模型经 过剥离 、 打磨 、 抛光 、 喷涂等表面处理后 , 具有较好 的 机械强度 , 可承受 20C 0  ̄ 的高温。 处理好的模型可用作 砂型铸造 的木模 、 低熔点合金的铸造模 、 试制用 的塑 料模以及失蜡铸造蜡模的模具等。
立 产 品 的三维 模 型 。常 规 的模 具设 计 中 , 模具 设 计 人
际制造和检测前 , 很难保证产品在成型过程 中每一个 阶段的性能 , 所以长期以来模具设计大都是凭经验或 使用传统 的 C D进行 的。 A 要设计和制造出一副适用 的 模具 , 往往需要经过 由设计 、 制造到试模 、 修模 的多次 反复, 致使模具制作的周期长 , 成本高 , 成为模具设计
I 醚 一
. 、
誊- -
。 。
维普资讯
t
o
快速模 具设计 与制造技术
冯玮, 华林,蔡颢 武汉理工大学材料科学与工程学院 , 湖北武汉, 4 0 7 30 0
摘 要: 简述 了模 具 快 速 设 计及 制 造 的技 术 , 绍 了模 具 快速 设计 的过 程 及特 点 , 介 重
维软件 , PoE U 如 r 、 G等 , / 首先利用三维软件进行产品
的三维模型设计 , 然后根据此三维模型进行模具结构 的设计 , 并在三维软件 中进行模拟分析 , 以检查所设 计模具的结构的可靠性 和预测模具可能产生的缺陷 , 为模具的实际制造提供一些指导性的意见 , 缩短 了模
冲压模具的快速成形技术介绍
冲压模具的快速成形技术介绍冲压模具是用于冲压加工工艺的重要设备,通常由模架、上、下模座、上、下模板、顶针等组成。
传统的冲压模具采用的是传统制造工艺,制造周期长,生产效率低,导致产品制造成本高,难以满足市场需求。
快速成形技术主要是利用计算机辅助设计(CAD)、计算机辅助制造(CAM)、快速成型(RP)等技术,通过直接数据处理和机械制造的方法,从设计到制造的全过程中减少了一切繁琐的处理。
该技术的主要特点是:快速、高效、能够生产出形状复杂,尺寸精度高的冲压模具。
快速成形技术的主要应用有以下几个方面:1、产品开发:快速成形技术可以快速制造模具,大大缩短产品开发周期,加快上市速度。
2、小批量生产:快速成形技术可以满足小批量生产的需求,减少生产成本,提高工作效率。
3、个性化定制:快速成形技术可以根据客户需求快速制造模具,方便实现个性化定制生产。
4、模具修复:快速成形技术可以修复模具,提高模具利用率,节约成本。
快速成形技术的实施步骤主要包括以下几个方面:1、模具设计:根据产品需求,使用CAD软件进行模具设计,设计完成后,经过计算机模拟验证。
然后将模具设计数据导入到CAM软件中,生成加工路径。
2、快速成形:根据CAM软件生成的加工路径,使用快速成形设备进行模具的快速成形。
常用的快速成形设备有三维打印机、激光烧结机等。
3、后处理:快速成形完成后,需要进行后处理,包括清理、热处理、表面处理等。
清理主要是去除模具表面残留物质,热处理是为了提高模具的硬度和耐磨性,表面处理是为了提高模具的表面质量。
快速成形技术有以下几个优点:1、缩短制造周期:传统模具制造周期长,快速成形技术可以大大缩短制造周期,提高生产效率。
2、节约成本:快速成形技术可以减少材料浪费、人工成本等,降低模具制造成本。
3、提高产品质量:快速成形技术可以生产出形状复杂,尺寸精度高的模具,提高产品质量。
4、适应多品种、小批量生产:快速成形技术可以根据客户需求快速制造模具,适应多品种、小批量生产的需求。
基于快速成型的快速模具制造工艺分析

基于快速成型的快速模具制造工艺分析摘要:快速成型的快速模具种类比较多,一般可以从工艺,原理,分类,成型方法,以及技术特点,包括传统的呈现方式进行区别,比较快速成型模具一般从寿命制作成本模具的生产周期等几个方面进行比较,进而可以得出快速模具制造技术,在现阶段所面临的关键问题,同时也对模具快速成型原理的应用前景进行了一定的展望。
关键词:快速成型;硬质模具;软质模具引言:随着快速成型模具的技术发展,出现了一种快速成型简称rp的技术,该技术的出现,对促进整个企业生产创新以及企业的生产周期进行缩短,起到了关键的作用,但由于受到一些材料性能的相关限制,该技术并不能完全运用于工程实际的生产当中,所以将这种技术转移到应用于模具加工方面,这种新型的技术简称为快速模具,因此出现了将快速成型应用于模具加工的技术,这种新型技术简称为快速模具 RT( Rapid Tooling) 技术。
一、模具快速成型工艺的基本特征分析通过横向和纵向的对比分析,发现生产过程当中的模具快速成型工艺具有以下几个重要特征。
第一、能够快速成型是他最大的特征,也就是说模具成型产品的方案规划到实施生产周期变短,对目前的新型产品的开发具有积极的作用。
第二、可选用的制作材料范围比较广,除了原有的化学塑料以及树脂以外,还可以选用陶瓷金属复合型材料等等相关的各种材料。
第三、可以实现方案优化和制作实施整合在一起,达到一个高水平的信息数据集成,也就是说从整个模具制造的程序控制以及材料的选型,包括生产过程中的激光切割,以及所选用的电脑装备,甚至说是整个过程当中进行的仿真模拟,以及实际生产过程中的数控加工,操作等都可以整合在一起进行。
第四、本身的制作的形态,不受相关条件的限制和约束。
第五、是生产的周期短,速度快,而且在生产过程当中智能化的程度非常高,这样一来能够缩短生产周期,降低成本。
第六、必须针对原来已经有的模型,如果说需要替换的话,可复制性高。
第五,由于智能化程度比较高,即使产品的结构相对比较复杂,也不会加大制作的成本和时间。
基于光固化快速成型的精铸压蜡模具设计与制造
基于光固化快速成型的精铸压蜡模具设计与制造杨东升,李涤尘,鲁中良(西安交通大学机械制造系统工程国家重点实验室,陕西西安710049;)摘要:提出一种将光固化快速成型技术应用于精铸压蜡模具的制造方法。
首先根据零件的结构特点设计模具,然后针对模具特征抽壳获得型壳;其次对型壳进行去应力处理,然后将设计铜管与型壳组装,在型腔中填充环氧树脂与铝粉制备的复合材料,经过振动灌浆、固化、去应力、砂纸打磨等工序实现模具的制造;最后采用光固化模具进行压蜡实验,制备了小批量蜡模并成功快速铸造出精密不锈钢零件。
该方法可以在6-8天内实现压蜡模具的制造,模具成本低于2000元,生产周期短,因此特别适用于个性化、中小批量产品的精密铸造。
关键字:光固化快速成型;压蜡模具;金属树脂;快速制造中图分类号:TG249.5Design and Fabrication of Stereolithography-based Wax Injection Toolsfor Investment CastingDongsheng Yang, Dichen Li, Zhongliang Lu(Xi’an Jiaotong Univer sity State Key Laboratory of Manufacturing Systems Engineering, Xi'an,China)1Abstract:A new fabrication method of Wax Injection Tools for Investment Casting was proposed with SL(Stereolithography. First, the tool was designed based on the part’s struct ure characteristics and then the tool parts were hollowed to obtain the shells. Second, the shells were stress relieved, assembled with the bending copper tube, filled with the composite material composed of resin and aluminum powder, and after vibration grouting, solidification and sand-papering the tool was obtained. Finally, the acquired SL tool was applied to the wax injection experiment, small batches of wax pattern were produced, and the precision stainless steel castings were rapidly casted. With this method, the wax injection tools can be obtained within 6-8 days, cost less than 2000 RMB, and the wax pattern production cycle is short ; therefore it is particularly appropriate for personalized, medium and small batches of products' precision casting.Key words: Stereolithography; Wax injection tool; Metal resin;Rapid manufacturing0.引言基于光固化快速成型技术的熔模铸造工艺可以实现复杂精密铸件的制造,其中蜡型精度直接决定了铸件精度,传统的金属压蜡模具,开发周期长、成本高,能耗大,难以实现复杂精密铸件的快速制造,直接影响产品开发效率,因而无法适应快速多变的市场需求。
快速模具课程设计

快速模具课程设计一、课程目标知识目标:1. 学生能理解并掌握快速模具的基本概念、原理及分类。
2. 学生能掌握快速模具设计的基本流程和关键步骤。
3. 学生了解并掌握快速模具设计中所涉及的工程材料及性能。
技能目标:1. 学生能运用CAD软件进行快速模具的设计与绘制。
2. 学生能运用3D打印等快速成型技术制作模具原型,并进行简单的模具加工。
3. 学生具备分析和解决快速模具设计过程中遇到问题的能力。
情感态度价值观目标:1. 学生培养对工程设计和制造技术的兴趣,激发创新意识。
2. 学生培养团队协作精神,提高沟通与表达能力。
3. 学生树立质量意识,关注环保,认识到快速模具设计在可持续发展中的重要性。
课程性质:本课程为实践性强的课程,旨在培养学生的动手操作能力和工程实践能力。
学生特点:学生具备一定的CAD软件操作基础,对模具设计和制造有一定了解,但对快速模具设计及成型技术掌握不足。
教学要求:教师应结合实际案例,采用项目式教学,注重培养学生的实际操作能力和问题解决能力。
教学过程中,关注学生的个体差异,进行针对性指导,确保学生达到课程目标。
通过课程学习,使学生能够将理论知识与实践相结合,提高综合运用能力。
二、教学内容1. 快速模具基础知识- 快速模具的概念、原理及分类- 快速模具与传统模具的比较及优势2. 快速模具设计流程与关键步骤- 设计前期准备:需求分析、方案论证- 设计中期实施:CAD软件操作、模具结构设计、模具参数计算- 设计后期处理:模具加工、调试与优化3. 快速模具设计相关工程材料- 常用工程塑料的性能及选择- 快速模具材料的性能及选择4. 快速成型技术应用- 3D打印技术的原理与操作- 快速成型技术在模具制造中的应用案例5. 模具设计与制造实践- 实践项目:快速模具设计与制作- 实践过程:CAD软件操作、3D打印、模具加工与调试教学内容安排与进度:第一周:快速模具基础知识学习第二周:快速模具设计流程与关键步骤学习第三周:快速模具设计相关工程材料学习第四周:快速成型技术应用学习第五周:模具设计与制造实践本教学内容与教材紧密关联,涵盖了快速模具设计与制造的主要知识点,通过理论与实践相结合的教学方式,使学生掌握快速模具设计与制造的核心技能。
快速成型与快速模具制造技术及其应用课程设计
快速成型与快速模具制造技术及其应用课程设计1. 课程设计的目的和背景快速成型与快速模具制造技术是工业制造中的一个重要部分。
随着工业技术的不断发展,制造业对于时间和成本的要求越来越高,在这种背景下,快速成型和快速模具制造技术受到越来越多的关注。
本课程设计的目的是介绍快速成型和快速模具制造技术的原理、过程和应用,并通过实例分析了解快速成型和快速模具制造技术在实际应用中的价值。
2. 课程设计的内容和教学方法2.1 课程设计的内容2.1.1 快速成型技术•快速成型技术的基本原理•常见的快速成型技术•快速成型技术的优点和局限性2.1.2 快速模具制造技术•快速模具制造技术的基本原理•常见的快速模具制造技术•快速模具制造技术的优点和局限性2.1.3 快速成型和快速模具制造技术的应用实例•快速成型和快速模具制造技术在汽车制造中的应用•快速成型和快速模具制造技术在航空航天制造中的应用•快速成型和快速模具制造技术在医疗器械制造中的应用2.2 教学方法本课程设计采用讲授和案例分析相结合的教学方法。
在课程中,讲师将针对不同内容,使用适当的图片和视频辅助讲解,引导学生对技术的原理和过程进行深入理解。
另外,学生将会在实例分析中了解快速成型和快速模具制造技术在不同领域的应用。
3. 课程设计的成果评价本课程设计的成果将通过以下方式进行评价:•学生针对课程设计的问题进行讨论,学生在讨论中的表现将被评估;•学生完成一份关于快速成型和快速模具制造技术在汽车制造中的应用的报告,报告将作为评估依据;•学生完成一份关于快速成型和快速模具制造技术在医疗器械制造中的应用的报告,报告将作为评估依据;•学生完成一份关于快速成型和快速模具制造技术在航空航天制造中的应用的报告,报告将作为评估依据;•学生完成一个小组项目,应用快速成型或快速模具制造技术进行设计制作,成果将被评估。
4. 总结快速成型和快速模具制造技术是现代工业制造的重要组成部分。
本课程设计通过介绍快速成型和快速模具制造技术的原理、过程和应用实例,使得学生能够深入了解这些技术,为将来的工作或研究提供基础知识和技能。
基于快速成型的微型零件模具设计
基于快速成型的微型零件模具设计越来越多的企业开始转向快速成型技术,以获得更多的效率和成本优势。
微型零件作为一种非常常见的部件,也受到了快速成型技术的广泛关注。
而在微型零件的制作过程中,模具的重要性不容忽视。
本文将介绍基于快速成型技术的微型零件模具设计。
一、快速成型技术的应用快速成型技术是一种将数字设计转换为现实物体的方法。
它在原型制作、模具制造、制造业、医疗和艺术等领域都有广泛应用。
通过将数字设计转换为三维模型,再利用快速成型技术将其制造出来,可以减少人力和时间成本,并提高产品的精度和品质。
二、微型零件的特点微型零件是小尺寸、复杂形状、高精度以及高表面光洁度的零件。
通常微型零件的尺寸小于1mm,有些甚至只有几十微米。
这种特殊的设计需要制造高度精确和精细的模具来保证产品质量和生产效率。
三、快速成型技术在微型零件模具制造中的应用在微型零件的制造过程中,模具的重要性不容忽视。
传统的模具制造工艺需要进行许多时间-consuming和复杂的步骤,并且需要投资高昂的资金。
而快速成型技术通过数字设计和三维打印等先进制造技术,可以大大减少时间和成本,提高模具的精度与重复性,使微型零件生产过程更为高效和精密。
四、微型零件模具的设计方法在微型零件模具的设计过程中,需要考虑到零件的特殊形状和尺寸,以及制作的复杂性和成本。
以下是一些应用于微型零件模具设计的方法:1. CAD软件使用CAD软件可以实现数字化设计,以及模型的调整和修改。
这使得设计师能够更好地检查和改进设计,并将数字模型成功转化为实体模型。
2. 拓扑优化拓扑优化是一种数字设计技术,能够帮助设计师找到一种最经济、最轻、最坚固以及最高效的解决方案,可以减少设计时的材料和重量,并提高设计的稳定性和性能。
3. 3D打印技术3D打印技术是将设计转变成为实际的形态的关键工具。
3D打印技术可以将数字模型快速转换为实体模型,以形成实际模型。
在微型零件模具中,常常采用光固化、选择激光烧结和喷泡式打印等不同的3D打印技术。
快速成型技术在产品设计中的应用
快速成型技术在产品设计中的应用快速成型技术是一种通过计算机模型和相应的设备,以较短的时间、较低的成本、精度高的方式制造出零部件或者实体的技术。
随着科技的发展,快速成型技术被广泛应用于汽车、机械、航空、医疗等工业制造领域。
在产品设计方面,快速成型技术在以下几个方面有着非常重要的应用。
一、高效的产品设计通过快速成型技术,产品设计者可以快速制造出原型模型,以形象和实际的方式展现设计想法,直接验证设计方案,避免了设计方案的漏洞和误差,有效提高了产品设计的效率。
快速成型技术制造的原型,同时也可用来测试装配性、耐久性、图案设计等。
并且,快速成型技术可以缩短前期开发周期,避免出现市场、竞争跟不上的状况。
二、提高产品质量传统制造工艺,例如注射、铸造、电火花加工等,让产品设计者及生产工人需要反复修正产品才能满足质量要求。
而采用快速成型技术,可以通过模拟生产过程进行实验、变换不同的材料、气压、温度等条件来调整工艺参数,从而更好地掌握良好的产品质量。
三、精度高相对于手工或者传统制造方式,快速成型技术可以将诸多复杂的制造环节转化为计算机模型,避免人为因素带来的误差,并且精度高,制造出来的零部件或者模型与设计的模型几乎一致。
四、降低成本传统制造方式需要制造模具、精密加工等较高成本的要素,而快速成型技术所需的成本相对较低,制造的产品更快速、更精确、更专业,从而大幅降低了制造成本。
通过快速成型技术的应用,产品设计者可以以更快的速度制造出更高质量的零部件或者模型,实现了快速成型,以满足市场竞争和客户需求的要求。
同时,也通过降低企业成本,实现了效益的快速提升,提高了企业的竞争力。
综上所述,快速成型技术在产品设计方面具有非常重要的应用前景。
尽管不断地推进着新技术的应用和不断的改进制造过程是必要的,但必须考虑到目标市场,材料、成本效益和终端用户使用场景的实际要求,才能充分地实现快速成型技术在产品设计中的应用。
冲压模具的快速成形技术介绍
冲压模具的快速成形技术介绍随着经济的快速发展和市场需求的多样化,人们对产品生产周期的要求越来越短,尤其在小批量甚至单件生产方面,要求现代制造技术不仅要有较高的柔性,还要有更新的、更能满足市场要求迅速变化的生产模式。
数控单元冲压模具快速成形技术,就是为适应此种状态而产生的。
单元冲模快速成形的数字化编码钣钣件的形状可分割成一些简单的图形元素,然后合成所需图形。
例如:矩形是4个直角的合成;波浪形是一些曲线的合成等。
因此,对于一些精度要求较高的小批量甚至单件生产的钣金件,可以用一些通用件迅速组装成单元冲压模具,采用数控技术,使之快速成形。
将被加工钣金件看成一个可被分割的平面图形,对分割出来的简单图形元素进行数字化处理。
即按其方位进行定位编码。
非等距简单图形零件的数字化,缺口1、2、3、4的Δx,Δy 均相等,方孔5的Δx,Δy 均等于2倍的Δx,Δy ,设现有通用冲头的宽等于Δx,长等于Δy。
缺口1由位置 2,0 以及位置 3,0 合成,缺口2、3、4同样由两个位置合成,方孔由8个位置合成。
如果采用矩形单元快速成形,可以获得如图2所示的二维编码,由于划分过细使得到的编码较长。
如果采用正方形单元快速成形,则可以获得如图3所示的二维编码,其编码减小一半。
快速成形的结构设计目前,大部分中小型企业尚不具备购买高档数控冲床的经济实力,数控单元冲压模具可以直接安装在普通冲床上作为简易数控冲床来使用,上模为凸模机构。
光电头安装在上模板下方以检测凸模的起落。
坯料的装夹要根据不同的需要进行设计。
料板由步进电机控制丝杠分X,Y方向驱动。
下模为凹模机构,直接安装在工作台上。
快速成形的控制系统设计电机驱动及选用 ,步进电机是一种将电脉冲转化为角位移的执行机构。
共有3种:永磁式、反应式和混合式。
混合式集中了前二种的优点,从性价比方面进行综合考虑,拟选用步进角1.8o的两相混合式步进电机。
驱动器的型号、种类较多,细分型为考虑对象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《快速成形技术》课程论文
名称
班级
姓名
学号
指导老师
评语及成绩
河南机电高等专科学校
年月日
一、快速成型的前处理
速成型的前处理快主要包括CAD三维模型的构建,CAD三维模型的STL格式化以及三维模型的切片处理等几个方面。
三维模型构造
由于快速成型机只能接受计算机构造的工件三维模型(即立体图),然后才能进行分成切片处理,因此,首先必须建立三维模型,目前构造三维模型的方法如下
产品的要求产品的二维三视图反求工程interner
网络
三维CAD软件
二、三维模型的STL格式化
由于产品上往往有一些不规则的自由曲面,为方便地获得曲面每部分的坐标信息,加工作前必需进行近似处理。
在目前的快速成型机上,最常见的近似处理方法是,用一系列的小三角平面来逼近自由曲面。
其中,每一个三角形用三个顶点的坐标(x,y,z)和1个法向量N)来描述。
三角形的大小是可以选择的,从而能得到不同的曲面近似精度。
经过上述近似处理的三维模型文件称为STL格式文件,它有一系列相连的空间三角形组成。
三维模型的切片处理
1、成形方向
将工件的三维STL格式文件输入快速成型机后,可以用快速成型机中的STL格式文件显示软件,使用模型旋转,从而选择不同的成型方向。
不同的成型方向会对工件品质(尺寸精度,表面粗糙度,强度等)、材料成本和制作时间产生很大影响。
即对工件品质、对材料成本、对制作时间等。
2、切片
切片是几何体与一系列平行平面求交的过程,切片的结果将产生一系列实体截面轮廓。
切片算法取决于输入几何体的表示格式。
STL格式采用小三角形平面近似实体表面,这种表示法最大的优点就是切片算法简单易行,只需要依次与每个三角形求交点即可。
适应性切片
适应性切片根据零件的几何特征来决定切片的厚度,在轮廓变化频繁的地方采用小厚度切片,在轮廓变化平缓的地方采用大厚度切片,与同一厚度切片方法比较,可以减少z轴误差、阶梯效应与数据文件的长度。
三、SLA快速成型的原理
SLA成型系统由液槽、可升降工作台、激光器、扫描系统和计算器控制系统等组成。
其中,液槽中充满液态光固化聚合物。
太有许多小孔洞的可升降工作台在步进电机的驱动下能沿高速z方向作往复运动。
激光器为紫外激光器。
扫描系统为一组定位镜,它能根据控制系统的指令,按照每一截面轮廓的要求作高速往复运动,从而使激光器发生的激光束反射并聚焦于液槽中液态光固化聚合物的上表面,并沿此面作x-y方向的扫描运动。
在这一层受到紫外激光束照射的部位,液态光固化聚合物快速固化,形成相应的一层固态轮廓。
一层固化完毕后,工作台下移一个工作距离,以使在原固化好的表面再敷上一层新的液态树脂,然后刮刀将粘度较大的树脂液面刮平,进行下一层的扫描加工,同时新固化的一层牢固的粘结在前一层上,如此重复直至整个零件制造完毕,得到一个三维实体模型。
激光固化的基本过程
1、制造数据的获取
由于光固化快速成形技术是基于堆积概念,所以,层层制造之前必须获取每一层片的信息,将CAD模型数据转换成快速成形机系统需要的数据。
2、层准备
层准备过程是指在获取了制造数据后,在进行层层堆积成形时,扫描前每一层固化层液态树脂的准备。
由于这种层堆积成形的工艺特点,必须保证每一薄层的精度,才能保证层层堆积后整个模型的精度。
3、层固化
层固化是指在层准备好以后,用一定波长的紫外激光按分层所获得的层片信息,以一定的顺序照射树脂液面使其固化为一个薄层的过程。
4、层层堆积
层层堆积实际上是前两步层准备与固化的不断重复。
在单层扫描固化过程中,除了使本层树脂固化外,还必须通过扫描参数及层厚的精确控制,使当前层与已固化的前
一层牢固的粘结到一起。
5、后处理
后处理是指整个零件成形后完成对零件进行的辅助处理工艺。
另外在SLA成形过程中,由于未被激光束照射的部分材料仍为液态,它不能使制件截面上的孤立独立轮廓和轮廓定位,零件的地面以及一定角度下的倾斜面在制作过程中均会发生较大变形。
为了确保制件的每一部分可靠固定,同时减少制件的翘曲变形,仅靠调整制作参数是远不能达到目的的,必须设计并在加工中制作一些柱状或筋状的支撑结构。
四、快速成形的后处理
快速成形机上取下的制品往往需要进行剥离,以便去除废料和支撑结构,有的还需要进行后固化、修补、打磨抛光和表面强化处理等,这些工序统称为后处理。