生产车间设备编码规则
【生产车间设备编码规则】基本生产车间
【生产车间设备编码规则】基本生产车间生产车间设备编码规则(试用版)为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:举例1:00JBS0400100:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:举例:00ZWS1000100:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
举例1:00CS00200100:备用位。
CS0:多工位冲床020:冲床的最大公称力20吨。
01:多工位冲床的序列号。
举例1:00CP01000100:备用位。
CP0:普通机械压力机(普冲)100:普冲的最大公称力100吨。
01:普冲冲床的序列号。
设备编码规则
4 编码规则
4.1编码结构:
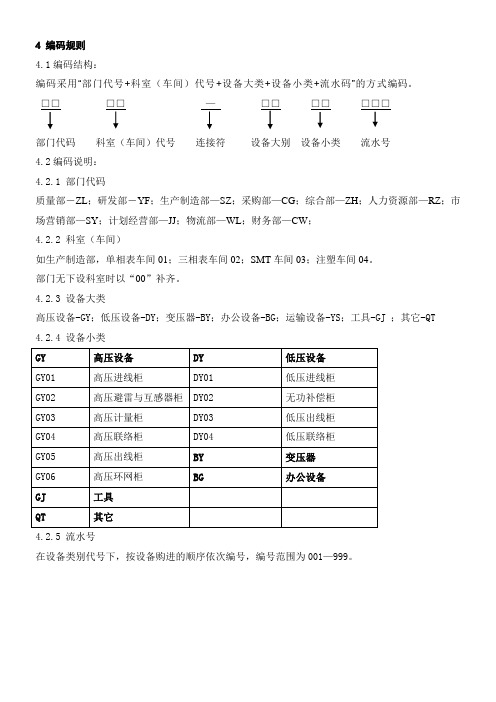
编码采用“部门代号+科室(车间)代号+设备大类+设备小类+流水码”的方式编码。
□□□□
部门代码科室(车间)代号连接符设备大别设备小类流水号
4.2编码说明:
4.2.1 部门代码
质量部-ZL;研发部-YF;生产制造部—SZ;采购部—CG;综合部—ZH;人力资源部—RZ;市场营销部—SY;计划经营部—JJ;物流部—WL;财务部—CW;
4.2.2 科室(车间)
如生产制造部,单相表车间01;三相表车间02;SMT车间03;注塑车间04。
部门无下设科室时以“00”补齐。
4.2.3 设备大类
高压设备-GY;低压设备-DY;变压器-BY;办公设备-BG;运输设备-YS;工具-GJ ;其它-QT
4.2.4 设备小类
4.2.5 流水号
在设备类别代号下,按设备购进的顺序依次编号,编号范围为001—999。
制药公司设备管理 设备分类编码管理规程

制药有限公司GMP文件
设备分类编码管理规程
注:此页无正文
目的:建立设备分类及编码管理制度,便于设备管理和使用。
适用范围:适用于所有仪器设备。
责任者:工程设备部及设备、设施、仪器管理使用部门和人员。
内容:
1设备、设施、仪器从进入公司起由设备部按规定赋予唯一编码。
2 设备、设施、仪器编码不能更改,且不能重复。
该设备取消时,编码随之作废。
3 设备、设施、仪器编码原则:
00-99
001-999
(车间)拼音缩写代号
3.1第一层级代码表示设备、仪器使用部门,用拼音字母表示。
CW…财务部 XZ…行政人事部 QC…质量管理部 SB…工程设备部 WL…物料部GT…固体制剂车间 TQ…提取车间,其中各部门公用设备归主要使用部门管理。
3.2第二层级代码表示设备、仪器用途,用拼音字母表示。
SC…生产设备 SF…生产辅助设备(包括水处理、空调、压缩空气设备、真空设备等)JY…检验设备 JL…计量仪表
GC…公用工程设备(包括锅炉、动力等) BG…办公设备 QT…其它
3.3第三层级代码表示各仪器设备所在类别的流水号,用三位数字表示,从
001开始。
3.4第四层级代码表示相同型号设备的顺序号,用两位数字表示,从01开始。
4.根据设备编码规则建立设备编码一览表。
5.附表
《设备编码一览表》
变更历史。
010生产厂房房间及设备编号管理制度

江西希尔康泰制药有限公司GMP 管理文件
1、目的 规范公司所有生产厂房及设备的编号方法,便于管理,并符合GMP 的相关要求。
2 范围
适用于公司所有厂房房间及设备的编号。
3 职责 生产部、设备部、质量部负责对本规程进行实施。
4 内容
4.1 生产厂房房间的编号 4.1.1 编号规则
目前公司内生产厂房为口服固体制剂一车间、口服固体制剂二车间、口服固体制剂三车间、软膏一车间、软膏二车间、溶液一车间、溶液二车间、滴眼剂车间、原料药车间、提取车间。
对各车间房间进行编号时应根据管理需要所划分的房间进行编号,确保所有生产厂房内的每个房间具有唯一的编号,且具有可追溯性。
4.1.2 编号方法
公司对生产厂房房间进行编号时采用车间序号为前缀+房间流水号的方式进行。
如软膏一车间序号为1,具体代号见下表:
4.1.3 如根据生产需要对厂房房间名称变更时,可直接将名称进行变更,编号保持不变;如需将某个厂房变更为几个房间时,必须对增加的房间按4.1.2方法进行编号,保证每一个房间编号的唯一性,以上变更必须在相关文件中及时体现。
4.2 设备编号的管理
4.2.1编号原则
在对生产厂房内设备进行编号时应根据厂房内的设备进行编号,确保所有生产厂房内的每台设备具有唯一的编号,且具有可追溯性。
4.2.2 编号方法
在对设备进行编号时采用车间简称+流水序号的方式,车间简称见下表。
4.2.3 如某个房间内新增设备时,应根据新设备所在车间按4.2.2方法继续往下编号,如因设备因报废被搬出房间后,该编号可空下或用于新设备上,但必须在相应的生产工艺规程、批生产记录中及时体现。
5、变更记载及原因:。
设备编码管理制度
设备编码管理制度1. 简介本文档旨在建立和规范设备编码管理制度,以提高设备管理的效率和准确性,降低可能出现的错误和混乱。
该制度适用于所有使用设备编码的部门和员工。
2. 目标- 提供一个统一的设备编码系统,方便设备识别和管理。
- 确保设备编码的一致性和准确性。
- 简化设备查询和出借归还流程,节省时间和精力。
- 提高设备管理的透明度和可追溯性。
3. 设备编码制度3.1 设备编码规则设备编码应遵循以下规则:- 编码由字母和数字组成,不区分大小写。
- 编码长度为8位,不得超过或少于该长度。
- 每位编码应有明确的含义,例如设备类型、生产批次等。
- 不同设备类型应有不同的编码前缀。
- 各部门应统一使用设备编码系统,不得私自更改或重复使用已存在的编码。
3.2 设备编码流程设备编码的管理流程如下:1. 设备购置:设备购置部门将新设备信息登记到设备编码系统中,生成唯一的设备编码。
2. 设备标识:在设备上标识编码,并记录相关信息,如购置日期、责任人等。
3. 设备查询:员工需要查询设备信息时,可以通过设备编码在系统中快速查找。
4. 设备出借:如需要借出设备,借出方应在系统中记录借出信息,并确保记录设备归还日期。
5. 设备退役:当设备报废或不再使用时,应在系统中标记为退役状态,并记录退役日期和原因。
4. 制度执行各部门应负责执行设备编码管理制度,并确保以下事项得到妥善处理:- 对设备编码规则进行培训和宣传,以确保全体员工了解并遵守规定。
- 定期检查设备编码的准确性和一致性,如发现问题应及时纠正。
- 对设备编码的修改和更新应有相应的授权程序和记录。
- 对于丢失或损坏的设备,应及时在系统中进行更新和标记。
- 建立设备编码管理制度的违规处理机制,并及时解决违规行为。
5. 监督与评估设备编码管理制度应定期进行监督和评估,以确保其有效性和适应性。
有关部门和负责人应负责监督执行情况,并及时提出改进建议。
参考资料- 张三, 设备管理实践手册, 2020.- 国家标准化管理委员会, 设备编码规范, 2018.。
设备编号管理制度
设备编号管理制度一、总则设备编号管理制度的制定是为了规范和管理公司内设备的编号,保证设备编号的唯一性和统一性,提高设备管理的效率和准确性,保障设备管理工作的顺利开展。
二、适用范围本制度适用于公司内所有设备的编号管理,包括但不限于生产设备、办公设备、仪器仪表、电脑设备等。
三、设备编号的编制原则1. 设备编号的编制原则是按照设备的使用单位、设备种类、设备用途和设备序号进行编制。
2. 编号应当具有唯一性和连续性,即每一台设备都应有唯一的编号,相同种类的设备应按照设备的购进时间或者安装时间进行连续编号。
3. 设备编号的编制应简洁明了,易于记忆和辨识。
一般采用数字、字母或者数字字母组合等形式进行编制。
四、设备编号管理责任1. 设备管理部门负责设备编号的管理工作,包括设备编号的编制、分配、修改和废除等工作。
2. 设备使用部门负责保证设备的编号正确连续,当发现设备编号有误或者缺失时,应立即通知设备管理部门进行处理。
五、设备编号的编制与分配1. 设备编号的编制由设备管理部门负责,应当根据设备的使用单位、设备种类和设备用途进行编制,确保设备编号的唯一性和连续性。
2. 设备管理部门应将设备编号与设备的具体信息进行绑定,建立设备台账,记录设备的基本信息、购进时间、安装时间、维护记录等。
并通过台账进行设备编号的分配和管理。
六、设备编号的修改和废除1. 当设备的使用单位、设备种类或者设备用途发生改变时,设备编号需要进行修改。
修改设备编号应当及时通知设备使用部门,并在设备台账上进行相应的更改。
2. 当设备报废、损坏、丢失等情况发生时,设备编号需要进行废除。
废除设备编号应当及时通知设备使用部门,并在设备台账上进行相应的标注。
七、设备编号的使用规定1. 设备使用部门应当妥善保管设备编号,不得随意更改、涂抹或者遗失。
2. 设备使用部门应当在设备的安装位置和设备台账上标明设备编号,便于设备的识别和管理。
3. 设备使用部门应当在设备编号发生错误或者缺失时,及时通知设备管理部门进行处理。
固定资产命名及编号规则
文件制修订记录1 目的为加强生产用设备及工具管理的需要,根据公司发展需求,特制定本规则;制定本规则的指导思想是规范化企业管理。
2 适用范围本程序适用于公司内各职能部门,所有固定资产管理,包括生产车间所使用的与生产相关的设备、工程及工具;但低值易耗品以及相关设备、工具的零配件不在此规则适用范围内。
3 参考文件《设备管理控制程序》《工具管理控制程序》4 定义和缩写4.1本规则中固定资产是指原值超过RMB2000元且使用年限超过一年的资产。
4.2本规则中设备是指公司内用于生产所需或辅助生产的,作为公司固定资产的设备。
4.3本规则中工具是指公司内用于生产所需或辅助生产的各类电动、气动以及维修测量类的工具,不包含质量检测类工具。
5 职责各固定资产所属管理部门对其管辖范围内的资产编码进行管理,并配合财务部进行台账的维护与更新;各使用部门进行相应配合与监督工作;财务部负责对固定资产的录入管理与清查。
6 编码结构及说明6.1 固定资产编码规则6.1.1编码结构编码由字母与数字组成,共10位。
前2位为大类编码,第3、4位为小类编码,第5、6位为固定资产管理部门编码,后4位为流水编号。
4位数字流水号(0001,0002……)2位数字编码,固定资产小类编码(详见表1-1)2位数字编码,固定资产大类编码(详见表1-1)6.1.2编码表及说明类别编码如下表所示:6.2工具类编码规则6.2.1编码结构编码由字母与数字组成,共6位。
前1位为大类编码,第2位为小类编码,中间用“-”隔开,后4位为流水编号,中间用“-”隔开,末4位为入账年份与月份。
-XXXX 末4位年份与月份(如2013年12月则为:1312)4位数字流水号(0001,0002……)1位字母小类编码(编码详见表2-1)1为字母大类编码(编码详见表2-1)6.2.2类别编码及说明类别编码如下表所示:7 编码要求7.1编码必须保证编码的系统性、唯一性、实用性和及时性。
家具厂编码规则(新)

家具⼚编码规则(新)迈特家具⼚编码规则所有的编码都是由12位不同的数字或字母组成,编码的第⼀位表⽰⼤类,⼤类中数字表⽰成品或半成品,字母表⽰材料,编码中不会出现字母“O”,全部为数字“0”。
⼤类分类如下:“2105-01”表⽰⾃滑路轨-02 表⽰⿊⾊⾃滑路轨“1”表⽰半成品“A ”表⽰五⾦“B ”表⽰塑胶、玻璃“C ”表⽰板材、实⽊“D ”表⽰⽊⽪“E ”表⽰油漆“F ”表⽰包材“G ”表⽰⽣产辅料、胶⽔“H ”表⽰固定资产:使⽤时间在⼀年以上,价值在500元(含500元)以上的⼯具,设备、办公资产、模具等物资。
“I ”表⽰车间⽤品:⾮办公室⽤的、使⽤时间短、不直接构成成品的消耗性⽤品。
如机械配件、劳保品等。
“J ”表⽰办公⽤品:办公⽤的相关⽤品、⽂具等。
“K ”表⽰⼯具、⼑具:价值在500元以下的⼯具。
1.“2105-01”表⽰⾃滑路轨编码规则:2105-01”表⽰⾃滑路轨类010”表⽰路轨的尺⼨,如:12⼨路轨为012。
“XXXXX ”表⽰产品编码,如Mayline-NCT1⽤NCT1表⽰,NEXTL ⽤前四位字母来表⽰,CCD 后加0来补⾜五位。
“XX ”表⽰产品颜⾊代码,颜⾊代码参照《迈特家具颜⾊编码》的第⼀栏,MT101⽤01表⽰,依此类推,MT901⽤09表⽰,MT1001改⽤11,MT1009⽤19表⽰,MT1010⽤20,依此类推,MT1018⽤18,每个颜⾊代码代表现有⽣产的每种产品的颜⾊,如:MT101代表Mayline 胡桃⾊。
XX”表⽰产品流⽔号,相同编号的不同产品由流⽔号来区分,流⽔号从01⾄99共99个编号。
2.“1”半成品编码规则:A:Avenue M:MesaB:Aberdeen O:OSPC:Cosica P:OSSOD:Dena Q:TuohyE:Eclipse R:StorlieF:Offi S:SorrentoG:Mirrela T:ToscanaH:HBF U:UPI:Mira V:J:Empire W:K:Krug X:XenaliL:Luminany Y:N:Napoli Z:其它A:主桌B:后桌C:单脚副台D:桥接副台E:背柜F:柜桶G:吊柜桶H:横⽃柜I:横⽃吊柜J:空格柜K:圆桌L:会议桌N:⾐柜M:掩门柜O:⽩板P:中央抽Q:挂墙柜R:⽂件柜S:P/U形台T:前台U:四门矮柜V:⾓柜W:茶⼏X:四门四抽柜Y:⽅桌Z:其它编码的第四⾄五位数字“XX”表⽰产品部件名称,以下分别是每个字母所表⽰的各部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产车间设备编码规则(试用版)
为加强对生产车间设备的管理,方便生产车间对设备的使用,技术部特制订本规则。
实施本规则后,生产车间的每一台生产设备都有其唯一的编码。
1,生产设备编码规则。
生产设备的编码原则:车间生产设备的编码共十位,前两位为备用位,以00表示。
第三位到第五位代表设备类型,以设备类型的汉语拼音声母表示,具
接下来的三位编码代表该种设备的生产能力的某一参数,最后两位代表该类
别设备的序列号。
如下所示。
2,各种型号设备编码规则具体如下:
2.1,剪板机编码规则:剪板机的编码前两位为备用位,以00表示。
接
下来的三位代表设备类型,以剪板的拼音声母大写JB开始,第五位区分剪板机是数控的还是非数控的或别的类型,若是数控的,在JB后加字母S,普通剪板机则在JB后加字母P,以后若增加其他类型的剪板机,以此位区别。
再接下来的三位代表剪板机的可剪最大厚度。
例如040代表剪板最大厚度为4mm,120代表剪板的最大厚度为12mm。
最后是剪板机的序列号,含两位。
因此,剪板机编码共包含10位,具体形式如下:
举例1:00JBS04001
00:备用位。
JBS:数控剪板机。
040:剪板的最大厚度为4mm。
01:剪板机的序列号,表示此剪板机在此类设备中序列号为01。
2.2,折弯机编码规则:折弯机的编码前两位为备用位,以00表示。
接
下来的三位代表设备类型,以折弯的拼音声母大写ZW开始,代表设备类型:
折弯机,第五位区分此折弯机是数控的还是非数控的或别的类型,若是数控的,在字母ZW后加字母S。
普通折弯机则在ZW后加字母P,以后若增加其他类型的折弯机,以此位区别。
第五位到第八位代表折弯机的最大公称力,以吨为单位。
例如100表示此折弯机的最大公称力为100吨。
最后是折弯机的序列号,包含两位。
因此,折弯机的编码共包含10位,具体形式如下:
举例:00ZWS10001
00:备用位。
ZWS:数控折弯机。
100:此折弯机的最大公称力为100吨。
01:折弯机的序列号,表示此折弯机在此类设备中序列号为01。
2.3,冲床编码规则:冲床的编码前两位为备用位,接下来的三位代表设备类型,以冲床的冲字拼音声母大写C开始,CS0代表多工位冲床,CP0代表普冲,CYY代表液压压力机。
以后增加其他类型的冲床,以第四位和第五位区分。
第五位到第八位代表此压力机的最大公称力,以吨为单位。
例如020,代表此压力机的最大公称力为20吨,100代表此冲床的最大公称力为100吨。
最后两位是冲床的序列号。
因此,压力机的编码共包含10位,具体形式如下:
举例1:00CS002001
00:备用位。
CS0:多工位冲床
020:冲床的最大公称力20吨。
01:多工位冲床的序列号。
举例1:00CP010001
00:备用位。
CP0:普通机械压力机(普冲)
100:普冲的最大公称力100吨。
01:普冲冲床的序列号。
2.4,焊机的编码规则:电焊机的编码前两位为备用位,以00表示。
接下来的三位以“焊”字的拼音大写H开始,第四位与第五位代表焊机的类型,CB代表CO2气体保护焊,YH代表氩弧焊,JG代表激光焊,CN代表储能焊,ZL代表直流焊,同理,新增的焊机类型在这两位区别。
再接下来的三位代表该类型焊机的一个主要参数,电阻焊此三位代表额定功率,激光焊此三位代表激光功率(例如030代表激光功率300W),储能焊此三位代表最大充电电压。
直流焊代表额定输出电流,其他类型则代表最大输出电流。
编码最后两位代表电焊机的序列号。
因此,电焊机的编码共10位,具体形式如下:
举例1:00HCB05601
00:备用位。
HCB:CO2气体保护焊电焊机
056:该焊机的最大输入电流:56A
01:此焊机的序列号。
2.5,激光切割机的编码规则:同前,编码前两位为备用位,以00表示。
接下来的三位JGG( 激光割的汉语拼音声母)代表设备类型:激光切割机。
第五位到第八位代表此设备功率,例如025代表此设备最大功率为2500W。
最
后是此种设备的序列号。
因此,激光切割机的编码共10位,具体形式如下:
举例:00JGG02501
00:备用位。
JGG:激光切割机
025:该激光切割机的功率2500W
01:激光切割机的序列号。
2.6,气割设备的编码规则:同前,编码前两位00开始,为备用位。
第三位到第四位以气割的汉语拼音声母QG表示,代表设备类型,第五位代表切割类型,S代表数控切割,B代表半自动切割。
以后若增加其他类型的气割设备,在此位区分。
接下来的三位代表该设备的最大切割厚度,例如012代表该设备的最大切割厚度为120mm。
最后两位是该类型设备的序列号,具体形式如下:
举例1:00QGS01201
00:备用位。
QGS:数控切割机
012:设备最大切割厚度120mm
01:数控切割机的序列号
2.7,钻床的编码规则:钻床的编码前两位为备用位,以00表示。
接下来的三位以“钻”字的汉语拼音声母开始,第四位与第五位代表钻床的类型,多余字符用0代替。
例如ZKC代表空心磁力钻,ZL0代表立钻(L代表立,第三位空余,用0代替),ZYB代表摇臂钻,ZZG代表台式钻攻钻床,同理,新增的钻床类型在这两位区别。
十位编码中接下来的三位代表钻床可钻孔的最大直径,例如032代表该钻床最大可钻直径为32的孔。
最后两位代表该种设备的序列号。
具体形式见下:
举例1:00ZKC03201
00:备用位。
ZKC:空心磁力钻
032:钻床可钻最大孔的直径32。
01:空心磁力钻的序列号
举例2:00ZYB03001
00:备用位。
ZYB:摇臂钻
030:钻床可钻最大孔的直径30。
01:摇臂钻的序列号
2.8,锯床的编码规则:锯床的编码前两位为备用位,以00表示。
第三位到第五位代表锯床的类型,以“锯”字的汉语拼音声母J开始,例如,JJD 代表金属带锯床,JXG代表型材锯割机,同理,新增的锯床类型在这两位区别。
十位编码中接下来的三位代表该剧床的最大锯削直径,例如380代表该锯床最大锯削直径为φ380mm。
最后两位是该种设备的序列号。
具体形式见下:
举例:00JJD26001
00:备用位。
JJD:金属带锯床
260:该锯床的最大锯削直径φ260mm
01:金属带锯床的序列号。
生产车间的设备编码规则大体如上所述,如有新类型生产设备的增加,必须由设备编码规则制订人员增加相应的设备编码。