产品制造工艺流程图.doc
工艺流程图
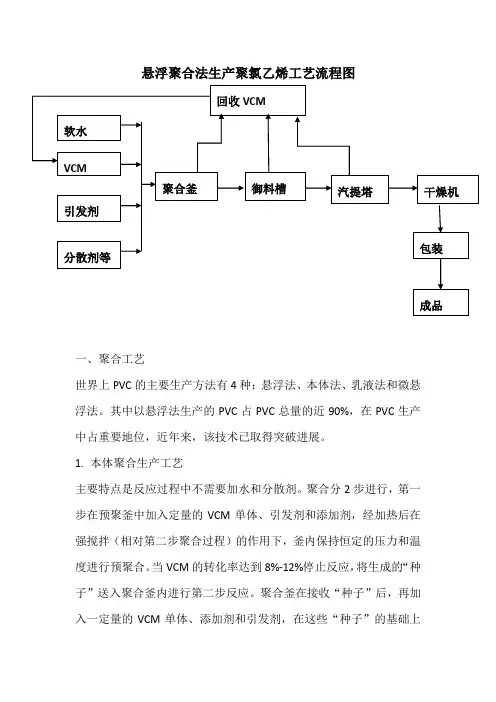
悬浮聚合法生产聚氯乙烯工艺流程图一、聚合工艺世界上PVC的主要生产方法有4种:悬浮法、本体法、乳液法和微悬浮法。
其中以悬浮法生产的PVC占PVC总量的近90%,在PVC生产中占重要地位,近年来,该技术已取得突破进展。
1.本体聚合生产工艺主要特点是反应过程中不需要加水和分散剂。
聚合分2步进行,第一步在预聚釜中加入定量的VCM单体、引发剂和添加剂,经加热后在强搅拌(相对第二步聚合过程)的作用下,釜内保持恒定的压力和温度进行预聚合。
当VCM的转化率达到8%-12%停止反应,将生成的“种子”送入聚合釜内进行第二步反应。
聚合釜在接收“种子”后,再加入一定量的VCM单体、添加剂和引发剂,在这些“种子”的基础上继续聚合,使“种子”逐渐长大到一定的程度,在低速搅拌作用下,保持很定的压力进行聚合反应。
当转化率达到60%-85%(根据配方而定)时终止反应,并在聚合釜中脱气、回收未反应的单体,而后在釜内汽提,进一步脱除残留在PVC粉料中的CVM,最后经送风系统将釜内PVC粉料送往分级、均化和包装程序。
2.乳液聚合生产工艺氯乙烯乳液聚合方法的最终产品为制造聚氯乙烯增塑糊所用的聚氯乙烯糊树脂(E-PVC),工业生产分两个阶段:第一阶段聚氯乙烯单体经乳液聚合反应生成聚氯乙烯乳胶,它是直径0.1-3μm聚氯乙烯初级粒子在水中的悬浮乳状液。
第二阶段将聚氯乙烯乳胶,经喷雾干燥得到产品聚氯乙烯糊树脂,它是初级粒子聚集而成得直径为1-100μm,主要是20-40μm的聚氯乙烯次级粒子。
这种次级粒子与增塑剂混合后,经剪切作用崩解为直径更小的颗粒而形成不沉降的聚氯乙烯增塑糊,工业上称之为聚氯乙烯糊。
3.悬浮聚合生产工艺悬浮法PVC生产技术易于调节品种,生产过程易于控制,设备和运行费用低,易于大规模组织生产而得到广泛的应用,成为诸多生产工艺中最主要的生产方法。
在工业生产PVC时,以悬浮法产量最大,悬浮法生产具有设备投资少和产品成本低等优点。
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;B、提高地基的抗渗透稳定性;C、提高地基的抗滑移稳定性;D、提高复合层的压缩模量,减小地基变形;【答案】D2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;B、0.008;C、0.01;D、0.012【答案】B3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;B、宽度修正系数取0.0;深度修正系数取1.0;C、宽度修正系数取1.0;深度修正系数取0.0;D、可以不进行修正;【答案】B4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
生产机加工件工艺流程图
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
设备生产制造工艺流程图
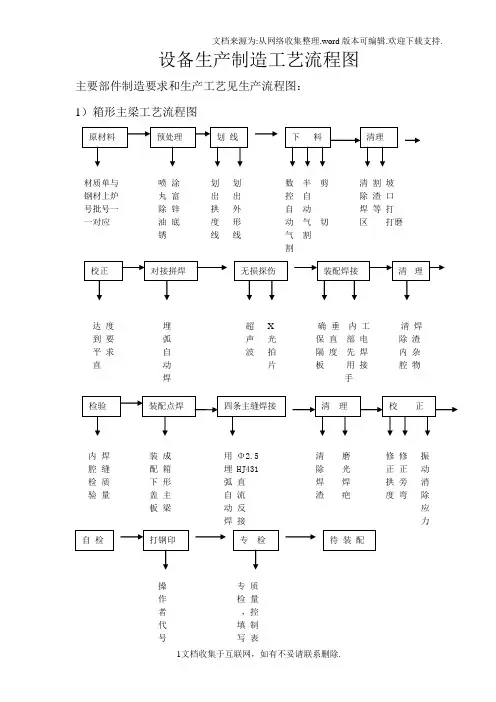
设备生产制造工艺流程图主要部件制造要求和生产工艺见生产流程图:1)箱形主梁工艺流程图材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等 打 一对应 油 底 度 形 动 气 切 区 打磨 锈 线 线 气 割割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 装 成 用 Φ2.5 清 磨 修 修 振 腔 缝 配 箱 埋 HJ431 除 光 正 正 动 检 质 下 形 弧 直 焊 焊 拱 旁 消 验 量 盖 主 自 流 渣 疤 度 弯 除板 梁 动 反 应焊 接 力操 专 质作 检 量者 ,控代 填 制2)小车架工艺流和材质单与 喷 涂 划 划 数 半 剪 清 割 坡 钢材上炉 丸 富 出 出 控 自 除 渣 口 号批号一 除 锌 拱 外 自 动 焊 等打一对应 油 底 度 形 动 气 切 区 磨 锈 线 线 气 割达 度 埋 超 X 确 垂 内 工 清 焊 到 要 弧 声 光 保 直 部 电 除 渣 平 求 自 波 拍 隔 度 先 焊 内 杂 直 动 片 板 用 接 腔 物焊 手内 焊 清 磨 修 修 振应 腔 缝 除 光 正 正 动力 检 质 焊 焊 拱 旁 消 验 量 渣 疤 度 弯 除A 表 A 表行车 行车适用 适用操 专 质作 检 量者 ,控代 填 制3)车轮组装配工艺流程图煤 清 轮 确 尺 轴 部油 洗 孔 认 寸 承 位或 轴 等 各 及 等 加洗 承 部 种 公 工 润涤 , 位 规 差 作 滑剂 轴 格 剂操作者代号4)小车装配工艺流程图场 按 领 煤 清 轴 确 尺 轴加 最注 地 技 取于 油 洗 及 认 寸 承油 后油 清 术 各 或 轴 孔 各 及 内 减理 文 件 洗 承 等 件 公 、 速件 涤 齿 部 规 差 齿 箱剂 轮 位 格 面 内螺 手 起 行 噪钉 工 升 走 音松 盘 机 机 震紧 动 构 构 动度 灵活性5)端梁工艺流程图接板划板A表所有行确垂内工口点出上车轴承孔必保直部焊处焊连孔须用大型设弯水先接连接位备整体加工板平手接度清焊内每垂装成埋或Φ1.2除渣腔组直配箱弧CO2 0.8Mn2si内杂焊2度下形自气腔物缝件平盖端动保质弯行板梁焊焊量板度清磨校垂划划半剪清割坡除光正直出出自除渣口焊焊弯度拱外动切焊等打渣疤板度形气区物磨线线割操作者代号6)桥架装配工艺流程图整托水 主向 端平 主上 四 四 道理架平 梁外 梁行 梁拱 轮 轮 轨场找度 旁平 垂放 对度 对 着 轨地准 弯行 直置 应 角 力 距放 主 截 线 点置 梁 面 跨 共度 面度对 磨毛余清号 掉刺飞除标 焊及溅表记 疤残等面尘土合 安格 装标 标记 记。
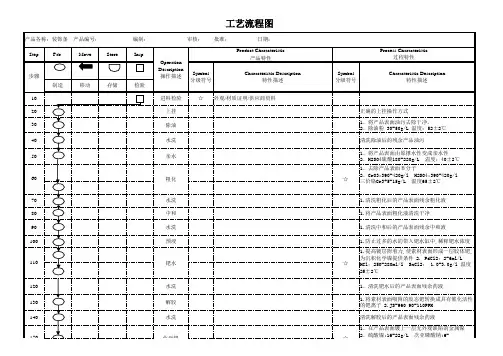
IATF16949工艺流程图
步骤
60
粗化
☆
70 80 90 100
水洗 中和 水洗 预浸
1.清洗粗化后的产品表面残余粗化液 1.将产品表面粗化液清洗干净 1.清洗中和后的产品表面残余中和液 1.防止过多的水的带入钯水缸中,稀释钯水浓度 1.提高镀层附着力,使素材表面形成一层胶体钯, 为沉积化学镍提供条件 2. PdCl2:2-6ml/L HCl:250-280ml/l SnCl2: 1.0-3.0g/l 温度 25±2℃ 1、清洗钯水后的产品表面残余药液 1.将素材表面吸附的胶态钯转换成具有催化活性 的钯离子 2.JS-960 90-110PPM 清洗解胶后的产品表面残余药液 1、在产品表面镀上一层无外观缺陷的金属镍 2、硫酸镍:16-22g/L 次亚磷酸钠:69g/LPH:8.-8.5温度:38±2℃
步骤制造移动存储检验10进料检验正确的上挂操作方式3040水洗清洗除油后的残余产品油污5070水洗80中和90水洗100120水洗130140水洗清洗解胶后的产品表面残余药液150化学镍160水洗170180水洗清洗焦铜后的产品表面残余药液290酸洗去除焦铜层表面的氧化膜200210水洗清洗光铜后的产品表面残余药液220过硫酸洗去除光铜层表面的氧化膜230水洗清洗产品表面过硫酸残余药液240260封口镍270水洗清洗封口镍后的产品表面残余药液280珍珠镍290水洗清洗珍珠镍表面残余药液300酸洗去除珍珠镍表面的氧化膜310水洗清洗产品表面过硫酸残余药液320330水洗清洗钯水后的产品表面残余药液340钝化去除光镍表面的氧化膜350360水洗清洗干净370烘干380正确的拆挂操作390首检检查400包装符合要求的包装和标识状态operationdescription操作描述productcharacteristic产品特性processcharacteristic过程特性symbol级符号characteristicdescription特性描述symbol级符号characteristicdescription特性描述外观材质证明供应商资料1将产品表面油污去除干净
制造工艺流程图-范本
压力容器制造工艺流程图
责任部门流程图相关说明使用表单
材料责任人材料入库验收
生产管理部通知书
冷作工检验员制造工艺过程卡
检验员
冷作工
冷作工、电焊工、检验员
产品焊接试板B类项目
确认通知书
电焊工焊缝射线探伤报告
抛光工焊缝探伤合格通知
探伤工
冷作工
电焊工
探伤工
冷作工
检验员
恒茂石油化工设备有限公司
压力容器制造工艺流程图
责任部门流程图相关说明使用表单
电焊工、冷作工
检验员
电焊工
检验员
电焊工、抛光工
检验员
压力试验责任人耐压试验A类项目
确认通知书
试压员、检验员耐压试验检验记录卡
压力试验责任人
铭牌、拓印件
总检记录卡
最终检验责任人
成品入库清单
注:-A、B类项目监检
-停止点
扭力扳手管体机加工件工艺流程图
管体加工制造工艺流程图
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
机加工工艺流程图
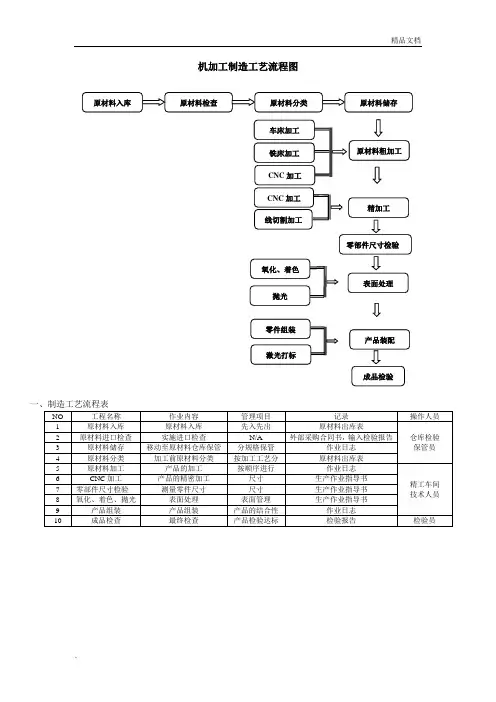
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
机械制造工艺流程图范例
机械制造工艺流程图范例一、引言机械制造工艺流程图是指将机械制造过程中的各个环节和步骤以图形的形式展示出来,以便于工程师和操作人员更好地理解和掌握整个制造过程。
本文将以某机械零部件的制造工艺为例,介绍并展示一个机械制造工艺流程图的范例。
二、材料准备1. 确定所需材料种类和规格2. 采购合格的原材料3. 对原材料进行检验和质量控制三、零件加工1. 设计和制作零件加工工艺图2. 准备加工设备和工具3. 进行零件的车削、铣削、钻孔等加工操作4. 对加工后的零件进行检验和质量控制四、零件组装1. 根据设计要求,将加工好的零件进行组装2. 使用合适的工具和设备进行组装操作3. 对组装后的零件进行调试和测试五、表面处理1. 根据产品要求,选择合适的表面处理方法,如喷涂、镀铬等2. 进行表面处理操作3. 对表面处理后的产品进行检验和质量控制六、成品检验1. 对成品进行全面的检验和测试2. 检查产品的尺寸、外观和性能等方面是否符合要求3. 对不合格品进行返工或报废处理七、包装和出货1. 根据产品特点和运输方式,选择合适的包装材料和方法2. 进行产品的包装和标识3. 准备出货文件和相关手续4. 安排产品的运输和交付八、质量控制1. 在整个制造过程中,严格执行质量控制标准和流程2. 对每个环节和步骤进行记录和检查3. 及时发现和解决质量问题,确保产品质量九、总结机械制造工艺流程图是机械制造过程中的重要工具,能够帮助工程师和操作人员更好地理解和掌握制造过程。
通过本文所展示的机械制造工艺流程图范例,我们可以清晰地了解到机械制造的各个环节和步骤,从材料准备到成品出货,每个环节都有相应的操作和质量控制要求。
在实际生产中,我们可以根据具体产品的特点和要求,进行相应的调整和改进,以提高产品质量和生产效率。
[机械制造]工艺流程图
2. 生产工艺流程图3 工艺描述3.1 原料验收a) 所收购的原蜜应符合工艺所需要的品种、新鲜度、色泽、水分、酶值等;b) 原蜜要求无污染,所含农残、兽残、微生物等符合食品卫生规定;c) 原蜜包装、运输、储存过程中要求无污染,分类存放;d) 检验人员应根据验收的品质要求和卫生要求,以及其他规定进行检验,并设有合格标识;3.2 选料、配料a) 根据工艺要求,选料人员应仔细挑选原蜜品种,并查看是否有合格标识;b) 根据工艺的要求,配料人员应准确计算所需品种的投料数量,并记录。
3.3 投料加热a) 投料人员应穿戴整洁,在送、投料前,应查看投料桶是否清洁,不符合要求的,重新清洗;b) 投料人员应查看原蜜包装是否干燥清洁,如不清洁,应先进行清洗,并保持干燥;c) 投料人员应根据工艺要求严格进行投料,确保投料品种和数量的准确性。
3.4 粗细过滤a) 作业人员进入车间,应严格按有关规定进行清洗消毒,及更换衣物等程序;b) 作业人员应随时观察工艺数据变化,并正确记录有关工艺参数;c) 作业人员定时对设备及车间进行清洗消毒。
3.5 加热浓缩a) 作业人员进入车间,应严格按有关规定进行清洗消毒,及更换衣物等程序;b) 作业人员应随时观察工艺数据变化,并正确记录有关工艺参数,确保浓缩锅的温度保持在50~60摄氏度,压力保持在0.35MPa;c) 作业人员应配合检验人员对生产过程中样品的抽取工作,并保持密切联系,一旦发现不合格情况,立即将成品预热锅中产品返回至浓缩锅,重新进行浓缩处理;d) 每次生产结束,作业人员应对浓缩锅等设备及车间进行清洗消毒。
3.6 塑料瓶验收a) 塑料瓶进厂时,供方应提供产品质保书;b) 品管部检查塑料瓶的卫生状况,符合要求的方可入库;c) 塑料瓶储存过程中应有适当的防护措施,保持清洁卫生;d) 塑料瓶使用前应由品管部进行确认,符合卫生要求时方可使用;3.7 灌装、计量a) 灌装作业人员应严格按照规定操作,并不得随便窜岗;b) 定时对灌装车间的有关容器、工作台面及自身的清洗消毒;c) 灌装容器使用前均需严格检查,凡有变形、污染等情况者,不得使用;d) 上盖后,严格称量,成品重量误差要求为±2%之间,重量不符合者,严禁封口;3.8 贴标、塑封e) 称重合格后,操作工按规定在瓶上贴上标签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品制造工艺流程图
产品制造工艺流程图
产品生产过程的分类
1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:
1.产品制造流程图
2.产品加工工艺流程图
3.产品工艺流程图
4.产品装配工艺流程图
5.常见的化工工艺流程图。