抽油机井热洗ppt
油井热洗清蜡操作规程

油井热洗清蜡操作规程油井热洗清蜡操作规程一、常规热洗操作规程1、准备工作(1)编制热洗方案;(2)热洗清蜡车一部,同层原油30m3;(3)工具、用具:450mm管钳1把,钳形电流表一块,纸笔;(4)穿戴好劳保用品。
2、操作步骤(1)携带好工具、用具,来到指定抽油井井场,检查井口流程,记录油压,测量抽油机上下冲程工作电流及试井功图,并记录好。
(2)如果套管气较高,先放套管气。
(3)让热洗清蜡车及油罐车进井场,并合理摆放,保证车辆活动自如、安全。
(4)停抽油机至下死点,关生产阀门和回压阀们,在取样处放空至油压为0MPa。
(5)在套管处连接热洗流程,然后打开任意一条集油管线丝堵,连接高压水龙带,将高压水龙带另一头固定于返蜡罐口,用于返蜡。
(6)检查整个热洗流程,有问题立即付与整改,确保流程正确无误。
(7)关放空阀门,打开生产阀门,启动抽油机,井口出油后,开始小排量、低温度热洗(排量在5 m3/h左右,热油车出口温度在65℃左右)。
(8)观察油压变化,用手不断摸生产阀门,来判断是否已洗通(当油压和温度有所上升,表示已经洗通)。
(9)在确认热洗畅通后,然后加大排量并慢慢提高入井油温(排量在10 m3/h 左右,温度在75-80℃左右)。
根据本油田和本区块洗井制度及质量标准来控制调整热洗时间(特殊应加强热洗时间)。
(10)在洗井结束时间要到时,测抽油机上下冲程电流,初步判断洗井质量(此时上行电流比洗前降低,下行电流略有上升,即洗后上下电流差值较小);否则就要延长洗井时间。
(11)停止热洗,拆洗井流程(返蜡水龙带不拆,继续返蜡)。
(12)待返蜡时间达到2个小时以上或者水龙带温度变凉,停抽油机,关生产阀门,拆水龙带,然后装好丝堵,打开回压阀门及生产阀门,检查流程无误后开启抽油机,开始正式生产。
(13)收拾好工具,清理现场,带洗井资料;下一步用动力仪测试示功图验证洗井质量。
3、注意事项(1)洗井时特别是初级工操作时,人不要走开,有问题要及时汇报处理。
江苏油田油井热洗

二、前期准备
1.确定合理的热洗周期:
我们日常工作中,分析结蜡因素是复杂的,只有专业技术 人员才能做到,而观察具体油井的结蜡特征则相对比较容易, 这也是我们班组长及油井承包人日常油井维护的一个重要组成 部分,掌握了这些特征,也就能确定出合理的热洗周期。现提 供一些观察思路供大家参考:
1.1、加强作业监督
二、前期准备
4.设备流程准备
4.1、申报洗井计划。我厂常规油井洗井时需要提前一天将洗井计划 报到厂调度处,由调度室安排一台热洗锅沪车和两台水(油)罐车。 作为这些特殊车辆的使用者,我们应尽量对其做一些了解以应付洗 井过程中可能出现的意外情况。
SG5120TXL型洗井清蜡车
蒸汽锅炉主要技术参数 卧式蒸汽锅炉
三、洗井步骤
第二阶段:建立循环阶段。环空灌入液接触到动液面 以后,压力逐渐升高,油管内外的流体进入循环阶段, 此时洗井压力不得高于洗井前所设定的最高泵压,如 果泵压继续升高,则暂时不要升高清蜡车温度和排量, 在保持灌液阶段的洗井参数不变的情况下加强电机电 流的测试,发现电机电流比洗井前升高幅度较大或听 到电机声音明显异常则需要尽可能降低清蜡车的温度 和排量缓慢循环,洗井参数调低幅度以清蜡车泵压不 再升高为宜。当循环进入稳定阶段后应缓慢升高清蜡 车温度,一次升温幅度不得超过5℃。
二、前期准备
5、工具准备 钳形电流表1只,温度计1支,洗井压力表1块,取样
桶2个,记录纸、笔1套,计时器1个
6、安全措施 标定高温、高压危险区域 清离现场闲杂人员 穿戴好劳保 消防器材 应急用车及值班干部、大班班长电话
三、洗井步骤
油井 热洗 四个 阶段
环空灌液阶段 建立循环阶段 快速熔蜡阶段 大量排蜡阶段
已知的热力清蜡方式大致有:热水(原油)洗 井、蒸汽洗井、混汽洗井、电加热热力清蜡和化学 反应热力清蜡等。
抽油机示功图辨析(超全)PPT课件
一、正常示功图
典型示功图
特征描述 :图形的共同特点是与理论图形差异较小,近似为平行四边形。且 增、减载线,上、下行程线均与理论线平行。由于设备振动而引起上、下负荷 线有波纹。同时有些图形因泵挂较深、冲数较大产生的惯性力影响 , 使示功 图沿着顺时针方向产生偏转 , 图形与基线有一夹角。
使悬点载荷增加;下行程时,流动阻力的 A
方向向上,使悬点载荷减小。稠油井的最 大和最小载荷线振动要比结蜡井小,但两 种示功图都会出现肥大。
Байду номын сангаас
C
D S
十六、油层出砂影响的示功图
六、抽油杆断脱的示功图
特征描述 :抽油杆断脱后 , 上行程悬点载荷为断脱点以上抽油杆柱的重力,下 冲程的悬点载荷为断脱点以上抽油杆柱在液体中的重力。 因此示功图位于理论 最小载荷线的下方,图形呈“黄瓜状”。
七、带喷井的示功图
喷势强、油稀带喷的示功图
喷势弱、油稠带喷的示功图
八、排出部分漏失漏失影响的示功图
十四、油井结蜡影响的示功图
特征描述 :结蜡井,上下行程流动阻力增加。上行程 时,流动阻力的方向向下,使悬点载荷增加;下行程 时,流动阻力的方向向上,使悬点载荷减小。示功图 出现肥大,上、下行线均超过理论负荷线,且有波纹。
十五、油稠影响示功图
P B
特征描述 :稠油井,上下行程流动阻力 增加。上行程时,流动阻力的方向向下,
五、油管断脱
特征描述 :与抽油杆断脱功图类似,在最小理论负荷线以上,接近最小理论负荷线。 油管断脱现象:电流上冲程小,下冲程正常。正、反洗井均通,且上返时间短。下
放光杆碰不着泵的固定凡尔。如果井内下有旁通开关或丢手管柱,泵下装有桶杆的井 碰泵时,下放光杆超过防冲距后可能碰着泵,这类井可通过洗井来判别。
注水井洗井操作培训ppt课件
中国石油
四、操作步骤
(二)反洗操作过程
3、在井口通过注水总闸门或套管进口闸门控制洗井
排量。
打开
关闭
1)第一阶段洗井排量15-20m3/h,
若出口水质黑臭,要延长洗井至
关闭
打开
水清为止;
打开
打开
2)第二阶段洗井排量25m3/h,进出
口排量一致,洗井至进出口水
质一致;
3)第三阶段洗井排量30m3/h,进出口排量一致,稳定2h; 8 新入厂员工培训课件
6
新入厂员工培训课件
中国石油
二、操作步骤
(二)反洗操作过程
1、将准备好的工具带到井场,用“F”扳手打开油
关闭
管出口(洗井)闸门、 打打开开
打开
洗井放空闸门、关闭注
关打闭开
水井总闸门,冲洗管线
打开
打开
至进、出口水质一样。
2、打开注水总闸门、 套管进口闸门、关闭油进口闸门开始洗井。
7
新入厂员工培训课件
中国石油
注水井洗井操作
1
新入厂员工培训课件
中国石油
注 水 井 洗 井 操 作
主要内容
一、 工具用具的准备 二、 操作中可能出现的危害 三、 预防措施 四、 操作步骤
五、 技术要求
六、 注意事项
2
新入厂员工培训课件
中国石油
引言
洗井操作是为了清除注水井井底附近 由于结垢产生的堵塞现象,并将井筒内腐 蚀物、杂质等污物冲洗出地面,避免油层 被污物堵塞,它是一项采油工必须掌握的 注好水、管好注水井的操作技能。
中国石油
六、洗井安全要求
1. 工具使用时要轻拿轻放,避免敲击和碰撞;操作要平稳, 规格型号要配套,防止打滑伤人。
抽油机井热洗技术祥解.ppt
2)、结蜡对悬点载荷的影响
抽油机井在生产过程中,如果油管内结蜡严重,在结蜡井 段的摩擦阻力增大。上冲程中,作用在悬点上的摩擦载荷方向 向下,故增加悬点载荷;下冲程中,作用在悬点上的摩擦载荷 方向向上,故减小悬点载荷。也就是说,结蜡严重引起摩擦载 荷的增大,而摩擦载荷又增加悬点最大载荷,降低悬点最小载 荷。抽油杆柱内所产生的循环应力就将超过其许用最大应力, 如果热洗周期过长或热洗质量差,经过一定的应力循环次数后, 就会在应力集中的地方产生疲劳裂源,从而引发抽油杆柱断脱。
9、抽油机井清防蜡的主要技术措施
目前抽油机井的清防蜡技术措施主要有四种方 法:
1)、机械清蜡技术(包括自喷井刮蜡片清蜡, 有杆泵抽油井的自动刮蜡器、尼龙刮蜡器清蜡)。
2)、热力清防蜡技术(包括热洗车热洗清蜡、 热水循环清蜡、电热杆清蜡、环空超声波清蜡)。
3)、表面清防蜡技术,(包括杆、管结蜡时,油管内径与抽油杆外径比值减小,致使经 过结蜡点的抽油杆柱所受到的液体摩擦力大于其它部位受到的摩 擦力,且随m的减小,结蜡点处抽油杆柱所受到的液体摩擦力急 剧增加,极易导致结蜡点上部的抽油杆柱产生弯曲,从而发生杆 管偏磨。
综上所述,热洗周期偏长或热洗质量 差影响抽油机井的产量;增加悬点最大载 荷,降低悬点最小载荷;结蜡点上部的抽 油杆柱产生弯曲,从而导致杆管偏磨。因 此,寻求最佳的热洗周期和热洗方法,提 高热洗质量,是减少异常井,降低抽油机 井“两率”的重要手段。
油管结蜡后缩小了油管孔径,增加了油流阻力, 使油井减产,严重时会把油井堵死或卡泵。深井泵 结蜡易产生泵漏失,降低泵的充满系数,减少抽油 井的产量。
抽油机井热洗
一.准备工作
仪表齐全的抽油机井口一套,450mm的管钳一把,钳形的电流表一块,热洗记录本,纸和笔。
二.操作步骤
1.检查井口流程,测量抽油机上下流,记录井口油套压。
2.放套管器,套压过高时防止套压过高无法洗井。
3.倒流程
a.在预定时间打开直掺闸门进行替冷排液。
b.打开热洗闸门关闭直掺闸门,确定不憋压时关严直掺闸门。
c.用手摸总闸门和套管阀门,用温度变化确定井是否启动。
4.调整热洗参数
5.用钳形电流表测量抽油机上下电流并记录。
6.通知泵站停止送热水导回正常生产流程。
7.记录井口有套压。
8.填写热洗记录,收拾工具。
三.标准及注意事项
1.回油温度不低于60
2.电流恢复到上次洗通时的工作电流。
3.套压有灵敏反应。
4.工图正常,产量恢复。
5.热洗不停抽。
6.停机不热洗。
7.发现蜡卡,加大排量及时处理。
8.洗完后及时填写热洗记录,及扳报表。
9.排管器侧身缓慢,排量有小到大。
四.1.什么是热洗?
答:向油管注入热的流体融化管壁上的蜡,随着井液排出井口。
2.周期概念:根据产量变化,抽油机上下电流变化,以及示工图决定热洗时间。
3.四步热洗法?
a.替冷
b.小排量化蜡
c.大排量排蜡
d.中排量巩固。
抽油机井热洗
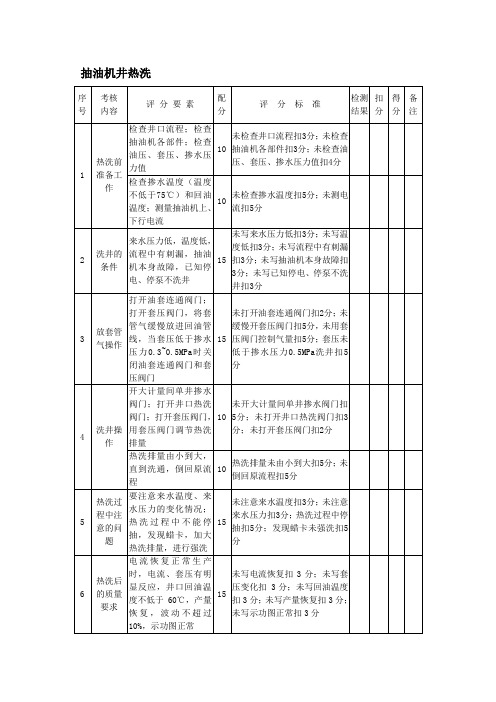
洗井的条件
来水压力低,温度低,流程中有刺漏,抽油机本身故障,已知停电、停泵不洗井
15
未写来水压力低扣3分;未写温度低扣3分;未写流程中有刺漏扣3分;未写抽油机本身故障扣3分;未写已知停电、停泵不洗井扣3分
3
放套管气操作
打开油套连通阀门;打开套压阀门,将套管气缓慢放进回油管线,当套压低于掺水压力0.3~0.5MPa时关闭油套连通阀门和套压阀门
抽油机井热洗
序号
考核
内容
评分要素
配分
评分标准
检测结果
扣分
得分
备注
1
热洗前准备工作
检查井口流程;检查抽油机各部件;检查油压、套压、掺水压力值
10
未检查井口流程扣3分;未检查抽油机各部件扣3分;未检查油压、套压、掺水压力值扣4分
检查掺水温度(温度不低于75℃)和回油温度;测量抽油机上、下行电流
10
未检查掺水温度扣5分;未测电流扣5分
15
未打开油套连通阀门扣2分;未缓慢开套压阀门扣5分,未用套压阀门控制气量扣5分;套压未低于掺水压力0.5MPa洗井扣5分
4
洗井操作
开大计量间单井掺水阀门;打开井口热洗阀门;打开套压阀门,用套压阀门调节热洗排量
10
未开大计量间单井掺水阀门扣5分;未打开井口热洗阀门扣3分;未打开套压阀门扣2分
热洗排量由小到大,直到洗通,倒回原流程
15
未写电流恢复扣3分;未写套压变化扣3分;未写回油温度扣3分;未写产量恢复扣3分;未写示功图正常扣3分
7
安全文
明操作
遵守国家或企业有关安全规定
每违反一项规定从总分中扣5分,严重违规取消考核
8
考核时限
在规定时间内完成
抽油机井热洗ppt

一、准备工作:
1、劳保准备齐全,穿戴整齐;
2、工具、用具:热洗车1台,水罐车2台,500A钳形电流表1 块,600mm、900mm管钳各1把,3.75kg榔头1把,高压弯头1 副,绝缘手套1副,棉纱适量,纸,笔各1。
二、操作步骤:
1、通知站内工作人员,然后检查井 口流程,记录油套压,测量抽油机上下 冲程的电流,并记录好; 2、如果套管气较高,先放套管气; 如没没装放气阀,可向外放,主要是防 止在高压管内向站上放高压气流,会冲 洗热洗泵而不能洗井;
6、洗井完毕后,停洗井车,拆卸井口洗净 管线,恢复正常生产流程,通知站内工作人员;
7、在确认倒回流程无误后,录取油套压值, 此时套压接近于0,油压有明显的上升情况,说 明பைடு நூலகம்井质量很好; 8、收拾好工具,清理现场,将有关资料填 入报表。
三、技术要求: 1、清蜡过程中要控制温度缓慢上升, 温度上升太快,大块蜡没完全融化导致卡 泵; 2、保持每半小时排一次蜡,首次排 蜡温度不宜过高; 3、条件允许的情况下,尽量缩短抽 油机的停机时间。
四、安全要求:
1、排蜡时所有人员都要尽可能的远 离井口。如果管线不通,法兰刺漏将会 造成人员伤害; 2、用套管气返冲装置管线内的残余 液时要固定出口端; 3、对于含蜡高的井要配备罐车。
石油教学部
3、用高压弯头和洗井管线将套管头 与热洗车、水罐车连接,用管钳上好, 并用手捶砸紧;
4、启动热洗车开始热洗,热洗共分三个阶 段:第一阶段洗井液温度60~65℃,第二阶段洗 井液温度70~78℃,第三阶段洗井液温度80~ 90℃,记录热洗时间及温度; 5、在洗井时间快要结束时,测电流,判断 洗井质量(此时上行电流比洗前降低,下形电流 略有上升,即洗后上下行电流差值较小;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四、安全要求:
1、排蜡时所有人员都要尽可能的远 离井口。如果管线不通,法兰刺漏将会 造成人员伤害; 2、用套管气返冲装置管线内的残余 液时要固定出口端; 3、对于含蜡高的井要配备罐车。
石油教学部
一、准备工作:
1、劳保准备齐全,穿戴整齐;
2、工具、用具:热洗车1台,水罐车2台,500A钳形电流表1 缘手套1副,棉纱适量,纸,笔各1。
二、操作步骤:
1、通知站内工作人员,然后检查井 口流程,记录油套压,测量抽油机上下 冲程的电流,并记录好; 2、如果套管气较高,先放套管气; 如没没装放气阀,可向外放,主要是防 止在高压管内向站上放高压气流,会冲 洗热洗泵而不能洗井;
3、用高压弯头和洗井管线将套管头 与热洗车、水罐车连接,用管钳上好, 并用手捶砸紧;
4、启动热洗车开始热洗,热洗共分三个阶 段:第一阶段洗井液温度60~65℃,第二阶段洗 井液温度70~78℃,第三阶段洗井液温度80~ 90℃,记录热洗时间及温度; 5、在洗井时间快要结束时,测电流,判断 洗井质量(此时上行电流比洗前降低,下形电流 略有上升,即洗后上下行电流差值较小;
抽油机井热洗
授课 张建国
渤海石油职业学院石油工程教学部
抽油机井热洗
我们国内油田生产的原油 中不仅含有蜡,而且含蜡量比 较高。蜡在井筒内举升过程中 析出来会粘结在管壁上,缩小 油管的流通截面积,增加油流 阻力,影响油井产量;在地面 集油管线中析出来,也要增加 回压,影响油井产量,严重时 会使油井停喷或被迫关井,进 行清蜡作业。油井清蜡的方法 很多,但今天我们主要讲常用 的抽油机井热洗清
6、洗井完毕后,停洗井车,拆卸井口洗净 管线,恢复正常生产流程,通知站内工作人员;
7、在确认倒回流程无误后,录取油套压值, 此时套压接近于0,油压有明显的上升情况,说 明洗井质量很好; 8、收拾好工具,清理现场,将有关资料填 入报表。
三、技术要求: 1、清蜡过程中要控制温度缓慢上升, 温度上升太快,大块蜡没完全融化导致卡 泵; 2、保持每半小时排一次蜡,首次排 蜡温度不宜过高; 3、条件允许的情况下,尽量缩短抽 油机的停机时间。