电批扭力测试记录表
电批力矩测试记录表

HR-FM-GC-010 版本: VER. 1
电批力矩测试记录表
力矩单位:kgf.cm电批编号:力矩测试人:工段:年月
使用说明:指导书中没有指明螺钉规格的,在“螺纹公称值”中填写所紧固的器件名称,如开关、滤波器、端子等。
“规定力矩”一栏,填写指导书上指定的力矩,如果文件上未指明力矩的,请与工艺工程师联系。
一般电批的力矩公差定为标准力矩的±10%,实际进行力矩测试时,平均力矩的公差控制在规定力矩的±5%。
防止电批在使用一段时间后力矩超出设置要求。
每一把电批的力矩,至少测试三次,并将力矩测试的平均值填写在“平均力矩”一栏内。
每把电批每天的力矩调整两次以内,使用一张记录表,若超过两次,请另外再填写一张记录表。
此表格由使用部门指定人员保存,保存期限为两年。
电批扭力测试表
表单编号:ZMD.QR-EN-13
电批扭力测试表
日期时间电批编号测试数据是否合格测试人日期时间电批编号测试数据是否合格测试人
备注:
1.此表由当线的IPQC测试,调试并填写真实数据,合格填“G”不合格填“"N”看其扭力是否符合BOM作业要求, 如不符合,必须将电批扭力调试到规定范围内。
2.电批每天上午都必须测试一次,如果产线换线,新电批使用,调试好后,也必须再测试一次。
3.当线IPQC看其扭力是否符合BOM作业要求,如不符合,必须将电批扭力调试到规定范围内。
4.电批扭力调试好后,员工不能私自调试扭力。
VER:A/00。
电批、气批操作扭力选用点检表

【注】单位转换公式1kgf=1*9.8N=9.8N
点检频次:对使用工具2H/次复核力矩并记录表中,对于不合格的要求及:30 10:30 13:30 15:30 18:30 点检结果 点检人员 种类 处理结果
□OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
电批/气批操作扭力选用点检表
产品类型: 力学类 班次: 生产订单 产品名称 编号
年 月 日
点检项目及参考标准
螺丝螺母扭力标准 钢、铁等高硬度 塑料,铜、 螺钉、螺 扭力材质标准 铝等高硬度 母规格 扭力材质标 (kgf/cm) (mm) 准 钣金 配电盘类 (kgf/cm) φ 2.5螺钉 ST2.9螺钉 M3螺钉 6-18 M4螺钉 M5螺钉 18-50 M6螺钉 M3螺母 M4螺母 M5螺母 M6螺母 7-10 8-12 13-18 20-26 42-50 7-10 8-12 13-18 20-26 22-28 / / / / 14-18 25-35 7-10 14-18 4-6 6-8 4-6 6-8 6-8 3-5 5-7 5-7
电批测试记录表
上午 下午
记录人
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
记录人
注意事项:1.所测电批扭矩大小必须符合相应工位作业指导书要求。 2.所测数据要真实,每次测试要经过两次或两次以上确认才能完毕。
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
A
扭矩范围 日期
1234567
8
9
10
11
12
13
14
15
16
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
按机型当前作 业指导书要求
上午 下午
3.每日必须在生产前10分钟对电批进行点检及确认。
4.如更换机型请及时按其作业指导书要求的扭矩范围标准去点检。
电批扭矩记录表
部门:
电批编号
月份:
年
月
编号: A-GC-13
B
扭矩范围 日期 17
NT电批扭力
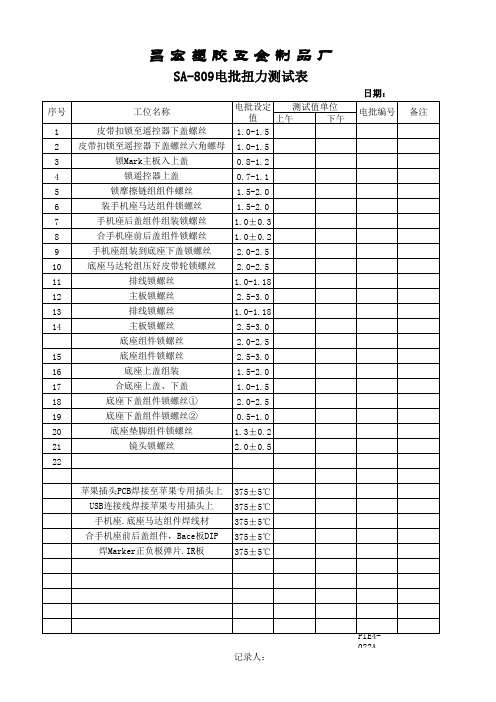
375±5℃ 375±5℃ 375±5℃ 375±5℃ 375±5℃
记录人:
PIE4022A
6
装手机座马达组件锁螺丝
1.5-2.0
7
手机座后盖组件组装锁螺丝
1.0±0.3
8
合手机座前后盖组件锁螺丝
1.0±0.2
9
手机座组装到底座下盖锁螺丝
2.0-2.5
10
底座马达轮组压好皮带轮锁螺丝 2.0-2.5
11
排线锁螺丝
1.0-1.18
12
主板锁螺丝
2.5-3.0
13
排线锁螺丝
1.0-1.18
14
主板锁螺丝
2.5-3.0
底座组件锁螺丝
2.0-2.5
15
底座组件锁螺丝
2.5-3.0
16
底座上盖组装
1.5-2.0
17
合底座上盖、下盖
1.0-1.5
18
底下盖组件锁螺丝①
2.0-2.5
19
底座下盖组件锁螺丝②
0.5-1.0
20
底座垫脚组件锁螺丝
1.3±0.2
21
镜头锁螺丝
2.0±0.5
22
苹果插头PCB焊接至苹果专用插头上 USB连接线焊接苹果专用插头上 手机座.底座马达组件焊线材 合手机座前后盖组件,Bace板DIP 焊Marker正负极弹片.IR板
昌宏塑胶五金制品厂
SA-809电批扭力测试表
序号 1
工位名称 皮带扣锁至遥控器下盖螺丝
电批设定 测试值单位
值 上午
下午
1.0-1.5
日期: 电批编号
备注
2 皮带扣锁至遥控器下盖螺丝六角螺母 1.0-1.5
电批力矩点检表
机型 SPEC 时间
Байду номын сангаас
)月
工程:
电批力矩点检表
单位:Kgf*Cm 裁 决 担当 李凯豪 审核 确认
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
生技点检者 班长确认 *MODER CHANGE异常时记录异常内容(调整、交换)等. (点检时间:10:00-11:00/15:00-16:00) *异常发生时处理要领;负责人通知仪哭器设备担当进行得理措施之后,把再确认结果,进行记录管理. 惠州飞展电子厂
裁决担当审核确认10111213141516171819202122232425262728293031项目示波器电源状态波形状态电源状态输出电压频率值工作状态电源状态测试碟状态毫伏表电源状态档位状态是否归零耐压仪打压时间打压电流打压伏数line测试仪器每日点检表例子
(
[ LINE] 1 2 3 4 设备编号: 5 6 7 8
电批日点检记录表

日期: 年 月 日
机型:
OK
NG
OK
NG
上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上上午
下午晚上
3
4
5
制造确认
2
扭力螺丝批点检表
批头状况NO.1
线 别
判定结果
工 位
时段6
7
8
9
10
规格值
(Kgf/cm)
实测值
(Kgf/cm
)
备 注
注:调测人员应在每日上、下午及晚上上班使用扭力螺丝批前,按照对应工位的作业指导书中扭力规格对扭力螺丝批进行调校并记录(每次需记录连续5次的测试数据);并在每日上午测试电批头部对地电压小于0.5V (交流)与对地电阻小于4Ω,同时检查批头质量状况及与作业岗位螺丝是否配套。
符合在OK栏划勾,不合格在NG栏划勾并备注处理方法。
当切换机型扭力规格发生变化时,需重新按照新规格重新进行扭力调测合格后方可使用。
编 号
11
电批头部
对地电压AC(V)
电批头部对地电阻(Ω)
实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )实测值(Kgf/cm )品管IPQC确认。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期: 年 月 有效期 N.m 0.25 1 2 3 4 5 6 7 8 9 设备名称 电动螺丝起子 规格型号 表单编号:MS-QR-WI-PD-012 V.0.0 BSD-101 工具编号 扭力测试仪编号 测试项目 刻度3-标准扭力值 实测值 刻度6-标准扭力值 实测值 刻度9-标准扭力值 实测值 刻度12-标准扭力值 实测值 刻度15-标准扭力值 实测值 刻度18-标准扭力值 实测值 刻度21-标准扭力值 实测值 刻度23-标准扭力值 实测值 点检人 确认人 备注:按作业指导书要求调到相对的力矩,电批力矩与刻度对应扭力值每天测量一次,记录好实际测量值,测试范围±10%;超出范围的用“×”表示,并及时送修 处理;暂停使用则用“△”表示,测试正常填写准确测试数据。 1.5 1.4 1.2 1 0.85 0.65 0.45
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28