指令代码培训教材
Q编程培训教材

MOONS’ 驱动器Q编程介绍上海安浦鸣志自动化设备有限公司关于Q Programmer§ Q Programmer是一款单轴运动控制的软件,用于鸣志可编程式的步进及伺 服驱动器。
Q Programmer允许用户为-Q和驱动器创建功能复杂的可独立运 行的程序。
Q Programmer环境支持的指令包括运行控制、I/O、驱动器配 置与状态、数学运算、寄存器操作和多任务处理。
Confidential主要特点• 单轴运动控制 • 执行驻留程序 • 多任务处理 • 条件判断 • 数学运算 • 寄存器操作 • 运动轨迹模拟 • 集成在线帮助 • 支持所有SS/ST/STAC系列的Q/C/IP型驱 动器 • 支持所有TSM/SSM/TXM/STM/SWM系 列的Q/C/IP型集成式马达ConfidentialQ的含义§ Q的含义 Q驱动器中的Q来 自单词queue。
这是因为Q 驱动器执行的命令是排入 栈,或缓存器, 储存在驱 动器控制部分。
定义:栈 是条目的列表或序列,条 目从栈的一边进入,从另一 边出。
对于我们的驱动器 ,栈中的条目就是指令, 当指令到达栈的底部的时 候控制器就 会执行该指令 。
栈存在于控制器不稳定 的存储部分中,当电源关 闭后留在栈中还没有执行 Confidential 的指令就 会丢失。
Q驱动器中的程序§ 每个驱动器中有12个非易失性存储单元,都可以用来存储指令,表现在QProgram中就 是有12个部分(segment),每个部分有62行,即一个栈的 长度。
每个部分中的指令可以马 上调入到栈中。
例如,我们开始程序先执 行segment 1,在最后有个指令是调segment 2到 栈中。
这个调用过程仅需 要125微秒,基本上可以忽略。
§ 12个部分相互调用,每个部分有62行指令,所以现在可以有744个指令, 可以实现更多 功能的组合Confidential§ Segment1 永远是在驱动器上电后第一个被执行的段落。
AB_PLC编程培训详解

(3)变址寻址方法简介:
下面简单介绍一下变址寻址的方式,变址寻址符号为#字符 ,在逻辑地址 的文件类型指示符的前面加#字符。在梯形图程序内可以使用一个以上的变址 地址。 在状态文件字24(S:24)内输入偏移址。所有变址指令都使用同样的字 S:24存储偏移值。处理器在基地址加偏移值处开始操作。 输入偏移值时应注意以下几点: 确认变址值(正值或负值)不会引起变址地址超越文件类型的边界。 当一条指令使用两个以上的变址地址时,对每个变址地址处理器使用相同 变址值。 必须在执行包含变址地址的指令前把变址字设定为偏移址。
RAM CPU工作区间 保持数据 程序文件
CPU
(3)输入输出寻址方法:
逻辑地址: N 7 : 文件类型 文件号 文件分隔符 字号 2 文件类型 文件号 文件分隔符 字号 位分隔符 位号 T 4 : 7 . ACC
整数文件内的字
结构文件内的字
N 7 :
2 / 5
B 3 / 31
ห้องสมุดไป่ตู้
文件类型 文件号 文件分隔符 字号 位分隔符 位号
4.存储器结构
(1)PLC的文件结构:
首先要理解文件结构,处理器通过用户创建的程序(叫做处理器文件) 进行控制。用户用编程设备执行的大部分操作包括在处理器文件内。处理 文件包括程序文件和数据文件两部分。
处理器文件
程序文件 数据文件
程序文件:
程序文件包括控制器信息、梯形图主程序、中断子程序以及其它一些子程序 对于SLC系列控制器,其程序文件的安排为: 系统程序(文件0)-包括不同系统的相关相关信息及用户的编程信息,如 处理器型号,I/O组态,处理器文件名,以及口令等。 保留(文件1)-文件被保留。 梯形图主程序(文件2)-本文件包括用户的主程序 梯形图子程序(文件3-225)-本文件包括供主程序调用的子程序。 对于MicroLogix1000系列控制器,程序文件的结构有所不同,这里不做过多 介绍。
指令代码培训教材
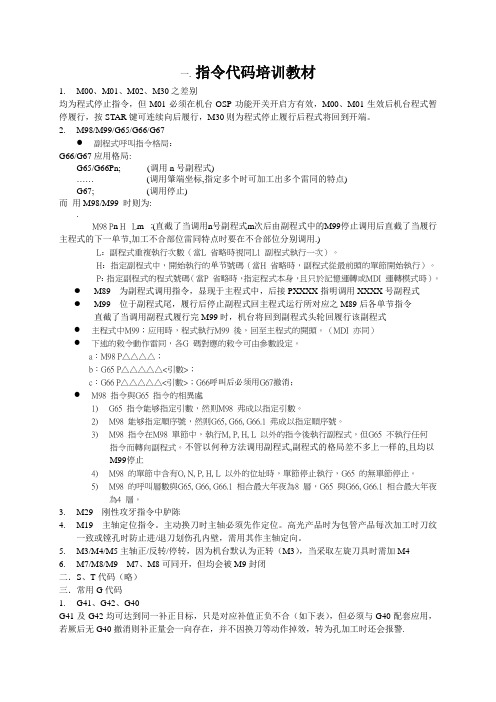
一.指令代码培训教材1.M00、M01、M02、M30之差别均为程式停止指令,但M01必须在机台OSP功能开关开启方有效,M00、M01生效后机台程式暂停履行,按STAR键可连续向后履行,M30则为程式停止履行后程式将回到开端。
2.M98/M99/G65/G66/G67●副程式呼叫指令格局:G66/G67应用格局:G65/G66Pn; (调用n号副程式)……(调用肇端坐标,指定多个时可加工出多个雷同的特点)G67; (调用停止)而用M98/M99 时则为:.M98 P n H_ L m;(直截了当调用n号副程式m次后由副程式中的M99停止调用后直截了当履行主程式的下一单节,加工不合部位雷同特点时要在不合部位分别调用.)L:副程式重複執行次數(當L 省略時視同L1 副程式執行一次)。
H:指定副程式中,開始執行的单节號碼(當H 省略時,副程式從最前頭的單節開始執行)。
P:指定副程式的程式號碼(當P 省略時,指定程式本身,且只於記憶運轉或MDI 運轉模式時)。
●M89 为副程式调用指令,显现于主程式中,后接PXXXX指明调用XXXX号副程式●M99 位于副程式尾,履行后停止副程式回主程式运行所对应之M89后各单节指令直截了当调用副程式履行完M99时,机台将回到副程式头轮回履行该副程式●主程式中M99;应用時,程式執行M99 後,回至主程式的開頭。
(MDI 亦同)●下述的敕令動作雷同,各G 碼對應的敕令可由參數設定。
a︰M98 P△△△△;b︰G65 P△△△△△<引數>;c︰G66 P△△△△△<引數>;G66呼叫后必须用G67撤消;●M98 指令與G65 指令的相異處1)G65 指令能够指定引數,然则M98 弗成以指定引數。
2)M98 能够指定順序號,然则G65, G66, G66.1 弗成以指定順序號。
3)M98 指令在M98 單節中,執行M, P, H, L 以外的指令後執行副程式,但G65 不執行任何指令而轉向副程式。
编程指令基础入门讲课文档

第七页,共227页。
第2章 可编程序控制器处理器及I/O 模块
(2).指示灯 电池指示灯“BATT”:
灯(红)亮表示电池盒里的电池该更换了。一般 该指示灯亮后,应在10天内及时更换电池,否 则可能因CMOS RAM的失效而造成程序的丢 失。
三、模拟量I/O模块
模拟量I/O模块:在模拟量信号和可编程序控制器 数据表之间进行A/D或D/A转换。包括标准模拟 量的输入/输出及直接热电阻和热电偶输入;这 些模块可用软件设置信号滤波,可对每个I/O设 置有效范围。隔离措施有输入信号与电源噪声 隔离,输入回路之间信号隔离。(A/D转换器)分 辨率有8位、12位等不同精度。模拟量输入/输出 方式可设定为电流型和电压型。
2
2 電流 +/- 10VDC或+/-20mA
2
2 電壓 +/- 10VDC或+/-20mA
0
4
0~21mA
0
4
+/- 10VDC
4
0 熱電偶J,K,T,E,N,R,S,B,+/- 50,100mV
4
0
RTD 電阻式
第十三页,共227页。
第2章 可编程序控制器处理器 及I/O模块
4。SLC500系列小型可编程处理器 (1)固定式SLC500控制器:将电源、输入与输出
第二十五页,共227页。
第3章 可编程序控制器的编程
第二十六页,共227页。
第3章 可编程序控制器的编程
• 可编程序控制器的编程方式
• 可编程序控制器的输入/输出寻址
• 可编程序控制器的内存组织 • 可编程序控制器的编程软件RSLogix500的使用 • 可编程序控制器的通信软件RSLinx的使用 • 可编程序控制器的仿真软件RSEmulate500的使用
三菱电机FX系列PLC培训教材(GXDeveloper)

常数
K(十进制常数)、H(十六进制常数)
指针
跳转指针:P 嵌套指针:N 中断指针:I
注意:各系列的FX PLC能使用的软元件数量有所不同,请参考《编程 手册》 2-2项。
FX PLC的编程工具及编程电缆
便携式编程器:
FX-10P(两行显示)、FX-20P(四行显示、带程序存储功能)
GX-Developer(Windows版):
8c199对计数条件的上升沿进行增计数计数值与设定值相等时计数器触点动作用rst指令复位触点和当前值计数器具体使用情况参见编程手册p4859fxplc应用指令说明cj跳转指令条件满足时向程序指定处跳转使用跳转指针pfxplc应用指令说明mov传送指令将一个源数据传送到目标数据可传送16位mov指令和32位dmov指令数据并可对指令进行脉冲化处理movpdmovp指令fxplc应用指令说明二进制四则运算add二进制加法sub二进制减法mul二进制乘法div二进制除法注意
缓冲存储器(BFM)位于特殊功能单元内,用于存放与 特殊功能有关的数据及模块状态等,BFM以16位为单位 存放数据,CPU通过FROM/TO指令访问BFM。
特殊功能单元(FX2N-4DA)
FX2N-4DA缓冲存储器分配:
BFM地址号 #0 说明 输出方式选择
BFM #0
H O O O O
CH4 CH3 CH2 CH1
例)。
FX PLC的发展历史
MELSEC系列PLC自1981年第一代F系列投入市场至今, 凭借其高性能与高信赖性,现全球销售业绩已超过六百万台。
FX3U – FX系列的最新机种!
F Series
1981: F系列 发售
2024版施耐德M340PLC培训教材

施耐德M340PLC培训教材•PLC基础知识•施耐德M340PLC硬件系统•施耐德M340PLC软件系统•基本指令与功能实现目录•高级功能应用与扩展•故障诊断与维护保养策略01PLC基础知识PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller,PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1969年美国DEC公司研制出第一台PLC开始,经过几十年的发展,PLC已经由最初的逻辑控制扩展到运动控制、过程控制等领域,成为工业自动化领域的重要组成部分。
PLC工作原理及结构组成工作原理PLC采用循环扫描的工作方式,通过输入接口采集现场信号,经过内部处理后再通过输出接口控制现场设备。
结构组成主要包括CPU、存储器、输入输出接口、电源等部分。
其中,CPU是PLC的核心部件,负责执行用户程序;存储器用于存储用户程序和数据;输入输出接口用于连接现场设备和PLC内部电路;电源为PLC提供工作电压。
PLC编程语言与标准编程语言PLC的编程语言主要有梯形图(LD)、指令表(IL)、功能块图(FBD)、顺序功能图(SFC)和结构化文本(ST)五种。
其中,梯形图是最常用的编程语言,具有直观易懂的优点。
标准国际电工委员会(IEC)制定了PLC的编程语言和通信标准,即IEC 61131-3标准。
该标准规定了PLC编程语言的语法、语义和显示方式,以及PLC之间通信的协议和规范,为不同厂商生产的PLC 提供了统一的编程和通信接口。
02施耐德M340PLC硬件系统CPU 模块内存模块通信模块提供大容量存储空间,支持程序和数据的高效存储。
支持多种通信协议,实现与其他设备的可靠通信。
0302 01采用高性能处理器,实现快速逻辑运算和数据处理。
可根据需求添加扩展模块,实现更多功能。
体积小巧,节省安装空间。
采用工业级元器件,确保长时间稳定运行。
支持在线诊断和远程维护,降低维护成本。
西门子STEP7编程方法(培训教材)
调用程序块
(OB, FB, FC)
被调用的块
(FB, FC, SFB, SFC)
程序执行 程序执行
调用另一个块的指令
块结束
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: 2011/7/27 File No.: SSP1_03C.15
Date: 2011/7/27 File No.: SSP1_03C.17
Information and Training Center Knowledge for Automation
S7-300
槽号 1 2 4 5 6 7 8 9 10
模块
PS
CPU
SM
SM
SM
SM
PS 机架 2
IM
(接受)
64.0 to 67.7
68.0 to 70.7
72.0 to 75.7
76.0 to 79.7
80.0 to 83.7
84.0 to 87.7
88.0 to 91.7
92.0 to 95.7
PS 机架 1
IM
(接受)
32.0 to 35.7
36.0 to 39.7
40.0 to 43.7
Date: 2011/7/27 File No.: SSP1_03C.11
Information and Training Center Knowledge for Automation
块类型 组织块 (OB)
特性 - 操作系统和用户程序的接口 - 各层次的优先级 (1 ~ 26) - 局部数据堆栈中的特殊启动信息 - 带参数 / 数据保持 - 不带参数 / 数据保持 - 不带参数 / 数据不保持 - 只传递一个返回值 (调用时必须分配参数) - 数据不保持 - 可带参数 - 结构化,局部存储 (背景 DB) - 结构化,全局数据存储 (在整个程序中均有效)
西门子S7-300 400高级编程培训教材

/输出参数 有存储区域,即不仅有临时变量而且
还有静态变量 使用本身数据区域进行调用
(创建背景) “数据封装”
应用:
定时器和计数器功能 使用内部状态控制过程设备
锅炉 电机,阀,等等。
CALL FB5, DB16 Start :=I 0.0 Stop :=I 0.1 Motor_on :=Q8.0 Speed :=QW12
Drive_3 状态 数据
Drive_1 Drive_2
SIMATIC S7
Siemens AG 2001. All rights reserved.
Date: File:
2019/11/4 PRO2_06E.10
Drive_3
SITRAIN Training for
Automation and Drives
FC21
DB5 "Temperature"
只能通过符号来进行参数的赋值
Network(段) 1: 在功能FC21里,声明一个数组Mes_Val
CALL FC 21 Mes_Val:="Temperature".sequence
SIMATIC S7
Siemens AG 2001. All rights reserved.
输出参数: Block -> Caller
输入/输出参数: Caller <-> Block
参数形成了块的一个“shell”:
参数位于代码段 与“局部”变量类似
参数可以为任何数据类型 在调用期间进行数据类型检查 例外情况:POINTER,ANY
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.常用M代码1.M00、M01、M02、M30之区别均为程式结束指令,但M01必须在机台OSP功能开关开启方有效,M00、M01生效后机台程式暂停执行,按STAR键可继续向后执行,M30则为程式结束执行后程式将回到开始。
2.M98/M99/G65/G66/G67●副程式呼叫指令格式:G66/G67使用格式:G65/G66Pn; (调用n号副程式)……(调用起始坐标,指定多个时可加工出多个相同的特征)G67; (调用结束)而用M98/M99 时则为:.M98 P n H_ L m;(直接调用n号副程式m次后由副程式中的M99结束调用后直接执行主程式的下一单节,加工不同部位相同特征时要在不同部位分别调用.)L:副程式重複執行次數(當L 省略時視同L1 副程式執行一次)。
H:指定副程式中,開始執行的单节號碼(當H 省略時,副程式從最前頭的單節開始執行)。
P:指定副程式的程式號碼(當P 省略時,指定程式本身,且只於記憶運轉或MDI 運轉模式時)。
●M89 为副程式调用指令,出现于主程式中,后接PXXXX指明调用XXXX号副程式●M99 位于副程式尾,执行后结束副程式回主程式运行所对应之M89后各单节指令直接调用副程式执行完M99时,机台将回到副程式头循环执行该副程式●主程式中M99;使用時,程式執行M99 後,回至主程式的開頭。
(MDI 亦同)●下述的命令動作相同,各G 碼對應的命令可由參數設定。
a︰M98 P△△△△;b︰G65 P△△△△△<引數>;c︰G66 P△△△△△<引數>;G66呼叫后必须用G67取消;●M98 指令與G65 指令的相異處1)G65 指令可以指定引數,但是M98 不可以指定引數。
2)M98 可以指定順序號,但是G65, G66, G66.1 不可以指定順序號。
3)M98 指令在M98 單節中,執行M, P, H, L 以外的指令後執行副程式,但G65 不執行任何指令而轉向副程式。
无论以何种方式调用副程式,副程式的格式都是一样的,且均以M99结束4)M98 的單節中含有O, N, P, H, L 以外的位址時,單節停止執行,G65 的無單節停止。
5)M98 的呼叫層數與G65, G66, G66.1 相合最大為8 層,G65 與G66, G66.1 相合最大為4 層。
3.M29 刚性攻牙指令中详述4.M19 主轴定位指令。
自动换刀时主轴必须先作定位。
高光产品时为保证产品每次加工时刀纹一致或镗孔时防止进/退刀划伤孔内壁,需用其作主轴定向。
5.M3/M4/M5主轴正/反转/停转,由于机台默认为正转(M3),当采用左旋刀具时需加M46.M7/M8/M9 M7、M8可同开,但均会被M9关闭二.S、T代码(略)三.常用G代码1.G41、G42、G40G41及G42均可达到同一补正目的,只是对应补值正负不同(如下表),但必须与G40配套使用,若其后无G40取消则补正量会一直存在,并不因换刀等动作失效,转为孔加工时还会报警.双向来回加工时若用同一补正号(值)会过切,故请慎用。
另添加补正位尽量设在刀具与工件接触前,G40取消于刀具撤离工件后。
圆弧切削当添加补正量大于切削半径时圆弧计算会发生干渗报警2.G68、G69G68X α Yβ R_;(X α Yβ)为旋转心绝对坐标,R接正值为右旋,负值为左旋,需用G69取消3.G81、G83、G84、G74、G80、G98/G99依次为点钻、啄钻、右攻牙、左攻牙、孔加工循环取消;●啄钻一孔时Q值与啄钻次数N计算法:N={|Z-R|/Q} 进位至整数值;●采用G99时加工完该孔后刀具将退回到R值位;●采用G99时加工完该孔后刀具将退回到钻孔循环指令前一Z值位;●部分三菱系统支持在标准攻牙时采用啄式攻牙及不同的进退速度,格式如下:G98/G99 G84 X_Y_ Z_ R_ Q_ F_ S1 _,S2_;注:S1 _,S2_分别指攻牙与退刀速度F为所攻牙之牙矩,攻牙速度受S控制,且此时操作面板上之转速控制钮失效。
●刚性攻牙格式:M29S_;G98/G99 G84 X_Y_ Z_ R_ F_;F值为攻牙速度,牙矩=F/SG80;●为改善加工孔之内壁光洁度或垂直度及微量加大孔径可采用孔底自动暂停,如:G98/G99 G81 X_Y_ Z_ R_ F_ P2000;P2000指孔底暂停2秒4.G00、G01、G02、G03、G04●G00 快速进给,三菱系统受参数2001设定控制,mm/分。
●G01直线插补加工。
●G02/G03 顺时针/逆时针圆弧补间。
格式为:G02/G03 X_Y_ Z_ R_ F_;G02/G03 X_Y_ Z_ I_J_K_ F_;G02/G03 X_Y_ Z_I_J_P_F_;G02/G03 I_/J_ F_;平面全圆加工注:X_Y_ Z_为圆弧加工终点刀具所处位置;R为圆弧半径,且正值指弧心角小于1800 ,负值则指弧心角大于1800 ;I_J_K_则代表圆弧所对应之圆心坐标,I、J其中之一不指定则指值为0,圓弧中心座標值必須使用從始點起的增量指令;仅部分三菱系统采用P_可实现螺旋线切削(可实用于铣牙或铣螺纹),下刀点应在圆弧上。
若底层需为平面时,还需另加一圈收平。
每圈下切削深度(可视为牙矩)为:(Z0 - Z_ )/ P_ Z0为下刀前深度●當圓弧的終點與起點重合時,終點座標可以不指定,且用I, J 和K 指定圓心座標,此時所指定的(真圓),可做360o 的圓弧切削。
●始點半徑與終點半徑不在同一圓弧上時,造成下列的情況。
¬當誤差△R 值大於參數#1084RadErr 設定值時,在圓弧起點產生程式錯誤“P70”。
-誤差△R 在參數設定值以下時,以渦旋形補間向指令終點移動。
參數設定範圍為0.001∼1.000 (mm) 。
●R 与圆心及起始点的关系如上图。
●指定的圓弧補間指令,必須滿足下列條件:L/2≤r如果(L2-r)≧(參數︰#1084 Rad Err)則產生錯誤。
式中L 為圓弧起點與終點的直線。
●同一單節中,R 半徑及I, J (K) 同時指定時,R 指定圓弧指令優先,真圓指令(始點與終點一致)時,請用I, J (K) 指定圓弧指令。
(因為以R 指定時,執行立即完了,無動作發生)。
平面選擇與I, J, K 指定圓弧指令相同。
●G04 暂停指令,用法如示例:G04 X 5000 ;⋯⋯⋯⋯⋯⋯暫停時間5 秒G04 P 5000 ;⋯⋯⋯⋯⋯⋯暫停時間5 秒G04 X 5. ;⋯⋯⋯⋯⋯⋯暫停時間5 秒G02为顺时针插补,G03为逆时针插补,在XY平面中,格式如下:G02/G03 X_ Y_ I_ K_ F_或G02/G03 X_ Y_ R_ F_,其中X、Y为圆弧终点坐标,I、J为圆弧起点到圆心在X、Y轴上的增量值,R为圆弧半径,F为进给量。
在圆弧切削时注意,q≤180°,R为正值;q>180°,R为负值;I、K的指定也可用R指定,当两者同时被指定时,R指令优先,I、K无效;R不能做整圆切削,整圆切削只能用I、J、K编程,因为经过同一点,半径相同的圆有无数个。
当有I、K为零时,就可以省略;无论G90还是G91方式,I、J、K都按相对坐标编程;圆弧插补时,不能用刀补指令G41/G42。
5.G10 刀补/座标等设定●工件坐标系輸入格式G90/ G91 G10 L2 P_Xp_Yp_Zp;(註)G91 模式時,補正量為增量值,程式執行時,補正量累積加算。
所以,在G10指令前的G90 或G91 模式需注意。
P值为0 指设定外部工件座標,1~6则依次指设定G54~G59座标系,P 為0~6 以外之數字時,P 之值視為1。
當P 省略時,視為現在選擇中的工件座標補正量輸入。
●G92与G54~G59之间的优缺点G54~G59是在加工前设定好的坐标系,而G92是在程序中设定的坐标系,用了G54~G59就没有必要再使用G92,否则G54~G59会被替换,应当避免。
G92 指定格式:G92 Xx1 Yy1 Zz1 αα1;(α表示附加軸, x1 y1 z1均指原点坐标所对应的机械座标值)注意:(1)一旦使用了G92设定坐标系,再使用G54~G59不起任何作用,除非断电重新启动系统,或接着用G92设定所需新的工件坐标系。
若要偏坐标在G54~G60中设定将无效,只可修改G92后的x1 y1 z1(2)使用G92的程序结束后,若机床没有回到G92设定的原点,就再次启动此程序,机床当前所在位置就成为新的工件坐标原点,易发生事故,慎用。
●刀具補正輸入格式G10 L10 P_R_;長補正形狀補正G10 L11 P_R_;長補正磨耗補正G10 L12 P_R_;徑形狀補正G10 L13 P_R_;徑磨耗補正6.G52 局部坐标系设定●機能及目的在G54~G59 的各工件座標系上可以用G52 指令,指定局部座標系的程式原點。
G52 指令可以取代G92 指令﹐用來指定加工程式的原點與工件株點的偏移量。
●(2) 指令格G54 (G54–G59) G52 Xx1 Yy1 Zz1 αα1;(α表示附加軸)●G52 指令指定後在下一G52 指令指定前保持有效。
且G52 指令指定時不產生移動。
●G52指令可以不改變工件座標系(G54~G59) 而可以任意再設定加工的座標系。
●電源投入後,參考原點復歸及擋塊式手動參考原點復歸時局部座標系被取消。
●(G54~G59) G52X 0 Y 0 Z 0 α0;可取消局部座標系。
●絕對值模式(G90) 時的座標指令會向局部座標系的位置移動。
四、同一条程序段中,相同指令(相同地址符)或同一组指令,后出现的起作用。
例如,换刀程序,T2M06T3; 换上的是T3而不是T2;G01 G00 X50.0 Y30.0 F200; 执行的是G00(虽有F值,但也不执行G01)。
不是同一组的指令代码,在同一程序段中互换先后顺序执行效果相同。
G90 G54 G00 X0 Y0 Z100.0;G00 G90 G54 X0 Y0 Z100.0;五、条件格式的宏指令IF…GO TO或WHILE…DO的用法IF…GO TO:Nn 指定可能重复执行的跳转起点……. 重复的加工程式段IF[ ] GO TO n 设定跳转的条件及目标n(意思是:如果满足[条件]则跳到前面的第n单节开始执行)WHILE…DO:WHILE[ ] DO n 设定执行的条件及终点处n (意思是:当满足[条件]则执行到后面的处…….. 重复的加工程式段ENDn 指定可能重复执行的程式段结束终点使用IF-GOTO及WHILE~DO~可以控制程式的流程。
●IF-GOTO为跳转當條件式成立時,程式分歧至n 執行;不成立時,執行次一單節。