泄漏率统计及检查标准
氦检漏漏率及水检漏标准
1 范围本标准规定了压缩机泄漏的检测方法及泄漏的判定标准。
本标准适用于公司内所有压缩机的泄漏检测。
2 引用标准GB/T21360-2008 《汽车空调用制冷压缩机》。
3 名词备注压力:文中所指压力在未说明时均指表示压力氦检:指氦质谱检漏方法,文中简称氦检。
4 检漏方法包括水检漏和氦气检漏两种方法。
4.1 水检漏气泡检漏法适用于允许承受正压的容器、管道、零部件、密封元件等的气密性检验。
在被检件内充入一定压力的示漏气体后放入清洁水中, 气体通过漏孔进入周围的液体形成气泡, 气泡形成的地方就是漏孔存在的位置, 根据气泡形成的速率、气泡的大小以及所用气体和清洁水的物理性质,计算出漏孔的泄漏率。
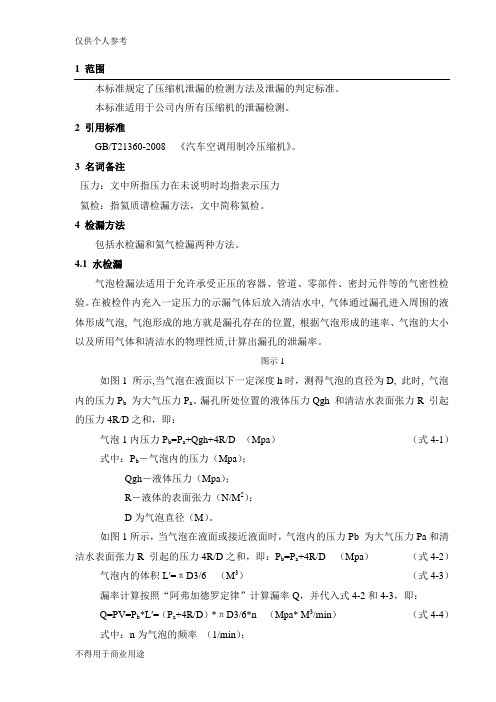
图示1如图1 所示,当气泡在液面以下一定深度h时,测得气泡的直径为D, 此时, 气泡内的压力P b为大气压力P a、漏孔所处位置的液体压力Qgh 和清洁水表面张力R 引起的压力4R/D之和,即:气泡1内压力P b=P a+Qgh+4R/D (Mpa)(式4-1)式中:P b-气泡内的压力(Mpa);Qgh-液体压力(Mpa);R-液体的表面张力(N/M2);D为气泡直径(M)。
如图1所示,当气泡在液面或接近液面时,气泡内的压力Pb 为大气压力Pa和清洁水表面张力R 引起的压力4R/D之和,即:P b=P a+4R/D (Mpa)(式4-2)气泡内的体积L′=πD3/6 (M3)(式4-3)漏率计算按照“阿弗加德罗定律”计算漏率Q,并代入式4-2和4-3,即:Q=PV=P b*L′=(P a+4R/D)*πD3/6*n (Mpa* M3/min)(式4-4)式中:n为气泡的频率(1/min);R 取20度时的水张力0.0728(N/M )。
根椐公式:PV=nRT (式4-5)查表得:n=1/102=0.00980(质量分数1/g);R=8.31 (气体常数pa* M 3/S );T=293.15 (20℃的绝对温度K )。
设备泄漏率统计标准

设备泄漏率统计标准一、密封点分类和统计范围1、动密封:各种机电设备(包括机床)的连续运动、旋转和住复、的两个部件之间的密封,属于动密封。
如压缩机轴,泵轴,各种釜类旋转轴等的密封均属动密封。
2、静密封:设备(包括机床)和厂内采暖设备、及其附属管线和附件,在运行过程中两个没有相对运动的部件之间的密封属于静密封。
如设备管线上的法兰、各种阀门、丝堵、活接头;机泵设备上的油标、附属管线;电气设备的变压器、油开关、电缆头;仪表孔板、调节阀、附属引线;以及其他设备的结合部位均属静密封。
二、密封点统计标准:1、动密封点的统计标准:一对连续运动、旋转或往复、两个部件之间的密封算一个动密封点。
2、静密封点的统计标准:一个静密封点接合处,算一个静密封点。
如一对法兰,不论其规格大小,均算一个密封点。
一个阀门一般算四个密封点,如阀门后有丝堵或阀后紧接放空,则应各多算一点。
一个丝扣活接头,算三个密封点。
特别部位如连接法兰的螺栓孔与设备内部是连通的,除了接合面算一个密封点外,有几个螺栓孔应加几个密封点。
3、泄漏点的统计标准:有一处泄漏,就算一个泄漏点,不论是密封点或因焊缝裂纹、砂眼、腐蚀以及其他原因造成的泄漏,均作泄漏点统计。
泄漏率计算公式:泄漏率=(泄漏点数/静密封点数)×1000(0/00)三、动、静密封检验标准:(一)、静密封检验标准:1、设备及管线的接合部位用,肉眼观察不结焦、不冒烟、无漏痕、无渗迹、无污垢。
2、仪表设备及汽、风源引线,焊接及其他连接部位用肥皂水试漏,无气泡;真空部位,用薄纸条顺的办法。
3、电气设备变压器、油开关、油浸纸绝缘电缆头等接合部位,用肉眼观察无渗漏。
4、氧气、氮气、空气系统,用用肥皂水检查无气泡。
5、蒸汽系统,用肉眼观察不漏气无水垢。
6、酸、碱等化学系统,用肉眼观察无渗迹、无漏痕、不结垢、不冒烟或用精密试纸试漏不变色。
7、水、油系统,宏观检查或用手摸无渗漏、无水垢。
8、各种机床的各种变速箱、立轴、变速手柄、宏观检查无明显渗漏。
110-2016 sf6 泄漏率标准
110-2016标准是关于氟硫化硫(SF6)气体绝缘金属封闭开关设备中气体泄漏率的测量和评估的国家标准。
该标准规定了氟硫化硫气体绝缘金属封闭开关设备的气体泄漏率的测量方法和评价标准,旨在保障设备的安全运行和环境保护。
在工业生产和电力系统中,氟硫化硫气体绝缘金属封闭开关设备被广泛应用于电力输配电网、变电站、工矿企业等领域,其安全运行直接关系到工业和电力系统的正常运行。
然而,由于设备长期运行和环境因素等原因,气体绝缘金属封闭开关设备存在气体泄漏的风险。
110-2016标准的制定和实施对于确保设备的安全性和可靠性具有重要意义。
110-2016标准共有6部分内容,分别是:范围、引用标准、术语和定义、气体泄漏率测量方法、气体泄漏率评估和气体泄漏率监控。
在范围部分,明确了本标准适用的范围和规定的内容;引用标准部分列出了本标准涉及的相关标准和规范;术语和定义部分对本标准中涉及的专业术语进行了解释和定义,为标准的正确理解和执行提供了基础;气体泄漏率测量方法部分详细介绍了气体泄漏率的检测方法和测量步骤,包括测量设备、仪器的选择和使用、测量时的操作要点等内容;气体泄漏率评估部分对测量得到的气体泄漏率进行评价和判定标准进行了规定;气体泄漏率监控部分说明了气体绝缘金属封闭开关设备需要进行气体泄漏率的常规监测管理。
110-2016标准对气体泄漏率的测量和评估进行了系统化的规范,有利于提高气体绝缘金属封闭开关设备在运行中的安全性和稳定性,减少因气体泄漏引起的故障和事故。
该标准的实施也有助于降低氟硫化硫气体对环境的污染,保护生态环境,符合节能减排和可持续发展的要求。
110-2016标准的颁布和实施,对于促进气体绝缘金属封闭开关设备的安全运行和环境保护具有重要意义。
企业应当按照该标准的要求加强设备的气体泄漏率的测量和评估工作,并严格执行相关的监测管理制度,确保设备的安全运行,保护环境。
相关部门和机构也应当加强对该标准的推广和宣传,提高企业和从业人员对该标准的认识和执行力度,共同促进气体绝缘金属封闭开关设备的安全性和环境友好型发展。
氦检漏漏率及水检漏标准

1 范围本标准规定了压缩机泄漏的检测方法及泄漏的判定标准。
本标准适用于公司内所有压缩机的泄漏检测。
2 引用标准GB/T21360-2008 《汽车空调用制冷压缩机》。
3 名词备注压力:文中所指压力在未说明时均指表示压力氦检:指氦质谱检漏方法,文中简称氦检。
4 检漏方法包括水检漏和氦气检漏两种方法。
4.1 水检漏4.1.1水检漏漏率理论计算(气泡观察检漏)气泡检漏法适用于允许承受正压的容器、管道、零部件、密封元件等的气密性检验。
在被检件内充入一定压力的示漏气体后放入清洁水中, 气体通过漏孔进入周围的液体形成气泡, 气泡形成的地方就是漏孔存在的位置, 根据气泡形成的速率、气泡的大小以及所用气体和清洁水的物理性质,计算出漏孔的泄漏率。
图示1如图1 所示,当气泡在液面以下一定深度h时,测得气泡的直径为D, 此时, 气泡内的压力P b为大气压力P a、漏孔所处位置的液体压力Qgh 和清洁水表面张力R 引起的压力4R/D之和,即:气泡1内压力P b=P a+Qgh+4R/D (Mpa)(式4-1)式中:P b-气泡内的压力(Mpa);Qgh-液体压力(Mpa);R-液体的表面张力(N/M2);D为气泡直径(M)。
如图1所示,当气泡在液面或接近液面时,气泡内的压力Pb 为大气压力Pa和清洁水表面张力R 引起的压力4R/D之和,即:P b=P a+4R/D (Mpa)(式4-2)气泡内的体积L′=πD³/6 (M3)(式4-3)漏率计算按照“阿弗加德罗定律”计算漏率Q,并代入式4-2和4-3,即:Q=PV=P b*L′=(P a+4R/D)*πD³/6*n (Mpa* M3/min)(式4-4)式中:n为气泡的频率(1/min);R取20度时的水张力0.0728(N/M)。
根椐公式:PV=nRT (式4-5)查表得:n=1/102=0.00980(质量分数1/g);R=8.31 (气体常数pa* M3/S);T=293.15 (20℃的绝对温度K)。
动态泄漏率检查范文大全

动态泄漏率检查范文大全第一篇:动态泄漏率检查动态泄漏率检查注:对于低于1.01G EPROM的版本,请联系中国服务部。
警告:电源关闭并锁定了高压断路器(S)。
否则,这样可能会导致触电死亡。
第1步在微处理器控制板,安装服务跳线JP4和JP5。
第3步按F4在诊断面板,直到模式9.0出现在系统压力显示。
该压力控制阀在真空泵将关闭,显示屏将模式之间交替9.0和系统压力。
第5步-记录初始压力,等待10分钟,然后记录新的压力。
减去从第二和随后的第一压力除以10这个数字。
其结果是动态泄漏率在托/分钟。
如果是大于静态泄漏率,执行动态真空泄漏故障排除后面。
EXAMPLE: Initial pressure = 95.2 torr.After 10 minutes the new pressure = 96.0 torr.96.0 torr-95.2 torr ¨ 0.8 torr ¸ 10 minutes = 0.08 torr/minute 0.8 torr动态真空泄漏故障排除如果激光似乎有一个动态真空泄漏,请检查以下内容:·小裂缝谐振器玻璃·不良的坐姿茎在上游气歧管或上游换热器·在上游气歧管或上游换热器的松端板·宽松阴极耦合器,耦合器终板和谐振器耦合中心如果仍未检测的动态真空泄漏源,请联系中国服务部。
第二篇:泄漏率统计及检查标准设备泄漏率统计标准一、密封点分类和统计范围1、动密封:各种设备的连续运动、旋转和住复、的两个部件之间的密封,属于动密封。
如压缩机轴,泵轴,各种釜类旋转轴等的密封均属动密封。
2、静密封:设备及其附属管线和附件,在运行过程中两个没有相对运动的部件之间的密封属于静密封。
如设备管线上的法兰、各种阀门、丝堵、活接头;机泵设备上的油标、附属管线以及其他设备的结合部位均属静密封。
二、密封点统计标准1、动密封点的统计标准:一对连续运动、旋转或往复、两个部件之间的密封算一个动密封点。
氦检漏漏率及水检漏标准

1 范围本标准规定了压缩机泄漏的检测方法及泄漏的判定标准。
本标准适用于公司内所有压缩机的泄漏检测。
2 引用标准GB/T21360-2008 《汽车空调用制冷压缩机》。
3 名词备注压力:文中所指压力在未说明时均指表示压力氦检:指氦质谱检漏方法,文中简称氦检。
4 检漏方法包括水检漏和氦气检漏两种方法。
水检漏水检漏漏率理论计算(气泡观察检漏)气泡检漏法适用于允许承受正压的容器、管道、零部件、密封元件等的气密性检验。
在被检件内充入一定压力的示漏气体后放入清洁水中, 气体通过漏孔进入周围的液体形成气泡, 气泡形成的地方就是漏孔存在的位置, 根据气泡形成的速率、气泡的大小以及所用气体和清洁水的物理性质,计算出漏孔的泄漏率。
图示1如图1 所示,当气泡在液面以下一定深度h时,测得气泡的直径为D, 此时,气泡内的压力Pb 为大气压力Pa、漏孔所处位置的液体压力Qgh 和清洁水表面张力R 引起的压力4R/D之和,即:气泡1内压力Pb =Pa+Qgh+4R/D (Mpa)(式4-1)式中:Pb-气泡内的压力(Mpa);Qgh-液体压力(Mpa);R-液体的表面张力(N/M2);D为气泡直径(M)。
如图1所示,当气泡在液面或接近液面时,气泡内的压力Pb 为大气压力Pa和清洁水表面张力R 引起的压力4R/D之和,即:Pb =Pa+4R/D (Mpa)(式4-2)气泡内的体积L′=πD3/6 (M3)(式4-3)漏率计算按照“阿弗加德罗定律”计算漏率Q ,并代入式4-2和4-3,即: Q=PV=P b *L ′=(P a +4R/D )*πD3/6*n (Mpa* M 3/min ) (式4-4)式中:n 为气泡的频率 (1/min ); R 取20度时的水张力(N/M )。
根椐公式:PV=nRT (式4-5)查表得:n=1/102=(质量分数1/g); R= (气体常数pa* M 3/S ); T= (20℃的绝对温度K )。
设备完好率、泄漏率标准及计算

设备完好率、泄漏率标准及计算目录设备完好率及完好标准 (2)一、设备完好率的定义: (2)二、计算公式: (2)设备泄漏率及完好标准 (2)一、密封点分类和统计范围: (2)二、密封点完好标准: (3)三、动、静密封检验标准: (4)设备完好率及完好标准一、设备完好率的定义:完好的生产设备在全部生产设备中的比重,它是反映企业设备技术状况和评价设备管理工作水平的一个重要指标。
二、计算公式:①设备完好率=完好设备总台数÷生产设备总台数×100%=[(一级完好设备数加二级完好设备数)÷生产设备总台数]×100%公式中的设备总台数包括在用、停用、封存的设备。
②设备完好标准是设备管理的基本依据。
③设备完好标准是设备处于完好技术状态的检查根据,也是计算设备完好率的基础与前提。
设备泄漏率及完好标准一、密封点分类和统计范围:1、动密封:各种机电设备(包括机床)的连续运动、旋转和住复、的两个部件之间的密封,属于动密封。
如压缩机轴,泵轴,各种釜类旋转轴等的密封均属动密封。
2、静密封:设备(包括机床)和厂内采暖设备、及其附属管线和附件,在运行过程中两个没有相对运动的部件之间的密封属于静密封。
如:①设备管线上的法兰、各种阀门、丝堵、活接头;②机泵设备上的油标、附属管线;③电气设备的变压器、油开关、电缆头;④仪表孔板、调节阀、附属引线;以及其他设备的结合部位均属静密封。
二、密封点完好标准:1、动密封点的统计标准:一对连续运动、旋转或往复、两个部件之间的密封算一个动密封点。
2、静密封点的统计标准:一个静密封点接合处,算一个静密封点。
如:一对法兰,不论其规格大小,均算一个密封点。
一个阀门一般算四个密封点,如阀门后有丝堵或阀后紧接放空,则应各多算一点。
一个丝扣活接头,算三个密封点。
特别部位如连接法兰的螺栓孔与设备内部是连通的,除了接合面算一个密封点外,有几个螺栓孔应加几个密封点。
3、泄漏点的统计标准:有一处泄漏,就算一个泄漏点,不论是密封点或因焊缝裂纹、砂眼、腐蚀以及其他原因造成的泄漏,均作泄漏点统计。
设备泄漏率统计标准

设备泄漏率统计标准一、密封点分类和统计范围1、动密封:各种机电设备(包括机床)的连续运动、旋转和住复、的两个部件之间的密封,属于动密封。
如压缩机轴,泵轴,各种釜类旋转轴等的密封均属动密封。
2、静密封:设备(包括机床)和厂内采暖设备、及其附属管线和附件,在运行过程中两个没有相对运动的部件之间的密封属于静密封。
如设备管线上的法兰、各种阀门、丝堵、活接头;机泵设备上的油标、附属管线;电气设备的变压器、油开关、电缆头;仪表孔板、调节阀、附属引线;以及其他设备的结合部位均属静密封。
二、密封点统计标准:1、动密封点的统计标准:一对连续运动、旋转或往复、两个部件之间的密封算一个动密封点。
2、静密封点的统计标准:一个静密封点接合处,算一个静密封点。
如一对法兰,不论其规格大小,均算一个密封点。
一个阀门一般算四个密封点,如阀门后有丝堵或阀后紧接放空,则应各多算一点。
一个丝扣活接头,算三个密封点。
特别部位如连接法兰的螺栓孔与设备内部是连通的,除了接合面算一个密封点外,有几个螺栓孔应加几个密封点。
3、泄漏点的统计标准:有一处泄漏,就算一个泄漏点,不论是密封点或因焊缝裂纹、砂眼、腐蚀以及其他原因造成的泄漏,均作泄漏点统计。
泄漏率计算公式:泄漏率=(泄漏点数/静密封点数)×1000(0/00)三、动、静密封检验标准:(一)、静密封检验标准:1、设备及管线的接合部位用,肉眼观察不结焦、不冒烟、无漏痕、无渗迹、无污垢。
2、仪表设备及汽、风源引线,焊接及其他连接部位用肥皂水试漏,无气泡;真空部位,用薄纸条顺的办法。
3、电气设备变压器、油开关、油浸纸绝缘电缆头等接合部位,用肉眼观察无渗漏。
4、氧气、氮气、空气系统,用用肥皂水检查无气泡。
5、蒸汽系统,用肉眼观察不漏气无水垢。
6、酸、碱等化学系统,用肉眼观察无渗迹、无漏痕、不结垢、不冒烟或用精密试纸试漏不变色。
7、水、油系统,宏观检查或用手摸无渗漏、无水垢。
8、各种机床的各种变速箱、立轴、变速手柄、宏观检查无明显渗漏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备泄漏率统计标准
一、密封点分类和统计范围
1、动密封:各种设备的连续运动、旋转和住复、的两个部件之间的密封,属于动密封。
如压缩机轴,泵轴,各种釜类旋转轴等的密封均属动密封。
2、静密封:设备及其附属管线和附件,在运行过程中两个没有相对运动的部件之间的密封属于静密封。
如设备管线上的法兰、各种阀门、丝堵、活接头;机泵设备上的油标、附属管线以及其他设备的结合部位均属静密封。
二、密封点统计标准
1、动密封点的统计标准:一对连续运动、旋转或往复、两个部件之间的密封算一个动密封点。
2、静密封点的统计标准:一个静密封点接合处,算一个静密封点。
如一对法兰,不论其规格大小,均算一个密封点。
一个阀门一般算四个密封点,如阀门后有丝堵或阀后紧接放空,则应各多算一点。
一个丝扣活接头,算三个密封点。
特别部位如连接法兰的螺栓孔与设备内部是连通的,除了接合面算一个密封点外,有几个螺栓孔应加几个密封点。
3、泄漏点的统计标准:有一处泄漏,就算一个泄漏点,不论是密封点或因焊缝裂纹、砂眼、腐蚀以及其他原因造成的泄漏,均作泄漏点统计。
4.泄漏率计算公式静(动)密封点泄漏率(‰)=静(动)密封点泄漏点数/静(动)密封点数×1000‰
三、动、静密封检验标准:
(一)、静密封检验标准:
1、设备及管线的接合部位用,肉眼观察不结焦、不冒烟、无漏痕、无渗迹、无污垢。
2、仪表设备及汽、风源引线,焊接及其他连接部位用肥皂水试漏,无气泡;真空部位,用薄纸条顺的办法。
3、电气设备变压器、油开关、油浸纸绝缘电缆头等接合部位,用肉眼观察无渗漏。
4、氧气、氮气、空气系统,用用肥皂水检查无气泡。
5、蒸汽系统,用肉眼观察不漏气无水垢。
6、酸、碱等化学系统,用肉眼观察无渗迹、无漏痕、不结垢、不冒烟或用精密试纸试漏不变色。
7、水、油系统,宏观检查或用手摸无渗漏、无水垢。
8、各种机床的各种变速箱、立轴、变速手柄、宏观检查无明显渗漏。
没有密封的部位,如滑枕、导轨等不进行统计和考核。
(二)、动密封检验标准:
1、各类往复压缩机曲轴箱盖透平压缩机的轴瓦允许有微渗油,但要经常擦净。
2、各类往复压缩机填料,透平压缩机的气封,使用初期不允许泄漏,到运行间隔期末允许有微漏。
各种注油器允许有微漏现象,但要经常擦净。
3、各种传动设备采用油环的轴承不允许漏油,采用注油的轴承允许有微渗并应随时擦净。
4、水泵填料允许泄漏范围初期每分钟不多于60滴。
5、凡使用机械密封的各类泵,初期不允许有泄漏,末期每分钟不超过60滴。
6、水泵泄漏如出现漏水成线现象,属于严重泄漏设备。
四、记录及考核
1、各车间职责:做好本区域的静、动密封点初始统计工作,设备增减及时变更,建好台帐。
做好日常维护及密封点、泄漏率、设备完好率的统计工作,建立记录台帐并考核。
2、各车间新增装置增加密封点及时统计报设备科,经设备科批准后泄漏率考核变更。
3、设备科不定期检查各车间泄漏点及台帐情况,按规定考核,同时做好全厂设备密封点统计工作,建立台帐。
4、具体考核方法及评分标准见附表。