薄壁零件车工夹具设计
车削薄壁零件的弹性夹具设计
车削薄壁霉件的弹J:生夹具设计丁彩平(广东省高级技工学校,广东博罗516100)摘耍:根槲薄肇零件难于加j亡和容易变形的特点,设汁r一种利用径向央紧适合于小批壁生产的譬瓤夹典。
该夹具以零件的内孔定f让,加工薄甓外蚓,结构简单,制造容易,操作方便。
夹紧可靠,定位精度高。
经在乍产实践中使羽后证明,该夹具既能保证f‘件Jjlll:精度和产品磺链,又提高了生产效率,墩得_r良好的应用效采。
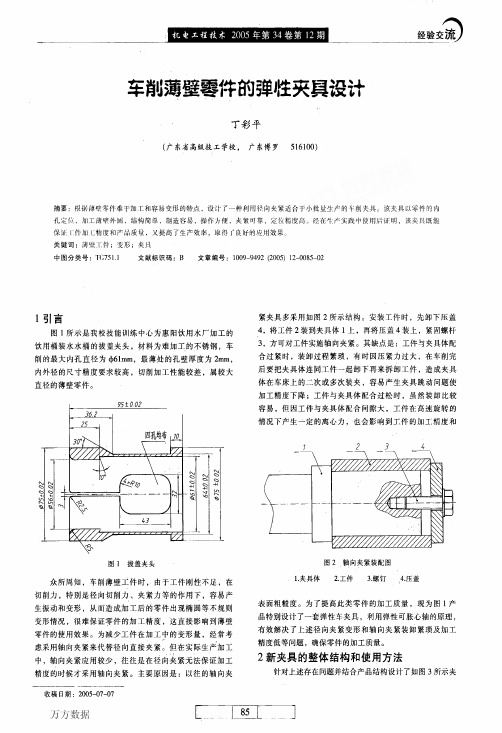
关键词:薄避1i弱:;变形;夹其中图分类号:Tt:75ll文献标识码:B文章编号:l009—9492(2005)12一0085一021引言图1所示是我校技能训练中心为惠阳饮用水厂加工的饮用桶装水水桶的拔盖夹头,材料为难加工的不锈钢,车削的最大内孔直径为巾61mm,最薄处的孔壁厚度为2mm,内外径的尺寸精度要求较高,切削加工性能较差,属较大直径的薄壁零件。
图1拔盖夹头众所周知,车削薄壁工件时,由于工件刚性不足,在切削力,特别是径向切削力、夹紧力等的作用下,容易产生振动和变形,从而造成加工后的零件出现椭圆等不规则变形情况,很难保证零件的加工精度,这直接影响到薄壁零件的使用效果。
为减少工件在加工中的变形量,经常考虑采用轴向夹紧来代替径向直接夹紧。
但在实际生产加工中,轴向夹紧应用较少,往往是在径向夹紧无法保证加工精度的时候才采用轴向夹紧。
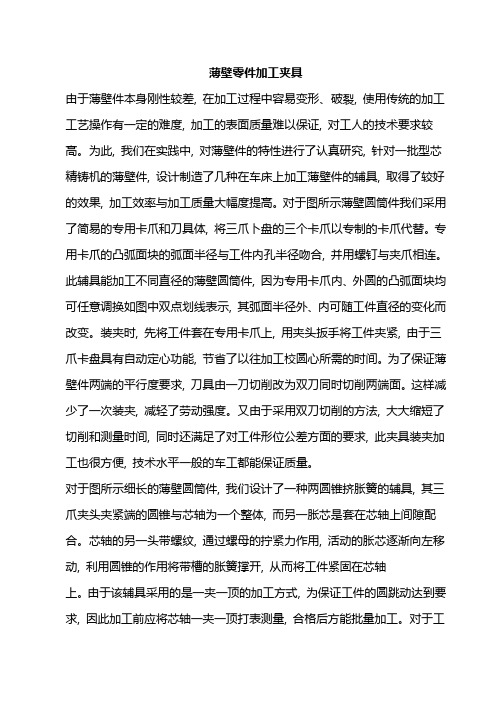
主要原因是:以往的轴向夹收稿日期:2005一07—07紧夹具多采用如图2所示结构。
安装工件时,先卸下压盖4,将工件2装到夹具体1上,再将压盖4装上,紧固螺杆3,方可对工件实施轴向夹紧。
其缺点是:工件与夹具体配合过紧时,装卸过程繁琐,有时因压紧力过大,在车削完后要把夹具体连同工件一起卸下再来拆卸工件,造成夹具体在车床上的二次或多次装夹,容易产生夹具跳动问题使加工精度下降;工件与夹具体配合过松时,虽然装卸比较容易,但因工件与夹具体配合间隙大,工件在高速旋转的情况下产生一定的离心力,也会影响到工件的加工精度和图2轴向夹紧装配图1.夹具体2.工件3.螺钉4.压盖表面粗糙度。
薄壁零件加工夹具
薄壁零件加工夹具由于薄壁件本身刚性较差, 在加工过程中容易变形、破裂, 使用传统的加工工艺操作有一定的难度, 加工的表面质量难以保证, 对工人的技术要求较高。
为此, 我们在实践中, 对薄壁件的特性进行了认真研究, 针对一批型芯精铸机的薄壁件, 设计制造了几种在车床上加工薄壁件的辅具, 取得了较好的效果, 加工效率与加工质量大幅度提高。
对于图所示薄壁圆筒件我们采用了简易的专用卡爪和刀具体, 将三爪卜盘的三个卡爪以专制的卡爪代替。
专用卡爪的凸弧面块的弧面半径与工件内孔半径吻合, 并用螺钉与夹爪相连。
此辅具能加工不同直径的薄壁圆筒件, 因为专用卡爪内、外圆的凸弧面块均可任意调换如图中双点划线表示, 其弧面半径外、内可随工件直径的变化而改变。
装夹时, 先将工件套在专用卡爪上, 用夹头扳手将工件夹紧, 由于三爪卡盘具有自动定心功能, 节省了以往加工校圆心所需的时间。
为了保证薄壁件两端的平行度要求, 刀具由一刀切削改为双刀同时切削两端面。
这样减少了一次装夹, 减轻了劳动强度。
又由于采用双刀切削的方法, 大大缩短了切削和测量时间, 同时还满足了对工件形位公差方面的要求, 此夹具装夹加工也很方便, 技术水平一般的车工都能保证质量。
对于图所示细长的薄壁圆筒件, 我们设计了一种两圆锥挤胀簧的辅具, 其三爪夹头夹紧端的圆锥与芯轴为一个整体, 而另一胀芯是套在芯轴上间隙配合。
芯轴的另一头带螺纹, 通过螺母的拧紧力作用, 活动的胀芯逐渐向左移动, 利用圆锥的作用将带槽的胀簧撑开, 从而将工件紧固在芯轴上。
由于该辅具采用的是一夹一顶的加工方式, 为保证工件的圆跳动达到要求, 因此加工前应将芯轴一夹一顶打表测量, 合格后方能批量加工。
对于工件长度小于的薄壁件, 可不必一夹一顶, 芯轴只需一头有胀芯即可。
对于图所示工件, 根据其一头有内螺纹, 并内孔带锥的特点, 可将芯轴加工出二段螺纹, 芯轴的左端是左旋螺纹, 而右端的是右旋螺纹加工时, 先将工件旋在右旋螺纹上, 再用左旋的螺母将工件固定。
毕业设计---薄壁类零件夹具设计

X X学院毕业设计说明书课题:薄壁类零件夹具子课题:同课题学生姓名:专业学生姓名班级学号指导教师完成日期目录摘要-------------------------------------------------3一、机床夹具概述----------------------------------------4二、审查零件图样的工艺性--------------------------------5三、毛坯的选择------------------------------------------5四、工艺过程设计----------------------------------------6五、确定机械加工余量及毛坯设计毛图----------------------8六、工序设计-------------------------------------------10七、夹具的设计-----------------------------------------13八、毕业设计小结 --------------------------------------24 致谢---------------------------------------------------25 参考文献-----------------------------------------------26摘要薄壁衬套是某型发动机火焰筒上的一个零件,加工难度较高。
材料为GH135,铁-镍基高温合金,此种合金具有良好的抗氧化性,有高的塑性和韧性,足够的热强性和良好的热疲劳性,是一种难加工材料。
并且是薄壁零件,当完成两外圆和内部形状加工之后,零件的壁较薄,受力差,因此要考虑其如何夹紧的问题。
为了加工出符合图样要求的零件,必须编制合理的工艺路线,并要求设计专用的夹具。
关键词:薄壁衬套、专用磨床夹具、专用钻模、铣槽夹具、铣弧形面夹具一机床夹具概述在机械制造中,用来固定加工对象,使这占有正确位置,以接受加工或检测的装置,统称为夹具。
车削薄壁套类零件夹具设计
具 体 也 紧 密贴 合 , 紧后 可 以进 行 切 削加 工 。零件 加 工 完 压
毕, 松开 螺 母 8 为 了便 于工 件 的拆 卸 , 铜 棒 或橡 胶 棒 穿 , 用
过 夹 具 体 的通 槽 ,敲 击 工件 的左 端 面 ,工 件 很 容 易取 出 来 。用 铜 棒 或橡 胶 棒 敲 击 拆 卸 工件 , 影 响 工件 的变 形 , 不
内孔配 合精 度要 求较 高 , 用 间隙 配合 ( 6l)工 件 1 采 H/ , I 5 0的
外 圆与 可换 套 的配合 精度 相对 可换 套 2外 圆与夹 具体 1内
孔 配合 精度低 一些 , 采用 间隙 配合 ( 7 6 。 ( H / ) 下转第 装
现代 技 装 制造 术与 备
2 8 期总 8期 0 第6 第1 0 7
车削薄壁套类零件夹具设计
史 家 迎
( 东劳 动 职 业技 术 学 院 , 南 202 ) 山 济 50 2
摘 要 : 床 夹具 设计 G _ 艺装 备设 计 中的一 个 重要 组 成部 分 , 整 个机 械加 工过 程 中 , 机 r - 在 夹具 除 了 夹 紧、 固
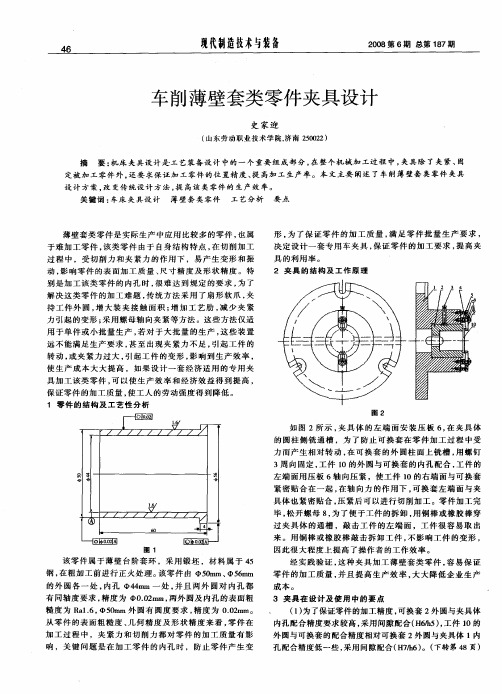
糙 度 为 R 16, 0 外 圆 有 圆度 要 求 , a .  ̄5mm 精度 为 0 0rm。 .2 a
( ) 了保证 零件 的加工 精度 , 1为 可换 套 2外 圆与夹 具体
从 零 件 的 表 面粗 糙 度 、 何 精 度 及 形 状 精度 来 看 , 件 在 几 零 加 工 过 程 中 ,夹 紧 力 和切 削力 都 对 零 件 的加 工 质量 有 影 响 ,关 键 问题 是 在 加 工零 件 的 内孔 时 , 防止 零 件 产 生 变
定被 加 工 零件 外 , 还要 求保 证加 工零 件 的位 置精 度 、 高加 工生 产 率 。本 文主 要 阐述 了车 削 薄壁 套 类 零件 夹具 提
薄壁套的加工工艺与夹具设计

本文采用有限元分析软件 ANSYS 对不同剪切间隙下 的钢管剪切过程进行了分析,采用接触类型单元处理模具 与钢管的贴合与分离,提高了准确性,并通过对分析结果 进行比较得出了剪切间隙与断面品质的关系。
参考文献:
[1] 齐克敏,丁 桦. 材料成 形工艺 学[M]. 北 京: 冶金工业出版 社,2006.
件变形大。因此要充分考虑如何装夹定位的问题。如果
采用常规方法装夹 工 件 及 切 削 加 工 ,将 会 受 到 轴 向 切 削
力和热变形的影响,工件会出现弯 曲 变 形,很 难 达 到 技
术要求。
b) 机械加工工艺
1) 用三爪卡盘装夹,找正工件。粗车零件各直径尺
寸留 1 mm 半精车和精车余量;
2)
·62·
http: ∥ZZHD. chinajournal. net. cn E-mail: ZZHD@ chainajournal. net. cn《机械制造与自动化》
薄壁圆筒塑件车削加工专用夹具设计

N 00 C 1X 0.0 Y 7 .8F 0 . ( 近 ① ) 0 8 O 2 0 1 3 8 3 0 0 一 N 00 G 0 ( 消 刀 补 ) 0 9 4 撤
再更换  ̄0 m圆柱铣刀进行 z向的对刀操 作。 4m
x , 、】 、Z向 对刀, 如图5 示。 所
N 10 MO ( 0 0 O 暂停 换精 铣刀 ) N 10 M0 6 0( 定精铣主轴转 速并起 动主轴 ) 0 3¥ 0 设 1 N 10C 1X 0.0Y1 37 8 . 一 ①到精 铣切 人点) 0 2 2 0 6 .7 F 0 0( O
柱铣刀 刀心 A点 在工 件 坐标 系 的坐标 为 :A ( 0 0 ; 2 .0
2 3 7 /
图 5  ̄0 m圆柱铣刀对刀示意图 4m
在数控铣 削加 工 中 ,是 以铣 刀 中心 进 行编 程 计算 的,因此在对刀时 , 对刀尺寸应该 加上对刀 时使用 的铣
品。
()二次加工前 a
2 夹具设计及工作原理 .
()夹具结构组 成及 工作 原理 ( 图 3 1 见 、图 4 ) 该夹具包括 左 、右 心 轴 ,其 中左 边 心 轴装 在 车床 卡 盘 上 ,右边 部分装在尾座顶尖 的圆柱上 ,加 工时将顶尖 顶
住圆筒。
车削时,将圆筒装在左边心轴上,并通过定位螺栓
N 1 0 C 1X 0 0 6 . 7 F 0. ( ② ) 0 3 . 0 Y1 3 7 8 0 一 O
薄壁零件车削弹性夹具设计

薄壁零件车削弹性夹具设计刘胜利摘要,根据薄壁零件难于加工,易变性的特点,设计了一种利用径向加紧.孔定位.并保证同轴度的弹性夹具。
该夹具结构简单,制造容易,操作方便,加紧可靠,定位精度高。
适合大批量生产。
关键词:薄壁工件,同轴度,夹具。
1引言,图1所示为螺杆深井泵的锭子支撑壳体,材料为不锈钢,车削的最大孔径为83mm ,最薄处工件壁厚1.5mm,内孔尺寸要求精度高,工件材料切削加工性一般,属大直径薄壁工件。
注:不锈钢材料的切削加工性相对45#钢只有40%。
大家都知道,薄壁工件加工时,由于刚性不足,在径向切削力,夹紧力等作用下,容易产生振动和变形,从而工件加工后易产生椭圆等形状公差超差的情况,直接影响薄壁零件的使用效果。
为减少变形,常采用轴向夹紧,但本工件,最薄处只有1.5mm.采用轴向装夹困难重重。
为此,特设计了一套车削夹具,一端采用三爪卡盘加长软爪装夹,车削工件一端至尺寸。
为减少变形,软卡爪采用抱爪,与工件外圆尺寸相差0.1mm左右。
另一端采用弹性胀力心轴装夹,夹具如下图所示:该夹具由锥度心轴1,开口锥度弹性套等组成,它的工作原理是利用螺栓4带动压盖3压向锥度弹性套2向左移动,受心轴1的反作用了影响,开口弹性胀套胀开,对工件内孔定位面实施撑紧,达到无间隙夹紧。
2工作过程。
(1)夹紧过程。
首先,将心轴1以莫氏标准锥度与车床主轴相连,用拉杆与车床主轴拉紧在一起,在夹具形位公差和定位精度保证的同时,也保证了夹具体与机床的连接刚度。
旋进螺杆4时,与螺杆间隙配合的压盖推动弹性胀套沿心轴锥面移动,移动过程中受力产生均匀的弹性变形。
将薄壁零件胀紧。
并且压合处小锥度配合的摩擦力传递扭矩带动工件旋转,夹紧力均匀作用在整个圆周的孔壁面上,故夹紧变形小。
开口弹性套与工件基准孔之间没有间隙,所以有很高的定心精度。
(2)松开过程。
旋出螺栓4,压板拉动弹性胀套右移,消除了胀力套与心轴的作用力,胀力套弹性恢复,径向复原。
即可取下工件。
薄壁零件的加工工艺和夹具设计

摘要:本文系统设计了薄壁零件的数控车削加工工艺。
通过探讨薄壁零件在加工中存在的易变形、零件尺寸精度、位置精度及表面粗糙度不易保证等技术问题,对加工难点进行分析,给出了加工工艺路线和加工方案,通过优化、完善夹具设计和切削参数,防止了薄壁零件加工变形、保证了较好的尺寸精度和位置精度,从而有效解决薄壁零件的车削加工难题。
由于薄壁零件刚性差、强度弱,在加工中极易变形,是零件的形位公差增大,不易保证零件的加工质量。
因此对薄壁零件的装夹,切削加工过程中刀具的合理选用及切削量的选择,提出了严格要求。
在普通车床上加工形状较复杂、有一定精度要求、且需要多把刀具进行加工的批量零件时,不仅需要频繁换刀和装夹,花费大量的人力和时间,而且加工出来的零件质量取决于加工人员的技术水平, 产品质量得不到充分的保证。
而运用数控车床,结合传统的加工工艺,不但能大大缩短加工时间、提高加工精度,而且成品率高、产品质量稳定。
所以,在运用数控机床加工过程中为保证被加工薄壁件的必要的精度,有同轴度要求的内外圆柱面或有垂直度要求的外圆与端面,尽可能在一次装夹中完成;需要编制其加工路线、合理的选择个阶段的加工参数并编写高质量的数控加工程序。
为完全保证零件的形位公差需要设计其装夹的夹具,为此,对零件图纸、零件加工及时效处理等方面都认真地进行了分析和研究。
图1-1由图1-1可看出,?64mm的外圆对?60mm的内孔的同轴度,?64的外圆的圆度和表面质量以及内孔尺寸精度的加工是该薄壁零件最主要的加工难点。
因为该零件刚性差、强度弱,在加工中极易变形,表面质量、垂直度及同轴度难以保证。
镗削内孔时应一次装夹中加工出来,以保证该零件的尺寸精度。
针对薄壁零件壁薄、刚性差、易变形的特点,可设计该薄壁零件专用夹具装夹,以保证零件的尺寸精度和形位公差达到图纸技术要求。
这些加工难点的存在,使得加工过程中刀具选择、加工工艺路线安排、工艺装夹方式确定等对于该零件是否合格非常关键。