RFID无线射频识别系统
RFID无线射频识别系统
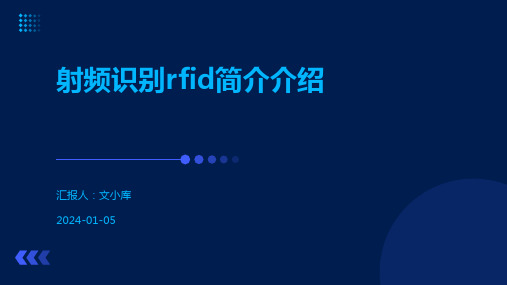
RFID无线射频识别系统无线射频识别技术(Radio Frequency Identification,RFID),或称射频识别技术,是从二十世纪90年代兴起的一项非接触式自动识别技术。
它是利用射频方式进行非接触双向通信,以达到自动识别目标对象并获取相关数据,具有精度高、适应环境能力强、抗干扰强、操作快捷等许多优点。
例如在汽车发动机装配线上,无线射频识别技术作为一项基础性的技术得到了广泛的应用。
在每一块发动机托盘上,都安装有无线射频识别数据码块,而在每一个生产工位上都安装有无线射频处理器和数据传输天线。
当发动机缸体在上线工位上线时,上线系统会根据生产计如发动机的型号,序列号,缸体二维条形码等。
当操作者确认后,控制系统会将这些数据信息通过RFID系统存入托盘上的数据码块中。
而当本发动机运行到某个工位时,本工位的RFID系统首先读取托盘数据码块中的发动机信息,确认发动机的当前状态,从而决定本工位对发动机的操作。
当发动机在本工位操作完成后,RFID系统还需要将本工位的相关操作信息存入托盘的数据码块,以便为后续工位及数据采集系统提供必须的信息支持。
Q-DAS系统Q-DAS是一套质量数据统计方面的专业软件,其功能集中体现在对产品及生产过程相关质量信息进行记录,可视化,监控,分析和描述。
其产品具有易用,灵活,分析能力强大等特点,被欧美很多汽车制造业广泛采用,在中国,上海通用,上海大众,一汽大众等整车厂家以及众多的汽车零部件厂家已引进了Q-DAS的概念和技术。
动力总成装配线在很多情况也被要求使用Q-DAS系统来进行产品生产质量的管理和统计分析。
装配线的控制系统作为底层设备的主控制器将是一个相对独立的系统,和Q-DAS系统的接口主要为:拧紧枪的拧紧数据,泄漏测试数据,扭矩测试工位测量数据,凸轮轴孔测量数据等。
这些数据都要求传送到Q-DAS系统进行存储,统计和分析。
大多情况下动力总成装配线采用数据集中采集的方式,在每个工位不配备独立的电脑,全线只配置了一台电脑来采集数据。
简述射频识别系统的工作流程。

简述射频识别系统的工作流程。
射频识别系统(RFID)的工作流程主要包括标签编码、数据采集、数据传输和数据处理四个步骤。
1. 标签编码:将要追踪的物体附着或嵌入RFID标签,该标签上包含了一个唯一的识别码,也可以包含其他相关数据。
这个标签可以是被动式(无源)或者主动式(有源),被动式标签没有电源,通过接收RFID读写器的电磁波来工作,而主动式标签则会主动发射信号。
2. 数据采集:RFID读写器会通过发射无线电频率的信号激活附近的RFID标签,激活的标签会回应一个包含自己识别码的信号。
RFID读写器在接收到标签回应的信号后,会将这些数据采集并存储起来。
读写器可以通过天线、有线或者无线的方式与标签通信。
3. 数据传输:从RFID读写器采集到的标签数据会通过传输方式发送给中央数据库或者云端服务器进行存储和处理。
传输方式可以是有线的(如USB、以太网)或者无线的(如Wi-Fi、蓝牙、移动网络),具体取决于应用场景和系统要求。
4. 数据处理:中央数据库或者云端服务器会对接收到的标签数据进行处理,包括解析标签识别码、与已有数据进行比对、存储和索引数据等。
经过处理后的数据可以用于实时定位、库存管理、物流追踪等各种应用。
总的来说,射频识别系统的工作流程就是标签编码、数据采集、数据传输和数据处理,通过这个过程实现对物体的追踪和管理。
射频识别系统的基本组成

射频识别系统的基本组成射频识别系统的基本组成射频识别系统(RFID)是一种自动识别技术,它能够通过无线电信号自动识别物体并获取其相关信息。
射频识别系统由多个组件组成,包括标签、读写器、天线和软件等。
下面将详细介绍射频识别系统的基本组成。
一、标签标签是射频识别系统中最重要的组件之一,也是实现物体自动识别的核心部件。
标签通常由芯片和天线两部分组成,芯片上存储了物体的相关信息,如名称、型号、生产日期等。
而天线则用于接收和发送无线电信号。
根据不同的应用场景和需求,标签可以分为主动式标签和被动式标签两种类型。
主动式标签内置电池,可以主动向读写器发送信号;而被动式标签没有内置电池,需要通过读写器发送无线电信号来激活并获取其存储的信息。
二、读写器读写器是射频识别系统中另一个重要的组件,它用于与标签进行无线通讯,并将获取到的信息传输给计算机或其他设备。
读写器通常由天线、收发模块、处理器和接口等组成。
读写器的工作原理是通过天线发射无线电信号,当信号与标签相遇时,标签会接收并解码信号,并将存储的信息回传给读写器。
读写器再将获取到的信息传输给计算机或其他设备。
三、天线天线是射频识别系统中用于接收和发送无线电信号的组件。
天线可以分为定向性天线和非定向性天线两种类型。
定向性天线可以聚焦无线电信号,使其具有较强的穿透力和较远的传输距离;而非定向性天线则可以在大范围内广泛地发送和接收无线电信号,但传输距离相对较短。
四、软件软件是射频识别系统中用于管理标签、读写器和其他相关设备的程序。
软件通常由应用程序、数据库和网络服务等组成。
应用程序主要用于实现标签数据采集、处理和存储等功能,以及与其他应用程序进行数据交换。
数据库则用于存储标签数据,并提供查询、统计分析等功能。
网络服务则负责与其他设备进行通讯,并实现数据共享和远程管理等功能。
总结射频识别系统由标签、读写器、天线和软件等多个组件组成。
标签是射频识别系统中最重要的组件之一,它存储了物体的相关信息,并通过天线与读写器进行无线通讯。
射频识别rfid简介介绍
RFID系统由标签和阅读器两部分组成。标签由天线和芯片组成,存储着物体的标识信息。阅读器通过 天线发送射频信号,与标签进行通信,获取标签中的信息,并将信息传输到计算机系统进行处理。
RFID技术的历史与发展
起源
RFID技术最早起源于二战时期, 用于识别飞行中的友军飞机。
早期发展
20世纪60年代,RFID技术开始应 用于商业领域,如超市的商品防 盗系统。
非法跟踪
不法分子可以利用RFID技术追踪特定目标,侵犯个人隐私 。
恶意干扰
攻击者可以通过干扰RFID通信,导致标签无法正常工作或 篡改数据。
解决方案
加密技术
访问控制
对RFID标签中的敏感数据进行加密处理, 确保数据在传输和存储过程中的安全性。
限制对RFID标签的访问权限,只有授权人 员才能读取或修改标签数据。
THANKS
谢谢您的观看
药品管理与追溯
通过RFID技术,可以实现药品的追溯和管理,提高药品安全性 和监管效率。
身份识别与门禁控制
快速身份验证
RFID技术可以实现快速、准确的身份验证,提高安全性和通行效 率。
门禁控制与管理
通过RFID技术,可以实现门禁控制和管理,确保特定区域的安全 访问。
数据安全与隐私保护
在身份识别与门禁控制应用中,需注意数据安全和隐私保护问题, 确保个人信息不被泄露和滥用。
03
RFID系统的组成
RFID标签
01
02
03
标签类型
RFID标签分为被动式、主 动式和半主动式三种类型 ,其中被动式标签应用最 为广泛。
标签结构
RFID标签由芯片和天线组 成,芯片负责存储和传输 数据,天线则负责接收和 发送信号。
简述射频识别系统的构成及工作原理
简述射频识别系统的构成及工作原理射频识别系统(RFID)是一种利用无线电频率进行数据传输和识别的技术,通过将电子标签(RFID标签)与读写设备(RFID读写器)相连接,实现对物体的自动识别和跟踪。
射频识别系统由标签、读写器和中间件组成,其工作原理是通过无线电信号的相互作用实现数据的传输和识别。
射频识别系统的构成包括标签、读写器和中间件。
标签是射频识别系统的核心部件,它由芯片和天线组成。
芯片用于存储和处理数据,天线用于接收和发送无线电信号。
读写器是与标签进行通信的设备,它可以发送指令给标签,并接收标签返回的数据。
中间件是连接读写器和企业信息系统的软件,它负责将读写器获取的数据进行处理和管理。
射频识别系统的工作原理是通过无线电信号的相互作用实现数据的传输和识别。
当读写器发出无线电信号时,标签的天线接收到信号并激活芯片。
芯片接收到信号后,根据预设的指令进行处理,并将相应的数据发送回读写器。
读写器接收到标签返回的数据后,可以进行进一步的处理和管理,并将数据传输给中间件进行存储和分析。
射频识别系统的工作原理可以分为两种模式:主动模式和被动模式。
在主动模式下,标签需要自带电源,可以主动发送信号给读写器。
这种模式下,标签的传输距离较远,但成本较高,只适用于一些特定的场景。
在被动模式下,标签没有自带电源,需要依靠读写器发出的无线电信号来激活和传输数据。
这种模式下,标签的传输距离较短,但成本较低,更加适用于广泛的应用场景。
射频识别系统的应用十分广泛。
在物流和供应链管理中,射频识别系统可以实现对货物的快速识别和跟踪,提高物流效率和准确性。
在零售业中,射频识别系统可以实现对商品的快速盘点和库存管理,帮助商家提高库存周转率和降低成本。
在智能交通领域,射频识别系统可以实现对车辆的自动识别和收费,提高交通流畅度和管理效率。
此外,射频识别系统还广泛应用于生产制造、医疗健康、安全防护等领域。
射频识别系统是一种利用无线电频率进行数据传输和识别的技术,通过标签、读写器和中间件的相互作用,实现对物体的自动识别和跟踪。
简述射频识别系统的基本工作原理。

简述射频识别系统的基本工作原理。
射频识别系统(Radio Frequency Identification,简称RFID)是一种通过无线电信号自动识别目标对象并获取相关信息的技术系统。
它由射频标签、读写器和应用软件组成,广泛应用于物流管理、库存管理、智能交通、门禁系统等领域。
射频识别系统的基本工作原理是利用无线电信号进行通信和数据传输。
它通过与射频标签进行无线通信,实现对标签内存储的信息的读取、写入和修改。
射频识别系统中的射频标签是信息存储和传递的核心。
射频标签由射频芯片和天线组成,可以通过无线电信号与读写器进行通信。
射频芯片内部存储有唯一的标识码和相关信息,可以根据应用需求进行编程。
读写器是射频识别系统的核心设备,负责与射频标签进行通信。
读写器通过发射无线电信号激活射频标签,并接收标签返回的信号。
读写器通过天线接收射频标签发送的信号,并将其解码为数字信号,然后将其传输给上位系统进行处理。
射频识别系统的工作流程如下:1. 激活阶段:读写器发射一定频率的无线电信号,激活射频标签。
激活信号可以是连续的,也可以是间歇的。
2. 识别阶段:激活后的射频标签接收到读写器的信号后,会返回自身存储的信息。
读写器通过解码接收到的信号,获取射频标签的标识码和相关信息。
3. 数据处理阶段:读写器将获取到的射频标签信息传输给上位系统进行处理。
上位系统可以根据标签的信息进行相应的操作,如记录、存储、查询等。
射频识别系统的工作原理基于无线电信号的传输和通信。
利用射频技术,可以实现对目标对象的快速识别和信息获取。
射频标签作为信息存储和传递的载体,通过与读写器的无线通信,可以实现对标签内部数据的读写和修改。
读写器作为核心设备,负责与射频标签的通信和数据处理。
通过射频识别系统,可以实现物品的自动识别、追踪和管理,提高工作效率和准确性。
尽管射频识别系统具有许多优点,例如无接触、高效率、大容量等,但也存在一些挑战和限制。
例如,射频标签的成本较高,不能在金属等特殊材料上正常工作,传输距离有限等。
简述射频识别系统的工作原理
简述射频识别系统的工作原理射频识别(Radio Frequency Identification,简称RFID)是一种通过无线电信号来实现非接触式自动识别的技术。
射频识别系统由射频标签、读写器和后台管理系统组成,通过射频标签和读写器之间的无线通信,实现对物体的识别和数据的传输。
射频标签是射频识别系统中的核心部件,它通常由射频芯片和天线组成。
射频芯片负责存储和处理数据,天线用于接收和发送射频信号。
射频标签可以粘贴在物体表面,或者嵌入到物体内部,具有体积小、成本低、易于集成等特点。
读写器是射频识别系统中的另一个重要组成部分,它通过发射射频信号并接收标签返回的信号来实现对标签的读写操作。
读写器一般由射频模块、控制电路和天线组成。
射频模块负责发射和接收射频信号,控制电路用于控制射频模块的工作状态,天线用于接收和发送射频信号。
射频识别系统的工作原理如下:1. 发射射频信号:读写器通过射频模块发射一定频率的射频信号,这个频率通常在低频、高频或超高频范围内。
2. 接收射频信号:射频标签接收到读写器发射的射频信号后,天线将信号传递给射频芯片。
3. 数据处理:射频芯片接收到射频信号后,开始处理其中的数据。
射频芯片中存储着唯一的标识码,也可以存储其他相关信息,如产品序列号、生产日期等。
4. 返回信号:射频芯片处理完成后,将数据通过天线发送回读写器。
这个过程中,射频标签不需要电池,它通过从读写器发射的射频信号中获取能量。
5. 数据读取:读写器接收到射频标签返回的信号后,将其中的数据进行解码和处理,最终将数据传输给后台管理系统。
6. 数据处理与管理:后台管理系统接收到读写器传输的数据后,可以根据需要进行存储、分析和处理。
通过射频识别系统,可以实现对物体的快速识别和跟踪,提高物流效率和管理水平。
射频识别系统的工作原理是基于无线通信和数据处理的技术。
通过射频标签和读写器之间的无线通信,可以实现对物体的自动识别和数据的传输。
无线射频身份识别系统RFiD工作原理-讲义

RFID的應用
以國內RFID的應用來說,最早應屬動物晶片了,台北市 目前所使用的悠游卡也是使用RFID,而一般門禁的管制, 汽車晶片防盜器,航空包裹及行李的識別,感應式電子 標簽,文檔追蹤管理,生產線自動化,停車場管制,商店 防盜,後勤管理,移動商務,產品防偽,物料管理,甚至於 也有人把它用在賽跑選手的計時方面,以目前電子標籤 的晶片成本大約落在20美分到1美元之間,因為單價還是 偏高,所以目前還只使用在高單價商品上,而業界目前 的目標是設法使其降低到10美分之下,預計提高至 0.13μm的製程,可望在2005年使RFID標籤成本降至5美 分,預估至2008年全球RFID市場將超過30億美元。
RFID的優點
1.除了天線外之所有元件皆己做成晶片,可有效降低成 本。
2.使用無線傳能,不必使用電池不用擔心電池秏盡的問 題。
3.晶片密碼為世界唯一無法複製COPY,安全性高。 4.可製成各種包裝類型,以應用在各種不同場合。 5.採近接式讀卡,不用和讀卡機直接接觸、不用刷卡所
以不怕接點髒污及磨損,可放置於口袋、皮包內,不必 取出就能直接辨識,增加使用上的便利性。 6.標籤資料可重新由讀卡機更改,用完可回收再利用。 7.使用壽命長。
讀卡所回傳的資料,並作出相對應的處理, 如開門、結帳、派遣、記錄...等。 資料庫:儲存所有Tag相關的資料,供控制程 式叫用。
RF-ID國內的發展:
RFID不光是只有設計讀卡機及Tag ,其相關的應 用軟體和服務的商機是十分的龐大的,目前國內 己有許多的公司相繼投入如Tag的設計、讀卡機 設計及RFID相關的應用軟體之開發工作,相信以 台灣在IC及資訊產業的設計研發能力,將來必能 在RFID相關產業上佔有一席之地。
RFID的通訊及傳能的感應方式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RFID无线射频识别系统
无线射频识别技术(Radio Frequency Identification,RFID),或称射频识别技术,是从二十世纪90年代兴起的一项非接触式自动识别技术。
它是利用射频方式进行非接触双向通信,以达到自动识别目标对象并获取相关数据,具有精度高、适应环境能力强、抗干扰强、操作快捷等许多优点。
例如在汽车发动机装配线上,无线射频识别技术作为一项基础性的技术得到了广泛的应用。
在每一块发动机托盘上,都安装有无线射频识别数据码块,而在每一个生产工位上都安装有无线射频处理器和数据传输天线。
当发动机缸体在上线工位上线时,上线系统会根据生产计如发动机的型号,序列号,缸体二维条形码等。
当操作者确认后,控制系统会将这些数据信息通过RFID系统存入托盘上的数据码块中。
而当本发动机运行到某个工位时,本工位的RFID系统首先读取托盘数据码块中的发动机信息,确认发动机的当前状态,从而决定本工位对发动机的操作。
当发动机在本工位操作完成后,RFID系统还需要将本工位的相关操作信息存入托盘的数据码块,以便为后续工位及数据采集系统提供必须的信息支持。
Q-DAS系统
Q-DAS是一套质量数据统计方面的专业软件,其功能集中体现在对产品及生产过程相关质量信息进行记录,可视化,监控,分析和描述。
其产品具有易用,灵活,分析能力强大等特点,被欧美很多汽车制造业广泛采用,在中国,上海通用,上海大众,一汽大众等整车厂家以及众多的汽车零部件厂家已引进了
Q-DAS的概念和技术。
动力总成装配线在很多情况也被要求使用Q-DAS系统来进行产品生产质量的管理和统计分析。
装配线的控制系统作为底层设备的主控制器将是一个相对独立的系统,和Q-DAS系统的接口主要为:拧紧枪的拧紧数据,泄漏测试数据,扭矩测试工位测量数据,凸轮轴孔测量数据等。
这些数据都要求传送到Q-DAS
系统进行存储,统计和分析。
大多情况下动力总成装配线采用数据集中采集的方式,在每个工位不配备独立的电脑,全线只配置了一台电脑来采集数据。
为了达到Q-DAS系统的要求,要满足三个必要条件:首先必须有一台Q-DAS服务器,服务器上安装有必须的Q-DAS软件及其组件。
其次要求需要接入Q-DAS系统的设备如拧紧枪,泄漏测试等支持Q-DAS功能。
最后需要搭建Q-DAS的以太网络,以满足数据传送的需要。
数据采集和生产监控系统
与动力总成装配系统配套的数据采集系统是一套较为独立的信息系统,实现装配线上装配产品的类型识别和工艺数据采集。
在上线工位,动力总成装配产品信息数据被写入托盘上的RFID数据码块中。
在随后的工位中,工位上的RFID 系统读取托盘上的数据码块,用以识别装配产品信息,完成相关操作后,将得到的相关工艺数据写入托盘码块中。
在下线工位,数据采集系统通过某种形式的通讯方式读取托盘上数据码块的信息,并存入数据采集系统的数据库中。
安装在数据采集服务器上的数据采集软件,则在线解析读取装配产品的各项工艺数据,如装配的拧紧数据,泄漏测试数据,间隙数据等,供数据浏览和客户端软件进行查询访问。
安装在客户端的数据采集软件可完成的主要功能有:用户权限管理,数据浏览,数据查询,数据过滤,数据报表,数据导出,数据库管理。
生产监控系统为工厂级IT系统,用以对整个生产线的生产状况进行监控。
可完成的主要功能有:用户权限管理,设备的状态监控,实时报警及历史报警管理,返修查询。
暗灯系统
Andon原为日语的音译,日语的意思为“灯”、“灯笼”,而现在的Andon系统不仅仅是灯光,而是一个声光多媒体的多重自动化控制系统,是一套专门为汽车生产、装配线生产设计的信息管理和控制系统,已经成为汽车生产厂中不可缺少的一部分。
Andon系统能够收集生产线上有关设备和质量管理的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统。
现已成为了汽车行业的标准。
Andon系统,其最大的优点就是为减少生产线停产提供一套新的、更加有效的途径。
在传统的汽车生产线上,如果发生故障,整条生产线立即停止。
采用了Andon系统之后,一旦发生问题,操作员可以在工作站拉一下绳索或者按一下按钮,触发相应的声音和点亮相应的指示灯,提示维修人员立即找出发生故障的地方以及故障的原因。
这样不用停止整条生产线就可以解决问题,因而可以减少停工时间同时又提高了生产效率。
Andon的主要组成部件为显示面板。
显示面板都能够提供关于整条生产线的信息,包括生产状态、原料状态、质量状况以及设备状况。
显示器同时还可以显示实时数据,如目标产量、实际输出、停工时间以及生产效率。
根据显示器上提供的信息,操作员可以更加有效的开展工作。
另外,不同的音乐报警可以使
操作员和监督人员清楚了解到其辖区内发生了什么问题, 班组长也可以根据显示器上显示的信息识别并且消除生产过程中的瓶颈问题。
经过现场的实践已经证明该系统对提高整条生产线的产量和质量有着很大的帮助。
控制系统
动力总成装配线的控制系统是一个复杂的集成式的电气综合系统。
从系统结构上可以分为PLC底层控制系统,数据采集系统,工厂级生产监控系统等。
从控制模式上又可以分为整线控制,区域控制,自动/半自动工位控制,手动工位控制等。
通常情况下动力总成装配线采用的控制方法为将整条装配线根据需要分为若干个控制区域。
每个控制区域由一台PLC控制器进行控制,区域PLC控制器只负责区域内轨道设备,手动工位的控制。
区域内的自动/半自动工位有自己独立的控制柜和PLC,它的控制独立于区域控制器。
当然在某些低成本的应用中,也有用区域控制PLC来控制自动/自动工位的情况。
动力总成装配线一般采用两级网络结构。
上层网络为工业以太网,负责整个系统的数据通讯,包括:PLC和PLC,PLC和数据采集系统,PLC和生产监控系统,并预留与工厂IT系统的以太网接口。
下层网络为基于现场总线技术的Profibus DP,DeviceNet等总线,负责本区域内所有IO模块,阀岛,RFID,拧紧枪,HMI操作面板等设备的连接。
在特殊情况或客户要求下,也可能采用三级网络结构,即增加一级最底层的As-i总线,用来控制现场传感器。
区域控制系统
区域控制系统负责本区域相关设备的控制,包括手动工位,轨道设备及其它。
区域控制系统有独立的动力电源进线和区域控制柜,控制柜内安装本区域所需的控制元器件,包括:控制电源模块,PLC模块,通讯模块,本地IO模块,HMI操作面板等,并提供Profibus DP或DeviceNet等总线出口和硬件急停出口。
自动/半自动工位控制系统
自动工位为无人操作工位,工位所需要的操作由设备自动完成。
自动工位用围栏保护,并设有安全门,当安全门打开时,设备立即停止动作。
半自动工位为有人操作工位,操作者起辅助作用,大部分工作由设备自动完成,通常情况下设备配备一面敞开式围栏,以便操作工工作。
无安全门,通常情况下配备双手按钮或者安全光栅。
自动/半自动工位有自己独立的动力电源进线和控制柜,控制柜内安装本工位需要的控制电源模块,PLC模块,通讯模块,本地IO模块,电机控制模块。
自动/半自动设备还有独立的HMI操作面板,用以完成本工位的操作和监控功能,操作面板一般情况下安装于围栏上。
手动工位控制系统
手动工位为有人操作工位。
其相关的电气设备连接到区域控制器由区域控制器控制。
手动工位有相应的按钮盒,包括发动机的合格释放,不合格拒绝,呼叫维修,呼叫班组长能按钮,并配备急停按钮.
动力输送辊道及托盘
动力输送辊道包括非磨擦式动力辊道、磨擦积放式动力辊道、磨擦滚轮动力链、辊筒(电动辊筒)、滚杠等。
传动方式有伞齿轮传动和链轮、链条传动。
辊道采用模块化设计,模块高度,长度,负载可定制;采用嵌入式交流电机和变频电机(选项)驱动系统,速度任意可调,电机部分实现电源,信号,网络一体化;可集成所有的气源,电源,及控制系统的电缆桥架,结构紧凑。
辊道另可集成流水换向单元,顶升平移单元,顶升旋转单元,气动/电动挡停单元和气动/电动顶升定位单元,柔性化程度高,为客户提供经济、合理、先进的输送方案。
托盘也称小车,用于承载定位工件并随工件在辊道上物流。
托盘需适应工
件不同的装配状态及根据工艺要求所需的不同工件姿态。