激光雕刻机导轨的设计
导轨的设计与选择
一、导轨的设计与选择。
1、对导轨的要求1)导轨精度高导轨精度是指机床的运动部件沿导轨移动时的直线和它与有关基面之间的相互位置的准确性。
无论在空载或切削工件时导轨都应有足够的导轨精度,这是对导轨的基本要求。
2)耐磨性能好导轨的耐磨性是指导轨在长期使用过程中保持一定导向精度的能力。
因导轨在工作过程中难免磨损,所以应力求减少磨损量,并在磨损后能自动补偿或便于调整。
3)足够的刚度导轨受力变形会影响部件之间的导向精度和相对位置,因此要求轨道应有足够的刚度。
4)低速运动平稳性要使导轨的摩擦阻力小,运动轻便,低速运动时无爬行现象。
5)结构简单、工艺性好导轨的制造和维修要方便,在使用时便于调整和维护。
2、对导轨的技术要求1)导轨的精度要求滑动导轨,不管是V-平型还是平-平型,导轨面的平面度通常取0.01~0.015mm,长度方面的直线度通常取0.005~0.01mm;侧导向面的直线度取0.01~0.015mm,侧导向面之间的平行度取0.01~0.015mm,侧导向面对导轨地面的垂直度取0.005~0.01mm。
2)导轨的热处理数控机床的开动率普遍都很高,这就要求导轨具有较高的耐磨性,以提高其精度保持性。
为此,导轨大多需要淬火处理。
导轨淬火的方式有中频淬火、超音频淬火、火焰淬火等,其中用的较多的是前两种方式。
二、导轨的种类和特点导轨按运动轨迹可分为直线运动导轨和圆运动导轨;按工作性质可分为主运动导轨、进给运动导轨和调整导轨;按接触面的摩擦性质可分为滑动导轨、滚动导轨和静压导轨等三大类。
1)滑动导轨:是一种做滑动摩擦的普通导轨。
滑动导轨的优点是结构简单,使用维护方便,缺点是未形成完全液体摩擦时低速易爬行,磨损大,寿命短,运动精度不稳定。
滑动导轨一般用于普通机床和冶金设备上。
2)滚动导轨的特点是:摩擦阻力小,运动轻便灵活;磨损小,能长期保持精度;动、静摩擦系数差别小,低速时不易出现"爬行"现象,故运动均匀平稳。
激光雕刻机关键部件的创新设计与优化
激光雕刻机关键部件的创新设计与优化作者:李莉敏朱承德夏丽丽朱宁峰台式激光雕刻机的X轴向运动部件是其关键部件之一,它的结构与特性将直接影响零件的加工精度。
所以设计时必须保证精度和稳定性要求,同时应减轻自重,因此需要在可靠性分析的基础上对主要零件进行优化,重点是:1)设计新的合理的X轴传动系统以提高雕刻精度;2)优化横梁截面形状避免振动并确保挤压可制造性;3)参考模态分析结果对右上压板进行优化。
传统激光雕刻机X轴传动系统采用两同步带轮,虽然传动方式简单,但没有考虑对加工精度的影响,而实际加工中同步带轮直径与加工中的重要参数点阵间距密切相关,因此可从两者关系出发设计更为合理的传动系统。
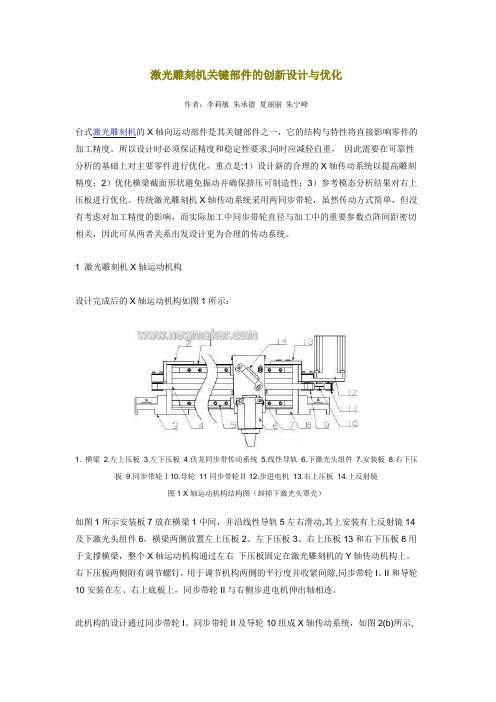
1 激光雕刻机X轴运动机构设计完成后的X轴运动机构如图1所示:1.横梁2.左上压板3.左下压板4.伏龙同步带传动系统5.线性导轨6.下激光头组件7.安装板8.右下压板9.同步带轮Ⅰ10.导轮11同步带轮Ⅱ 12.步进电机13.右上压板14.上反射镜图1 X轴运动机构结构图(卸掉下激光头罩壳)如图1所示安装板7放在横梁1中间,并沿线性导轨5左右滑动,其上安装有上反射镜14及下激光头组件6,横梁两侧放置左上压板2、左下压板3、右上压板13和右下压板8用于支撑横梁,整个X轴运动机构通过左右下压板固定在激光雕刻机的Y轴传动机构上。
右下压板两侧附有调节螺钉,用于调节机构两侧的平行度并收紧间隙,同步带轮I、II和导轮10安装在左、右上底板上,同步带轮II与右侧步进电机伸出轴相连。
此机构的设计通过同步带轮I、同步带轮II及导轮10组成X轴传动系统,如图2(b)所示,克服了传统激光雕刻机用两同步带轮导致加工点阵间距较大、精度较低的状况,如图2(a) 所示。
图2 改进前后X轴传动系统点阵间距是保证激光雕刻质量的重要参数,对步进电机驱动的激光雕刻机,点阵间距S1可用公式1表示:S1=π·α·d/360 (1)其中α为步进电机步进角,d为同步带轮II分度圆直径。
激光雕刻机设计及主要零件工艺设计

江西理工大学本科毕业设计(论文)题目:激光雕刻机设计及主要零件工艺设计专题题目:学院:机电工程学院专业:机械工程及自动化班级:机械113班学号:40学生:钱伟伟指导教师:宋小军职称:讲师时间:2015年6月10日摘要激光雕刻的适用对象主要是精密细小和形状复杂的零件,本文设计了一台由PLC控制的激光雕刻机床,主要完成了:(1)雕刻机的基本结构和自由度分析,机床整体结构设计,X、Y轴的结构设计计算、传动轴、直线导轨的选择及其强度分析;对雕刻机的运动速度和控制精度进行分析,激光雕刻机传动方案设计。
几种雕刻机常用的传动机构比较,然后再根据激光雕刻机的具体要求确定各个模块的传动方案。
(2)对常见的传动机构:齿轮传动机构、丝杠螺母传动、链传动机构,齿形带传动机构等进行比较,结合各自的优缺点确定雕刻机的传动机构,包括雕刻机激光器X方向移动方案,Y方向移动方案。
(3)步进电机的选型以及以步进电机为进给驱动的驱动系统及其传动机构的分析设计计算。
(4)对雕刻机的一些主要零件,如垫板、光轴滑块、短轴进行工艺分析与制定,进一步熟悉其加工的具体过程。
(5)了解PLC控制系统的类型及功能,以及PLC机型的选择、对被控对象激光器的运动进行分析,明确激光器的移动要求,制定电气控制系统方案。
总结:本文设计的激光雕刻机可以对木材,纸张,钢材等材料进行精密雕刻,大大缩短了雕刻时间,提高了生产效率,因而数控激光切割在我国制造业中正发挥出巨大的优越性。
关键词:PLC;激光雕刻机;结构设计;工艺设计;ABSTRACTSuitable for laser engraving are mainly small and precision parts of complex shape, we design a laser engraving machine controlled by a PLC completed a major:(1),The basic structure of the engraving machine and freedom analysis, the overall structure of the machine design, X, Y axis design calculations, drive shaft, linear guide rail select and strength analysis; speed engraving machine motion control accuracy and analysis, Laser engraving machine drive design. Comparison of several common transmission engraving machine, and then determine the transmission scheme of each module according to the specific requirements of laser engraving machine.(2),The common transmission: gear drive mechanism, screw nut drive, chain drive mechanism, belt drive mechanism were compared, with their advantages and disadvantages to determine the engraving machine transmission mechanism, including the X direction laser engraving machine program , Y direction scheme.(3),Analysis and design and the selection of the stepper motor with the stepper motor for the feed drive of the drive system and the transmission mechanism of calculation.(4),Carving some of the major components, such as plate, axis slider minor process analysis and formulation, more familiar with the specific process of its processing.(5),To understand the type and function of PLC control system, as well as the choice of models PLC, laser controlled object motion analysis, a clear request to move the laser, the development of electrical control system solutions.Summary: This design laser engraving machine can be wood, paper, steel and other materials for precision engraving, carving greatly reducing the time and improve production efficiency, thus CNC laser cutting in China's manufacturing industry is playing a huge advantage.Keywords:PLC;Laser engraving machine;Structural design;process design;目录第一章绪论 (1)1.1激光雕刻及相关技术概述 (1)1.1.1激光雕刻技术 (1)1.1.2激光雕刻机的国内外发展状况 (1)1.1.3激光雕刻机自动控制技术 (4)1.2 PLC控制技术概述 (4)1.2.1 PLC系统的基本结构 (4)1.2.2 PLC的特点、应用领域和发展趋势 (5)1.2.3 PLC初步选择 (6)第二章激光雕刻机总体设计 (7)2.1 雕刻机的任务要求和基本结构 (7)2.1.1 雕刻机的任务要求和技术参数 (7)2.1.2雕刻机的基本结构和自由度分析 (8)2.2 雕刻机驱动方案设计 (9)2.2.1 典型驱动方案比较 (9)2.2.2 雕刻机驱动方案确定 (10)2.3 激光雕刻机传动方案设计 (10)2.3.1 常见的传动机构 (10)2.3.2 各部分传动方案设计 (12)2.3.3电机选择 (13)2.3.4轴的校核 (15)2.3.5轴承的结构设计 (16)2.3.6键的选择 (17)2.4 控制系统总体方案 (18)2.5 本章小结 (19)第三章激光雕刻机机械结构设计 (20)3.1机械结构设计 (20)3.1.1底座模块 (20)3.1.2支架模块 (20)3.1.3激光器模块 (21)3.1.4舵机模块 (23)3.1.5 雕刻机总体结构 (24)3.2 本章小结 (25)第四章激光雕刻机主要零件工艺制定 (26)4.1 雕刻机垫板工艺 (26)4.2 雕刻机光滑轴块工艺 (31)4.3 雕刻机短轴工艺 (39)4.4本章小结 (43)第五章激光雕刻机PLC控制系统设计 (44)5.1 PLC控制系统设计步骤 (44)5.2 PLC机型的选择 (44)5.3 PLC控制系统硬件设计 (45)5.3.1 硬件设计总体方案 (45)5.3.2 PLC输入输出设备确定 (47)5.4 本章小结 (487)第六章总结 (498)6.1 全文工作总结 (49)6.2 进一步设想 (49)附录 (49)参考文献 (50)致谢 (53)第一章绪论1.1激光雕刻及相关技术概述1.1.1激光雕刻技术雕刻机技术是综合了计算机、控制论、机构学、信息和传感技术、人工智能、仿生学等多门学科而形成的高新技术,其本质是感知、决策、行动和交互四大技术的综合,是当代研究十分活跃、应用日益广泛的领域。
导轨设计 (2)
导轨设计简介导轨是一种常用的机械元件,用于支撑和引导物体的运动。
在机械系统中,导轨广泛应用于各种设备中,例如自动化机械设备、数控机床、工业机器人等。
导轨的设计直接影响设备的稳定性、精度和寿命,因此,合理的导轨设计是非常重要的。
本文将介绍导轨的设计原理、常见的导轨类型以及如何选择合适的导轨。
同时,还将讨论一些常见的导轨设计问题及其解决方案。
设计原理导轨的设计原理基于运动学和力学的基本原理。
通过合理的力学计算和材料选择,可以确保导轨在运动过程中具有足够的刚性和精度。
导轨设计的基本原理包括以下几个方面:1.刚性设计:导轨需要具备足够的刚性,以承受外力和运动过程中产生的振动。
刚性设计需要考虑导轨材料的选择、导轨结构的设计以及与其他机械部件的连接方式。
2.精度设计:导轨的精度设计包括平行度、垂直度、直线度等方面。
高精度的导轨能够确保设备的运动轨迹准确无误,减小误差。
3.润滑设计:导轨在运动过程中需要有良好的润滑条件,以减少摩擦和磨损。
润滑设计考虑导轨表面的润滑方式以及润滑剂的选择。
常见的导轨类型根据导轨的结构和原理,常见的导轨类型可以分为以下几种:1.滑动导轨:滑动导轨主要依靠滑动摩擦来实现运动。
滑动导轨结构简单、成本较低,适用于低速、低负载的运动。
常见的滑动导轨类型有滑块导轨和滑道导轨。
2.滚动导轨:滚动导轨主要依靠滚动摩擦来实现运动。
滚动导轨具有较高的刚性和精度,适用于高速、高负载的运动。
常见的滚动导轨类型有滚珠导轨和滚柱导轨。
3.气浮导轨:气浮导轨通过气体压力来实现运动。
气浮导轨具有低摩擦、无磨损和高刚性的特点,适用于高速、高精度的运动。
常见的气浮导轨类型有气浮滑台和气浮直线导轨。
4.磁浮导轨:磁浮导轨通过磁力来实现运动。
磁浮导轨具有无接触、无摩擦和高精度的特点,适用于超高速、超高精度的运动。
常见的磁浮导轨类型有磁浮滑台和磁浮直线导轨。
选择合适的导轨选择合适的导轨需要考虑以下几个方面:1.载荷和速度:根据设备的实际载荷和速度要求,选择合适的导轨类型和尺寸。
导轨设计的基本要求
导轨设计的基本要求导轨是一种常见的机械元件,用于支撑和引导运动部件的运动。
在机械设备中,导轨往往承受着重要的载荷和精度要求。
因此,导轨的设计需要满足一些基本要求,以保证其正常运行和长期使用。
1.稳定性和刚度在机械运动中,导轨需要承受各种载荷和运动状态的变化。
为了确保导轨的稳定性和刚度,设计时应该考虑其结构的稳定性和材料的强度。
同时,导轨的尺寸和形状也需要根据实际情况进行优化,以提高其刚度和抗弯扭能力。
2.精度和重复性导轨的精度是指其能够保持的直线度、平行度和垂直度等参数。
在机械设备中,导轨的精度直接影响整个系统的运动精度和重复性。
因此,导轨的设计需要根据所需精度要求进行优化,并采用高精度的加工工艺和精密的测量方法来保证其质量。
3.耐磨性和寿命由于导轨在运动中会受到摩擦和磨损的影响,因此设计时需要考虑其耐磨性和使用寿命。
通常情况下,导轨的材料应选择高强度、耐磨和耐腐蚀的材料,如钢材、不锈钢和硬质合金等。
同时,导轨的表面处理和润滑也是保证其寿命的重要因素。
4.安全性和可靠性导轨作为机械设备的重要组成部分,其安全性和可靠性也是设计时需要考虑的因素之一。
设计时需要充分考虑导轨的使用环境和工作条件,合理地选择材料和结构,并采用可靠的连接方式和安装方法,以确保导轨的安全性和可靠性。
5.易于维护和更换在机械设备中,导轨的维护和更换也是不可避免的。
因此,设计时需要考虑导轨的拆卸和组装方便性,以及易于更换的设计。
此外,导轨的润滑和清洗也应该方便快捷,以保证其正常运行和使用寿命。
导轨的设计需要考虑多方面的因素,以满足机械设备的实际需求。
在设计时,应尽可能地考虑导轨的稳定性、精度、耐磨性、安全性和易于维护等方面,以确保其正常运行和长期使用。
激光雕刻机机械运动平台的设计
摘要:本文介绍激光雕刻机运动平台的运动过程,通过对加工工况的分析,计算出伺服电机,丝杠,联轴器,在此基础上完成主要零部件的参数选用,系统完成了对承载平台,立柱,箱体,丝杠等主要零部件的结构设计,实际使用证明方案可行性。
关键词:激光雕刻机运动平台激光雕刻机机械传动平台是利用计算机控制、电气传动、伺服驱动和传感器等技术实现制造装备的自动化,完成先进制造工艺和流程的信息化,采用标记方法激光雕刻出各种文字,符号和图案等,它对产品的质量跟踪及防伪有特殊的意义。
机器传动方案设计实验台是基于机器的组成原理设计的,为方便布置各种机构和零部件,选择两个相互垂直的装配平面。
水平装配面主要用来拼装传动部分,垂直装配面用来拼装执行构件,对运动形式复杂的机器,可以在水平平台配置两个或多个垂直平面,各平面之间通过传动轴连接,在水平平台上,可以进行传动部分的设计和拼装,实验台提供常用的各种零件、部件,如平带、V带、滚子链、直齿轮、斜齿轮、锥齿轮、蜗杆传动等,还提供了牙嵌离合器、圆盘摩擦离合器、常用各种连轴器和带式制动器等,以及用来固定的螺纹连接件[1]。
在机器执行机构的运动为连续转动时,可直接在水平平台上进行机器传动方案的设计和拼装,在执行机构的运动是回转运动、直线运动或曲线运动等多种运动形式时,可以在垂直平面拼接出各种执行机构,通过锥齿轮实现两个平面的运动传递。
1激光雕刻机水平运动平台的参数选择1.1基本参数加工时间:8min;加工区尺寸:轴向长100mm,直径50mm;圆柱侧面面积:1.5708*104mm2;加工方式:螺旋线加工;加工速度:激光光斑直径0.1mm,烧蚀点直径设为0.25mm,旋转平台每转1圈轴向移动0.25mm,那么旋转平台转速应为:N=100mm/(0.25mm*8 min)=50r/min。
轴向进给速度V f=(0.25mm/r)*(50r/min)=12.5mm/min =0.2083mm/s;加工精度:轴向精度(代表了线性精度):<0.1mm;旋转精度:<0.2度;承载质量:水平运动平台为主要承重机构,承载了工件、自动夹具、电控旋转平台、电控旋转平台用伺服电机和立柱的总重量,设计为8kg。
导轨设计 (2)
导轨设计1. 引言导轨是一种机械组件,用于在机械装置中引导和支撑运动部件。
导轨设计的目标是确保运动部件在移动过程中的平稳性、精确性和可靠性。
在本文中,我们将讨论导轨的设计原理、材料选择、制造工艺以及一些常见的导轨设计问题及其解决方法。
2. 导轨设计原理导轨的设计原理包括两个方面:静摩擦和动摩擦。
静摩擦是指在运动部件刚开始运动时的摩擦力,动摩擦是指运动部件在运动过程中的摩擦力。
静摩擦力需要尽量小,以保证运动的平稳启动,而动摩擦力需要在一定范围内,使得运动部件具有足够的阻尼和稳定性。
在导轨设计中,常用的设计原则包括以下几个方面:•导轨材料的选择:根据具体的应用需求,选择适用的导轨材料,如金属、塑料等。
•导轨形式的选择:根据运动部件的形状和运动方式,选择适合的导轨形式,如直线导轨、曲线导轨等。
•导轨精度的要求:根据运动部件的要求,确定导轨的精度等级,如精密级、高精度级等。
3. 导轨材料选择导轨的材料选择直接影响到导轨的性能和寿命。
常用的导轨材料有金属和塑料两种。
3.1 金属导轨金属导轨具有较高的强度和刚性,适用于负载较大的场合。
常见的金属导轨材料有铝合金、钢、不锈钢等。
铝合金导轨适用于负载小、速度较快的场合,钢和不锈钢导轨适用于负载大、速度较慢的场合。
3.2 塑料导轨塑料导轨具有较好的自润滑性、耐磨性和噪音低等特点,适用于负载较小、速度较快的场合。
常见的塑料导轨材料有聚四氟乙烯(PTFE)、尼龙等。
根据具体的应用需求,可以选择合适的导轨材料,或选择金属导轨和塑料导轨的组合使用,以达到最佳的导轨性能。
4. 导轨制造工艺导轨的制造工艺主要包括下列几个步骤:4.1 材料准备根据导轨设计使用的材料,准备合适的原料。
对于金属导轨,通常需要进行材料的锻造、铣削、折弯等工序。
对于塑料导轨,通常需要进行原料的熔融、注塑成型等工序。
4.2 加工工艺根据导轨的形状和尺寸要求,使用适当的加工工艺进行加工。
常见的加工工艺有铣削、车削、铣床、磨削等。
数控机床导轨的设计

数控机床导轨的设计作者:王佳蕊张琳琳来源:《科学与财富》2015年第36期摘要:导轨是机床的关键部件之一,其性能好坏,将直接影响机床的加工精度、承载能力和使用寿命。
其功用是支承并引导运动部件沿一定的轨迹运动,它承受其支承的运动部件和工件(或刀具)的质量和切削力。
关键词:数控机床;导轨;设计引言按机床的运动性质,大多数机床都是进给运动导轨,其导轨副之间的相对运动速度较低,本机床进给运动为刀架的上下运动、刀架在横梁的左右运动以及整个横梁的上下升降运动,采用的是矩形导轨,使用镶条来调整各部件间的间隙。
静压导轨是将具有一定压强的润滑油,经节流器,通入动导轨的纵向油槽中,形成承载油膜,将导轨副的摩擦面隔开,实现液体摩擦,这种靠液压系统产生的压力油形成承载油膜的导轨称为静压导轨。
静压导轨的优点是:摩擦系数为0.005~0.001,机械效率高;由于有油膜作用,不会产生粘着磨损,导轨精度保持性好;油膜有均化表面误差的作用,相当于提高了制造精度;油膜的阻尼比大,一般为0.04~0.06,因此静压导轨抗震性能较好;静压导轨低速运行平稳,防爬行性能良好。
但是静压导轨结构复杂,需要一套完整的液压系统,维修也相当困难。
因此,静压导轨适用于具有液压传动系统的精密机床和高精度机床的水平进给运动导轨。
本文设计机床导轨为立式车床的立柱导轨,主要承载横梁的升降,采用滑动导轨能够满足精度传动要求。
1.滑动导轨的截面形状导轨的主要功能是导向,动导轨必须按照导向轨迹进行运动,因此必须限定除沿静导轨面移动的另外五个自由度。
支承导轨制造或安装在立柱、横梁等支承件上,接触导轨面的宽度远小于其导轨的长度,根据定位原理,可以视导轨为窄定位板,只能限制沿y轴移动和绕x轴转动的两个自由度;可以利用两窄板(a和b)定位方法,在一个坐标面中形成一个定位平面,可以限制沿y轴的移动和绕X轴、Z轴转动的三个自由度;要准确导向,还需要限制沿X轴的移动和绕y轴的转动,因此,需增加另一坐标面上的窄支承平面c。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光雕刻机导轨的设计(含滚动导轨)newmaker1 导轨的作用和设计要求当运动件沿着承导件作直线运动时,承导件上的导轨起支承和导向的作用,即支承运动件和保证运动件在外力(载荷及运动件本身的重量)的作用下,沿给定的方向进行直线运动。
对导轨的要求如下:1.一定的导向精度。
导向精度是指运动件沿导轨移动的直线性,以及它与有关基面间的相互位置的准确性。
2.运动轻便平稳。
工作时,应轻便省力,速度均匀,低速时应无爬行现象。
3.良好的耐磨性。
导轨的耐磨性是指导轨长期使用后,能保持一定的使用精度。
导轨在使用过程中要磨损,但应使磨损量小,且磨损后能自动补偿或便于调整。
4.足够的刚度。
运动件所受的外力,是由导轨面承受的,故导轨应有足够的接触刚度。
为此,常用加大导轨面宽度,以降低导轨面比压;设置辅助导轨,以承受外载。
5.温度变化影响小。
应保证导轨在工作温度变化的条件下,仍能正常工作。
6.结构工艺性好。
在保证导轨其它要求的前提下,应使导轨结构简单,便于加工、测量、装配和调整,降低成本。
不同设备的导轨,必须作具体分析,对其提出相应的设计要求。
必须指出,上述六点要求是相互影响的。
2 导轨设计的主要内容设计导轨应包括下列几方面内容:1.根据工作条件,选择合适的导轨类型。
2.选择导轨的截面形状,以保证导向精度。
3.选择适当的导轨结构及尺寸,使其在给定的载荷及工作温度范围内,有足够的刚度,良好的耐磨性,以及运动轻便和平稳。
4.选择导轨的补偿及调整装置,经长期使用后,通过调整能保持需要的导向精度。
5.选择合理的润滑方法和防护装置,使导轨有良好的工作条件,以减少摩擦和磨损。
6.制订保证导轨所必须的技术条件,如选择适当的材料,以及热处理、精加工和测量方法等。
3 导轨的结构设计1. 滑动导轨(1) 基本形式(见图21-10)图21-10三角形导轨:该导轨磨损后能自动补偿,故导向精度高。
它的截面角度由载荷大小及导向要求而定,一般为90°。
为增加承载面积,减小比压,在导轨高度不变的条件下,采用较大的顶角(110°~120°);为提高导向性,采用较小的顶角(60°)。
如果导轨上所受的力,在两个方向上的分力相差很大,应采用不对称三角形,以使力的作用方向尽可能垂直于导轨面。
矩形导轨:优点是结构简单,制造、检验和修理方便;导轨面较宽,承载力较大,刚度高,故应用广泛。
但它的导向精度没有三角形导轨高;导轨间隙需用压板或镶条调整,且磨损后需重新调整。
燕尾形导轨:燕尾形导轨的调整及夹紧较简便,用一根镶条可调节各面的间隙,且高度小,结构紧凑;但制造检验不方便,摩擦力较大,刚度较差。
用于运动速度不高,受力不大,高度尺寸受限制的场合。
圆形导轨:制造方便,外圆采用磨削,内孔珩磨可达精密的配合,但磨损后不能调整间隙。
为防止转动,可在圆柱表面开键槽或加工出平面,但不能承受大的扭矩。
宜用于承受轴向载荷的场合。
(2)常用导轨组合形式三角形和矩形组合:这种组合形式以三角导轨为导向面,导向精度较高,而平导轨的工艺性好,因此应用最广。
这种组合有V-平组合、棱-平组合两种形式。
V-平组合导轨易储存润滑油,低、高速都能采用;棱-平组合导轨不能储存润滑油,只用于低速移动。
见图21-11。
图21-11为使导轨移动轻便省力和两导轨磨损均匀,驱动元件应设在三角形导轨之下,或偏向三角形导轨。
矩形和矩形组合:承载面和导向面分开,因而制造和调整简单。
导向面的间隙用镶条调整,接触刚度低。
见图21-12。
图21-12双三角形导轨:由于采用对称结构,两条导轨磨损均匀,磨损后对称位置位置不变,故加工精度影响小。
接触刚度好,导向精度高,但工艺性差,四个表面刮削或磨削也难以完全接触,如果运动部件热变形不同,也不能保证四个面同时接触,故不宜用在温度变化大的场合。
(3)间隙调整为保证导轨正常工作,导轨滑动表面之间应保持适当的间隙。
间隙过小,会增加摩擦阻力;间隙过大,会降低导向精度。
导轨的间隙如依靠刮研来保证,要废很大的劳动量,而且导轨经过长期使用后,会因磨损而增大间隙,需要及时调整,故导轨应有间隙调整装置。
矩形导轨需要在垂直和水平两个方向上调整间隙。
在垂直方向上,一般采用下压板调整它的低面间隙,其方法有:a)刮研或配磨下压板的结合面;b)用螺钉调整镶条位置;c)改变垫片的片数或厚度;见图21-13。
在水平方向上,常用平镶条或斜镶条调整它的侧面间隙。
见图21-14。
圆形导轨的间隙不能调整。
图21-13图21-14(4)夹紧装置有些导轨(如非水平放置的导轨)在移动之后要求将它的位置固定,因而要用专用的锁(夹)紧装置。
常用的锁紧方式有机械锁紧和液压锁紧。
见图21-15。
(5)提高耐磨性措施导轨的使用寿命取决于导轨的结构、材料、制造质量、热处理方法,以及使用与维护。
提高导轨的耐磨性,使其在较长的时间内保持一定的导向精度,就能延长设备的使用寿命。
提高导轨耐磨性的措施有:1)选择合理的比压单位面积上的压力成为比压,即p=P/S(公斤/厘米2)式中P-作用在导轨上的力(公斤)S-导轨的支承面积(厘米2)由上式可知,要减小导轨的比压,应减轻运动部件的重量和增大导轨支承面的面积。
减小两导轨面之间的中心距,可以减小外形尺寸和减轻运动部件的重量。
但减小中心距受到结构尺寸的限制,同时中心距太小,将导致运动不稳定。
降低导轨比压的另一办法,是采用卸荷装置,即在导轨载荷的相反方向,增加弹簧或液压作用力,以抵消导轨所承受的部分载荷。
2)选择合适材料目前常采用的导轨材料有以下几种:铸铁- 导轨与承导件或运动件铸成一体,其材料常用灰口铸铁。
它具有成本低,工艺性好,热稳定性高等优点。
在润滑和防护良好的情况下,具有一定的耐磨性。
常用的是HT200~HT400,硬度以HB=180~200较为合适。
适当增加铸铁中含碳量和含磷量,减少含硅量,可提高导轨的耐磨性。
若灰口铸铁不能满足耐磨性要求,可使用耐磨铸铁,如高磷铸铁,硬度为HB=180~220,耐磨性能比灰口铸铁高一倍左右。
若加入一定量的铜和钛,成为磷铜钛铸铁,其耐磨性比灰口铸铁高两倍左右。
但高磷系铸铁的脆性和铸造应力较大,易产生裂纹,应采用适当的铸造工艺。
此外,还可使用低合金铸铁及稀土铸铁。
钢-要求较高的或焊接机架上的导轨,常用淬火的合金钢制造。
淬硬的钢导轨的耐磨性比普通灰铸铁高5~10倍。
常用的有20Cr钢渗碳淬火和40Cr高频淬火。
钢导轨镶接的方法有:螺钉连接,应使螺钉不受剪切;为避免导轨上有孔(孔内积存赃物而加速磨损),一般采用倒装螺钉。
结构上不便于从下面伸入螺钉固定时,可采用如图21-16所示的方法。
螺钉固紧后,将六角头磨平,使导轨上的螺钉孔和螺钉头之间没有间隙。
图21-16用环氧树脂胶接,胶接面之间的间隙不超过0.25毫米。
胶粘导轨具有一定的胶接刚度和强度,尚有一定的抗冲击性能,工艺简单,成本较低。
塑料-用聚四氟乙烯为基材,添加不同的填充剂作为导轨材料。
它具有耐磨、抗振以及动、静摩擦系数低(0.04),可消除低速爬行现象,在实际应用中取得良好的效果。
3)热处理为提高铸铁导轨的耐磨性,常对导轨表面进行淬火处理。
表面淬火方法有:火焰淬火、高频淬火和电接触淬火。
4)润滑和防护润滑油能使导轨间形成一层极薄的油膜,阻止或减少导轨面直接接触,减小摩擦和磨损,以延长导轨的使用寿命。
同时,对低速运动,润滑可以防止"爬行";对高速运动,可减少摩擦热,减少热变形。
导轨润滑的方式有浇杯、油杯、手动油泵和自动润滑等。
导轨的防护装置用来防止切削、灰尘等赃物落到导轨表面,以免使导轨擦伤、生锈和过早的磨损。
为此,在运动导轨端部安装刮板;采用各种式样的防护罩,使导轨不外露等办法。
(6) 结构尺寸的验算1)校核温度变化对导轨间隙的影响导轨在温度变化较大的环境中工作,应在选定精度和配合后,作导轨间隙验算。
为了保证工作时不致卡住,导轨的最小间隙应大于或等于零,即Δmin≥0导轨的最小间隙用下式计算:Δmin=Dmin[1+αk(t-t0)]-dmax[1+αz(t-t0)] (mm)式中t-工作温度(°C)t0-制造时温度(°C)Dmin-包容件在t0时的最小尺寸(mm)dmax-被包容件在t0时的最大尺寸(mm)αk-包容件材料的线膨胀系数(1/°C)αz-被包容件材料的线膨胀系数(1/°C)为保证导向精度,导轨的最大间隙Δmax应小于或等于允许值,即Δmax≤[Δmax]导轨的最大间隙用下式计算:Δmax=Dmax[1+αk(t-t0)]-dmin[1+αz(t-t0)] (mm)式中Dmax-包容件在t0时的最大尺寸(mm)dmin-被包容件在t0时的最小尺寸(mm)2)不自锁条件和导轨间隙计算当初定导轨的结构形式和尺寸后,应注意作用力的方向和作用点的位置,力求使导轨的倾斜力矩小,否则使导轨的摩擦力增大,磨损加快,从而降低导轨的灵活性和导向精度,甚至回使导轨卡住。
其验算公式见表21-6。
表21-62.滚动导轨在承导件和运动件之间放入一些滚动体(滚珠、滚柱或滚针),使相配的两个导轨面不直接接触的导轨,称为滚动导轨。
滚动导轨的特点是摩擦阻力小,运动轻便灵活;磨损小,能长期保持精度;动、静摩擦系数差别小,低速时不易出现"爬行"现象,故运动均匀平稳。
因此,滚动导轨在要求微量移动和精确定位的设备上,获得日益广泛的运用。
滚动导轨的缺点是:导轨面和滚动体是点接触或线接触,抗振性差,接触应力大,故对导轨的表面硬度要求高;对导轨的形状精度和滚动体的尺寸精度要求高。
(1)结构形式滚珠导轨-图示21-17为V-平截面的滚珠导轨、双V形截面的滚珠导轨和圆形截面滚珠导轨。
由于滚珠和导轨面是点接触,故运动轻便,但刚度低,承载能力小。
常用于运动件重量、载荷不大的场合。
图21-17滚柱(滚针)导轨-滚柱导轨中的滚柱与导轨面是线接触,故它的承载能力和刚度比滚珠导轨大,耐磨性较好,灵活性稍差。
如图21-18,滚柱对导轨的不平度较敏感,容易产生侧向偏移和滑动,而使导轨的阻力增加,磨损加快,精度降低。
滚柱的直径越大,对导轨的不平度越为敏感。
图21-18当结构尺寸受限制时,可采用直径较小的滚柱,这种导轨称为滚针导轨。
滚柱导轨支承为标准部件,具有安装、润滑简单,调整防护容易等优点。
其结构如图21-19所示。
由于滚柱在封闭的滚道内滚动,故可用于行程很大的导轨上。
滚动导轨支撑1-本体2-滚柱3-导向片4-反射器滚柱导轨可采用标准的滚动轴承,装在偏心轴上,如图21-20所示,以便于调整。
其偏心量一般取0.2-0.5毫米。
图21-20(2)滚动导轨设计的一般问题1)结构形式的选择:滚动导轨按其结构特点,分为开式和闭式两种。