关键工序控制记录表
关键工序质量控制记录表

关键工序质量控制记录表摘要:一、关键工序质量控制记录表的概述1.关键工序的定义2.关键工序质量控制记录表的作用3.关键工序质量控制记录表的内容二、关键工序质量控制记录表的编制与使用1.编制关键工序质量控制记录表的要求2.关键工序质量控制记录表的填写方法3.关键工序质量控制记录表的使用与维护三、关键工序质量控制记录表在质量管理中的作用1.提高产品质量2.降低生产成本3.提升企业竞争力四、关键工序质量控制记录表的实例分析1.实例介绍2.实例解析3.实例总结正文:关键工序质量控制记录表是一种用于记录和控制关键工序质量的表格工具,对于提高产品质量和降低生产成本具有重要意义。
关键工序是指对产品性能、可靠性、安全性等方面有决定性影响的工序。
通过关键工序质量控制记录表,企业可以更好地把握产品生产过程中的质量状况,及时发现问题并进行改进,从而提升企业的竞争力。
一、关键工序质量控制记录表的概述关键工序质量控制记录表是一种记录关键工序质量信息的表格,通常包括工序名称、编号、规格型号、生产批次、生产时间、操作人员、检验人员等内容。
通过对这些信息的记录和分析,企业可以更好地了解和控制关键工序的质量。
二、关键工序质量控制记录表的编制与使用编制关键工序质量控制记录表时,企业应确保记录内容真实、准确、完整。
在填写关键工序质量控制记录表时,应根据实际情况详细记录各个关键工序的质量信息。
使用关键工序质量控制记录表时,企业应对记录数据进行定期分析,以便及时发现问题,采取相应措施。
三、关键工序质量控制记录表在质量管理中的作用关键工序质量控制记录表在质量管理中的作用主要体现在以下几个方面:1.提高产品质量:通过对关键工序质量的详细记录和分析,企业可以发现潜在的质量问题,及时进行改进,从而提高产品的整体质量。
2.降低生产成本:关键工序质量控制记录表可以帮助企业更好地了解生产过程中的各种因素,从而优化生产流程,降低生产成本。
3.提升企业竞争力:优质的产品质量和较低的生产成本将有助于企业在激烈的市场竞争中立于不败之地。
CTQ关键工序控制程序(含表格)

CTQ关键工序控制程序(IATF16949-2016)1 目的为规范本公司CTQ相关作业的管理,保证产品关键特性满足客户要求,降低不良率,特制定本程序。
2 范围适用于本公司内部的CTQ管理项目,以及CTQ管理出现异常的分析,改善及完善相关活动。
3 定义3.1 CTQ定义:Critical-To-Quality)的意思是质量关键特性点,是指为了满足“关键的需求或关键客户流程需求的产品或服务的一组特征,它是从顾客角度出发,影响顾客满意度的质量特性。
”4 权责本规程由品管部、生产部,技术装备部负责实施,其他部门共同遵守。
5 工作程序5.1 CTQ管理项目的选定:对顾客指定的关键特性,作为优先管理。
对影响产品品质的重要工序的特性和工程特性也作相应管理。
5.2 CTQ关键特性管理图的选定根据产品特性及管理需要,公司选用SPC控制均值-极差控制图.产品名称CTQ特性管理标准测定周期曲轴粗加工吸油管孔直径Φ11—Φ11.03 天/次曲轴精加工长轴圆度0.0015 5pcs/2小时/机长轴靠近支撑面圆度0.0025 5pcs/2小时/机长轴外圆粗糙度Ra0.30 5pcs/2小时/机偏心轴圆度0.0015 5pcs/2小时/机偏心轴表面粗糙度Ra0.20 5pcs/2小时/机长轴直径13.988±0.0035pcs/小时/机偏心轴直径13.980±0.0035pcs/小时/机假如某个时段失控,由SPC人员发送《失控通知单》给生产班长,进行及时调整。
5.3 CTQ工程能力的调查周期及管理项目.在稳定的生产过程中,要求CTQ工程每月测定 1 批, 32件/批。
计算CPK过程能力指数,并通过连续的观察,找到潜在的能力不足设备进行改善。
5.4 CTQ工程能力的计算及评价:对于CTQ关键工序,品管部根据程序测定对应的品质特性数据并进行记录,计算出CPK. 工程能力评价参考如下:等级Cpk 判断工程能力的有无措施A Cpk≥1.67 工程能力很充分可维持现状,或想办法减少成本等B 1.33≤Cpk<1.67 工程能力充分是理想状态,维持现状即可.C 1.00≤Cpk<1.33 工程能力不是很充分可考虑采取必要的措施以达到理想状态D 0.67≤Cpk<1.00 工程能力不足. 有必要工程的管理及改善.E Cpk<0.67 工程能力很不足离品质理想状态远. 需进行品质改善,追究原因,做紧急对策5.5 CTQ工程异常的处理规定品管部对输入的数据进行收集,须每个月进行工程能力分析,检讨。
关键工序品质控制图
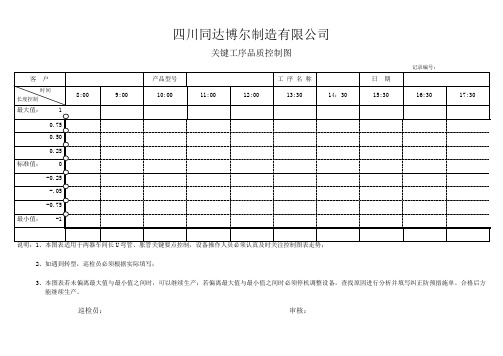
四川同达博尔制造有限公司
关键工序品质控制图
记录编号:
客
长度控制
户
时间
产品型号 8:00 1 0.75 0.50 0.25 9:00 10:00 11:00 12:00
工 序 名 称 13:30 14:30
日
期 16:30 17:30
15:30
最大值:
标准值:
0 -0.25 -.05 -0.75
最小值:
-1
说明:1、本图表适用于两器车间长 U 弯管、胀管关键要点控制,设备操作人员必须认真及时关注控制图表走势; 2、如遇到转型,巡检员必须根据实际填写; 3、本图表若未偏离最大值与最小值之间时,可以继续生产;若偏离最大值与最小值之间时必须停机调整设备,查找原因进行分析并填写纠正防预措施单。
合格后方 能继续生产。
巡检员:
审核:
。
关键工序控制记录表
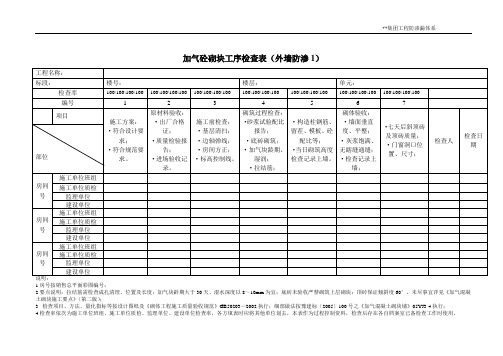
加气砼砌块工序检查表(外墙防渗1)1.房号按销售总平面彩图编号;2.要点说明:拉结筋需检查成孔清理、位置及长度;加气块龄期大于30天、湿水深度以8~10mm为宜;底砖未验收严禁砌筑上层砌块;顶砖保证倾斜度60°。
未尽事宜详见《加气混凝土砌块施工要点》(第二版);3. 检查项目、方法、量化指标等按设计图纸及《砌体工程施工质量验收规范》GB50203—2002执行;细部做法按豫建标〔2005〕100号之《加气混凝土砌块墙》05YJ3-4执行;4.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
外墙抹灰工序检查表(外墙防渗2)1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑装饰装修工程质量验收规范》GB50210—2001执行;3.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
外墙保温工程工序质量验收记录表(外墙防渗3)1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑节能工程施工质量验收规范》GB50411—2007执行;细部做法参照豫建标〔2005〕100号之《外墙外保温构造》05YJ3-1执行;3. 检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
墙体饰面层工序检查表(外墙防渗4)说明:1.房号按销售总平面彩图编号;2. 检查项目、方法、量化指标等按设计图纸及《建筑装饰装修工程质量验收规范》GB50210—2001、《建筑节能工程施工质量验收规范》GB50411-2007执行;3. .检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档屋面防水工程工序质量验收记录表1、房号按销售总平面彩图编号;2、检查项目、方法、量化指标等按设计图纸及《屋面工程质量验收规范》GB50207—2002执行;3、细部做法按豫建标〔2005〕100号之《平屋面》05YJ5-1、《坡屋面》05YJ5-2执行;4.检查率依次为施工单位班组、施工单位质检、监理单位、建设单位检查率,各方填表时应将其他单位划去,本表作为过程控制资料,检查后存在各自档案室已备检查工作时使用。
CTQ关键工序控制程序(含表格)
CTQ关键工序控制程序(IATF16949-2016)1 目的为规范本公司CTQ相关作业的管理,保证产品关键特性满足客户要求,降低不良率,特制定本程序。
2 范围适用于本公司内部的CTQ管理项目,以及CTQ管理出现异常的分析,改善及完善相关活动。
3 定义3.1 CTQ定义:Critical-To-Quality)的意思是质量关键特性点,是指为了满足“关键的需求或关键客户流程需求的产品或服务的一组特征,它是从顾客角度出发,影响顾客满意度的质量特性。
”4 权责本规程由品管部、生产部,技术装备部负责实施,其他部门共同遵守。
5 工作程序5.1 CTQ管理项目的选定:对顾客指定的关键特性,作为优先管理。
对影响产品品质的重要工序的特性和工程特性也作相应管理。
5.2 CTQ关键特性管理图的选定根据产品特性及管理需要,公司选用SPC控制均值-极差控制图.产品名称CTQ特性管理标准测定周期曲轴粗加工吸油管孔直径Φ11—Φ11.03 天/次曲轴精加工长轴圆度0.0015 5pcs/2小时/机长轴靠近支撑面圆度0.0025 5pcs/2小时/机长轴外圆粗糙度Ra0.30 5pcs/2小时/机偏心轴圆度0.0015 5pcs/2小时/机偏心轴表面粗糙度Ra0.20 5pcs/2小时/机长轴直径13.988±0.0035pcs/小时/机偏心轴直径13.980±0.0035pcs/小时/机假如某个时段失控,由SPC人员发送《失控通知单》给生产班长,进行及时调整。
5.3 CTQ工程能力的调查周期及管理项目.在稳定的生产过程中,要求CTQ工程每月测定 1 批, 32件/批。
计算CPK过程能力指数,并通过连续的观察,找到潜在的能力不足设备进行改善。
5.4 CTQ工程能力的计算及评价:对于CTQ关键工序,品管部根据程序测定对应的品质特性数据并进行记录,计算出CPK. 工程能力评价参考如下:等级Cpk 判断工程能力的有无措施A Cpk≥1.67 工程能力很充分可维持现状,或想办法减少成本等B 1.33≤Cpk<1.67 工程能力充分是理想状态,维持现状即可.C 1.00≤Cpk<1.33 工程能力不是很充分可考虑采取必要的措施以达到理想状态D 0.67≤Cpk<1.00 工程能力不足. 有必要工程的管理及改善.E Cpk<0.67 工程能力很不足离品质理想状态远. 需进行品质改善,追究原因,做紧急对策5.5 CTQ工程异常的处理规定品管部对输入的数据进行收集,须每个月进行工程能力分析,检讨。
关键工序质量控制表表格
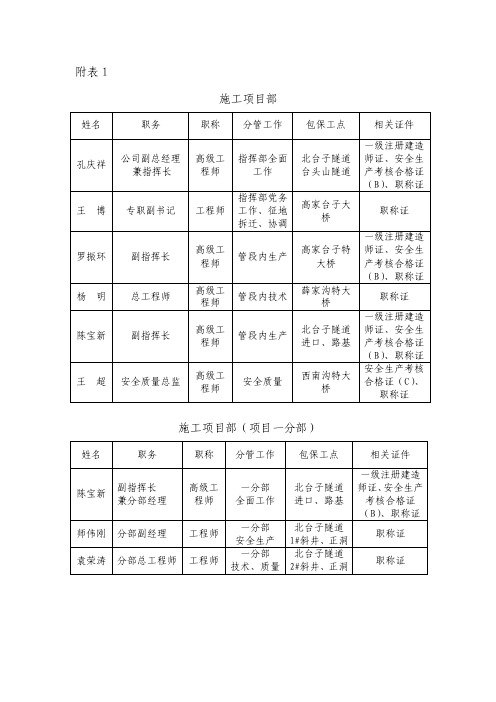
附表1
施工项目部
施工项目部(项目一分部)
施工项目部(项目二分部)
附表2
架子队(隧道架子一队)
架子队(隧道架子二队)
架子队(隧道架子三队)
架子队(路基架子一队)
架子队(桥涵架子一队)
附件3
关键工序质量控制表
①附件:照片(正面、侧面、平面),由监理工程师拍照,照片上显示时间至小时。
②关键工序是指路基、桥涵、隧道、轨道等主体工程的隐蔽性工序质量自检、互检、交接检情况记录。
③本表由监理工程师存档备查,本表不填不得进入下道工序。
附件4
关键工点检查记录表
备注:1.此表印制成册,每31页为一册,每月一册。
2.印制成册的检查表不能撕扯,凡缺页的按弄虚作假处理。
产品关键工序控制点的标准表单
产品关键工序控制点的标准表单全文共四篇示例,供读者参考第一篇示例:产品关键工序控制点的标准表单是企业生产过程中非常重要的一部分,通过对产品关键工序的控制点进行标准化管理,可以有效提高生产工艺的稳定性和产品质量的可控性。
标准表单的制作需要考虑到产品的具体工艺特点和生产流程,确保能够全面反映产品关键工序的控制要点和操作流程。
一、产品情况介绍1. 产品名称:______________二、关键工序控制点标准表单序号工序名称工序要求控制措施负责人备注1 原料采购检查原料质量,保证符合标准要求确保原料供应商合格头等原料采购部需要同时记录原料质量检测指标2 生产加工进行生产工艺指导,严格控制加工参数和工艺流程设定标准加工参数生产部每道工序产出进行抽检3 检验测试进行产品的出厂检验测试,确保产品符合标准要求建立检验标准及测试流程质量检验部详细记录测试数据4 包装出货对产品进行包装出货,保证产品运输安全和完整性确保包装符合运输标准包装部在出货前进行包装检查5 售后服务定期进行售后服务跟踪,收集用户反馈建议,及时改进产品加工及服务提高售后服务质量售后服务部对用户反馈意见进行汇总整理第二篇示例:产品关键工序控制点的标准表单是指在生产过程中对于关键工序设置的一套具体的控制措施和要求的文档,其目的是确保产品在关键工序中的质量和安全。
一份标准的产品关键工序控制点表单通常包括以下内容:1. 产品信息:包括产品名称、规格、型号等基本信息,以便于区分不同的产品。
2. 工序名称:对于产品生产过程中的关键工序进行明确的划分和命名,以便于员工在操作过程中进行准确的识别。
3. 工序要求:明确工序的具体要求和步骤,包括工序的操作标准、工艺参数要求等,确保员工能够按照标准要求进行操作。
4. 检验要点:列出关键工序的检验要点和抽样检验的要求,以保证产品在关键工序能够及时发现问题并进行调整。
5. 控制措施:列出在关键工序中需要采取的控制措施,包括设备的检查和维护、操作人员的培训和指导等,以确保工序的稳定性和一致性。
食品生产过程中关键工序监控记录
生产日期
产品 品名规格
内包装工序原始记录
*
数量 (袋)
感观状态 是否正常
生产批号
操作者
生产日期
产品品 名规格
每一袋重量(已除包装重量)
单位:g/袋;kg/袋
1 2 3 4 5 6 7 8 9 10 净含量结果
净含量 单位(g) 检验依据 JJF1070
异常情况说明
外包装工序原始记录
编号: QS-SC-16 生产日期 产品名称/规格 数量
原料处理工序原始记录
*
(泡椒凤爪、泡椒猪皮前处理)
原料处理后感观质量情况:
原
解冻、清洗情况记录
料
处
理
工
艺
执 行 操作者/日期:
分切过程情况记录 监控人员/日期:
异常情况说明:
重庆市---食品有限公司
关键工序监控原始记录
*
编号:QS-SC-06
(泡椒凤爪、泡椒猪皮煮制)
生产日期 产品名称
煮制质量控制
编号:QS-SC-11
产量
配料工序原始记录
生产日期 产品名称
kg/次
A
B
C
D
E
F
G
操作者 H
备注:A 食盐 B 味精 C 白砂糖 D 花椒 E 泡椒 F 香辛料 G 食用盐
H
关键工序监控记录
*
编号 QS-SC-12 生产日期 产品名称
温度
121℃
(各类产品灭菌)
灭菌质量控制
压力
各产品灭菌时间要求见备注
灭菌
灭菌机
工用具
操作台
内包装
包装机
工用具
操作台
异常情况说明:
关键工序质量控制记录表
关键工序质量控制记录表摘要:一、关键工序质量控制记录表的重要性1.提高产品质量2.确保生产过程稳定3.预防质量问题二、关键工序质量控制记录表的内容1.工序名称2.质量控制标准3.实际检测数据4.质量评价5.异常情况处理三、如何填写关键工序质量控制记录表1.详细、准确地填写工序名称和质量控制标准2.实时记录实际检测数据3.对质量评价进行客观、全面的分析4.遇到异常情况及时处理并记录四、关键工序质量控制记录表的运用与管理1.定期审查记录表2.分析质量趋势3.优化生产过程4.提高员工素质正文:关键工序质量控制记录表是企业在生产过程中对关键工序质量进行监控和管理的重要工具。
它有助于提高产品质量,确保生产过程的稳定,以及预防质量问题的发生。
下面我们将详细介绍关键工序质量控制记录表的内容、填写方法以及运用与管理。
一、关键工序质量控制记录表的重要性1.提高产品质量:通过对关键工序的质量控制,确保产品在生产过程中符合质量标准,提高最终产品的质量。
2.确保生产过程稳定:通过对关键工序的质量控制,及时发现生产过程中的问题,确保生产过程的稳定运行。
3.预防质量问题:通过对关键工序的质量控制,提前发现潜在的质量问题,并采取相应措施进行预防和改进。
二、关键工序质量控制记录表的内容1.工序名称:明确记录所涉及的关键工序。
2.质量控制标准:设定合理的质量控制标准,以便于对工序质量进行评价。
3.实际检测数据:实时检测关键工序的质量,并将数据填入记录表。
4.质量评价:根据实际检测数据,对工序质量进行客观、全面的评价。
5.异常情况处理:遇到质量异常情况时,及时处理并记录处理过程。
三、如何填写关键工序质量控制记录表1.详细、准确地填写工序名称和质量控制标准,以便于对工序质量进行监控。
2.实时记录实际检测数据,确保数据的准确性和完整性。
3.对质量评价进行客观、全面的分析,以便于发现问题和改进。
4.遇到异常情况及时处理,并记录处理过程,以便于日后分析和总结经验。
关键工序质量控制点记录
监控要点
名称
控制要点
控制内容、
地 点
结 果
频次
检查人签名
制剂
物料交接
检验报告书、合格证
□符合,有
□不符合,无
每批
称量
一人称量,一人复核
□是
□否
定期
操作过程
执行标准操作
程序情况
□遵守
□违反
定时
操作过程的状态标识,重量与实物相符
□标识正确,相符
□标识不正确,不符合
随机
随机
按标准检验,有检验合格报告单
□按标准检验,合格 □不合格
生产偏差
执行偏差处理工作程序,并有记录
□执行,有
□不执行,无
原始记录
填写符合要求,无提前记或追记,准确、及时、真实、完整
□符合规定
□不符合规定
人员卫生
内外环境卫生
设施卫生
工艺卫生
物品定置要求
□遵守 □违反
□遵守 □违反
□遵守 □违反
□遵守 □违反
□遵守□违反
□遵守□违反
随机
物料平衡
□偏差在的[控制范围内□偏差偏离控制范围
每批
中间产品容器状态标识、标签
□与实物相符
□与实物有偏差
每批
中间产品抽验结果
□符合规定
□不符合规定
每批
生产偏差
执行偏差处理工作程序,并有记录
□执行,有记录
□违反,记录不全
每批
原始记录
填写完整、正确
□符合要求
□不符合要求
每批
生产结束
中间产品容器状态标识、标签
□与实物相符
□与实物有偏差