《车工工艺与技能训练》课程单元教学设计——转动小滑板车圆锥的方法共22页文档
转动小滑板车圆锥的方法23页PPT

16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉克利 特 17、人类对于不公正的行为加以指责 ,并非 因为他 们愿意 做出这 种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
Hale Waihona Puke 46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
转动小滑板法车削圆锥体

2. 1车刀的种类及选用
• 在机械加工中,常用的金属切削刀具有车刀、孔加工刀具(中心钻、 麻花钻、扩孔钻、铰刀等)、磨削刀具、铣刀和齿轮刀具等。在大批 量生产和加工特殊形状零件时,还经常采用专用刀具、组合刀具和特 殊刀具。在加工过程中,为了保证零件的加工质量、提高生产率和经 济效益,需要恰当合理地选用相应的各种类型刀具。
• (15)在检验锥度正确的前提下,精车外圆锥面; • (16)用套规控制长度(2±1.5) mm
• 2. 2. 3自检与评价
• (1)加工完毕,卸下工件,仔细测量各部分尺寸。对自己的练习件进 行评价(评分标准见表2. 2 ),对出现的质量问题分析原因,并找出改 进措施。
• (2)将工件送交检验后,清点工具,收拾工作场地。
• 车削加工通常都是在车床上进行的,主要用于加工回转表面及其端面。 在加工中一般工件做旋转运动,刀具做纵向和横向进给运动。
• 车刀的种类很多,一般可按用途和结构分类。 • 1.按用途分类 • 车刀按其用途可分为:外圆车刀、内孔车刀、端面车刀、切断车刀、
螺纹车刀等。常用车刀的形式与用途如图2. 2所示。
•
a%—备品的百分率;
上一页 下一页 返回
2. 3机械制造工艺规程概述
• b%—废品的百分率。 • 2)生产类型 • 根据产品的大小和特征、生产纲领、批量及其投入生产的连续性,可
分为单件生产、成批生产及大量生产三种生产类型。生产类型和生产 纲领具体划分见表2.5。 • (1)单件生产。单件生产的基本特点是生产的产品种类繁多,每种产 品制造一个或少数几个,而且很少重复生产。例如重型机械产品制造、 大型船舶制造及新产品的试制等都属于单件生产。 • (2)成批生产。成批生产的基本特点是产品的品种多,同一产品均有 一定的数量,能够成批进行生产,生产呈周期性重复。例如,机床、 机车、纺织机械的制造等多属于成批生产。
用转动小滑板法车削外圆锥

圆锥的基本参数(见图3)
• 1)圆锥半角 • 2)最大圆锥直径D • 3)最小圆锥直径d • 4)圆锥长度L • 5)锥度C
圆锥的各部分尺寸计算
• 1)圆锥半角与其他三个参数的关系:
• C=
Dd L
• tan= Dd
2L
• D=d+2Ltan
• d=D-2Ltan
• L= Dd
2tan 2
为了使用方便和降低生产成本,常用的工具、刀具 上的工具圆锥都标准化了。圆锥的各部分尺寸,可 按照规定的几个号码来制造。使用时只要号码相同, 就能互换。
常用的标准化圆锥有两种:
莫式圆锥—是机器制造业中应用得最广泛的一种圆 锥,分7个号:0、1、2、3、4、5、6,最小的是0 号,最大的是6号。号数不同,圆锥角和尺寸不同。
(1-1) (1-2) (1-3) (1-4)
Dd C
圆锥的各部分尺寸计算
• 当圆锥半角°时,可以用下式近式公式计 算:
• 28.7°28.7°C
(1-6)
• 2)锥度C与其他三个参数的关系
• D=d+CL
(1-7)
• d=D-CL
(1-8)
• L= Dd
(1-9)
C
• tan=或C=2
圆锥的标准化
2、拆装方便,多次拆装仍能保持精确的定心作用 。
一、基本知识:
1、圆锥 以直角三角形的一条直角边所在直线为旋转轴,其余两边 旋转形成的面所围成的旋转体叫做圆锥。该直角边叫圆锥的轴 。
2、圆台 以直角梯形垂直于底边的腰所在直线为旋转轴,其余各边旋 转而形成的曲面所围成的几何体叫做圆台.旋转轴叫做圆台的轴.
万能角度尺
万能角度尺测量外锥
用套规检查
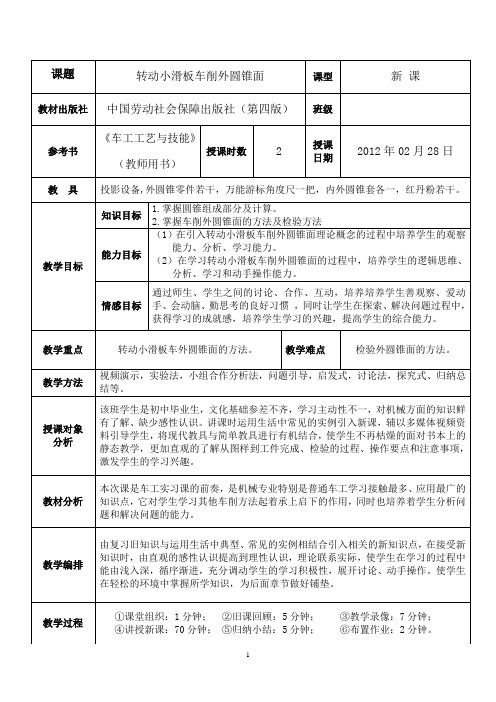
《车工》教案 项目9 车圆锥
)锥形主轴c)带锥孔的齿轮d)锥形手柄常见的带有圆锥面的工件再播放前顶尖和麻花钻装夹和卸下的视频(图个特点。
自然引到圆锥的分类、圆锥的基本参数和尺寸计算以及车削圆锥的方法。
)主轴锥孔与前顶尖锥柄的配合b)尾座锥孔与麻花钻锥柄的配合图9-2 车床上的圆锥面配合b)用中滑板调整背吃刀量a)移动床鞍调整背吃刀量a用圆柱量针测量外圆锥的最小圆锥直径3-圆柱量针b)车刀低于工件回转中心c)车刀高于工件回转中心a)计算法控制圆锥孔尺寸b)移动床鞍法控制圆锥孔尺寸c、d)移动床鞍法控制圆锥孔尺寸.粗车时,切削速应比车外圆锥面时低10%~20%;精车时,采用低速车削b)车内圆锥面注意事项:为保证内、外锥面的良好帖合,车削内、外圆锥配合件b)铰锥孔a)钻孔b)扩孔钻扩孔c)铰锥孔当内圆锥的直径和锥度较大,且有较高的位置精度要求时,可以先钻孔,然后粗车成锥孔,再用锥形精铰刀铰削,如图a、b、c所示a)钻孔b)车锥孔c)铰锥孔铰削内圆锥面时,参加切削的切削刃比较长,切削面积大,排屑较困难,所以切削用量应选择得小些切削速度vc ――一般选5m/min以下,进给应均匀量f――进给量大小根据锥度大小选取,锥度大时进给量小些,反之锥度小则可取大些。
铰削锥角~0.3mm/r;铸铁件进给量一般选b)有两条刻线的圆锥塞b)锥孔尺寸大c)锥孔尺寸小4.用宽刃刀法车削1)装刀不正确2)切削刃不直3)刃倾角λs≠0°1)调整切削刃的角度和对准工件轴线2)修磨切削刃,保证其直线度3)重磨刃倾角,使λs=0°5.铰内圆锥1)铰刀的角度不正确2)铰刀的轴线与主轴轴线不重合1)更换、修磨铰刀2)用百分表和试棒,调整尾座套筒轴线与主轴轴线重合最大和最小圆锥直径不正确1.未经常测量最大和最小圆锥直径2.未控制车刀的背吃刀量1.经常测量最大和最小圆锥直径2.及时测量,用计算法或移动床鞍法控制背吃刀量ap双曲线误差车刀刀尖未严格对准工件轴线车刀刀尖必须严格对准工件轴线表面粗糙度达不到要求1.与“车轴类工件时,表面粗糙度达不到要求的原因”相同2.小滑板镶条间隙不当3.未留足精车或精铰削余量4.手动进给忽快忽慢1.与“车轴类工件时,表面粗糙度达不到要求的预防措施”相同2.调整小滑板镶条间隙3.要留有适当的精车或精铰削余量4.手动进给要均匀,快慢一致b)内圆锥。
车工工艺与技能训练教案项目3车圆锥

车工工艺与技能训练教案项目3车圆锥第一篇:车工工艺与技能训练教案项目3 车圆锥广汉职业中专学校 16级机械专业项目3 车内外圆锥面课题:车内外圆锥面教学目的:1、掌握圆锥各部分的名称和计算2、掌握车内外圆锥面的方法教学重点、难点:掌握车内外圆锥面的方法教学课时:8课时授课方法:讲授法,实践法任务3.1车外圆锥面一、圆锥的基础知识(一)、术语及定义 1.圆锥表面与轴线成一定角度,且一端相交于轴线的一条直线段(母线),围绕轴线旋转形成的表面。
2.圆锥由圆锥表面与一定尺寸所限定的几何体。
3.圆锥的基本参数(1)圆锥角a(2)大端直径D(3)小端直径d 广汉职业中专学校 16级机械专业(4)圆锥长度L(5)锥度C C=D-d/L二、圆锥的各部分尺寸计算1.圆锥半角a/2 tan(a/2)=D-d/2L 例:P58 2.锥度C C=D-d/L 例:P70(二、)工具圆锥一、莫氏圆锥0、1、2、3、4、5、6、从大到小二、米制圆锥4、6、80、100、120、160、200指大端直径C=1:(三)、车圆锥的方法主要有以下五种方法1.转动小滑板法 2.偏移尾座法 3.仿形法(靠模法)广汉职业中专学校 16级机械专业4.宽刃刀车削法 5.铰内圆锥法一、转动小滑板法二、偏移尾座法三、仿形法(靠模法)广汉职业中专学校 16级机械专业(四)、圆锥的检验一、角度和锥度的检验 1.用万能角度尺广汉职业中专学校 16级机械专业2.用角度样板 3.用圆锥量规圆锥的大、小端直径可用圆锥界限量规来测量。
作业:P85 1T 2T 3T 4T 5T广汉职业中专学校 16级机械专业项目4 成形面的加工和表面装饰课题:成形面的加工和表面装饰教学目的、要求:1、了解成形面的车削方法2、正确进行抛光、研磨3、掌握滚花的技能教学重点、难点:1、了解成形面的车削方法2、正确进行抛光、研磨3、掌握滚花的技能教学课时:6课时授课方法:讲授法、实践法教学参考书及教具(含电教设备): 4、1 车成形面的方法一、双手控制法数量少或单件时,可采用。
《车工工艺与技能训练》教案
《车工工艺与技能训练》教案一、教学目标:1. 知识与技能:(1)了解车工的基本概念、特点和应用领域;(2)掌握车工的基本工艺方法和操作技巧;(3)学会使用车工工具和设备,并能进行简单的车工操作。
2. 过程与方法:(1)通过观察、实践和讨论,培养学生的动手能力和团队协作能力;(2)学会分析车工问题,并能运用所学的知识解决实际问题。
3. 情感态度与价值观:(1)培养学生对车工技术的兴趣和热情;(2)培养学生遵守纪律、安全意识、责任心和精益求精的态度。
二、教学内容:1. 车工基本概念:车工的定义、特点和应用领域;2. 车工工艺方法:平端面、外圆、内孔、螺纹等基本加工方法;3. 车工设备与工具:车床、刀具、量具等的选择和使用;4. 车工操作技巧:安全操作、正确装夹工件、调整刀具等;5. 车工实际操作:进行简单的车工操作,如加工轴类零件、螺纹等。
三、教学重点与难点:1. 教学重点:车工的基本工艺方法和操作技巧,车工工具和设备的选择与使用。
2. 教学难点:车工实际操作中的装夹、调整刀具、加工精度等。
四、教学方法与手段:1. 教学方法:采用讲解、演示、实践、讨论相结合的方法;2. 教学手段:多媒体教学、实物演示、实践操作等。
五、教学课时与安排:1. 教学课时:本课程共计32课时;2. 教学安排:每课时45分钟,包括理论讲解和实践操作两部分。
六、教学过程:1. 课前准备:检查学生预习情况,准备教学设备和材料;2. 课堂讲解:讲解车工基本概念、工艺方法和操作技巧;3. 实物演示:演示车工设备的使用和实际操作过程;4. 实践操作:学生分组进行车工实际操作,教师巡回指导;七、教学评价:1. 平时成绩:观察学生在课堂上的参与程度、操作技巧和团队协作能力;2. 实践成果:评估学生在实践操作中的加工质量、精度等;3. 课后作业:布置相关车工工艺与技能的练习题,检查学生掌握程度。
八、教学拓展:1. 组织学生参观车工企业,了解车工行业的发展和应用;2. 邀请车工专家进行讲座,分享车工技术的最新动态和发展趋势;3. 开展车工技能竞赛,激发学生的学习兴趣和竞争意识。
《车工工艺与技能训练》课程单元教学设计——转动小滑板车圆锥方法
外圆锥
目录
上页
下页
退出
思
考 锥面的加工方法能否参考上一任务中倒角的方法?
案例1: 转动 方刀架 摇动 大滑板 能否加工出锥面? 案例2: 转动 方刀架 摇动 小滑板 能否加工出锥面? 案例3: 转动 小滑板 摇动 大滑板 能否加工出锥面? 案例4: 转动 小滑板 摇动 小滑板 能否加工出锥面?
目录
目录
上页
下页
退出
• 从以上案例1~4分析可知:
将小滑板转动圆锥角的一半a/2后,摇动小滑板就可以加 工出锥体。
目录
上页
下页
退出
三、告知
1、本次课学习内容:转动小滑板车圆锥的方法。
2、本次课学习目标: (1)会用转动小滑板法车圆锥
(2)掌握圆锥小端直径、小滑板转动角度的计算 (3)掌握转动小滑板车圆锥的方法和步骤
④ 防止扳手在扳小滑板紧固螺母时打滑而撞伤手。
目录
上页
下页
退出
六、拓展
车配套圆锥面的方法 如果要加工配套圆锥表面,可先转动小滑板车好外圆锥面,然 后不要变动小滑板角度,将内圆锥车刀反装,使切削刃向下,主轴 仍正转,便可以加工出与圆锥体相配合的圆锥孔。
目录
上页
下页
退出
七、课后作业
已知零件图样及技术要求,采用转动小滑板法车圆锥,试计算锥体 小端直径d及圆锥半角a/2,编写加工工艺,为后续实训做准备。
《车工工艺与技能训练》课 程单元教学设计——转动小
滑板车圆锥方法
一、回顾上一任务
1、台阶轴
2、知识、技能回顾:①刀具、工件的装夹及注意事项。 ②车 削台阶轴的方法、步骤及注意事项。③ 倒角的方法。
目录
下页
退出
转动小滑板车削外圆锥面教案 罗蓓
(3)圆锥角α
(4)圆锥半角2α
(5)圆锥长度L
(6)斜度C =D-d
观察上图小滑板的转动角度,试想下该遵循什么样的原则?这部分知识相对简单,请成绩中等的学生回答。
通过静止的画面让学生自己分析转动过程,有必要的话重新放一遍视频
用扳手将小滑板下面的转盘螺母松开,把转盘转至需要的圆锥半角 /2,当刻度与基准零线对齐后将转盘螺母
1.要消除中滑
板间隙。
2.扳紧固螺钉
时小心打滑伤手。
把紧固的螺母稍松一些,用左手拇指紧贴小滑板转盘
(二)外圆锥面的检验1)用游标万能角度尺测量
检验方法:A
线相隔
上三条显示剂。
板书设计
圆锥组成部分及计算
(1)大端直径D
(2)小端直径d
10。