自动锁螺丝作业指导书
自动锁螺丝作业指导书
文件标题
自动锁螺丝机操作规范
文件编号
WI-ZS-SC-012
制定部门
注塑部
实施日期
页数
1/1
版本/次
操作程序方法
注意事项
1.目的:明确锁螺丝工作要求及标准作业。
2.权责:
2.1组长:负责生产安排及培训与督导操作员按规范操作。
2.2操作员:负责按本指导书要求进行检查作业。
2.3品管:按品管标准进行检测。
3设备报警
A.检查X轴或Y轴是否超出工作范围。
B.检查产品螺丝是否滑牙。
C.检查送螺丝机是否运行正常。
D.清除故障后先按送螺丝再开始生产。
保养要求:
6.1每天对机台清洁。
6.2定期清洁螺丝料斗,保持料斗干净。
6.3定期清理批头滑动部位,适量加些润滑剂。
批准:审核:编制:钟俊龙
4.1螺丝无滑牙、无漏锁、无偏位、无碰伤。
4.2产品表面无划伤。
常见故障
处理方法
1放置产品后机台不动作
A.检查电源是否正常
B.检查下压开关是否断线或接触不良
2螺丝锁付是否正常
A.检查电批锁紧力矩是否正确。
B.检查气源压力是否偏小。
C.检查电批头是否与批嘴卡塞。
D.检查锁螺丝位置是否偏移。
E.检查送螺丝机运行是否正常(输送道被异物或不同尺寸螺丝卡住)。
3.作业流程:
3.1准备好生产所需工具、产品、相对应的螺丝。(将螺丝倒进螺丝斗里时先检查螺丝是否有油污、异物及不同尺寸之螺丝)
3.2将机台电源打开,先检查机台运行是否正常。
3.3第一次生产时先调好“X”“Y”轴位置并保存。
3.4调试好位置后先锁一个自检求:
自动锁螺丝机操作规程
自动锁螺丝机操作规程一、前言二、操作人员要求1.操作人员必须接受相关培训,了解自动锁螺丝机的工作原理和操作流程,并具备相关证书或资格。
2.操作人员必须严格遵守操作规程,切勿私自修改、拆解设备。
3.操作人员必须穿戴工作服、安全鞋和工作手套,并戴上相关的防护设备。
4.操作人员必须保持机器周围的通道畅通,不得在机器旁堆放杂物。
三、设备操作1.在使用前,操作人员应检查自动锁螺丝机及其相关设备的运行状况,如有异常应立即上报维修人员。
2.操作人员在操作自动锁螺丝机之前,必须对其进行正确的上下电操作。
3.操作人员必须确认螺丝刀的选用正确,并在操作过程中保持刀具清洁和锋利。
4.在操作过程中,操作人员必须将待锁螺丝与螺丝刀的位置对准,确保螺丝刀能够准确进入螺丝槽。
5.操作人员必须严格按照设定的参数进行设备调整,确保螺丝的锁紧力度符合要求。
6.当设备发生紧急情况时,操作人员应立即停止设备,并采取相应的紧急措施,如断电、停机等。
并立即上报维修人员。
四、安全与维护1.操作人员必须保持机器周围的工作环境整洁,防止杂物堆积和机器受损。
2.操作人员必须定期对自动锁螺丝机进行维护保养,包括清洁设备、润滑零部件和更换磨损的配件。
3.操作人员在维护设备时,必须切断电源,并确保设备处于安全状态才能进行操作。
4.操作人员在操作设备时,必须特别注意自身安全,切勿将手指或其他物体放入机器内部。
五、操作记录1.每位操作人员在操作自动锁螺丝机之前,必须填写操作记录,包括操作时间、操作人员、设备状况、操作过程中的异常情况等。
2.操作记录必须被及时上报和归档,以备后续查验和维修。
六、紧急情况处理1.在自动锁螺丝机发生紧急情况时,操作人员必须立即按下停止按钮,切勿私自维修或移动设备。
2.操作人员在处理紧急情况时,必须妥善保护现场,并根据实际情况采取相应的紧急措施,如报警、停机、断电等,并及时上报维修人员。
七、违章处理1.如果操作人员在使用自动锁螺丝机时违反了操作规程,将会受到相应的纪律处分,严重情况将被追究法律责任。
螺纹锁固胶作业指导书

螺纹锁固胶作业指导书1. 背景介绍螺纹锁固胶是一种用于固定螺纹连接件的特殊胶粘剂,它可以防止螺纹松动、漏气和漏液。
在各种机械设备、汽车、航空航天和电子产品等领域都有广泛的应用。
本指导书旨在提供对螺纹锁固胶作业的详细指导,以确保作业安全、高效和准确。
2. 作业准备在进行螺纹锁固胶作业之前,需要做好以下准备工作:2.1 工具和材料•螺纹锁固胶:根据需要选择适当型号和规格的螺纹锁固胶。
•清洗剂:用于清洗连接件表面,确保无油污和灰尘。
•打磨工具:如砂纸或砂轮,用于打磨连接件表面以提高附着力。
•刷子或滴管:用于涂抹螺纹锁固胶。
•扳手或扭力扳手:用于拧紧螺纹连接件。
•温度计:用于检测环境温度。
2.2 工作环境•确保作业场所通风良好,以避免吸入有害气体。
•保持工作环境整洁,清除杂物和障碍物,以确保安全和操作便利。
2.3 安全措施•使用个人防护装备,如手套和护目镜,以避免接触胶粘剂。
•避免将胶粘剂接触到皮肤或眼睛,如有不慎接触,请立即用清水冲洗并寻求医疗帮助。
•遵循使用说明中的注意事项和警示标签。
3. 操作步骤以下是进行螺纹锁固胶作业的详细步骤:3.1 准备工作1.检查螺纹连接件表面是否平整、干净,并进行必要的打磨处理。
2.将清洗剂倒入容器中,将连接件放入其中浸泡一段时间,然后用刷子或布擦拭干净。
确保连接件表面无油污和灰尘。
3.2 涂抹胶粘剂1.将螺纹锁固胶打开,根据需要选择合适的涂抹工具(刷子或滴管)。
2.将涂抹工具浸入胶粘剂中,确保涂抹均匀并覆盖整个螺纹部分。
3.避免过量使用胶粘剂,以免溢出或造成堵塞。
3.3 螺纹连接1.将涂抹了胶粘剂的连接件插入另一个连接件中。
2.用扳手或扭力扳手拧紧螺纹连接件,确保达到所需的紧固力矩。
3.注意不要过度拧紧,以免损坏连接件。
3.4 固化时间1.根据螺纹锁固胶的说明书,确定其固化时间。
2.在固化时间内避免移动或干扰已连接的部件。
4. 质量控制为确保螺纹锁固胶作业质量和效果,可以进行以下质量控制措施:•使用温度计检测环境温度是否符合胶粘剂要求。
4、自动螺丝供给机作业指导书
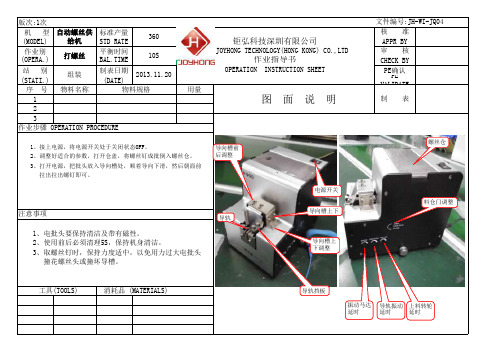
版别:A版 版次:1次
机 型标准产量
核 准(MODEL)STD RATE
APPR BY 作业别平衡时间
审 核(OPERA.)BAL.TIME CHECK BY 站 别制表日期
PE确认(STATI.)(DATE)PE VALIDATE 序 号物料名称 物料规格
用量
123
文件编号:JH-WI-JQ04组装2013.11.20
OPERATION INSTRUCTION SHEET
打螺丝10S
JOYHONG TECHNOLOGY(HONG KONG) CO.,LTD
作业指导书
自动螺丝供给机360
钜弘科技深圳有限公司
作业步骤 OPERATION PROCEDURE
1、接上电源,将电源开关处于关闭状态OFF。
图 面 说 明
制 表
注意事项
2、使用前后必须清理5S,保持机身清洁。
撞花螺丝头或撞坏导槽。
1、电批头要保持清洁及带有磁性。
3、取螺丝钉时,保持力度适中,以免用力过大电批头 2、调整好适合的参数,打开仓盖,将螺丝钉成批倒入螺丝仓。
工具(TOOLS) 消耗品 (MATERIALS)
3、打开电源,把批头放入导向槽处,顺着导向下滑,然后朝面前 拉出拉出螺钉即可。
电源开关
振动马达延时
导轨振动上料转轮
延时
料仓门调整
螺丝仓
导向槽前
导向槽上
导轨挡板
导轨
导向槽上下。
螺纹锁固涂胶作业指导书
工艺文件文件编号文件名称螺纹锁固通用作业指导书产品型号名称各型车零部件图号编制校对会签标准审查审核批准1。
范围本指导书适用于XX、XX、XX车型的螺纹锁固通用作业。
适用胶种包括可赛新®1222、1242、1243、1262、1277.2. 施工工艺总流程为:清洗—施胶—装配—固化2。
1 使用可赛新®1755清洗油污较重的螺栓、螺母(可赛新®1243用于无油或轻油螺纹时可免清洗)。
2。
2.1 对于通孔工况:将螺栓穿过螺孔,将螺纹锁固胶涂至啮合部螺纹上,装配螺母并上紧至规定力矩,见图1:此处不涂胶图12。
2.2 对于螺孔深大于螺栓长的工况:需将锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩,见图2:孔内不涂胶图22.2.3 对于盲孔工况:将锁固胶滴至盲孔底部,再将锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩;如盲孔开口向下,则只需将锁固胶涂在螺栓的螺纹上即可,盲孔内不需涂胶,见图3:32.2.4 对于双头螺栓工况:应将可赛新®1262滴至螺孔中,再在螺栓上涂可赛新®1262,将螺柱装配并上紧至规定力矩;装配其它零件后将可赛新®1243涂在螺柱与螺母啮合部位,装配螺母并上紧至规定力矩;如盲孔开口向下,则孔内不需滴胶,见图4:孔内滴胶螺栓涂胶 孔内不涂胶螺栓涂胶螺栓涂胶孔内滴胶螺母部分涂可赛新®1243孔内滴可赛新®1262图42.2。
5对于预装配型螺纹紧固件(如可调螺钉):装配并上紧至规定力矩后,将可赛新®1290滴入螺纹啮合处,使胶液自行渗入即可,见图5:图52。
3 施工注意:1。
施胶前摇晃胶瓶使胶液恢复均匀,使用中尽量避免胶嘴接触金属物质。
2. 每螺纹啮合部位涂胶应在3~5扣以上,胶液应充分填满螺纹间隙。
滴涂可赛新®1290此处不涂胶滴涂可赛新®1290螺栓涂胶螺母部分涂可赛新®1243螺栓孔内部分涂可赛新®12623. 为提高现场作业效率,可将胶液倒在塑料材质浅盒内,将螺栓蘸入进行快速涂胶但塑料盒内的胶液用毕不可再倒回原包装瓶内.4. 可赛新®1755清洗剂中含有机溶剂,故不建议用于清洗玻璃钢、橡胶、塑料、铝覆膜等有机材质工件.3. 用胶后难以拆卸时的处理办法一般情况下用普通工具即可拆卸;当选用锁固胶强度过高而难以拆卸时,可采用局部加热法,即将螺纹啮合部位加热至260°C以上约5min,趁热进行拆卸。
SMX0019 左右壳组装作业指导书

四、注意事项
1.注意绝缘胶一定要覆盖住整个螺丝孔。
編
制
張
帆
審
批
表單編號:KEN-02a
東莞凱晟電子科技有限公司
KAISER TECHNOLOGY CO.,LTD (DG) 电动工具 SMX0019_左右壳组 组装作业指导书
一、工序安排
1.工步:5 2.工具: 3.工步名称:贴左右壳贴纸 4.工时: 5.作业部门:生产部 6.指导部门:工程部 7.要求人数:1 人 8.辅料:白手套,帽子,橡胶指套 9.配件:SMX0019 椭圆貼紙
文件編號 版 頁 次 碼
WI-EN-114 A/0 5/7 2008-04-29
ROHS
生效日期
二、图示
图一
图二
图三
图四 三、操作方法
1. (如图二)将一贴纸贴到外壳相应位置。 2. (如图三)贴好后,贴纸不能超出相应的范围,不能出现气泡、褶皱现象。
图五
四、注意事项
1.操作时须戴上橡胶指套。 2.注意贴纸的零件名字。 3.所有作业必须配戴手套和帽子。
文件編號 版 頁 次 碼
WI-EN-114 A/0 1/7 2008-04-29
ROHS
生效日期
二、图示
07002_2001(左壳)
三、操作方法
07002_2002(右壳)
1.检查左右壳外观是否有缩水、结合线、混色、黑点、缺胶等不良现象。允收范围如下: 1-1 表面的轻微缩水在不影响组装功能的情况下可接受; 1-2 表面的轻微结合线可接受;(主要分部在孔边) 1-3 任何混色都不可接受; 1-4 单独一个黑点且面积在 0.5MM 以下可接受,同一平面内两黑点的距离不可小于 10 CM; 1-5 缺胶现象在不影响组装功能和外观的情况下可接受; 2.表面的污渍用去渍水擦拭,毛边及批峰用工具刀削掉,然后用风枪把零件吹干净。
富士康作业制程规范 锁螺丝作业

电子工程主管
机械工程主管
制表者
黄翔
本规范/参考数据非经主管同意不得翻印
系统类别
锁螺丝作业
Premier Camera
作业书设计规范/参考
编号﹕***
相机类别
□135□APS□DCS
类别□规范□参考□
提出日期
10年06月19日
3.锁螺丝的基本作用
一般情况下螺丝锁立结构如下图所示意﹐通过螺丝把A&B&C锁立在一起。螺丝锁紧后﹐在A&B&C之间产生图示垂直方向上的正向压力﹐此正向压力使A&B&C之间产生产水平方向的静摩擦力(f1/f2/f3)﹐此静摩擦力即为保证A&B&C位置相对固定的力量。通过锁螺丝﹐A&B&C之间的自由度为0,互相之间不产生移动。但A&B&C之间所受到的水平方向外力大于静摩擦力(f1/f2/f3)的作用时﹐则A&B&C之间会产生水平方向的滑动。下图右图所示为其中B零件所受外力大于摩擦力而导致的位移﹐此时B零件与螺丝直接接触。故我们产品的结构及制程条件应该避免后一种情况的发生。我们设计的锁紧力量需要保证产品在工作情况下﹐静摩擦力(f1/f2/f3)应该大于负载。
作业书设计规范/参考
编号﹕***
相机类别
□135□APS□DCS
类别□规范□参考□
提出日期
10年06月19日
锁螺丝制程作业
1适用范围
本规范针对于相机组装过程中使用到锁螺丝作业制程﹐规范此制程的方法﹑要求和注意事项。避免制程设计不合理﹐及缺漏现象。
2螺丝料号及描述﹕
PCCL螺丝料号都以01635-XXXX-XX或G1635-XXXX-XX来标示,其中XXXX为流水号﹐XX为颜色流水号(一般为00或01).
自动螺丝安装机操作业指导书共30页

END
39、没有不老的誓有深切认识 的人, 决不会 坚韧勤 勉。
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
自动螺丝安装机操作业指导书
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A.检查X轴或Y轴是否超出工作范围。
B.检查产品螺丝是否滑牙。
C.检查送螺丝机是否运行正常。
D.清除故障后先按送螺丝再开始生产。
保养要求:
6.1每天对机台清洁。
6.2定期清洁螺丝料斗,保持料斗干净。
6.3定期清理批头滑动部位,适量加些润滑剂。
批准:审核:编制:钟俊龙
4.1螺丝无滑牙、无漏锁、无偏位、无碰伤。
4.2产品表面无划伤。
常见故障
处理方法
1放置产品后机是否断线或接触不良
2螺丝锁付是否正常
A.检查电批锁紧力矩是否正确。
B.检查气源压力是否偏小。
C.检查电批头是否与批嘴卡塞。
D.检查锁螺丝位置是否偏移。
E.检查送螺丝机运行是否正常(输送道被异物或不同尺寸螺丝卡住)。
厦门华盛弘精密模具有限公司
文件标题
自动锁螺丝机操作规范
文件编号
WI-ZS-SC-012
制定部门
注塑部
实施日期
页数
1/1
版本/次
操作程序方法
注意事项
1.目的:明确锁螺丝工作要求及标准作业。
2.权责:
2.1组长:负责生产安排及培训与督导操作员按规范操作。
2.2操作员:负责按本指导书要求进行检查作业。
2.3品管:按品管标准进行检测。
3.作业流程:
3.1准备好生产所需工具、产品、相对应的螺丝。(将螺丝倒进螺丝斗里时先检查螺丝是否有油污、异物及不同尺寸之螺丝)
3.2将机台电源打开,先检查机台运行是否正常。
3.3第一次生产时先调好“X”“Y”轴位置并保存。
3.4调试好位置后先锁一个自检螺丝是否居中后经品管确合格后方可开始生产。
4.品质要求: