箱体夹具设计
减速箱体加工工艺及夹具设计

减速箱体加工工艺及夹具设计一、减速箱体加工工艺1.工艺流程(1)原材料切割:将选定的材料按照减速箱体的尺寸进行切割。
(2)加工设备准备:根据设计要求,准备相应的加工设备,如铣床、钻床、刨床等。
(3)加工工序:包括铣削、螺纹加工、齿轮加工等。
(4)尺寸检测:在加工过程中,需要对减速箱体的尺寸进行检测,以保证加工质量。
(5)表面处理:对减速箱体进行清洗、抛光等处理,使其表面光滑。
(6)装配:将减速箱体的各个部件进行装配,进行最终的成品检验。
2.加工工艺要点(1)结构要点:根据减速箱体的设计要求,确保其结构的合理性,以保证其功能和耐用性。
(2)加工精度要求:减速箱体是关键零件,其加工精度对整个减速箱的性能起着重要作用,因此,在加工过程中,要控制好加工精度。
(3)表面处理要点:减速箱体表面的处理对于其外观和耐久性有直接影响,要选择适当的表面处理方式,如喷涂、电镀等。
(4)装配要点:在减速箱体的装配过程中,要注意各个部件的配合精度,确保装配的稳定性和工作效果。
二、夹具设计1.设计原则夹具设计的原则主要包括以下几点:稳定性、可靠性、精确性、方便性和经济性。
夹具设计时要考虑到减速箱体的特点和加工工艺流程,确保夹具能够满足加工的需求,并提高生产效率。
2.设计要点(1)夹紧力:夹具的夹紧力需要根据减速箱体的尺寸和材料进行合理计算,以确保夹具能够稳定地固定减速箱体。
(2)定位准确性:夹具需要能够准确地定位减速箱体的各个部件,以保证加工过程中的精度。
(3)散热性能:在加工过程中,夹具需要承受一定的摩擦力和热量,要考虑到夹具的散热性能,防止过热对减速箱体的影响。
(4)易于操作和调整:夹具的设计要方便操作和调整,以适应不同尺寸和型号的减速箱体加工需求。
(5)材料选择:夹具的材料选择要符合强度和耐磨性的要求,以确保夹具的使用寿命和稳定性。
以上为减速箱体加工工艺及夹具设计的一些方面的详细说明,通过合理的工艺流程和夹具设计,可以提高减速箱体的加工效率和质量,降低生产成本,提高产品的竞争力。
左右曲轴箱体正面加工中心工艺编制及夹具设计

对于夹具设计,可以考虑引入智能化、 自动化的技术手段,实现快速定位、 夹紧和松开,进一步提高生产效率。
THANKS FOR WATCHING
感谢您的观看
要求
加工过程中需要严格控制切削参数、刀具选择和夹具设计,以确保加工效率和 加工质量。同时,需要充分考虑加工变形和热处理因素的影响,以确保最终成 品符合设计要求。
加工难点和重点
难点
由于左右曲轴箱体正面的结构较为复杂,加工过程中需要解 决如何保证各部分尺寸、位置精度和表面质量的问题。同时 ,由于材料硬度较高,切削过程中刀具磨损较快,需要合理 选择刀具材料和切削参数。
夹紧元件设计
根据工件的夹紧需求,设计合适的夹 紧元件,如压板、螺栓、弹簧等,确 保工件在加工过程中不会发生位移或 振动。
夹具的定位与夹紧方案
定位方案确定
根据工件的加工要求和工件自身 特点,确定合适的定位方案,包 括完全定位、部分定位和过定位
等。
夹紧方案确定
根据工件的夹紧需求和加工要求, 确定合适的夹紧方案,包括一次夹 紧、多次夹紧和联动夹紧等。
左右曲轴箱体正面加工中心工艺编 制及夹具设计
目录
• 左右曲轴箱体正面加工概述 • 加工中心工艺编制 • 夹具设计 • 加工中心操作规程 • 安全与环保措施 • 结论与展望
01 左右曲轴箱体正面加工概 述
加工目的和要求
目的
左右曲轴箱体正面加工的主要目的是确保箱体的精度和表面质量,以满足后续 装配和使用的要求。
对使用过的夹具和刀具进行整理,归类存 放,方便下次使用。
05 安全与环保措施
安全操作规程
01
操作人员需经过专业培 训,熟悉加工中心的操 作流程和安全规程。
02
汽车变速箱箱体加工工艺及夹具设计

汽车变速箱箱体加工工艺及夹具设计
汽车变速箱箱体加工工艺:
1. 预处理:将箱体零件进行清洗、除油等处理。
2. 外观检查:进行外观检查,确认箱体零件是否存在缺陷或划痕等问题。
3. 装夹:将箱体零件放入夹具中进行装夹,确保零件不会因加工过程中移动和变形。
4. 粗加工:采用车削和铣削等工艺对箱体零件进行粗加工,以移除多余的金属材料,制作出初步形状。
5. 精加工:在粗加工完成后,进行精加工,采用平面磨或者线切割等工艺,对箱体零件进行加工,确保精度和表面质量。
6. 清洗:将加工完成的箱体零件进行清洗,清除可能存在的金属屑和油脂等。
7. 组装:将加工完成的箱体零件进行组装。
夹具设计:
1. 针对汽车变速箱箱体的形状和工艺特点,设计夹具,确保夹具能够牢固地固定零件,不会因为零件形状而导致变形和移动。
2. 考虑到加工和清洗的需要,夹具应该设计成易于拆卸和清洗的形式。
3. 使用夹具夹持箱体时,夹具表面应该保证平整和光滑,以避免对箱体表面造成损伤。
4. 对于一些需要双面加工的箱体零件,可以采用双面夹具进行
加工,以提高工作效率。
5. 在夹具的设计中应该考虑到工作人员的安全和作业的舒适性。
箱体加工工艺及夹具设计的设计方法及流程
箱体加工工艺及夹具设计的设计方法及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!箱体加工工艺与夹具设计:方法与流程解析箱体作为机械设备的重要组成部分,其加工精度和质量直接影响到设备的整体性能。
箱体零件的机械加工工艺及夹具设计
箱体零件的机械加工工艺及夹具设计摘要:在对箱体类零件进行制造的过程中,对于位置精度以及尺寸、规格具有着更高的要求。
机械加工工艺难度相对较大,在加工过程中需要对基准进行有效的确定,更加合理的对机械加工工艺方法进行有效的选择,更为科学的对于加工工具进行有效的组合,由此确保箱体类零件在实际加工过程当中,其合格率得到大幅度的提升,使箱体零件加工的综合质量得到增加,使效率有所提升,对于施工成本进行有效的控制。
在箱体零件机械加工过程中,夹具是极为重要的工具。
夹具设计需要与整体箱体类零件机械加工的实际特点进行有效的结合,对于其设计要点进行综合,把握更加合理的对各类设计参数进行有效的确定,文章对箱体零件机械加工工艺及夹具设计进行详细的分析。
关键词:箱体类零件;机械加工;夹具设计引言为了使箱体类产品质量有所提升,进一步使资源浪费得以减少更加有效的对加工成本进行控制,有关单位需要进行深入性的研究。
箱体零件加工工作开展过程中需要对生产类型以及毛坯加工模式予以有效的确定,更加合理的对于定位基准进行选择,促使加工工序更为科学,更加准确的对于加工余量等各种类型的工艺参数进行计算,由此使箱体零件加工的精准度有所提升。
夹具质量与实际的性能对于整体箱体零件其加工而言会产生较为突出的影响,与精度及效率相关。
由此,需要根据箱体零件具体的要求,对于夹具进行有效的设计,在设计夹具的过程中,需要对相关设计规范以及设计标准予以遵循,根据设计的实际特征,更加合理的对相关参数进行有效的确定,对于设计方案进行优化,确保夹具设计的实用性得到大幅度的提升。
1对箱体类零件机械加工工艺进行分析箱体类零件在实际加工过程中,对于各种类型的机械加工工艺具有着更高的要求。
具体而言,需要进一步的对相应的加工工艺进行详细的分析,相应的工艺可从以下几个角度进行探究。
1.1对箱体类零件生产类型进行分析箱体类零件在实际加工过程中,需要依照其实际的生产进度、产量等诸多情况,对于平均废品率以及备品率进行有效的分析,合理对箱体零件其生产类型进行有效的确定。
箱体类零件车孔专用夹具设计
其余
尖 角倒 钝 Cl
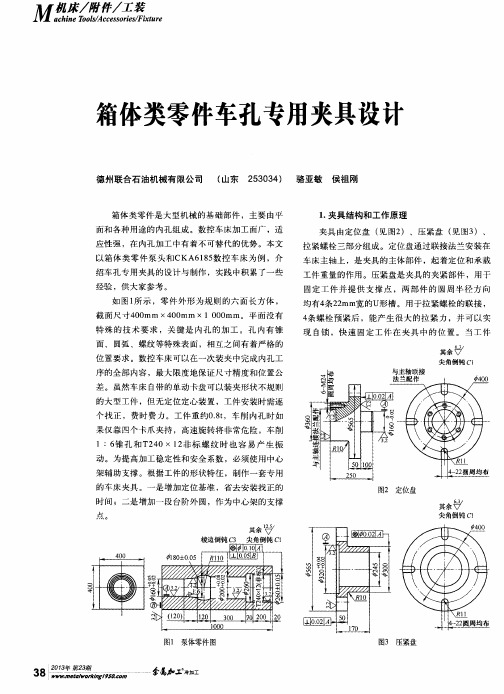
差。虽然车床 自带的单动卡盘可以装夹形状不规则
的 大型 工 件 ,但 无 定位 定 心 装 置 ,工 件 安装 时 需逐 个 找 正 ,费 时 费 力 。工 件 重 约 0 . 8 t ,车 削 内 孔 时 如 果 仅靠 四 个卡 爪 夹 持 ,高 速 旋转 将 非 常 危 险 ,车 削 1: 6 锥孔  ̄ D T 2 4 0×1 2 非 标螺 纹 时也 容易 产生振 动 。为 提 高加 工 稳 定 性和 安 全 系数 ,必 须使 用 中心 架 辅 助支 撑 。根 据 工 件 的形 状特 征 ,制 作一 套 专 用
1 . 夹具结构和 工作原理 夹具 由定位盘 ( 见图2 )、压紧盘 ( 见图3 )、
拉 紧螺 栓 三部 分组 成 。定 位盘 通 过 联接 法 兰 安 装在 车 床 主 轴上 ,是夹 具 的 主 体部 件 ,起 着定 位 和 承 载 工件 重 量 的作 用 。 压 紧盘 是夹 具 的 夹 紧部 件 ,用 于 固 定 工 件 并 提 供 支 撑 点 ,两 部 件 的 圆 周 半 径 方 向
的薄弱环节 ,为确保不发生断裂和疲劳破坏 ,应选
用 高 性 能 的3 5 Cr Mo 圆钢加 工 制 作 ,调 质 处理 后 获
定位基 准是 夹具 设计 中首 先要 解决 的 问题 , 从 零 件 图 可 以看 出 ,工 件 定位 基 准 是 左 侧 底 面
和 1 6 0 am内 孔 ,夹 具 定 位 基 准 是 定 位 盘 端 面 和 r 1 6 0 mm台 阶 外 圆 ,两 者 贴 紧 配 合 后 ,采 用 螺 栓 拉 紧 装 置轴 向 固定 ,起 到很 好 的 定 位作 用 。如 何 解 决 中心 架 支 撑 外 圆 ,成为 设 计 的 难 点和 巧 妙 之 处 。 当 时 有 两 种 方 案 :①加 长 工 件 毛 坯 1 2 0 mm,在 六 面 体上 车 圆一 段 台 阶 作为 架 子 位 外 圆 。 ②临 时 焊接 一
C6150车床主轴箱箱体加工工艺及工装夹具设计
C6150车床主轴箱箱体加工工艺及工装夹具设计1.C6150车床主轴箱箱体加工工艺主轴箱箱体一般由铸铁材料制成,其加工工艺主要包括以下几个步骤:(1)铸造准备:对铸铁材料进行熔炼、净化和浇铸前的处理,确保铸件质量。
(2)铸件浇铸:将熔化的铸铁材料倒入模具中,使其冷却、凝固成型。
(3)铸件脱模:待铸件冷却后,从模具中取出,进行清理和修整。
(4)精密加工:对铸件进行加工,包括切割、铣削、钻孔等工序,以使得箱体尺寸和形状精确到达要求。
(5)表面处理:对箱体表面进行打磨、抛光,以提高外观质量。
(6)检测和装配:对加工好的主轴箱箱体进行检测,确保质量达到要求,然后进行组装。
在主轴箱箱体的加工过程中,合理设计工装夹具可以提高加工效率和加工质量,减少劳动强度。
(1)定位夹具设计:主要用于确定箱体的位置和角度,以保证加工精度。
定位夹具可以根据箱体形状和尺寸设计,一般采用刚性夹具,如V型块。
(2)夹紧夹具设计:用于夹紧箱体,以防止其在加工过程中发生松动或位移。
夹紧夹具可以采用螺栓和垫圈进行固定,或者采用气动或液压夹紧装置。
(3)切削夹具设计:用于加工箱体的切削过程,包括刀具和刀架的选择和安装。
切削夹具要根据加工要求和箱体材料的切削特性来设计,以保证加工质量和效率。
(4)保护夹具设计:用于保护箱体的外表面和内孔。
保护夹具可以采用橡胶垫和保护套等材料进行设计,以确保箱体不被切削工具碰伤。
(5)检测夹具设计:用于检测箱体的尺寸和形状,以确保其符合加工要求。
检测夹具可以采用测量工具和传感器等设备进行设计,以确保检测的准确性和可靠性。
总之,C6150车床主轴箱箱体加工工艺和工装夹具设计是车床加工中的重要环节,可以通过合理的工艺和夹具设计来提高加工效率和加工质量。
减速箱箱体加工工艺及夹具设计说明书
夹具的维护:定 期检查夹具的磨 损情况,及时更 换磨损严重的零 件
夹具的保养:定 期对夹具进行清 洁和润滑,保持 夹具的良好工作 状态
夹具松动:检 查夹具紧固螺 钉是否松动, 如有松动,拧
紧螺钉
夹具磨损:检 夹具变形:检 夹具损坏:检 夹具调整不当: 夹具使用不当:
查夹具磨损情 查夹具变形情 查夹具损坏情 检查夹具调整 检查夹具使用
粗加工工艺流程:包括毛坯加工、半精加工和精加工 毛坯加工:使用车床、铣床等设备进行粗加工,去除大部分材料 半精加工:使用磨床、铣床等设备进行半精加工,提高加工精度 精加工:使用磨床、铣床等设备进行精加工,达到设计要求的精度和表面粗糙度
半精加工工艺流程:粗加工、半精加工、精加工 半精加工设备:数控机床、铣床、磨床等 半精加工材料:铝合金、不锈钢、铸铁等 半精加工方法:铣削、磨削、车削等 半精加工精度:0.01mm-0.1mm 半精加工注意事项:保证加工精度,避免加工缺陷,提高加工效率。
精加工工艺流程:粗加 工、半精加工、精加工
精加工设备:数控机 床、磨床、铣床等
精加工材料:铝合金、 不锈钢、铸铁等
精加工精度:公差等 级、表面粗糙度等
精加工质量控制:工艺 确:确 保工件在夹具 中的位置准确
无误
夹紧可靠:保 证工件在加工 过程中不会松
动
降低生产成本:通 过优化加工工艺、 夹具设计等降低生 产成本
提高产品质量:通 过优化加工工艺、 夹具设计等提高产 品质量
提高夹具的稳定 性和可靠性
优化夹具的结构 设计,提高夹具 的加工效率
采用先进的夹具材 料和制造工艺,提 高夹具的精度和耐 用性
优化夹具的布局和 设计,提高夹具的 通用性和灵活性
加工工艺优化:提高加工精度,降低加工成本 夹具设计优化:提高夹具稳定性,降低夹具磨损 协同优化:加工工艺和夹具设计相互配合,提高生产效率 优化效果:提高产品质量,降低生产成本,提高生产效率
涡轮减速器箱体加工工艺及夹具设计
涡轮减速器箱体加工工艺及夹具设计涡轮减速器是一种广泛应用于机械传动系统中的关键零部件,它通过几个齿轮的转动来实现输入轴和输出轴的转速的比例变换。
其箱体是涡轮减速器的主要组成部分之一,通过对箱体进行加工工艺的合理设计和夹具的设定,可以保证涡轮减速器箱体的加工质量和生产效率。
下面将对涡轮减速器箱体的加工工艺和夹具设计进行详细介绍。
在箱体加工过程中,需要设计合理的夹具来保证箱体的加工精度和稳定性。
夹具设计需要遵循以下原则:夹紧力要均匀,夹具刚度要足够,易于操作和调整,可以保证加工的精度和效率。
在设计夹具时,可以考虑采用多夹点夹具和活动式夹具。
多夹点夹具可以均匀分布夹紧力,减小加工过程中的变形和误差。
活动式夹具可以适应不同型号和规格的箱体加工,提高生产效率和灵活性。
另外,在夹具设计中还需要考虑加工余量和合理的夹紧方式。
加工余量是为了保证加工后的箱体尺寸和形状满足设计要求。
夹紧方式可以采用机械夹紧、液压夹紧或气动夹紧等方式,根据具体的加工要求选择合适的夹紧方式。
在进行实际加工操作时,还需要注意刀具的选择和切削参数的设定。
刀具的选择要考虑切削材料的硬度和加工表面的质量要求。
切削参数的设定要根据具体的加工要求和切削材料的特性来确定。
箱体零件的加工工艺规程及其夹具设计机械类毕业论文
上海工程技术大学继续教育学院理工类本科毕业论文论文题目箱体零件的加工工艺规程及其夹具设计专业班级学号学生指导教师日期2019上海工程技术大学继续教育学院理工类本科毕业论文开题报告课题名称箱体零件的加工工艺规程及其夹具设计专业班级学号学生指导教师日期2019一、选题依据二、文献综述三、方案论证四、设计(论文)内容五、工作计划以上内容仅供参考学习之用!摘要制造工艺是制造技术的灵魂、核心和关键,是生产中最活跃的因素。
其过程是采用金属切削刀具或磨具及其他加工方法来加工工件,使工件达到所要求的形状、尺寸、表面粗糙度和力学物理性能,从而生产出合格零件。
夹具的使用可以有效的保证加工质量,提高生产效率,降低生产成本,扩大机床的工艺范围,减轻工人劳动强度,保证安全生产等。
考虑到机械加工工艺安排及夹具的使用在箱体的生产中直接影响到其加工质量和生产效率等,所以研究箱体的机械加工工艺及夹具设计的课题有着十分重要的意义。
当代机械制造业主要采用单件生产、多品种/小批量和重复大批量生产等多种方式。
多样化经营模式、工艺复杂,所需设备和工装繁多。
目前采用CAPP编制工艺很普遍,成组工序允许采用同一设备和工艺装置,以及相同或相近的机床调整方式来加工全组零件。
成组技术亦可应用于零件加工的全工艺过程。
采用先进的机床和刀具,工序集中,使加工高效、简洁、可靠,简化生产计划和生产组织工作。
夹具最早出现在18世纪后期,随着科学技术的不断进步,夹具已从一种辅助工具发展为门类齐全的工艺装备。
近年来,数控机床、加工中心、成组技术、柔性制造系统等新加工技术的应用,对机床夹具提出了很多新的要求。
Manufacturing process is the soul, core and key of manufacturing technology. It is the most active factor in production. The process is to use metal cutting tools or abrasives and other processing methods to process the workpiece, so that the workpiece to achieve the required shape, size, surface roughness and mechanical and physical properties, so as to produce qualified parts. The use of fixture can effectively ensure the quality of processing, improve production efficiency, reduce production costs, expand the scope of machine tools, reduce labor intensity, and ensure safety in production. Taking into account the arrangements for the use of mechanical processing technology and fixture in the pump body production directly affects the machining quality and production efficiency, has a very important significance of mechanical processing technology and fixture design task so the study on pump body.The modern machine manufacturing industry mainly adopts many ways, such as single production, multi species / small batch and repeated mass production. Diversified business model, complex process, equipment and tooling required. At present, it is very common to use CAPP to make the whole set of parts. The group process allows the same equipment and process equipment, and the same or similar adjustment of machine tools. Group technology can also be applied to the whole process of parts processing. The use of advanced machine tools and cutting tools, centralized process, so that the processing efficiency, simple and reliable, and simplify production planning and production organization. Fixture first appeared in the late eighteenth Century, with the continuous progress of science and technology, the fixture has developed from an auxiliary tool to a wide range of process equipment. In recent years, the application of new machining technology, such as NC machine tool, machining center, group technology and flexible manufacturing system, has put forward many new requirements for machine tool fixture.目录第1章引言 (1)1.1课题的提出原因 (1)1.2课题的主要内容 (1)1.3课题的构思 (1)1.4本人所完成的工作量 (2)第2章零件的工艺设计 (3)2.1 零件的功用及工艺分析 (3)2.1.1 零件的功用 (3)2.1.2零件的工艺分析 (4)2.2 工艺规程的设计 (5)2.2.1 确定生产类型 (5)2.2.3基准的选择 (5)2.2.4工序的合理组合 (6)2.2.5制定工艺路线 (6)2.3机械加工余量及毛坯的尺寸确定 (10)2.4确定切削用量及基本工时 (11)2.4.1 工序4切削用量的计算以及基本工时的确定 (11)2.4.2工序4切削用量的计算以及基本工时的确定 (13)2.4.3 工序6切削用量的计算以及基本工时的确定 (13)2.4.4 工序7切削用量的计算以及基本工时的确定 (14)2.4.5 工序8切削用量的计算以及基本工时的确定 (15)第3章加工设备与工艺装备选择 (16)3.1选择机床 (16)3.2选择夹具 (16)3.3选择刀具 (16)第4章零件的车床夹具设计 (18)4.1车床夹具设计 (18)4.1.1车床夹具的主要类型 (18)4.1.2车床夹具的设计要点 (18)4.1.3箱体零件的车床专用夹具的总体设计 (19)4.2问题的提出 (20)4.3定位基准的选择 (20)4.4切削力及夹紧力的计算 (20)4.5夹具结构及定位误差的分析 (22)4.6车床夹具的截图 (23)第5章钻床夹具设计 (25)5.1问题的提出 (25)5.2定位基准的选择 (25)5.3切削力及夹紧力的计算 (26)5.4定位误差的分析 (27)5.5夹具总体方案 (27)5.6夹紧装置 (28)5.7压板的有限元分析 (28)5.8钻套的选择 (29)5.9钻模板的设计 (29)5.10夹具的装夹与拆卸 (30)5.10.1 夹具的装夹 (30)5.10.2 夹具的拆卸 (30)5.11钻床夹具截图 (31)致谢 (33)参考文献 (34)1. 引言1.1 课题的提出原因在现代制造业的发展中,机械加工过程越来越柔性化,现代机床夹具的发展方向:标准化、精密化、高效化、柔性化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制造技术课程设计说明书班级姓名学号************指导教师目录一、《制造技术》课程设计的任务书-------------------------------------------------------------2二、设计正文------------------------------------------------------------------------------------------51、零件的分析-------------------------------------------------------------------------------------5 2工艺规程设计-------------------------------------------------------------------------------------73、切削用量及工时--------------------------------------------------------------------------------84、夹具设计计算及结构参数确定------------------------------------------------------------11三、课程设计总结及心得--------------------------------------------------------------------------13四、参考资料及文献--------------------------------------------------------------------------------13一、《制造技术》课程设计任务书一、目的与要求制造技术课程设计是在进行了认识实习和学完了《机械制造技术基础》课程之后进行的一个设计性和实践性教学环节。
通过本课程设计学生能得到综合运用所学过的课程知识进行机械加工工艺规程编制及机床夹具结构设计的基本训练,提高学生的设计能力;同时也为学生今后作好毕业设计进行一次综合训练和准备。
学生通过制造技术课程设计,应该在下述几个方面得到锻炼:1.能熟练运用机械制造技术基础课程以及先修课程中的基本理论知识和在认识实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线的安排、工艺尺寸确定等问题,保证零件的加工质量。
2.提高结构设计能力。
通过机床夹具设计的训练,使学生能应当获得根据被加工零件的加工要求,在确保加工质量的前提下设计出高效、省力、经济合理的机床夹具的能力。
3.学会使用手册及图表资料。
掌握与本设计有关的各种参考资料的名称、出处,做到能熟练运用。
二、主要内容前提:在通用机床上使用专用夹具进行大批量生产。
内容:⑴编制某零件的机械加工工艺规程;⑵设计该零件某指定工序使用的专用夹具。
具体要求:⑴编制机械加工工艺卡片内容包括确定工序、切削用量、设备、刀具、夹具、量具、工时定额。
⑵机床夹具设计①完成夹具装配图1张(1#),要求正确标注轮廓尺寸、配合尺寸、调整尺寸及相关技术要求;②完成夹具体零件图1张(1#),要求正确标注尺寸、公差、表面粗糙度及相关技术要求;⑶撰写设计计算说明书一份,内容包括目录、设计任务、工艺编制说明、工序分析,设计计算与结构参数确定、设计总结、参数资料等。
三、进度计划四、课程设计成果要求1、工艺规程设计机械加工工艺规程卡一张。
2、机床夹具设计夹具装配图1张(1#);夹具体零件图1张(1#);设计计算说明书一份。
五、考核方式依据:机械加工工艺规程、设计图纸、设计说明书、平时考勤。
成绩:按五级分制:优、良、中、及格、不及格学生姓名:指导教师:2011年12月30日二、设计正文摘要本次设计是对后支座零件的加工工艺规程及一些工序的专用夹具设计。
支座零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以支座外圆端面作为粗基准,以支座底面作为精基准。
主要加工工序安排是先以支座上部外圆端面为基准加工出底面,再以底面定位加工出工艺孔。
在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。
整个加工过程选用不同类型的加工机床。
1.零件的分析(1)零件的作用:箱体类是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组装成一个整体,使它们之间保持正确的相互位置,并按照一定的传动关系协调地传递运动或动力。
因此,箱体的加工质量将直接影响机器或部件的精度、性能和寿命。
常见的箱体类零件有:机床主轴箱、机床进给箱、变速箱体、减速箱体、发动机缸体和机座等。
根据箱体零件的结构形式不同,可分为整体式箱体,如图8-1a、b、d所示和分离式箱体,如图8-1c所示两大类。
前者是整体铸造、整体加工,加工较困难,但装配精度高;后者可分别制造,便于加工和装配,但增加了装配工作量。
箱体的结构形式虽然多种多样,但仍有共同的主要特点:形状复杂、壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,也有许多精度要求较低的紧固孔。
因此,一般中型机床制造厂用于箱体类零件的机械加工劳动量约占整个产品加工量的15%~20%。
(2).箱体类零件的主要技术要求、材料和毛坯箱体零件的主要技术要求箱体类零件中以机床主轴箱的精度要求最高。
以某车床主轴箱,如图8-2所示为例,箱体零件的技术要求主要可归纳如下:1.主要平面的形状精度和表面粗糙度箱体的主要平面是装配基准,并且往往是加工时的定位基准,所以,应有较高的平面度和较小的表面粗糙度值,否则,直接影响箱体加工时的定位精度,影响箱体与机座总装时的接触刚度和相互位置精度。
一般箱体主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面对装配基准面垂直度为0.1/300。
2.孔的尺寸精度、几何形状精度和表面粗糙度箱体上的轴承支承孔本身的尺寸精度、形状精度和表面粗糙度都要求较高,否则,将影响轴承与箱体孔的配合精度,使轴的回转精度下降,也易使传动件(如齿轮)产生振动和噪声。
一般机床主轴箱的主轴支承孔的尺寸精度为IT6,圆度、圆柱度公差不超过孔径公差的一半,表面粗糙度值为Ra0.63~0.32μm。
其余支承孔尺寸精度为IT7~IT6,表面粗糙度值为Ra2.5~0.63μm。
3.主要孔和平面相互位置精度同一轴线的孔应有一定的同轴度要求,各支承孔之间也应有一定的孔距尺寸精度及平行度要求,否则,不仅装配有困难,而且使轴的运转情况恶化,温度升高,轴承磨损加剧,齿轮啮合精度下降,引起振动和噪声,影响齿轮寿命。
支承孔之间的孔距公差为0.12~0.05mm,平行度公差应小于孔距公差,一般在全长取0.1~0.04mm。
同一轴线上孔的同轴度公差一般为0.04~0.01mm。
支承孔与主要平面的平行度公差为0.1~0.05mm。
主要平面间及主要平面对支承孔之间垂直度公差为0.1~0.04mm。
(3)箱体的材料及毛坯箱体材料一般选用HT200~400的各种牌号的灰铸铁,而最常用的为HT200。
灰铸铁不仅成本低,而且具有较好的耐磨性、可铸性、可切削性和阻尼特性。
在单件生产或某些简易机床的箱体,为了缩短生产周期和降低成本,可采用钢材焊接结构。
此外,精度要求较高的坐标镗床主轴箱则选用耐磨铸铁。
负荷大的主轴箱也可采用铸钢件。
毛坯的加工余量与生产批量、毛坯尺寸、结构、精度和铸造方法等因素有关。
有关数据可查有关资料及根据具体情况决定。
毛坯铸造时,应防止砂眼和气孔的产生。
为了减少毛坯制造时产生残余应力,应使箱体壁厚尽量均匀,箱体浇铸后应安排时效或退火工序。
箱体零件概述箱体类零件通常作为箱体部件装配时的基准零件。
它将一些轴、套、轴承和齿轮等零件装配起来,使其保持正确的相互位置关系,以传递转矩或改变转速来完成规定的运动。
因此,箱体类零件的加工质量对机器的工作精度、使用性能和寿命都有直接的影响。
箱体零件结构特点:多为铸造件,结构复杂,壁薄且不均匀,加工部位多,加工难度大。
箱体零件的主要技术要求:轴颈支承孔孔径精度及相互之间的位置精度,定位销孔的精度与孔距精度;主要平面的精度;表面粗糙度等。
箱体零件材料及毛坯:箱体零件常选用灰铸铁,汽车、摩托车的曲轴箱选用铝合金作为曲轴箱的主体材料,其毛坯一般采用铸件,因曲轴箱是大批大量生产,且毛坯的形状复杂,故采用压铸毛坯,镶套与箱体在压铸时铸成一体。
压铸的毛坯精度高,加工余量小,有利于机械加工。
为减少毛坯铸造时产生的残余应力,箱体铸造后应安排人工时效。
⑵齿轮毛坯毛坯的选择取决于齿轮的材料、形状、尺寸、使用条件、生产批量等因素,常用的毛坯种类油:1)铸铁件:用于受力小、无冲击、低速的齿轮;2)棒料:用于尺寸小、结构简单、受力不大的齿轮;3)锻坯:用于高速重载齿轮;4)铸钢坯:用于结构复杂、尺寸较大不宜锻造的齿轮。
⑶齿轮热处理在齿轮加工工艺过程中,热处理工序的位置安排十分重要,它直接影响齿轮的力学性能及切削加工的难易程度。
一般在齿轮加工中有两种热处理工序:1)毛坯的热处理为了消除锻造和粗加工造成的残余应力、改善齿轮材料内部的金相组织和切削加工性能,在齿轮毛坯加工前后通常安排正火或调质等预热处理。
2)齿面的热处理为了提高齿面硬度、增加齿轮的承载能力和耐磨性而进行的齿面高频淬火、渗碳淬火、氮碳共渗和渗氮等热处理工序。
一般安排在滚齿、插齿、剃齿之后,珩齿、磨齿之前。
箱体材料一般选用HT200~400的各种牌号的灰铸铁,而最常用的为HT20 0。
灰铸铁不仅成本低,而且具有较好的耐磨性、可铸性、可切削性和阻尼特性。
在单件生产或某些简易机床的箱体,为了缩短生产周期和降低成本,可采用钢材焊接结构。
此外,精度要求较高的坐标镗床主轴箱则选用耐磨铸铁。
负荷大的主轴箱也可采用铸钢件。
毛坯的加工余量与生产批量、毛坯尺寸、结构、精度和铸造方法等因素有关。
有关数据可查有关资料及根据具体情况决定。
毛坯铸造时,应防止砂眼和气孔的产生。
为了减少毛坯制造时产生残余应力,应使箱体壁厚尽量均匀,箱体浇铸后应安排时效或退火工序。
2.工艺规程设计1.确定毛坯的制造形式零件材料为HT200.2.制定工艺路线工序(1) 以右端面为粗基准,粗铣左端面工序(2)以左端面为基准,粗铣右端面工序(3)以右端面为基准,精铣左端面工序(4)以左端面为基准,精铣右端面工序(5) 以右端面和孔(大面短销),粗镗左孔工序(6) 以左端面和孔(大面短销),粗镗右孔工序(7) 以右端面和孔(大面短销),精镗左孔工序(8) 以左端面和孔(大面短销),精镗右孔工序(9) 以右端面和孔为基准钻左端面孔,并攻左螺纹工序(10) 以左端面和孔(大面短销)粗,精铣底面工序(11) 以左端面和孔(大面短销)底面钻孔,攻螺纹工序(13) 以右端面和孔(大面短销)粗精铣前端面工序(14) 钻前端面小孔攻螺纹工序(15) 以右端面和孔(大面短销)钻,铰前端面大孔工序(16) 铣后端内侧面凸台平面工序(17) 钻后端面孔工序(18) 以左端面和孔(大面短销),锪阶梯孔,钻阶梯孔为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。