表面粗糙度公制与英制对照表
粗糙度对比Ra、Rz、RMS、国内外标准对照

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
表面粗糙度对照表(Surfaceroughnesscomparisontable)
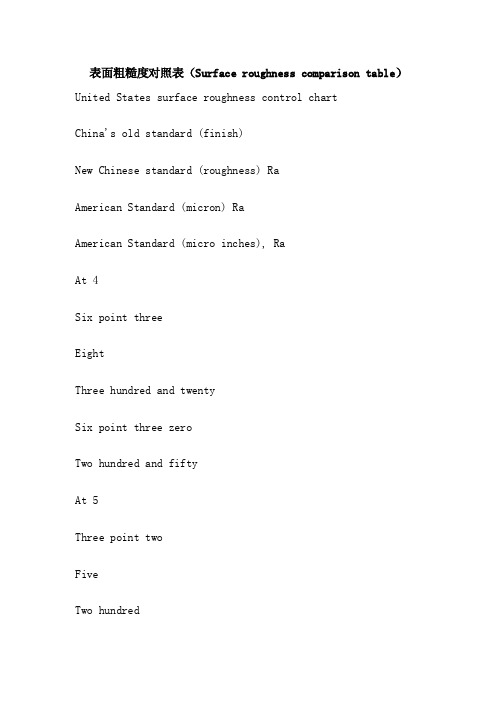
表面粗糙度对照表(Surface roughness comparison table)United States surface roughness control chartChina's old standard (finish)New Chinese standard (roughness) RaAmerican Standard (micron) RaAmerican Standard (micro inches), RaAt 4Six point threeEightThree hundred and twentySix point three zeroTwo hundred and fiftyAt 5Three point twoFiveTwo hundredFourOne hundred and sixty Three point two zeroOne hundred and twenty-five At 6One point sixTwo point five zeroOne hundredTwoEightyOne point six zeroSixty-threeAt 7Zero point eightOne point two fiveFiftyOneFortyZero point eight zeroThirty-twoAt 8Zero point fourZero point six threeTwenty-fiveZero point five zeroTwentyZero Point Four ZeroSixteenDomestic surface roughness and surface roughness Ra and Rz conversion tables (unit: m)Surface finishAt 1At 2At 3At 4At 5At 6At 7surface RoughnessRaFiftyTwenty-five Twelve point five Six point three Three point two One point six zeroZero point eight zero RzTwo hundredOne hundredFiftyTwenty-fiveTwelve point fiveSix point threeSix point three Surface finishAt 8At 9At 10At 11At 12At 13At 14surfaceRoughnessRaZero Point Four ZeroZero point two zeroZero point one zero zero Zero point zero five zero Zero point zero two five Zero point zero one two -RzThree point twoOne point six zeroZero point eight zeroZero Point Four ZeroZero point two zeroZero point one zero zeroZero point zero five zeroAttached: the roughness of the new and old standard parameters change performance contrast, TR200 roughness instrument according to the new standards change the list of parameters as follows, if there are problems, by the Time Inc responsible for explanation. This table also applies to the company's TR1 series roughness tester. The total number of measurable parameters has not changed after modification, but it is still 13 parameters. It is only displayed in different standards. That is to say, the time roughness instrument product parameter covers the old and new standard parameters! (see table for details)New standard (ISO)Old standard (ISO)ExplainRaRaStandard general parametersRzShown in the Japanese standard JISRzRyParameter definition has been modified. The original Ry is still displayed in the Japanese standard JIS and the German standard DIN.RqRqNo changeRpRpNo changeRvRmSymbol modification, parameter definition unchangedRtNo changeR3zShown in the Japanese standard JIS, the parameter has not changedRmaxIt is shown in German standard DIN and American Standard ANSIRSkSkSymbol modification, definition is not changedRSSSymbol modification, definition is not changedRSmSmSymbol modification, definition is not changedRmrTPIs there a definition of symbol change?Attached: surface roughness international standard processing methodsStandard grade codeSurface roughnessMachining tools (Methods)Requirements for processing materials and hardnessPhotometric descriptionCoarse grind grit sizeFinishing grit sizeDiamond PolishSPI (A1)Ra0.005S13654HRCVery high finish, mirror effectEight thousand four hundred and seven 52HRCSPI (A2)Ra0.01DF-258HRCLow finish, no sandpaperXW-1060HRCSPI (A3)Ra0.02S136300HBLower finish, but no sandpaper718SUPREME300HBSPI (B1)Ra0.05Without brightness, there is a slight 3000# sandpaper patternSPI (B2)Ra0.1Without brightness, there is a slight 2000# sandpaper patternSPI (B3)Ra0.2Without brightness, there is a slight 1000# sandpaper pattern that does not identify the direction of the machined tracesRa0.4Finishing: fine car, finishing milling, grinding and scraping, and hingeThe direction of micro machining tracesRa0.8Finishing: fine car, finishing milling, grinding and scraping, and hingeThe direction of a machined markRa1.6Ra3.2Ra6.3Ra12.5Ra25Ra50The surface roughness is Ra, Rz, Ry, according to GB 3505 excerpt:The surface roughness parameter and its numerical value (Surface Roughness Parameters and their Values) are 3 commonly used ones:轮廓算数平均偏差(RA)——轮廓算术平均偏差;微观不平度十点高度(RZ)——违规点高度;轮廓最大高度(RY)——轮廓最大高度。
中国与美国的表面粗糙度光洁度对照表精编

中国与美国的表面粗糙度(光洁度)对照表Surface Roughness Standard China vs US表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:There are 3 different parameters to determine the roughness Ra,Rz and Ry, according to GB3505,表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profileRa--在取样长度L内轮廓偏距绝对值的算术平均值。
Ra is arithmetic average of absolute values over the entire sampling length (L)Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Average summary of the five highest peaks and lowest valleys over the entire sampling l ength (L)Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
Distance between maximum peak height and maximum valley depth over the entire sampl ing length (L)如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
If it is not specific remarked, it would be treated as Ra.中美表面粗糙度(光洁度)对照表US离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
粗糙度对比Ra、Rz、RMS、国内外标准对照

表面粗糙度高度参数有3种:1. 轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2. 微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3. 轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS直实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1 ---- 0.025um;N2 ---- 0.05um; N3 ----- O.lum ;N4 ---- 0.2um;N5 ---- 0.4um ; N6 ----- 0.8um;N7 ---- 1.6um;N8 ---- 3.2um ; N9 ----- 6.3um;N10 --- 12.5um ;N11 ---- 25um日本表面粗糙度的老标准。
粗糙度对比RaRzRMS国内外标准对照

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
粗糙度对比Ra、Rz、RMS、国内外标准对照

1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*1000=RA举例:RMS64 = 64*1000= RA几个常用的如下:RMS250 =RMS125 =RMS64 =RMS32 =表面粗糙度外国与中国标准对照N1--;N2--;N3--;N4--;N5--;N6--;N7--;N8--;N9--;N10--;N11--25um;日本表面粗糙度的老标准。
对应关系:▽:Ra25~;▽▽:~;▽▽▽:~;▽▽▽▽:~。
说明:上面的数值依次为:、、、、25S、50S、100S表面粗糙度与光洁度的关系参考表 (单位:μm)表面状态雾状镜面镜状光泽面亮光泽面暗光泽面不可辨加工痕迹方向微辨加工痕迹方向可辨加工痕迹方向看不清加工痕迹微见加工痕迹可见加工痕迹微见刀痕可见刀痕明显可见刀痕Rz与Ra对比Rz100时相当于Ra25以下为对照表Rz2001005025Ra5025Rz1016254063 Ra1016。
粗糙度对比Ra、Rz、RMS、国内外标准对照新选

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
最新粗糙度对比Ra、Rz、RMS、国内外标准对照资料
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ra,Rz,Ry都有英制,与公制差40倍,16ui转化后是0.4um
英制螺纹螺母孔径
表面光洁度与粗糙度Ra、Rz数值转换表
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:
∙轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,
∙不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离,。