钛及钛合金板材加工_上_
钛合金格栅类零件的加工
1 序言某机钛合金格栅类零件由于采用全新设计的结构形式,具有超深耳片孔、小转角,刚性弱,给加工制造带来极大的难度和挑战。
本文通过对零件结构进行工艺性分析,找出加工难点,针对各个难点逐项研究,找出解决方案,为类似结构钛合金零件的加工提供参考。
2 格栅类零件结构及机械加工工艺性分析对于单个格栅板来说,其结构主要由9个非均匀分布的耳片孔、10个非均匀分布的U形槽和6个电火花打孔区域组成。
格栅零件由钛合金材料的板材加工而成,最终腹板厚度为4mm,筋高为3mm,零件刚性较差,电火花加工后应力分布严重不均,易造成较大变形。
同时,耳片孔长度726mm,尺寸精度为φ5.1H9,长径比极大,加工难度及风险极高。
格栅所有内形及耳片转角均为R2.5mm,加工效率较低,同时,刀具直径小、易折断。
针对以上问题,主要从以下几方面展开研究,逐个解决问题。
(1)耳片孔加工工艺方案研究耳片孔长径比达142,属超大长径比深孔。
同时加工精度要求高,加工难度非常大。
重点研究如何使耳片孔的精度满足设计要求。
(2)零件变形量控制方法研究分析板材毛料的内部应力分布状态,设计零件在毛料应力平衡区的位置布置;通过热工艺方法的合理安排,进一步消除零件内部残余应力;通过数控加工走刀轨迹的合理优化,减小机械加工过程中应力的产生,最终达到控制零件变形量的目的。
(3)小转角创新性处理方案研究零件所有内形转角均为R2.5mm,目前一般厂商刀具的最小直径为5mm,加工时效率低、刀具易折断。
研究采用创新性的摆线铣削、大小直径刀具分别处理等方法,在提高零件加工效率的同时,有效降低刀具折断风险,提高零件质量稳定性。
3 耳片孔加工难点图1为格栅耳片孔,目前行业内尚无加工如此长径比的超细长钛合金铰链孔的经验。
其加工难点主要体现在:①孔尺寸精度要求高,孔径极易超差。
钛合金材料的特点是有一定的收缩性,加工过程中容易造成收口,形成“喇叭”孔,一端超上差、一端超下差。
②工艺方案安排难度大。
钛及钛合金板材表面氧化皮、裂纹处理

钛及钛合金板材表面氧化皮、裂纹处理一、钛及钛合金板材表面氧化皮的形成及影响1.1 表面氧化皮的形成钛及钛合金板材在加工过程中易产生表面氧化皮。
主要原因包括:1) 钛及钛合金在高温下与氧气反应生成氧化钛。
2) 切削、焊接过程中产生的高温也容易使钛表面发生氧化。
1.2 表面氧化皮的影响表面氧化皮会影响钛及钛合金板材的表面质量及性能,包括降低表面的光洁度和光亮度,增加表面粗糙度,降低耐腐蚀性能等。
二、钛及钛合金板材表面氧化皮的去除方法2.1 机械去除采用机械方法去除表面氧化皮,包括打磨、抛光等方式。
这种方法可以有效去除表面氧化皮,并使表面变得光洁光亮。
2.2 化学去除采用化学溶液对表面氧化皮进行脱除。
这种方法能够快速有效地去除表面氧化皮,但需要严格控制溶液配方和处理时间,以避免对材料本身造成损害。
三、钛及钛合金板材裂纹处理方法3.1 表面裂纹的原因钛及钛合金板材在加工过程中,由于材料自身性能、热处理不当等原因,易产生表面裂纹。
3.2 裂纹处理方法表面裂纹处理的方法包括:1) 清洁:首先需要对裂纹部位进行清洁,去除杂质和氧化层。
2) 热处理:对裂纹部位进行适当的热处理,以消除裂纹并恢复材料的原有性能。
3) 加工修复:对于较深或较宽的裂纹,可以采用加工修复的方法,如焊接、热喷涂等,将裂纹填补并修复表面。
总结:钛及钛合金板材表面氧化皮的形成和裂纹的产生都会影响材料的质量和性能。
在加工过程中,需要采取有效的措施去除氧化皮,并对裂纹进行合理的处理,以保证材料的表面质量和整体性能。
也需要加强对材料加工工艺的管理,确保每一道工序都符合技术要求,以减少表面氧化皮和裂纹的产生。
四、防止钛及钛合金板材表面氧化皮和裂纹产生的措施4.1 加强工艺管理在钛及钛合金板材的加工过程中,需要加强工艺管理,确保每一道工序都符合技术要求。
要严格控制加工温度和环境氧化物的溢出,以减少氧化皮的产生。
对于焊接和切割等高温加工环节,要控制好温度和速度,避免过热和过快的加工造成表面裂纹等质量问题。
b338钛及钛合金标准规范中文版

B338钛及钛合金的带、片、板标准规范本标准是在指定的B265规范下发布的;在这个指定的规范后面的数字表明了最初使用的年份,或如果做了修订,最新修订的年份。
括号中的数字表示重获批准的年份。
标在上角的希腊字母表示自最新修订或重获批准后编辑上的改变。
本标准已获国防部批准。
1.规范范围1.1本标准包含了下列退火的钛及钛合金带、片、板:1.1.1等级1—纯钛;1.1.2等级2—纯钛;1.1.2.1等级2H—纯钛(等级2中最小抗拉强度是58ksi的纯钛);1.1.3等级3—纯钛;1.1.4等级4—纯钛;1.1.5等级5—钛合金(含6%的A1,4%的V);1.1.6等级6—钛合金(含5%A1,2.5%Sn)1.1.7等级7—钯含量在0.12~0.25%的纯钛;1.1.7.1等级7H—钯含量在0.12〜0.25%的纯钛(等级7中最小抗拉强度是58ksi的纯钛);1.1.8等级9—钛合金(含3.0%Al,2.5%V);1.1.9等级11—钯含量在0.12〜0.25%的纯钛;1.1.10等级10—钛合金(含0.3%Mo,0.8%Ni);1.1.11等级13—钛合金(含0.5%Ni,0.05%钉)1.1.12等级14—钛合金(含0.5%Ni,0.05%钉);1.1.13等级15—钛合金(含0.5%Ni,0.05%钉);1.1.14等级16—钯含量在0.04%〜0.08%的纯钛;1.1.14.1等级16H—钯含量在0.04%〜0.08%的纯钛(等级16中最小抗拉强度是58ksi的纯钛);1.1.15等级17—钯含量在0.04%〜0.08%的纯钛;1.1.16等级18—钯含量在0.04%〜0.08%的钛合金(含3%A1,2.5%V);1.1.17等级19—钛合金(含3%A1,8%V,6%Cr,4%Zn,4%Mo);1.1.18等级20—钯含量在0.04%〜0.08%的钛合金(含3%Al,8%V,6%Cr,4%Zn,4%Mo);1.1.19等级21—钛合金(含15%Mo,3%Al,2.7%Ni,0.25%Si);1.1.20等级23—钛合金(含6%A1,4%V以及其他低含量的间隙元素,ELI);1.1.21等级24—钯含量在0.04〜0.08%的钛合金(含6%A1,4%V);1.1.22等级25—Ni含量在0.3%〜0.8%以及钯含量在0.04%〜0.08%的钛合金(含6%Al,4%V);1.1.23等级26—钌含量在0.08%〜0.14%的纯钛;1.1.23.1等级26H—钉含量在0.08%〜0.14%的纯钛(等级26中最小抗拉强度是58ksi的纯钛)1.1.24等级27—钌含量在0.08%〜0.14%的纯钛;1.1.25等级28—钉含量在0.08%〜0.14%的钛合金(含3%A1,2.5%V);1.1.26等级29—钉含量在0.08%〜0.14%的钛合金(含6%Al,4%V以及其他低含量间隙元素,ELI);1.1.27等级30—钛合金(含0.3%Co,0.05%钯);1.1.28等级31—钛合金(含0.3%Co,0.05%钯);1.1.29等级32—钛合金(含5%Al,1%Sn,1%Zr,1%V,0.8%Mo);1.1.30等级33—钛合金(含0.4%Ni,0.015%钯,0.025%钉,0.15%Cr);1.1.31等级34—钛合金(含0.4%Ni,0.015%Pa,0.025%钉,0.15%Cr);1.1.32等级35—钛合金(含4.5%Al,2%Mo,1.6%V,0.5%Fe,0.3%Si);1.1.33等级36—钛合金(含45%铌);1.1.34等级37—钛合金(含1.5%Al);1.1.35等级38—钛合金(4%Al,2.5%V,1.5%Fe);注1:H级别的材料与相应数字级别的材料是等同的(如,Grade2H=Grade2)除非有更高级的最小抗拉强度保证,可以通过符合相应数字级别的要求来验证。
钛及钛合金薄板的切削加工
瘤 对 切 削层 的挤 压作 用 , 会形 成 鱼 鳞 状 毛刺 , 也 使 件 表
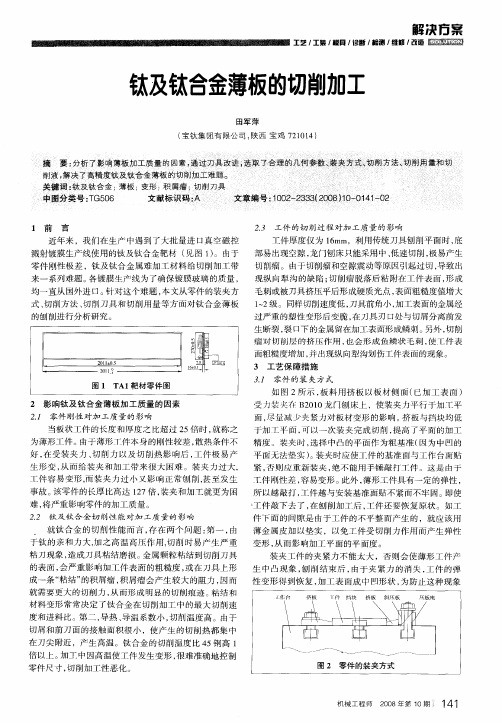
溅射镀膜生产线使用的钛及钛合金靶材 ( 见图 1 。由于 )
零 件 刚性 极 差 ,钛 及 钛合 金 属 难 加工 材 料 给切 削 加 工 带 来 一 系列 难题 。 镀膜 生 产线 为 了确 保 镀膜 玻 璃 的质 量 , 各 均 一直 从 国外 进 口。 对这 个 难 题 , 文从 零 件 的装 夹 方 针 本 式 、 削方 法 、 削 刀 具 和切 削 用 量等 方 面对 钛 合 金 薄板 切 切
_ 容 易变 形 , 装 夹 力 过 小 又 影 响 正 常刨 削 , 至发 生 T件 而 甚
难 , 严重 影 响零 件 的加 工 质量 。 将
22 钛 及 钛 合 金 切 削 性 能 对 加 工 质 量 的 影 响 .
T件刚性差 , 容易变形。 此外 , 薄形工件具有一定 的弹性 ,
。 件 敲下 去 了 , 刨 削加 工 后 , 工 在 工件 还 要恢 复原 状 。如 工 件 下 面 的 间隙 是 由 于工 件 的不 平 整 而 产生 的 ,就应 该 用 薄金 属 皮 加 以垫 实 ,以免 工件 受 切 削 力作 用 而产 生 弹 性 变形 , 而影 响 加 工平 面 的平 面 度 。 从 装 夹工 件 的夹 紧力 不 能 太 大 ,否 则会 使 薄 形 工 件 产 生 中 凸 现象 , 削 结 束 后 , 刨 由于 夹 紧 力 的 消 失 , 件 的 弹 工
的刨削 进行 分 析研 究 。
面粗 糙度 增 加 , 出现纵 向犁 沟划 伤工 件表 面 的现象 。 并 3 工艺 保 障措 施
主要钛产品生产工艺流程
主要钛产品生产工艺流程成都工业学院材料工程学院邹建新攀枝花学院材料工程学院彭富昌1 钛产品生产原则流程所有钛产品的最初原料都是含钛矿物,通常为钛铁矿。
最终钛产品有两种,一是单质的金属钛,二是氧化物TiO2,前者作为结构性钛(合金)材料,广泛用于航空航天、海洋、化工及高档民用等领域,后者作为功能性钛白粉颜料,广泛用于涂料、造纸、塑料及电子等领域。
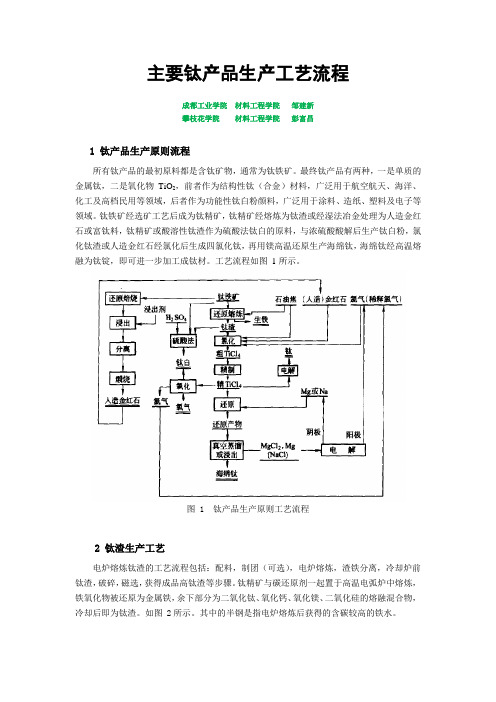
钛铁矿经选矿工艺后成为钛精矿,钛精矿经熔炼为钛渣或经湿法冶金处理为人造金红石或富钛料,钛精矿或酸溶性钛渣作为硫酸法钛白的原料,与浓硫酸酸解后生产钛白粉,氯化钛渣或人造金红石经氯化后生成四氯化钛,再用镁高温还原生产海绵钛,海绵钛经高温熔融为钛锭,即可进一步加工成钛材。
工艺流程如图1所示。
图 1 钛产品生产原则工艺流程2 钛渣生产工艺电炉熔炼钛渣的工艺流程包括:配料,制团(可选),电炉熔炼,渣铁分离,冷却炉前钛渣,破碎,磁选,获得成品高钛渣等步骤。
钛精矿与碳还原剂一起置于高温电弧炉中熔炼,铁氧化物被还原为金属铁,余下部分为二氧化钛、氧化钙、氧化镁、二氧化硅的熔融混合物,冷却后即为钛渣。
如图 2所示。
其中的半钢是指电炉熔炼后获得的含碳较高的铁水。
图 2 电炉熔炼钛渣的原则工艺流程3 硫酸法钛白粉的生产工艺钛白生产方法包括如下三种:①硫酸法,可生产金红石型和锐钛型钛白;②氯化法,国内仅中信锦州钛业、云南新立、洛阳万基、漯河兴茂、攀钢在生产或在建,国外55%企业采用,只能生产金红石型钛白;③盐酸法,尚未产业化,新西兰曾进行试生产,国内不少学者也开展过实验研究。
生产钛白的硫酸法与氯化法各有优缺点,业界评价褒贬不一。
硫酸法会产生绿矾和废酸,但可综合利用,氯化法产生的氯化废渣处理难度较大,一般只能深埋,国内攀钢集团已开发了一种可以有效回收利用氯化废渣的专有技术。
硫酸法可生产锐钛型钛白,但氯化法不行。
随着环保成本的增加,硫酸法钛白粉厂只要愿意增大资金投入,其“三废”污染问题是可以得到较好解决的。
关于钛和钛合金在眼镜行业中的应用,钛的加工工艺,和表面处理方法

眼镜架的加工工艺
※焊接:使用高频焊接机将眼镜的不同零部件连接起来。钛金属的眼镜架要使用专业的 氩弧电焊机。 ※抛光:将焊接好的产品放入滚筒中先进行粗磨,再用人手对细微部位进行细磨。 ※电镀: a、水金电镀:直接将颜色电镀到材料表层,成本低,品质差,使用期短。 b、厚金电镀;又称复合电镀,在被电镀材料表层先作加钯底处理,然后再电镀颜色层。 品质有保证。 c、IP真空电镀;在真空状态下,用强电流将电镀材料分解成等离子状态,然后在正负电 子互换结合的条件下,将电镀材料附着到被电镀材料的表层。成本昂贵,耐用程度较高。 d、包金:在被电镀材料上先作铑处理(非常贵),然后再将K金材料电镀到铑处理后的 材料表层。K金镀层较厚,成本非常高。 e、静电喷涂:应用于镜架表层的彩色处理技术,将颜色溶解后喷涂在被电镀材料表面, 经长时间加热处理后颜色层会附着在被电镀材料表层,耐腐蚀程度高,但忌硬物划碰。 f、移印:将要表现的图案先作加工处理,做出移印膜。然后将移印膜包裹在被着色材料 表层,经热加工后图案将会转移到被着色材料表层。通常会再进行镀透明膜层保护处理。 g、漆宝:将调好颜色的涂料填在眼镜架的空隙位或材料表面,形成装饰效果。 ※零配件组装:将脚套、鼻垫等附件装到处理好的眼镜架上,制成成品。 ※整形:对成品进行角度调整,使之能佩戴舒适。
钛产品
钛及钛合金是极其重要的轻质结构材料,在航空、航天、车辆工程、生 物医学工程等领域具有非常重要的应用价值和广阔的应用前景。 材质:典化钛,工业纯钛, Α 型钛, Β 型钛, Α +Β型钛 类型包括有钛丝、钛网、钛管、钛片、钛箔。 钛网:应用于一些仪器以及装置,起过滤作用。 钛丝:除了工业上的应用,高级钛丝还应用于一些植入和美容手术。 钛管:应用于工业、机械上。 钛片:应用于骨骼上的植入,外科接骨手术与生物植入公司。 钛箔:应用同上,钛箔是更薄的钛片,厚度在0.1MM以下。
钛及钛合金加工产品生产许可证实施细则(2017版)
第三条 钛及钛合金加工产品由发证。
第二章 发证产品及标准
第四条 本细则中的钛及钛合金加工产品是指,以海绵钛、钛残料或其添加其他合金 元素为原料,经真空熔炼得到钛及钛合金铸锭,及通过压力加工,形成钛及钛合金板、 带、箔、管、棒、丝材产品的总称。钛及钛合金加工产品按照加工工艺与产品用途,共 划分为 5 个产品单元,具体见表 1。
3
钛及钛合金管
挤压管
GB/T 26058-2010 钛及钛合金挤压管
焊接管
GB/T 26057-2010 钛及钛合金焊接管
4
换热器及冷凝器 无缝管、焊接管、 GB/T 3625-2007 换热器及冷凝器用钛及钛合金
用钛及钛合金管
焊接-轧制管
管
钛及钛合金棒、丝
5
材
棒材 丝材
GB/T 2965-2007 钛及钛合金棒材 GB/T 3623-2007 钛及钛合金丝
标志、运输和贮存
换热器及 无缝管、 GB/T 3620.1-2007 钛及钛合金牌号和化学成
第一章 总则.............................................................................................................................. 1 第二章 发证产品及标准.......................................................................................................... 1 GB/T 2524-2010 海绵钛..........................................................................................................2 第三章 企业申请生产许可证的基本条件和资料................................................................ 6 第四章 企业实地核查.......................................................................................................... 13 第五章 产品检验.................................................................................................................. 13 第六章 证书许可范围............................................................................................................ 23 第七章 附则.......................................................................................................................... 24 附件 1 企业核查时准备书面材料清单.................................................................................. 26 附件 1-1 企业生产钛及钛合金加工产品主要工艺流程图.................................................. 27 附件 1-2 企业生产钛及钛合金加工产品生产设施和检验设施表...................................... 28 附件 1-3 企业生产钛及钛合金加工产品生产场所示意图.................................................. 29 附件 1-4 企业生产钛及钛合金加工产品生产设备表.......................................................... 30 附件 1-5 企业生产钛及钛合金加工产品检验设备表.......................................................... 31 附件 1-6 企业生产钛及钛合金加工产品重要原材料明细表.............................................. 32 附件 1-7 关键岗位专业技术人员表...................................................................................... 33 附件 1-8 产品技术文件和工艺文件清单.............................................................................. 34 附件 2 钛及钛合金加工产品生产许可证企业实地核查办法.............................................. 35 附件 3 企业实地核查不符合和建议改进条款汇总表.......................................................... 43 附件 4 生产许可证企业实地核查报告.................................................................................. 44 附件 5 检验报告...................................................................................................................... 45 附件 6 本实施细则与旧版细则主要内容对比表................................................................. 49
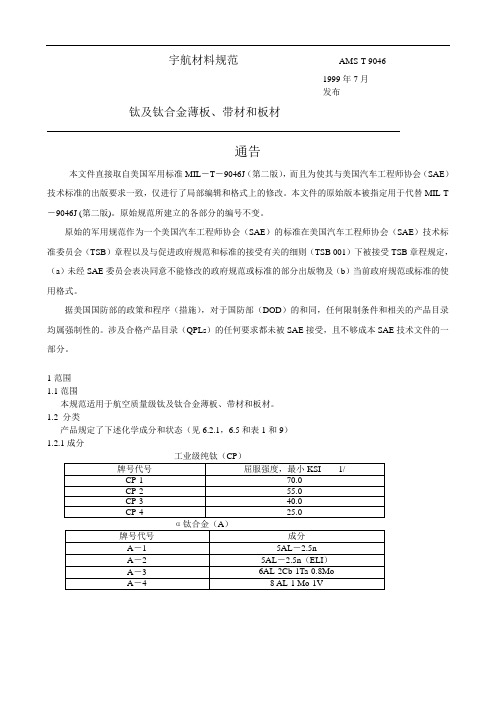
钛及钛合金薄板、带材和板材 AMS-T-9046 MIL-T-9046J
软枣猕猴桃多糖的免疫活性宣丽;刘长江【摘要】Actinidia arguta polysaccharide extracted by microwave was purified using a DEAE anion-exchange column,and SephadexG-100 column.The main elution fraction 0.1 brine elution was studied on the immunological activities of rat.The healthy rats were perfused with 2,10 and 20 mg/(kg · d) polysaccharides for 28 d.The effects of polysaccharide on the immune organs index,phagocytolysis of macrophage and spleen lymphocyte transformation index were determined.The results showed that,the low-dose group [2 mg/(kg · d)] of polysaccharide had almost no immunological activities.While the medium-dose group [10 mg/(kg · d)] had the obvious activities and was significant difference with the control pared with the medium-dose group,the high-dose group [20 mg/(kg · d)]had no significant difference except immune organs index.%利用DEAE-纤维素阴离子交换层析、SephadexG-100凝胶柱层析对微波辅助提取的软枣猕猴桃多糖进行分离纯化,对主要洗脱组分0.1 mol/L盐洗组分的免疫活性进行研究.以正常大鼠为试验对象,设2、10、20mg/(kg·d)3个多糖水平处理,饲养28 d后观察软枣猕猴桃多糖对大鼠免疫器官指数、巨噬细胞吞噬指数及脾淋巴细胞转化指数的影响.试验结果表明,多糖低剂量组[2 mg/(kg·d)]对免疫的促进效果不明显;多糖中剂量组[10 mg/(kg·d)]免疫增强效果明显,与空白对照组差异显著;高剂量组[20 mg/(kg·d)]与中剂量组相比,除免疫器官指数外,其他免疫促进活性无显著差异.【期刊名称】《食品与发酵工业》【年(卷),期】2013(039)005【总页数】3页(P59-61)【关键词】软枣猕猴桃;多糖;纯化;免疫活性【作者】宣丽;刘长江【作者单位】沈阳农业大学食品学院,沈阳辽宁,110866;沈阳农业大学食品学院,沈阳辽宁,110866【正文语种】中文软枣猕猴桃(Actinidia arguta (Sieb. et Zucc. )Planch. ex Miq. )又名软枣子、猕猴梨、藤梨,是猕猴桃科、猕猴桃属多年生落叶藤本植物[1]。