退火的三种主要方法
退火处理_精品文档
退火处理退火处理是一种常用的金属热处理方法,通过控制金属材料的加热和冷却过程,改变其晶体结构和力学性能。
它被广泛应用于制造业,特别是在金属加工、机械制造和材料科学领域。
一、退火的目的退火处理的主要目的是消除金属材料中的内部应力,改善其塑性和韧性,提高其加工性能和性能稳定性。
退火处理可以使金属材料恢复到其本来的结构状态,或者通过改变结构来改善其性能。
二、退火的类型根据不同的目的和要求,退火处理可以分为以下几种类型:1. 全退火全退火是最常用的退火处理方法之一,它将金属材料加热到特定温度,然后保持一段时间,最后缓慢冷却。
这种处理方法可以消除金属材料中大部分的内部应力,改善其晶体结构、塑性和韧性。
2. 预退火预退火是在金属材料加工过程中进行的一种退火处理方法。
在金属加工过程中,由于变形和应力的作用,材料会产生内部应力,影响其性能和稳定性。
预退火可以在加工前或加工过程中,通过加热和冷却来消除这些应力,提高加工性能和稳定性。
3. 理化退火理化退火是一种结合热处理和化学处理的退火方法。
它将金属材料加热到特定温度,然后在某种气氛或液体中进行一定的化学处理,最后进行冷却。
这种处理方法可以改善金属材料的表面性能,并增加其抗腐蚀性和耐磨性。
4. 高温退火高温退火是一种在高温下进行的退火方法,通常用于改善金属材料的晶体结构和强度。
高温退火可以使金属材料的晶粒生长,提高其晶体结构的稳定性和塑性,同时改善其抗变形和抗断裂性能。
三、退火的过程退火处理通常包括以下几个过程:1. 加热加热是退火处理的第一步,它将金属材料加热到特定温度,以改变其晶体结构和力学性能。
不同的金属材料有不同的加热温度要求,通常根据金属的熔点、晶体结构和性能要求来确定加热温度。
2. 保温保温是将金属材料在加热到目标温度后保持一定时间,使其晶体结构达到稳定状态的过程。
保温时间的长短取决于金属材料的类型和厚度,通常需要根据实际情况进行调整。
3. 冷却冷却是将金属材料从加热温度迅速冷却到室温的过程。
带锯条焊口退火方法

带锯条焊口退火方法带锯条焊口的退火方法是指在带锯条焊接过程中,由于热量的作用使得焊口产生应力和变形,为了消除这些应力和变形,达到减小焊接残余应力和恢复焊接材料的力学性能的目的,需要进行焊口的退火处理。
下面我们来详细介绍带锯条焊口退火的方法。
带锯条焊口的退火方法大致分为全退火和局部退火两种方式,具体应根据实际情况来选择。
1. 全退火全退火主要适用于带锯条焊接后整个焊接件需要进行退火处理的情况,一般分为以下几个步骤:(1)加热过程:将焊接件放入炉内,进行加热。
加热过程中应注意控制加热速度和温度,避免大温度梯度对焊接件产生过大的应力。
(2)保温过程:当焊接件加热到一定温度后,进行保温处理。
保温时间的长短应根据材料的种类和焊缝的尺寸来确定,一般在30分钟到2小时之间。
(3)冷却过程:将焊接件从炉内取出,放置在空气中进行自然冷却。
冷却过程中应避免突然冷却或过快冷却,以免产生新的应力。
全退火的优点是可以消除焊接后产生的应力和变形,使焊接件恢复到最佳状态,同时可以提高焊接件的力学性能。
但是全退火需要专门设备,工艺复杂,成本较高。
2. 局部退火局部退火主要适用于带锯条焊口中特定区域需要进行退火处理的情况,一般分为以下几个步骤:(1)加热过程:使用焊接炬,将焊接件的特定区域进行局部加热。
加热过程中要注意控制加热的时间和温度,避免过热。
(2)保温过程:加热后,将焊接件的特定区域进行保温处理。
保温时间的长短应根据焊接件的材料和特定区域的尺寸来确定,一般在10分钟到1小时之间。
(3)冷却过程:保温完成后,将焊接件的特定区域冷却到室温。
可以用空气冷却或采用其他冷却介质。
局部退火的优点是可以减少工艺难度和成本,专注于焊接件局部的应力和变形处理。
但是需要较好的操作技术和经验,否则可能会导致退火效果不理想。
需要注意的是,带锯条焊口的退火过程中,不仅要选择合适的退火温度和时间,还要注意避免退火过程中的氧化和腐蚀。
因此,在进行退火前要对焊接件进行清洗和防护处理,以保证焊接件的表面质量。
锻件常用的热处理方法退火

锻件常用的热处理方法退火
锻件常用的热处理方法之一是退火。
退火是指将金属加热到一定温度,保温一段时间后,以适当速度冷却至室温。
退火可以改善锻件的组织性能,减轻内应力,提高机械性能和加工性能。
常见的退火方法有以下几种:
1. 全退火:将锻件加热到高于临界温度,保温一定时间后冷却。
适用于各种锻件。
2. 球化退火:将锻件加热至高于临界温度,保温一段时间后通过较慢的冷却使组织转变为球状。
适用于合金钢、工具钢等。
3. 精细退火:将锻件加热至高于临界温度,保温后通过较快的冷却获得细小的晶粒尺寸。
适用于提高锻件的强度和韧性。
4. 均匀退火:将锻件加热至高于临界温度,保温后通过较慢的冷却使晶粒尺寸得到均匀分布。
适用于大型锻件或晶粒不均匀的锻件。
5. 线加热退火:采用电阻加热或电子束加热,将锻件加热至退火温度,通过较慢的冷却进行退火。
适用于特殊形状或大型锻件。
这些退火方法的选择要根据锻件的具体材料和要求来决定,以达到锻件组织和性
能的优化。
名词解释热处理中的退火
名词解释热处理中的退火热处理是一种通过对金属材料进行加热和冷却来改变其力学性能的方法。
在热处理的众多方法中,退火是最常用的一种。
退火通过加热金属材料到一定温度,然后缓慢冷却,以消除残余应力、改善可塑性和减少硬度。
在这篇文章中,我们将探讨名词解释热处理中的退火,并深入了解其原理和应用。
一、退火的原理退火主要通过改变金属中的晶格结构来改变其物理和力学性能。
当金属加热到足够高的温度时,金属晶格中的原子将开始发生移动,产生一种称为“自扩散”的现象。
这种移动使金属内部的应力得到释放,并且有助于晶界的聚合。
在退火过程中,金属的晶格结构将会发生重排,形成一种更致密、有序的结构,即晶粒长大和重新结晶。
这可以使金属材料具有更好的塑性和韧性,从而提高其可加工性和使用寿命。
二、退火的分类退火可以根据温度和冷却速率进行分类,常见的退火方法有全退火、过共析退火、正回火和球化退火。
1. 全退火:也称为软化退火,是最常用的退火方法之一。
全退火将金属加热到足够高的温度,使其全部组织均匀地进入高温区域。
然后,通过缓慢冷却,使金属材料达到均匀的结构和力学性能。
2. 过共析退火:适用于具有过共析组织的合金。
过共析退火通过将合金加热到足够高的温度以及保温一段时间,以促进共析相的析出。
然后通过缓慢冷却,使共析相在金属组织中扩散和沉淀,从而使合金材料得到细化晶粒和精细化组织。
3. 正回火:适用于高碳钢和合金钢等材料。
正回火将材料加热到临界温度以上,然后迅速冷却。
此过程会使材料的组织发生变化,降低硬度,提高塑性,并减少脆性。
4. 球化退火:球化退火主要用于冷轧钢丝等线材生产中。
球化退火通过高温加热将冷变形的钢丝塑性和韧性恢复到最佳状态。
这个过程会使钢丝的晶粒细化,松弛应力,并达到球状的形态。
三、退火的应用退火在金属材料的加工和制造过程中有着广泛的应用。
以下是退火在不同领域的一些应用示例:1. 锻造和冲压:金属在加工过程中往往会产生硬化和残余应力。
中医退火法名词解释

中医退火法名词解释
退火法是中医学中的一种治疗方法,用于调理人体的阴阳平衡,促进体内能量的流通,进而达到治疗疾病、保持健康的目的。
在中医理论中,退火法主要包括以下几个方面的内容:
一、草药退火法:草药退火法是指利用中草药的药性进行调理的一种方法。
中草药具有温热、寒凉、苦涩等不同的属性,可以根据病症的不同选择不同的草药进行疗法。
通过煎煮、泡水、熏蒸等方式,将中草药的有效成分释放出来,达到治疗效果。
二、针灸退火法:针灸退火法是指通过针刺经络,刺激穴位,调节人体的阴阳平衡,促进气血的流通。
针灸退火法常常用于治疗肌肉酸痛、风湿病等疾病,通过刺激经络,改善局部循环,缓解疼痛,达到治疗效果。
三、艾灸退火法:艾灸退火法是指将艾绒或其他适当的草药燃烧,烧灼穴位,利用热力的作用对人体进行调理的一种方法。
艾灸退火法可以刺激穴位,活血化瘀,调理经络,增强人体的免疫力,提高身体的抗病能力。
四、食疗退火法:食疗退火法通过饮食调理来实现退火的效果。
根据中医理论,不同的食物具有不同的性味,可以通过食疗的方法来调理人体的阴阳平衡。
比如,寒凉的食物可以退火,适用于体内有火气的人;而温热的食物可以温补身体,适用于阳虚的人。
总而言之,退火法是中医学中的一种常见治疗方法,对于调理人体的阴阳平衡、促进体内能量的流通具有重要作用。
草药退火法、针灸退火法、艾灸退火法和食疗退火法都是退火的常见方法,可以根据具体情况选择合适的方法来进行治疗。
在使用退火法时,应根据医生的建议和个人病情,合理选择退火方式,以达到最佳的治疗效果。
常用的退火工艺方法2-2
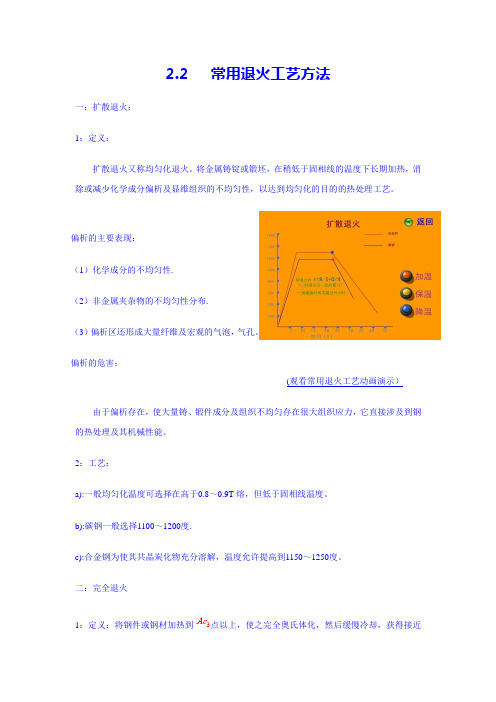
2.2 常用退火工艺方法一:扩散退火:1:定义:扩散退火又称均匀化退火。
将金属铸锭或锻坯,在稍低于固相线的温度下长期加热,消除或减少化学成分偏析及显维组织的不均匀性,以达到均匀化的目的的热处理工艺。
偏析的主要表现:(1)化学成分的不均匀性.(2)非金属夹杂物的不均匀性分布.(3)偏析区还形成大量纤维及宏观的气泡,气孔。
偏析的危害:(观看常用退火工艺动画演示)由于偏析存在,使大量铸、锻件成分及组织不均匀存在很大组织应力,它直接涉及到钢的热处理及其机械性能。
2:工艺:a):一般均匀化温度可选择在高于0.8~0.9T熔,但低于固相线温度。
b):碳钢一般选择1100~1200度.c):合金钢为使其共晶炭化物充分溶解,温度允许提高到1150~1250度。
二:完全退火1:定义:将钢件或钢材加热到点以上,使之完全奥氏体化,然后缓慢冷却,获得接近于平衡组织的热处理工艺。
2:目的:细化晶粒,降低硬度,改善33切削性能以及消除内力。
因此,完全退火不宜太高,一般在AC3点以上20-30,适用于含碳的中碳钢,三:不完全退火1:定义:将钢件加热之和之间,经保温并缓慢冷却,以获得接近平衡的组织。
这种热处理工艺成为不完全退火。
四:球化退火定义: 将钢中的碳化物球状化,或获得‘球状珠光体’的退火工艺称维球化退火。
1:方案1低于点温度的球化退火。
该种工艺方法是把退火钢材加热到略低于的温度,经长时间保温,使碳化物又片状变成球状的方法。
2:方案2往复球化退火。
这是一种周期退火,目的是加速球化过程。
3:方案3一次球化退火法。
此种退火工艺是目前生产上最常用的球化退火工艺。
实际上是一种不完全退火。
五:再结晶退火和消除应力退火1:定义:经过冷变形后的金属加热到再结晶温度以上,保持势道时间,使形变晶粒重新转变维均匀的等轴晶粒,以消除形变强化和残余应力的热处理工艺,称为再结晶退火。
再结晶退火在高于再结晶温度进行。
再结晶温度随着合金成分及冷塑性变形量而有所变化。
快速退火法
节能新工艺-----快速退火在A1点附近作短时多次的循环处理,可以用在退火工具钢上的事实已为试验所证明。
这种方法之所以有推荐的价值,在于所消耗的时间短(大约只合为一般退火的六分之一),和处理后的工件质量好(得到完全粒状或绝大部分粒状的珠光体,并且游离碳化物分布均匀),此外,尚可把多种牌号的钢一同炉处理,在生产上应用很方便。
1、常规方法:采用普通的退火方法除处理时间很长外,更主要是处理后的金相组织达不到要求。
退火工件70%为粗片状珠光体及网状碳化物的组织。
因而在淬火时,即使在保温时间正确的情况下,珠光体中的碳化物也并不全部溶解,成片状的形式保留到淬火之后,再加之游离碳化物呈网状分布,显著的降低了淬火零件的寿命、譬如弹性夹头(T7-T10),过去这种工件在薄片弹性部分就常常因片状碳化物被保留而断裂。
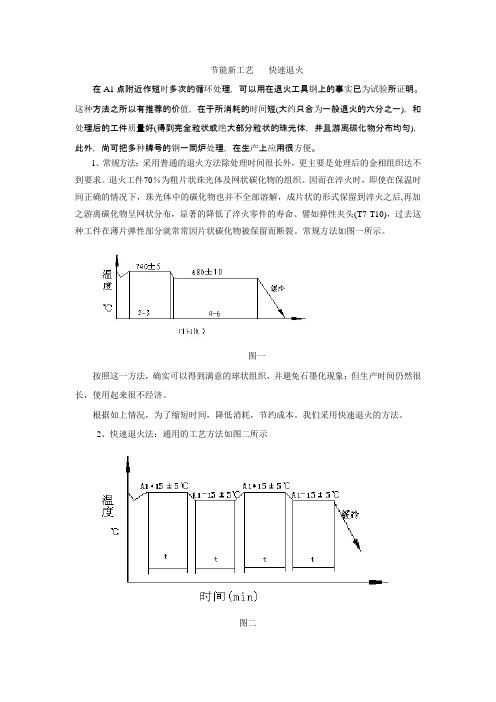
常规方法如图一所示。
图一按照这一方法,确实可以得到满意的球状组织,并避免石墨化现象;但生产时间仍然很长,使用起来很不经济。
根据如上情况,为了缩短时间,降低消耗,节约成本。
我们采用快速退火的方法。
2、快速退火法:通用的工艺方法如图二所示图二将钢加热到A1+10-15℃×t(min),并作短时间的保温,除游离碳化物外,使珠光体中的碳化物部分溶解于奥氏体中,未溶解的碳化物片层受表面能的影响,逐渐破碎并趋于球状。
然后缓冷至A1-10--15℃,使之碳化物成为球状。
如此,循环数次,便可达到球化的目的。
依据各钢材A1点的位置及实验结果,确定循环退火的温度区间。
的关系如图三及图四所示;3、效果3.1、缩短周期,提高效率,降低成本。
3.2、退火质量好,有利于后续加工。
3.3、有利于生产的组织。
3.4、适用范围广。
热处理工艺中的退火处理及其效果
热处理工艺中的退火处理及其效果热处理是一种通过控制材料的温度和冷却速率来改变其结构和性能的方法。
在热处理工艺中,退火处理是一种常见的方法,主要用于减轻应力、改善材料的塑性和韧性,以及提高其机械性能。
本文将探讨退火处理在热处理工艺中的重要性和效果。
一、退火处理的定义退火处理是指将材料加热到一定温度,然后以适当的速率冷却,以改变其结构和性能的过程。
退火处理通常分为三个阶段:加热阶段、保温阶段和冷却阶段。
在加热阶段,材料被加热到退火温度以上;在保温阶段,材料在退火温度下保持一段时间;在冷却阶段,材料被迅速冷却至室温。
二、退火处理的效果1. 应力消除:材料在制造过程中常常受到各种应力的影响,如内应力、残余应力等。
退火处理可以通过减轻这些应力,提高材料的稳定性。
在退火过程中,材料的结构会发生调整,从而减少或消除内部应力,使材料更加稳定。
2. 组织改善:退火处理可以改变材料的组织结构,使晶界移动和再结晶发生。
在退火过程中,晶界和晶内的缺陷会重新排列,结晶体尺寸增大,晶粒形态得以改善。
这些结构上的变化可以提高材料的塑性和韧性,增加其疲劳寿命。
3. 机械性能提升:退火处理可以改善材料的机械性能。
材料经过退火处理后,其强度和硬度有所降低,但韧性和塑性得到提高。
退火处理还可改善材料的疲劳寿命和高温性能,使其更适应复杂的工作环境。
4. 尺寸稳定性改善:退火处理可以减少材料的尺寸变化。
在某些情况下,材料在制造过程中会发生尺寸变形或形状不稳定的问题。
通过退火处理,材料的形状和尺寸可以得到稳定,避免因尺寸变化而引起的问题。
三、常见的退火处理方法1. 线性退火:线性退火是最简单的退火处理方法之一。
在线性退火过程中,材料被加热到退火温度,然后以恒定速率冷却至室温。
这种方法适用于某些低碳钢和合金钢,可以改善材料的塑性和韧性。
2. 等温退火:等温退火是将材料加热到退火温度后保持一段时间,使其达到热平衡状态,然后再冷却至室温。
等温退火可以通过控制保温时间和温度来改变材料的组织结构和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
退火的三种主要方法
常用的退火方法有三种:
1、不完全退火
不完全退火是将铁碳合金加热到Ac1-Ac3之间温度,达到不完全奥氏体化,随之缓慢冷却的退火工艺。
不完全退火主要适用于中、高碳钢和低合金钢锻轧件等,其目的是细化组织和降低硬度,加热温度为Ac1+(40-60)℃,保温后缓慢冷却。
2、球化退火
只应用于钢的一种退火方法。
将钢加热到稍低于或稍高于Ac1的温度或者使温度在A1上下周期变化,然后缓冷下来。
目的在于使珠光体内的片状渗碳体以及先共析渗碳体都变为球粒状,均匀分布于铁素体基体中(这种组织称为球化珠光体)。
具有这种组织的中碳钢和高碳钢硬度低、被切削性好、冷形变能力大。
对工具钢来说,这种组织是淬火前最好的原始组织。
3、去应力式退火
去应力退火是将工件加热到Ac1以下的适当温度(非合金钢在
500-600℃),保温后随炉冷却的热处理工艺称为去应力退火。
去应力加热温度低,在退火过程中无组织转变,主要适用于毛坯件及经过切削加工的零件,目的是为了消除毛坯和零件中的残余应力,稳定工件尺寸及形状,减少零件在切削加工和使用过程中的形变和裂纹倾向。