纺纱基础知识 (2)
纺纱实验室基础知识
纺纱实验室基础知识
纺纱实验室是进行纺纱实验和研究的专业场所,需要具备以下基础知识:
1. 纺纱原理:了解纺纱的基本原理和工艺流程,包括纺纱原料的选择、开清、梳理工序、纺纱方式、捻度、支数等。
2. 纤维学:了解纤维的基本知识和性能,包括纤维的种类、结构、性能、加工方法等。
3. 纱线结构:了解纱线的结构、组成和性能,包括纱线的直径、强度、弹性、柔软度等。
4. 纺织品加工:了解纺织品的加工方法和工艺,包括织造、染整、印花、涂层等。
5. 实验室设备:了解实验室中常用的纺纱设备和技术,包括纺纱机、清棉机、梳棉机、并条机、倍捻机等。
6. 实验方法:了解实验的基本方法和操作技巧,包括实验设计、数据采集、数据分析等。
7. 安全环保:了解实验室安全和环保知识,包括实验室用品的使用规范、废弃物的处理、环保要求等。
以上是纺纱实验室需要具备的基础知识,实验室人员需要
掌握这些知识,以便进行正常的实验和研究工作。
同时,还需要不断学习和更新知识,以适应纺纱技术和市场的不断变化。
纱线原料基础知识
原料基础知识(一)纤维种类及性能、纺织纤维种类比较多,根据其来源和制作手段可分为天然纤维和化学纤维两大类。
化学纤维又可份为人造纤维和合成纤维。
1、天然纤维:天然纤维一直是纺织上的主要原料来源,我国天然纤维原料种类繁多,资源丰富。
随着人们穿着观念的变化,回归自然和生态纺织观念的产生,天然纤维已经越来越多的深入人们的生活。
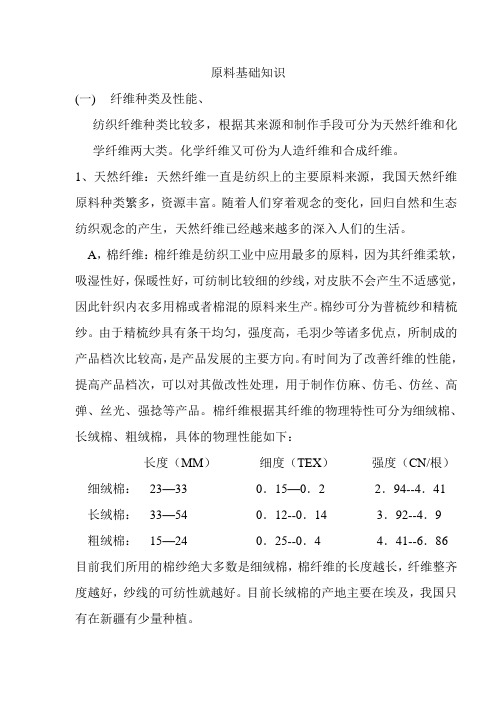
A,棉纤维:棉纤维是纺织工业中应用最多的原料,因为其纤维柔软,吸湿性好,保暖性好,可纺制比较细的纱线,对皮肤不会产生不适感觉,因此针织内衣多用棉或者棉混的原料来生产。
棉纱可分为普梳纱和精梳纱。
由于精梳纱具有条干均匀,强度高,毛羽少等诸多优点,所制成的产品档次比较高,是产品发展的主要方向。
有时间为了改善纤维的性能,提高产品档次,可以对其做改性处理,用于制作仿麻、仿毛、仿丝、高弹、丝光、强捻等产品。
棉纤维根据其纤维的物理特性可分为细绒棉、长绒棉、粗绒棉,具体的物理性能如下:长度(MM)细度(TEX)强度(CN/根)细绒棉:23—33 0.15—0.2 2.94--4.41长绒棉:33—54 0.12--0.14 3.92--4.9粗绒棉:15—24 0.25--0.4 4.41--6.86 目前我们所用的棉纱绝大多数是细绒棉,棉纤维的长度越长,纤维整齐度越好,纱线的可纺性就越好。
目前长绒棉的产地主要在埃及,我国只有在新疆有少量种植。
B,毛纤维:天然动物毛用于针织的主要有绵羊毛、兔毛、山羊绒、马海毛、兔绒等。
纺织用毛类纤维,最大量的是绵羊毛,统称羊毛,它具有弹性好、吸湿性强、保暖性好、不易沾污等很多优良的特性。
一般精梳毛纱短纤维含量少,毛纤维长度比较长,纤维的平行伸直度好,纱线条杆均匀,强力高,一般用来编织细针型的产品;粗梳毛纱毛纤维长度短,纱线中纤维的平行伸直度差,强力比较低,但用其织物经缩绒整理后毛感强,手感柔软、丰满、蓬松、保暖性好。
目前羊毛根据其用途的分类主要是根据纤维的品质支数,具体的见下表(品质支数与纤维平均直径的关系表):品质支数:70 66 64 60 58 56平均直径(µM):18.1--20 20.1—21.5 21.6—23 23--25 25--27 27--29一般可纺纱支:64以上52—60 45—52 45—52 36--45 32--36 有时候为增加织物的外观、手感和保暖性,需要经过缩绒处理,即:通过一定的温湿度、化学试剂和外力使构成织物的纤维根端做无规则的蠕动,产生毡合。
纺纱原料基础知识

纺纱原料基础知识一、什么是纤维?1、一般而言,直径几微米或几十微米,长度比直径大许多倍的物体,称之为纤维,凡纺纱使用的原料统称为纤维。
2、纺织纤维:具有一定强度、可绕曲性或具有一定包缠性和其他服用性能,可以用来生产纺织制品的纤维。
3、具备条件:1、具有可纺性:是指纤维在进行纺纱加工时,能纺制成具备一定性能的纱的性能,需要纤维需要10mm以上的长度和一定细度,柔软度、卷曲度、使纤维相互抱和,并依赖纤维之间的摩擦力纺制成纱。
2、具有一定的物理机械性能:是指纺织纤维能够承受一定的拉伸、扭曲、摩擦及冲击等机械外力的作用。
3、具有一定化学稳定性:印染整理剂4、具有一定吸湿性能5、具有一定的热学性能:不同温度的处理,上浆、烘干、后整理6、具有一定耐气候性二、纤维如何分类(天然纤维、化学纤维)1、天然纤维:一般把自然界生长的或形成的可以用于纺织的纤维材料称之为天然纤维。
2、化学纤维:用天然的或人工合成的高聚物为原料经过化学和机械加工制得的纤维称之为化学纤维。
※天然纤维1植物纤维(纤维素纤维):①种子纤维:棉花、木棉、彩棉等②韧皮纤维:苎麻、亚麻、黄麻、罗布麻等③果实纤维:椰子纤维等④叶脉纤维:剑麻、蕉麻、菠萝麻等2动物纤维(蛋白质纤维):①兽毛纤维:绵羊毛、山羊毛、兔毛等②丝纤维:桑蚕丝、柞蚕丝等3矿物纤维(矿物质纤维):石棉等※化学纤维(长丝)(单位D、旦数越小,细度越细)公定回潮率下,9000长的纤维所具有的重量克数。
1再生纤维:①再生纤维素纤维:粘胶、莫代尔纤维、竹浆纤维等②再生蛋白质纤维:牛奶纤维、大豆纤维、花生纤维等③纤维素纤维:二醋酯纤维、三醋酯纤维等2合成纤维:涤纶(聚酯纤维)T、锦纶P、腈纶A、氨纶SP、维纶V、丙纶PP3无机纤维:玻璃纤维、陶瓷纤维、金属纤维、碳纤维等※新型纤维:新型植物纤维、新型再生纤维素纤维、功能性纤维、差别化纤维。
像彩棉、异性纤维、复合纤维、超细纤维、高吸湿性纤维、抗静电纤维。
纺织基础知识大全
纺织基础知识大全常用概念:1、经向、经纱、经纱密度——面料长度方向;该向纱线称做经纱;其1英寸内纱线的排列根数为经密(经纱密度);2、纬向、纬纱、纬纱密度——面料宽度方向;该向纱线称做纬纱,其1英寸内纱线的排列根数为纬密(纬纱密度);3、密度——用于表示梭织物单位长度内纱线的根数,一般为1英寸或10厘米内纱线的根数,我国国家标准规定使用10厘米内纱线的根数表示密度,但纺织企业仍习惯沿用1英寸内纱线的根数来表示密度。
如通常见到的“45X45/108X58”表示经纱纬纱分别45支,经纬密度为108、58。
4、幅宽——面料的有效宽度,一般习惯用英寸或厘米表示,常见的有36英寸、44英寸、56-60英寸等等,分别称作窄幅、中幅与宽幅,高于60英寸的面料为特宽幅,一般常叫做宽幅布,当今我国特宽面料的幅宽可以达到360厘米。
幅宽一般标记在密度后面,如:3中所提到的面料如果加上幅宽则表示为:“45X45/108X58/60"”即幅宽为60英寸。
5、克重——面料的克重一般为平方米面料重量的克数,克重是针织面料的一个重要的技术指标,粗纺毛呢通常也把克重作为重要的技术指标。
牛仔面料的克重一般用“盎司(OZ)”来表达,即每平方码面料重量的盎司数,如7盎司、12盎司牛仔布等;6、色织——日本称做“先染织物”,是指先将纱线或长丝经过染色,然后使用色纱进行织布的工艺方法,这种面料称为“色织布”,生产色织布的工厂一般称为染织厂,如牛仔布,及大部分的衬衫面料都是色织布;1、纺织常用计算公式分为定长制计算公式和定重制计算公式二种。
定长制计算公式:(1)、旦尼尔(D):D=g/L*9000 其中g为丝线的重量(克),L为丝线的长度(米)(2)、特克斯(号数)[tex(H)]: tex=g/L*1000 其中g为纱(或丝)的重量(克),L为纱(或丝)的长度(米)(3)、分特克斯(dtex): dtex=g/L*9000 其中g为丝线的重量(克),L为丝线的长度(米)定重制计算公式:(1)、公制支数(N):N=L/G 其中G为纱(或丝)的重量(克),L为纱(或丝)的长度(米)(2)、英制支数(S):S=L/(G*840) 其中G为丝线的重量(磅),L为丝线的长度(码)2、选择换算公式:(1)、公制支数(N)与旦尼尔(D)的换算公式:D=9000/N(2)、英制支数(S)与旦尼尔(D)的换算公式:D=5315/S(3)、分特克斯(dtex)与特克斯(tex)的换算公式:1tex=10dtex(4)、特克斯(tex)与旦尼尔(D)的换算公式:tex=D/9(5)、特克斯(tex)与英制支数(S)的换算公式:tex=K/S K值:纯棉纱K=583.1 纯化纤K=590.5 涤棉纱K=587.6 棉粘纱(75:25)K=584.8 维棉纱(50:50)K=587.0(6)、特克斯(tex)与公制数(N)的换算公式:tex=1000/N(7)、分特克斯(dtex)与旦尼尔(D)的换算公式:dtex=10D/9(8)、分特克斯(dtex)与英制支数(S)的换算公式: dtex=10K/S K值:纯棉纱K=583.1 纯化纤K=590.5 涤棉纱K=587.6 棉粘纱(75:25)K=584.8 维棉纱(50:50)K=587.0(9)、分特克斯(dtex)与公制支数(N)的换算公式:dtex=10000/N(10)、公制厘米(cm)与英制英寸(inch)的换算公式:1inch=2.54cm(11)、公制米(M)与英制码(yd)的换算公式:1码=0.9144米(12)、绸缎平方米克重(g/m2)与姆米(m/m)的换算公式:1m/m=4.3056g/m2(13)、绸缎的实际重量与磅重的换算公式:磅重(lb)=每米绸重(g/m)*0.9144(m/yd)*50(yd)/453.6(g/yd) 1、手感目测法:此法适用于呈散纤维状态的纺织原料。
纺纱工艺知识培训材料
2005运转纺纱工艺知识培训材料第一节基础知识一.纺纱工艺流程.FA009抓棉机---FA125重物分离器---FA105A开棉机---FA029多仓混棉机---FA116主除杂(精细开棉机)---FA046振动棉箱---FA141成卷机---FA231A梳棉机---预并条---SR80J条并卷---PX2J精梳机---FA326A并条机---TJFA458粗纱机-FA506A细纱机---村田NO.21C络筒机---村田NO.28并纱机---村田NO.3C1倍捻机.二.各工序主要任务和作用.(一) 清花工序: 抓取、开松、除杂、混合、成卷;(二)梳棉:梳理、除杂、混合、成条;(三)精梳准备工序:1.预并:均匀混合、牵伸成条;2.条并卷:混合牵伸、成卷。
(四)精梳:1.进一步对纤维进行梳理,提高纤维的伸直平行程度;2.排除棉卷中的短纤维,提高精梳条中纤维的长度整齐度;3.清除纤维中的棉结、杂质及其他疵点。
(五)并条:混合、牵伸、成条;(六)粗纱:牵伸、加捻、卷绕成形;(七)细纱:牵伸、加捻、卷绕成形;(八)络筒:清除纱线上部分疵点、卷绕成形。
(九)并线;并合(两筒子纱并合)、卷绕成形;(十)捻线:加捻、卷绕、成形。
第二节前纺工序一.开清棉工序.(重点)(一)工艺原则:多包取用,精细抓取,早落少碎,均匀混合,渐进开松,少伤纤维,自调匀整.(二)工艺原则分解1.FA009抓棉机:应尽量保证其运转功率在90%以上,使抓棉机有充分的时间、条件来实现,多包抓取,要抓全、抓细、少抓、勤抓、抓匀,保证喂入下一工序的棉花以微束状进入,有利下一工序更好的发挥其作用,不能因某一小集体成个人原因随意变动抓棉机参数。
例:抓取深度、打手速度等。
2、FA105A单轴流开棉机本工序主要实现杂质的早落少碎功能,FA105为自由打击式开棉机,抓棉机喂入的棉束进入FA105后沿打手轴向进行3-5轴左右的自由打击,能进一步细化棉束且少伤纤维,使杂质尽早暴露,排除且不使之破碎(设有杂质落棉口)。
纱线基础知识-图文详解版

公制支数(Nm)和英制支数(Ne)
公制支数(Nm)
是指在公定回潮率时,一克重的纱线 (或纤维)所具有的长度米数。
公制支数可表示成“20公支、40公支”的 形式,意谓着一克重的纱线具有20m长或 40m长。
b. 英制支数(Ne)
指1磅(454克)重的棉纱线有几个840 码(1码=0.9144米)长。
气流纱: (OPEN END)
也称转杯纺纱,是利用气流将纤维在高速 回转的纺纱杯内凝聚加捻输出成纱。
气流纱特点:
纱线结构比环锭纱蓬松、耐磨、条干均匀、 染色较鲜艳,但强力较低。
主要用于机织物中膨松厚实的平布、手感 良好的绒布。
1.机织用纱: (Weaving)
机织用纱指加工机织物所用纱线,分经纱和 纬纱两种。 经纱:
按照纺纱系统分:
精梳纱 普梳纱 废纺纱
精纺纱 (JC/CJ) (CM combed)
也称精梳纱,是指通过精梳工序纺成 的纱,包括精梳棉纱和精梳毛纱。
精梳纱特点
纤维平行伸直度高,条干均匀、,但 成本较高,纱支较高。
主要用于高级织物及针织品的原料, 如细纺、华达呢、花呢、羊毛衫等。
2.粗纺纱(C) ( CD CARDED) 不经过精梳工序纺成的纱。
捻度 、强力、 纱支 、条干 、细节、 粗节、 棉结 属于乌斯特指标,用乌斯特仪器测出来
捻度: (TWIST)
是指纱线单位长度上的捻回数。
国内: 其计量单位为“捻/10cm” 或“捻 /m”
国外: 用英寸捻度表示:TPI= 捻/INCH 捻 度/英寸
捻度/10cm
捻/10cm
捻度对纱线的影响:
所有的化纤和纤维素纤维都不走精梳工序 普梳纱特点及用途
纺纱实验室基础知识之二
纺纱实验室基础知识之二(比较全面)阻碍实验正确性的要紧因素(一)测试试仪器失真或失灵:A. 测试环境和利用条件不符合规定要求.B. 保养不良,无按期校正制度C. 操作不熟练,引发仪器故障D. 利用前没有调整0位(二)没有严格执行操作规程A. 取样代表性不足B. 未按操作步骤进行测试C. 超负荷或超温度实验D. 发觉反常情形未追查缘故(三)数字过失A.各工序有关实验的取样方式(一)、清梳:一、棉结/疵点:每品种开台在5台及以下时,每台至少取2段;开台数在5台以上时,每台取1段,别离按车号顺序在分度值0.01g的天平上称取0.5g。
二、生条重量:1) 开台在10台及以下时,每台至少取2段,取样总数很多于20段;2) 台数在11—20台时,每台至少取2段,取样总数应凑满40段;3) 开台在21——40台时,分两次取样;4) 开台在41——60台时,分三次取样;5) 开台更多时,依次类推。
(二)、精梳:重量、棉结/疵点取样方式同梳棉。
(三)、末并条:①、开台在4台及以上时,每台每眼摇取3段(5m/段),每台共摇6段;②、开台在4台以下时,每台每眼摇取4段(5m/段),每台共摇8段。
(四)、粗纱:①、开台在5台及以下时,每台至少取2个粗纱,每一个粗纱至少摇取2段,试样应凑满20段(10m/段);②、开台在5台以上时,每台取2只粗纱,每一个粗纱摇取2段(10m/段);③、取样时不得固定粗纱位置和大小,摇完各段后,按车号顺序排列好,以便显现野重量追踪缘故,及时排除质量隐患。
(取条干实验,规定每台前、后排各取1只粗纱,每次取样不能固定位置和粗纱大小。
)(五)、细纱:一、同一品种开台数在30台以下,一概取30只;30台以上每台取1只,分头、中、尾任意拔取,不得固定位置和体积大小,不准在同一锭带拔取,不满二缕不取样;二、开台在5台及以下者,可拔取15管,每管摇取2缕,开台数在3台及以下者,一日夜产量不足0.2吨的品种,可两天或三天成一批。
纺纱基础知识考试试题

纺纱基础知识考试试题# 纺纱基础知识考试试题## 一、选择题(每题2分,共20分)1. 以下哪项不是纺纱过程中的常见步骤?A. 梳理B. 并条C. 染色D. 纺纱2. 短纤维纺纱中,哪种设备用于初步拉直和混合纤维?A. 梳棉机B. 并条机C. 粗纱机D. 细纱机3. 长丝纺纱中,以下哪个术语描述的是丝线在纺纱过程中的拉伸?A. 拉伸B. 梳理C. 并条D. 卷绕4. 以下哪个因素不会影响纺纱质量?A. 纤维长度B. 纤维强度C. 纤维细度D. 纤维颜色5. 环锭纺纱机中,哪个部件负责将纱线卷绕成管?A. 锭子B. 罗拉C. 导纱钩D. 卷绕器## 二、填空题(每空1分,共20分)6. 纺纱过程中,_______ 是指纤维在受到外力作用下发生形变后,当外力消失后不能恢复原状的性质。
7. 纺纱过程中,_______ 是指纤维在受到外力作用下发生形变后,当外力消失后能恢复原状的性质。
8. 纺纱过程中,_______ 是指纤维在受到外力作用下发生断裂的性质。
9. 环锭纺纱机中,_______ 是指纱线在锭子上卷绕时,纱线与锭子轴线的夹角。
10. 长丝纺纱中,_______ 是指丝线在纺纱过程中的拉伸和卷绕。
## 三、简答题(每题15分,共40分)11. 简述梳棉机在纺纱过程中的作用及其工作原理。
答:梳棉机的主要作用是将纤维束进行初步的拉直、混合和梳理,为后续的纺纱工序提供均匀的纤维条。
其工作原理是通过一系列机械作用,包括撕扯、梳理、混合和成条,将松散的纤维束转化为连续的纤维条,同时去除杂质和短纤维。
12. 描述环锭纺纱机的工作原理,并解释其如何影响纱线的质量和特性。
答:环锭纺纱机的工作原理是通过锭子的高速旋转,将纤维条拉细并加捻成纱线。
锭子的旋转产生离心力,使纤维条在拉伸过程中被拉细,并通过罗拉的引导作用,使纤维在纱线中排列整齐。
加捻过程中,纱线获得一定的强度和弹性,同时形成螺旋状的捻度,这决定了纱线的紧密度和光泽度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工车 月 号号 份
日 品种 期 RSB105/6.5
2.筒子上盖印:
“2.5级”配棉 环纺配棉 新纺配棉 赛络纺 有机棉 盖 “2.5级” 印
无印识 盖 “新” 印 不盖赛印 盖”有机棉“印
自纺纱标识说明 • 气流纺
1.筒子表面盖印举例:3 4 1 0 3 0 2 0 pw
工车 月 号 号 份 日 品种 喷 期 20s 纬
有机棉进入国际市场是需要认证的,国内外从事认证的组织机 构很多,国内有2家使用有机棉的品牌,全世界估计有25个品牌 商和公司,其中包括GAP等著名公司。
我司代号:Y
Lyocell纤维
俗称天丝,学名“LYOCELL”,被称为是继棉、毛、丝、麻之后 的“第五纤维”。其最突出的优点是纤维在生产过程中使用的 氧化胺对人体和环境无任何损害,并且可以得到回收,故又被 称为绿色环保纤维。 通过这些年对天丝可纺性的摸索,纺纱工艺的不断调整改进, 目前已趋于成熟。通常有环锭纺天丝纱、气流纺天丝纱或与天 丝的混纺纱。 我司代号:TS
竹节纱:在细纱机上通过控制前罗拉变速或中后罗拉超喂, 而使纺出的纱产生不同长度和粗度的竹节。
环锭纺
紧密纺:在传统细纱机主牵伸区前面附加一个集聚装置, 大大减少了加捻三角区中须条带的宽度,从而大幅减少毛 羽,提高强力,改善条干,比一般环锭纱摩擦性好,光洁、 美观。 赛络纺:将普通环锭细纱机改造成双粗纱喂入,纺制出 类似股线的单纱,纱体紧密,毛羽少,外观较光洁,抗 磨性较好,手感柔软。
纺织纤维分类
再生纤维素纤维:粘胶、铜氨、Lyocell纤维、 莫代尔(Modal)纤维、竹浆纤维等 再生蛋白质纤维:酪素(牛奶)纤维、大豆纤 维、花生纤维、玉米蛋白纤维等 纤维素酯纤维:二醋酯纤维、三醋酯纤维 化学纤维
再生纤维
合成纤维:涤纶、锦纶、腈纶、氨纶、维纶、丙纶等
无机纤维:玻璃纤维、陶瓷纤维、金属纤维、碳纤维等
喷纬(pw) 气配 专纺
有机棉
有机棉以各国或WTO/FAO颁布的《农产品安全质量标准》为衡量 尺度,棉花中农药、重金属、硝酸盐、有害生物等有毒有害物 质含量控制在标准规定限量范围内,并获得认证的商品棉花。 有机棉触感温润柔软、透气性佳、吸汗快干、也不会产生静电。 有机棉生产是可持续性农业的一个重要组成部分。
天丝棉混纺纱 天丝+棉
20
SB203/8 SR/C12 60/40
气纺平纱
气纺竹节纱
棉
棉
气流纺
气流纺+竹节 环锭纺 60%SRONA与40%棉混纺
涤棉环纺平纱 SRONA+棉
纱线品种代号、标法说明
产品规格 品种 RSB233/10 RSB220/12 RSB211/14 RSB201/7/40D RSB201/10/40D RSB201/10/40D RSB201/12/70D RSB201/10/70D RSB201/12/70D 赛 赛络纺白坯 赛 莱卡 莱卡3.7 莱卡剑 杜邦 杜邦剑 环纺竹节包芯纱 属性 名称 环纺竹节纱 赛络纺竹节纱 赛络纺竹节纱 赛络纺竹节包芯纱 棉 棉 棉,无三丝 棉+氨纶 棉+莱卡 棉+莱卡 棉+莱卡 棉+杜邦 棉+杜邦 用于剑杆 竹节纱+ 包芯纱 氨纶牵伸倍数 3.7倍 用于剑杆 说 原料 明 纺纱方法 竹节纱 赛络纺+ 竹节纱 赛络纺+ 竹节纱+ 包芯纱 备注(用途)
纺纱工艺简介
按纺纱工艺流程不同,棉纱可分精梳纱、普梳纱。 普梳——原棉经过清梳、并条、粗纱、细纱工序成纱 精梳——是在普梳纺纱系统的基础上,增加精梳工序; 精梳工序主要排除了短绒,精梳纱条干好、强力高、 棉结少。
精梳纱代号“J”
环锭纺纱新技术
包芯纱:以长丝或短纤维为芯,外包其他纤维而形成一种 独特结构的纱。
涤纶——DTY
DTY(Draw Texturing Yarn拉伸变形丝)也称涤纶低弹丝。它是 在加弹机器上进行连续或同时拉伸,经过加捻器变形加工后的 成品丝。 DTY网络丝:网络丝是指丝条在网络喷嘴中,经喷射气流作用, 单丝互相缠结而呈周期性网络点的长丝。网络技术与DTY技术结 合制造的低弹网络丝,既有变形丝的蓬松性和良好弹性,又有 许多周期性的网络点,提高了长丝的紧密度。 我公司代号:网络丝加“网” (如DTY150D网 ) F代表丝的单纤根数(如288F——指由288根单丝 组成的复丝。)(俗称孔数)
纱线品种代号、标法说明
产品规格 品 种 J18 J60/2 J60/2+20D JRS10 JRSB101/10 抗静电 属 性 名 环纺精梳纱 精梳股线 精梳包芯股线 环纺精梳纱 环纺精梳竹节纱 称 棉 棉 棉+抗静电丝 棉 棉 环锭纺 竹节纱 说 原 料 明 纺纱方法 环锭纺 并线 抗静电性能 备 注(用途)
自纺纱标识说明
• 打包标签
1.具体填写:品种,筒子只数,筒管颜色,打包日期; 今后新标签上会有筒子单重注明:环纺3.5Kg/只 特殊品种会另外注明。 气纺3.95Kg/只
2.配棉、赛络纺、核销纱、大德纱、天丝棉及比例(TS/C 70/30)在打包标签 上会注明; 3.举例:
RSB123/10 2.5级
纺织纤维分类
新型植物纤维——彩色棉花、罗布麻、有机棉 绿赛(Lyocell)纤维——天丝 新型再生纤维素纤维 莫代尔(Modal)纤维 竹浆纤维 新型纤维 差别化纤维—— 大豆蛋白纤维 抗静电纤维 抗起球纤维 易染纤维 超细、异性、易收缩纤维
高性能纤维——碳纤维
功能性纤维——抗菌、防臭纤维、保暖性纤维、吸湿透气纤维
低捻 气纺低捻平纱
低捻 气纺低捻竹节纱 气配棉
TS10
R/C10 TSSB101/10
天丝平纱
粘棉混纺平纱
天丝
粘胶+棉
天丝气纺竹节纱 天丝
纱线品种代号、标法说明 (外购纱)
产品规格 品 种 属 性 名称 原 料 说 纺纱方法 明 备注(用途)
10/105D 10/70D 杜邦剑
棉+氨纶 棉+杜邦 用于剑杆
氨
纶
氨纶:化纤学名——聚氨基甲酸酯纤维 规格:20D 40D 70D 150D (我司常用)„„ “D”——定长制纤维、纱线粗细程度表示中的旦尼尔制。 定义:在公定回潮率时,以9000米长度的重量克(g)数来表 示,称旦数。其单位为旦尼尔,简称旦(D) 即表示纤维的粗细不同。
纺纱时对应不同的名义号数和含丝量,可有两种规格: 16/40D 总成纱号数16s中含有40D丝(本司) 16+40D 在棉纱16s的基础上再加入40D的丝(市场) 莱卡是氨纶的一种,它是美国杜邦公司研制成功的一种人造弹性纤维 的注册商标,它具有优异的延伸性和弹性回复性能,比一般氨纶的性 能好。采用了莱卡,会有一个三角形吊牌,这个吊牌也成为高质量的 象征。 其它氨纶丝还有易拉丝、烟台丝等。
RSB104/7.8 赛 核
RSB144/8 2.5级 大德 TS/C 20 (70/30) 20 PW
纱线品种代号、标法说明 (自纺纱)
产品规格 品 种 RS10 RS10 赛 属 性 名 称 环纺平纱 赛络纺平纱 说 明 原 料 环配棉 环配棉
环 锭 纺 纱
RS10 RS10
RSB101/6.5 RSB101/6.5 RSB101/6.5
FDY:FULLY
DRAWN
YARN
全延伸丝
第二关键词:纺纱方法及纺纱工艺
纺纱方法简介
纺纱工艺简介
纺纱方法简介
传统纺纱——环锭纺:粗纱喂入牵伸装置进行牵伸,经牵伸后须条由 前罗拉输出,经钢领、钢丝圈加捻后卷绕到随高速锭子回转的筒管上, 成一定形状的管纱。 转杯纺(气流纺):条子喂入后开松分离成单纤维,通过 高速回转的转杯及杯内负压完成纤维成纱。 新型纺纱 喷气纺:利用高速喷射的气流对纤维进行加捻包缠成纱。 涡流纺:利用高速回转的旋涡气流在涡流管内使纤维成纱。 摩擦纺:利用带抽吸装置的尘笼来凝聚纤维并加捻成纱。
棉+杜邦 棉+杜邦 棉+杜邦 棉+杜邦 棉+莱卡 棉+莱卡 高配棉+莱卡 高配棉+莱卡 有机棉+氨纶 纱 芯 包
用于喷气
氨纶牵伸倍数为2.8倍 氨纶牵伸倍数为2.8倍,并用于喷气 用于喷气纬纱 用于喷气纬纱
用于喷气
用于喷气
纱线品种代号、标法说明
产品规格 品种 RS10 RS10 RS14 RS14 RS7 RSY16 RSTS/C40 50/50 属性 紧密纺 赛络纺 白点纱 白 坯 高 配 名称 紧密纺纱 赛络纺纱 白点纱 环锭纺平纱 环纺平纱 环纺平纱 原料 棉 棉 棉 棉,无三丝 高配棉 有机棉 说 明 纺纱方法 紧密纺 赛络纺 环锭纺 环锭纺 环锭纺 环锭纺 环锭纺 50%天丝与50%棉混纺 备注(用途)
棉 花
1. 原棉的性能指标: 长度、细度、成熟度、强度、色泽、整齐度、短绒率、回潮率、含杂率等。 2. 原棉品级: 根据棉花的成熟程度、色泽特征、轧工质量,棉花品级分一至七级,一级最好, 七级最差,其中三级为标准级,七级以外为级外棉。 3. 本公司配棉类别
2.5级→俗称高配 环锭纺 环配 新配→04111品种 气流纺
纺纱基础知识
主讲人:孙海兰
2012年10月
前
纺纱原理:
言
纺纱就是将各种类型、各产地压紧的、
含有一定杂质疵点的纤维混合,纺制成粗细
均匀、洁净并具有一定物理性能的纱线。
关
键
词
围绕纺纱原理有三大关键词: 原料 天然纤维 化学纤维 新型纤维 纺纱方法及纺纱工艺 传统纺纱——环锭纺 转杯纺(气流纺) 喷气纺 涡流纺 摩擦纺 纱线的性能即质量指标 评等的项目 评等的标准