全球直接还原铁生产技术现状与展望
直接还原铁技术现状

冶金管理2006年第8期直接还原铁是铁矿在固态条件下直接还原为铁,可以用来作为冶炼优质钢、特殊钢的纯净原料,也可作为铸造、铁合金、粉末冶金等工艺的含铁原料。
这种工艺不用焦炭炼铁,原料也是使用冷压球团不用烧结矿,所以是一种优质、低耗、低污染的炼铁新工艺,也是全世界钢铁冶金的前沿技术之一。
直接还原炼铁工艺有气基法和煤基法两种,按主体设备可分为竖炉法、回转窑法、转底炉法、反应罐法、罐式炉法和流化床法等。
目前,世界上90%以上的直接还原铁是用气基法生产出来的。
但是天然气资源有限、价高,使生产量增长不快。
用煤作还原剂在技术上也已过关,可以用块矿、球团矿或粉矿作铁原料(如竖炉、流化床、转底炉和回转窑等)。
但是,因为要求原燃料条件高(矿石含铁品位要大于66%,含SiO2+Al2O3杂质要小于3%,煤中灰分要低等),规模小,设备寿命低,生产成本高和某些技术问题等原因,致使直接还原铁生产在全世界没有得到迅速发展。
因此,高炉炼铁生产工艺在较长时间内仍将占有主导地位。
一、直接还原铁的质量要求直接还原铁是电炉冶炼优质钢种的好原料,所以要求的质量高(包括化学成分和物理性能),且希望其产品质量均匀、稳定。
1.化学成分。
直接还原铁的含铁量应>90%,金属化率要>90%。
含SiO2每升高1%,要多加2%的石灰,渣量增加30kg/t,电炉多耗电18.5kWh。
所以,要求直接还原铁所用原料含铁品位要高:赤铁矿应>66.5%,磁铁矿>67.5%,脉石(SiO2+Al2O3)量<3%~5%。
直接还原铁的金属化率每提高1%,可以节约能耗8~10度电/t。
直接还原铁含C<0.3%,P<0.03%,S<0.03%,Pb、Sn、As、Sb、Bi等有害元素是微量。
2.物理性能。
回转窑、竖炉、旋转床等工艺生产的直接还原铁是以球团矿为原料,要求粒度在5~30mm。
隧道窑工艺生产的还原铁大多数是瓦片状或棒状,长度为250~380mm,堆密度在1.7~2.0t/m3。
2024年直接还原铁市场需求分析

2024年直接还原铁市场需求分析引言直接还原铁是一种重要的铁合金材料,广泛应用于钢铁冶炼和其他相关工业领域。
对直接还原铁市场需求进行分析,有助于了解市场趋势和预测未来发展方向。
本文将对直接还原铁市场需求进行详细分析。
1. 直接还原铁市场概述1.1 市场定义直接还原铁是一种通过化学反应将铁矿石还原为含有高铁含量的铁合金。
它可以直接作为原材料用于钢铁冶炼,具有高效、节能、环保等特点。
1.2 市场规模直接还原铁市场规模受到国内外钢铁产量和消费需求的影响。
近年来,随着全球钢铁行业的发展,直接还原铁市场呈现出稳步增长的趋势。
2. 直接还原铁市场需求因素分析2.1 钢铁产量增长推动市场需求钢铁产量是直接还原铁市场需求的主要驱动因素。
随着国内外工业化进程的加速推进,全球钢铁产量持续增长,导致对直接还原铁的需求也在不断上升。
2.2 环保政策推动市场需求直接还原铁具有高效、低排放等环保特性,符合国家和地区环保政策的要求。
环保政策的推动使得直接还原铁的需求增加,特别是在环保压力较大的地区。
2.3 价格因素影响市场需求直接还原铁的价格与供需关系密切相关。
需求增加或供应减少都可能导致价格上涨,从而影响市场需求。
同时,市场需求的变化也会对价格产生反馈作用。
2.4 新技术应用改变市场需求随着科技的进步和创新,新的直接还原铁生产技术不断涌现,改变了市场需求。
新技术的应用可以提高生产效率、降低成本,推动市场需求增加。
3. 直接还原铁市场需求预测3.1 国内市场需求预测随着中国钢铁产量的增长,国内直接还原铁市场需求有望继续增加。
同时,环保政策的加强也将推动直接还原铁市场需求的增长。
3.2 国际市场需求预测全球钢铁需求持续增长,加上环保政策的影响,国际直接还原铁市场需求有望呈现出增长态势。
中国等发展中国家的钢铁产量增加将成为国际市场需求增长的关键因素。
结论直接还原铁市场需求受到钢铁产量、环保政策、价格因素和新技术应用等因素的影响。
直接还原铁生产工艺及发展方向
直接还原铁生产工艺及发展方向铁生产工艺的发展可以追溯到公元前2000年左右的古代。
在古代,人们首先发现了在高温条件下加热矿石可以从中提取金属。
这一过程被称为矿石冶炼,其中铜、铁和其他金属被广泛使用。
最早期的铁器使用原始的冶炼工艺,如陶瓷炉和炭火加热。
在这个时期,人们从矿石中提取铁质,并通过锻造和淬火方法制作器物。
然而,到了公元前8世纪左右,人们开始使用更高级的铁冶炼工艺。
最著名的是“低凤炉”、“高凤炉”和“方式炉”。
这些工艺的进步使得铁的生产成本大大降低,而且使得铁制品在农业、建筑和武器制造方面得到了广泛应用。
随着时间的推移,人们在铁生产工艺方面取得了更多的进步。
在18世纪,工业革命的到来带来了新的技术和设备,如高炉、转炉和开平法。
这些新技术大大提高了铁的生产效率,推动了工业化进程。
到了20世纪,铁生产工艺又迎来了一次革命。
高炉和转炉被更先进的炼铁技术所取代,如电炉和氧气顶吹转炉。
这些新技术不仅提高了生产效率,而且减少了对燃料和资源的需求。
此外,新的炼铁技术还使得对矿石种类的选择更加灵活,使得更多类型的矿石可以用于铁的生产。
在铁生产工艺的发展方向上,环保和可持续发展成为了主要的关注点。
随着环境污染和资源短缺的日益严重,铁生产已经朝着更环保和经济可行的方向发展。
一种主要的发展趋势是采用更加清洁的能源和生产方法。
例如,利用可再生能源和低碳技术来为铁生产提供能源。
此外,研究人员还在努力开发新的生产方法,如电解和高温合成气体反应,以减少对燃料的依赖和减少二氧化碳排放。
此外,优化生产效率也是一个重要的发展方向。
通过改进工艺流程、优化能源利用和降低废物产生,可以进一步提高生产效率并减少资源消耗。
金属回收和再利用也是铁生产工艺的另一个发展方向。
回收和再利用废旧金属可以减少对原始矿石的需求,降低对环境的影响。
综上所述,铁生产工艺经历了漫长的发展历程,并不断向更加环保、经济可行和高效率方向发展。
随着技术的不断更新和创新,铁生产工艺有望进一步完善,为社会的可持续发展做出更大的贡献。
直接还原的现状与发展
直接还原的现状与发展1概述通常钢铁企业的炼铁系统由焦化、烧结、高炉工序组成,投资大、流程长、能耗高是其通病。
特别是要用焦炭,全世界炼焦煤仅占煤总储量的10%左右,随累年高消耗已告匮缺。
据联合国环保组织调查,传统的钢铁工业是严重的污染源,所排放的有害气体(CO2、CO、NO x、SO2)造成了使全球转暖、海洋扩大的温室效应。
进入21世纪,国际上更严格的排放标准将出台,焦化的污染势必威胁高炉的生存!近年来人们致力于开发用烟煤或天然气作还原剂,不用焦炭和庞大的高炉,将铁矿石在固态还原成海绵铁(Sponge Iron),这种炼铁方法称为直接还原,所得产品称为直接还原铁DRI(Direct Reduction Iron)。
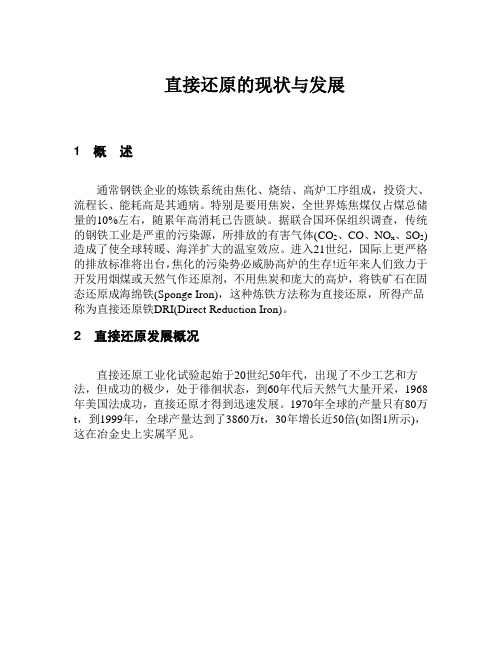
2直接还原发展概况直接还原工业化试验起始于20世纪50年代,出现了不少工艺和方法,但成功的极少,处于徘徊状态,到60年代后天然气大量开采,1968年美国法成功,直接还原才得到迅速发展。
1970年全球的产量只有80万t,到1999年,全球产量达到了3860万t,30年增长近50倍(如图1所示),这在冶金史上实属罕见。
直接还原生产海绵铁发展的客观原因有:(1)世界多数国家严重缺乏焦煤,其中不少国家有优质丰富的铁矿以及天然气和烟煤资源,它们因地制宜地借助本国资源发展直接还原工厂,如委内瑞拉、印度尼西亚、墨西哥等国有丰富天然气及优质铁矿,主要发展气基竖炉,以1995年统计为准产量达2829万tp/a,占直接还原铁总产量的92%。
而南非印度新西兰有丰富的烟煤及优质铁矿石,直接还原以煤基回转窑法为主,虽然产量仅为246万tp/a,但从近年发展趋势看,大规模的煤基回转窑法生产的直接还原厂正在纷纷建立,印度Goldstar公司建立了生产能力为22万tp/a的直接还原厂,采用Corex法:南非Iscor公司建立了生产能力为723万tp/a的直接还原厂,采用SLPRN 法;新西兰厂建立了生产能力为90万tp/a的直接还原厂,采用SLPRN法。
直接还原技术现状及其在中国的发展展望
直接还原技术现状及其在中国的发展展望沈峰满,魏国,高强健,赵庆杰(东北大学钢铁冶金研究所,辽宁沈阳110819)摘要:近年来,全球直接还原铁(DRI/HBI)产量和需求逐年增加,表明直接还原技术是钢铁工业不可缺少的组成部分,有助于炼铁生产摆脱焦煤资源短缺的羁绊,降低钢铁生产能耗,提高钢铁产品质量和品质。
气基竖炉生产规模不断增大,成为主要的生产工艺;竖炉直接还原铁热装热送技术的发展进一步降低了工序能耗。
回转窑、隧道窑等工艺在特定地区有迅速发展,但很难成为直接还原铁生产的主流。
我国具备发展直接还原生产的资源条件和技术基础,煤制气—气基竖炉技术是可能的主要发展方向。
关键词:直接还原;煤制气—竖炉直接还原;节能减排;资源综合利用直接还原铁技术是现代钢铁工业重要工序之一,其产品—直接还原铁(DRI、HBI)是优质纯净钢生产不可短缺的原料。
1.直接还原铁技术发展的动力近十年来,全球直接还原铁(DRI/HBI)产量和需求逐年增加。
主要原因包括:(1)以非焦煤为能源。
传统的高炉炼铁以焦炭为主要能源,世界性焦煤资源短缺,焦炭价格上升成为影响钢铁工业可持续发展的重要因素。
摆脱焦煤资源短缺的羁绊,改善钢铁生产的能源结构,是非高炉炼铁技术发展的最重要动力。
(2)环境友好。
传统的高炉炼铁污染严重,向环境排放污水、CO2、硫化物、氮氧化物量大,难以满足不断增长的环境保护的需要。
直接还原铁生产没有炼焦工序,避免了焦化生产对环境的污染。
高炉铁水的碳接近饱和(含C~4.50%),钢材的含碳量平均0.35%,高炉铁水炼钢仅脱碳环节CO2排放量每吨钢约140~175公斤。
煤基直接还原铁含碳仅0.30%,气基直接还原铁含碳通常≯1.50%,用直接还原铁炼钢吨钢仅脱碳环节可减少向大气排放CO2约100~150 公斤。
直接还原铁生产环境友好,符合清洁化生产的需要。
(3)废钢——电炉短流程发展的需要。
短流程或紧凑流程(废钢——电炉炼钢流程)是钢铁工业实现清洁化生产的重要方向之一。
直接还原炼铁的现状及发展趋势

气基还原 , 产 厂主要集 中在南 美、 东 、 生 中 东 南 亚 等地 区 , 委 内瑞 拉 、 如 墨西 哥 、 非 、 南 印度
维普资讯
攀 钢 技 术 似烧 结 的环冷 机 , 近 年才 开 发 的还 原设 备 。 是
2 12 燃 料 . .
・5 ・
Arx是 M irx 的 一 种 改 进 形 式 , 取 e de 它
目前 使 用 最 广 泛 的 是 天 然 气 , 用 天 然 使
消 了天 然 气 的 重 整 炉 , 天 然 气 部 分 氧 化 后 将 入炉 , 炉 内 热 海 绵 铁 催 化 裂 解 【 。HYL一 靠 3 J Ⅲ也 在 尝试 采 取 这 种 工 艺 , 消 重 整 炉 【J 取 4。
之一 。
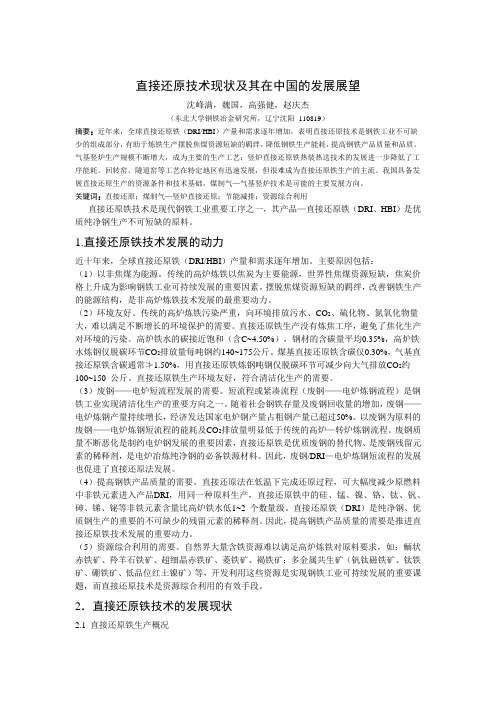
生产 工 艺 主 要 集 中 在 竖 炉 气 基 还 原 的
Mirx HYLⅢ 、 de 、 HYLI三 种 工 艺 , 原 块 状 还
矿 石 , 图 2所 示 ; 如 回转 窑 S / R 工 艺 占有 L N
一
1 世 界 直 接 还 原 铁 生 产 简 况
定 比例 ; 外 , oe 另 C rx工 艺 近 年发 展 迅 速 。
世 界 直接 还 原 铁 产 量 增 长 迅 速 , 2 0 到 05 年 , 接 还 原 铁 产 量 将 达 到 70 0万 t1 】如 直 0 _l , 2
图 1所 示 。
。
年 份
’
0 o
o 0
图 2 直 接 还 原 炼 铁 工 艺 的种 类
一 。
图 1 世 界 直 接 还 原 铁 年 产 量
典 型 的 竖炉 还 原 工 艺 有 米 德 雷 克 斯 直 接 还 原公 司 ( 户 钢铁 公 司 子公 司 ) Mir ( 神—I ( 4 、 e l 图 ) Arx l
2023年直接还原铁行业市场环境分析

2023年直接还原铁行业市场环境分析铁行业是指涉及到铁矿石、铁炉、钢铁等生产、加工、销售链条的产业体系,与国家经济发展密不可分。
以下是对铁行业市场环境的分析:一、市场概况铁行业是重工业领域的重要组成部分,随着各国在基础建设、工业化方面的投资增加,铁行业市场需求也在不断增长。
据统计,2019年全球钢材产量达到了18.07亿吨,其中中国的钢材产量占比达到了53.29%。
二、供求情况铁行业的供给主要来自国内的钢铁厂,其产能和产量占据着全球市场的主导地位。
然而,随着中国政府加强对钢铁产能过剩的管控,并推出了一系列的环保政策,国内的钢铁产能开始回落并逐步转向技术升级和高品质产品的生产。
这也导致了国内钢铁市场价格的上涨。
由于钢铁产品在工业、建筑、轨道交通、汽车制造等领域的广泛应用,市场需求旺盛。
此外,全球经济的快速发展和资本市场的走强也提高了市场对钢铁产品的需求。
三、产业链分析铁行业是一个复杂的产业链,其涉及到了铁矿石、铁炉、钢铁等多个环节。
在铁矿石方面,目前全球的铁矿石市场主要由澳大利亚、巴西、印度等少数几个国家垄断,大量的产量被出口到全球各地的钢铁厂进行加工。
钢铁产业的发展离不开一系列成配套的产业,如煤炭、电力、交通运输等,各环节的发展情况也直接影响着钢铁产业的供应、价格以及市场前景。
四、市场趋势当前,全球经济不稳定性的增加和中美贸易战的影响让钢铁行业进入了一段调整期。
市场需求受到压制,钢厂投资面临挑战,对于铁行业来说这是非常严峻的挑战。
不过,随着近年来环保政策的推进和技术的不断升级,在钢铁产业中逐渐出现了新型高端头部企业和新型耐腐蚀、高强度钢材,市场需求逐渐增加。
同时,国际市场上的铁矿石供给不足也让钢铁价格高企,让市场竞争越来越激烈。
因此,在市场趋势方面,铁行业需继续保持技术和产业升级,提高自身核心竞争力,以应对日益加剧的市场竞争。
直接还原铁生产技术及现状

直接还原铁生产技术及现状铁生产技术的发展历史可以追溯到公元前2000年左右,最初的铁制品是通过在炭火中烧烤铁矿石来获得的。
这种烧烤技术被称为古老的冶金学,也被认为是人类历史上最早的冶金技术之一古代的铁生产技术在公元前1000年左右经历了重大的革新,这是由于铁矿石的高温还原反应被发现。
这种高温反应是通过将铁矿石与木炭或石炭混合,并在高温环境下加热来进行的。
这项技术的发现使得铁成为了当时最重要的金属之一,但其生产量仍然相对较小。
在一些古代文明中,如中国、印度等,铁的制造和使用逐渐扩大,为社会的农业、战争和工艺生产做出了重要贡献。
到了公元前300年左右,铁生产技术再次得到了改进。
在罗马时代,一种称为“减氧法”的技术被发明,这个技术将铁矿石与木炭放入特殊的炉子中,并且通过控制加热和供氧来获取较高纯度的铁。
这项技术极大地提高了铁的生产效率,使得罗马帝国在铁材料的生产和使用方面取得了巨大的进展。
这种技术的使用也标志着对铁生产的进一步工业化,奠定了现代铁产业的基础。
到了中世纪,铁生产技术进一步发展,很大程度上得益于对炼铁炉的改进。
这些改进包括提高炉子的结构、使用更多供氧装置以及改进燃烧气体的预热系统等。
这些改进使得炼铁过程更为高效,并且提高了产量和纯度。
到了18世纪,随着燃烧技术和冶金科学的进展,铁生产技术又迈上了一个新的台阶。
在这个时候,由于煤炭的大量使用,炼铁工艺发生了革命性的变化。
在这种现代炼铁法中,矿石和煤炭被放入高炉中,在高温环境下进行化学反应。
通过这个工艺,大量的铁矿石可以得到还原,得到高质量的生铁。
这种先进的炼铁法被广泛应用于欧洲的工业革命中,推动了工业化的进程。
随着时间的推移,各种现代技术和创新被应用于铁的生产过程中,这些技术包括用电解法提纯铁、高炉法等。
现代大规模铁生产以高炉和电炉为主,这些炉子能够生成高品质的铁,用于制造各种铁制品。
此外,利用再生铁和废钢再生技术也成为现代铁产业的重要组成部分,以提高资源利用效率和减少环境影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全球直接还原铁生产技术现状与展望直接还原铁(DRI)是铁矿石在固态条件下直接还原为铁,可以作为冶炼优质钢、特殊钢的纯净原料,也可作为铸造、铁合金、粉末冶金等工艺的含铁原料。
直接还原技术是氢冶金在炼铁过程的应用,经研究,氢的还原潜能是CO的11倍,在矿石中的渗透速度是CO的5倍。
因此,氢冶金的还原效率和速率大大高于碳冶金。
该工艺不使用焦炭炼铁,原料使用冷压球团,不用烧结矿,因此是一种优质、低耗、低污染的炼铁新工艺,也是世界钢铁冶金的前沿技术之一。
然而,因为要求的原燃料条件高(矿石品位要大于66%,含SiO2+Al2O3杂质要小于3%,煤中灰分要低等)、规模小、设备寿命短、生产成本高和某些技术问题等原因,直接还原铁生产在全世界的发展受到一定限制。
但是,直接还原铁技术的不断发展使该技术的前景更为广阔。
全球DRI生产和市场大揭秘墨西哥。
墨西哥HYL-SA公司从事直接还原铁的生产、科研、开发已有60多年的历史,其在长期的生产实践中了积累了丰富的经验和技术专利,并在工业生产中得到应用。
HYL-SA公司在大工业生产中创造出HYL-ZR直接还原工艺,节省大量的纯镍和能源。
HYL-ZR技术的出现,在世界上形成了两大派系,即Midrex法和HYL-ZR法。
两种生产技术相互竞争融合推进了直接还原工业的发展。
目前,采用HYL-ZR技术生产直接还原铁的厂家有超过Midrex法的趋势。
特别值得一提的是,为了扩大气基竖炉生产直接还原铁的气体资源,减少对天然气的依赖,HYL-SA公司利用工业性、半工业性装置,采用焦炉煤气生产直接还原铁进行工业试验。
经过一年的试验,该法取得完全成功,为焦炉煤气生产直接还原铁提供了翔实的试验结果和技术保证。
美国。
美国的直接还原铁工业发展较为成熟,其近一半的钢铁产量是用直接还原铁电炉炼钢生产方式进行生产的。
其中,纽柯钢铁公司是世界上直接还原电炉炼钢最先进的生产厂家。
美国钢铁公司的钢产量占美国钢材总产量的一半,纽柯和AK钢铁公司各占1/4。
但是,纽柯和AK钢铁的粗钢生产成本是美国钢铁公司的一半,其重要原因是两厂采用直接还原电炉炼钢短流程带来了能源和资源的节约。
美国钢铁公司的负责人表示,美国钢铁公司没有充分利用本公司的气体资源(天然气、焦炉煤气等),日后计划用天然气、页岩气生产直接还原铁,改变目前被动的局面。
由于天然气价格上涨,美国极力开发页岩气,用页岩气生产直接还原铁的工作正在大力开发和推进中。
如果页岩气革命扩展到全球,则直接还原铁的产量将占全球铁产量的16%,届时年产量将达到2亿吨,预计未来10年内可实现这一目标。
另外,由于美国积极推进直接还原电炉炼钢工艺,大大改善了美国城市的生态环境。
纽柯投资2.8亿美元在路易斯安那州建设了一个年产能为250万吨的直接还原铁厂,其直接还原铁装置已经于2013年12月24日投产。
印度。
目前,印度的钢铁总产能为7500万吨/年,其中直接还原铁产量为3500万吨/年,占世界直接还原铁产量的1/3。
印度的直接还原铁生产工艺主要以煤基回转窑工艺为主,但由于该工艺的设备能力小、设备庞大、环境污染严重等问题使其发展受阻。
今后气基竖炉工艺将得到长足的发展。
印度气基竖炉生产直接还原铁同样有丰富的生产经验和生产历史。
印度京德勒西南钢铁公司(JSW)一套年产180万吨的还原铁装置至今已运行13年,现在依然正常运转。
印度的天然气资源同样短缺且价格昂贵,为了扩大气基竖炉的气体资源,印度京德勒集团钢和能源公司(JSP)正在建设一套250万吨/年的Energiron 直接还原铁工艺装置。
该装置采用焦炉煤气作为还原气源,从而减少了对天然气的依赖,不久将投产。
印度未来钢铁的发展方式可以概括为直接还原铁+电炉炼钢,而DRI主要以气基竖炉的方式生产,气基竖炉的还原气源主要以焦炉煤气、煤制气、页岩气为主,以最大限度减轻对天然气的依赖。
印度未来的钢铁业将适度建设高炉流程的钢铁厂,增加焦炉煤气产量,以满足气基竖炉生产直接还原铁的需要。
一位印度气基生产厂负责人认为,用焦炉煤气生产直接还原铁的能耗是用天然气生产直接还原铁能耗的1/10。
阿联酋。
由达涅利总承包在阿联酋钢铁公司(ESI)建设的两套160万吨/年Energiron直接还原铁装置实现了与电炉炼钢的整合,成为世界上规模最大、技术先进的短流程钢铁厂。
Energiron气基竖炉直接还原装置由单模块20万吨/年发展到了160万吨/年,大大推动了传统钢铁厂生产DRI的进程,保证了钢铁工业的可持续发展。
ESI钢铁公司一期工程的DRI设计规模为160万吨/年,电炉设计能力为140吨/年。
该装置2009年11月投产到今生产稳定,各项技术指标均超过设计标准。
其二期工程完全复制一期工程的工艺,并于2011年5月26日通过设备性能考核试验。
2011年底,ESI钢铁公司两期工程全部形成生产能力。
从2006年开始,全球在建和已建的Energiron装置总产能达到1255万吨,占全球气基装置总产能的48.5%,成为发展直接还原铁工艺的驱动力。
马来西亚。
马来西亚全国年粗钢产量为300万吨~350万吨,由于东马来西亚砂拉越州和西马来西亚东海岸盛产天然气,因此选择了气基竖炉直接还原电炉炼钢短流程钢铁生产工艺,其全国DRI年产量为200万吨左右,并取得了节能减排和生态环保的效果。
马来西亚丁加努州POWAJA 型钢厂原设计为60万吨/年的直接还原铁装置由日本某公司总承包,建成后由于技术问题长期不能投产,后经过墨西哥HYL-SA公司4次改造升级,该装置顺利投产,并将产能由60万吨/年扩大到90万吨/年。
由此可见HYL—SA公司HYL—Ⅲ技术的优越性。
设在沙巴的SABAGAS直接还原铁厂采用Midrex工艺,年生产能力为60万吨,其DRI的质量很好。
1998年,鞍钢向其购买的5万吨热压铁块(HBI)在鞍钢的180吨转炉上进行代替废钢的试验,取得成功。
中东国家。
中东国家拥有丰富的天然气资源,但缺乏炼焦煤,当地钢铁工业主要采用电炉炼钢工艺。
然而,中东地区的废钢供应有限,需要大量DRI作为电炉炼钢的原料,所以中东地区的直接还原铁工业得到快速的发展,整个中东地区DRI 的年增长率达到9.1%。
其中沙特阿拉伯DRI的年增长率高达10.2%,其2011年的产量达到580万吨,满足了当地短流程电炉炼钢原料的需求。
2006年~2011年,伊朗DRI产量的年均增长率为8.6%,2011年DRI产量增长到1040万吨,新建直接还原铁装置的单模块规模均为80万吨/年~160万吨/年。
中东地区DRI生产均以天然气为气源,由于天然气价格爆长,废钢供应短缺,中东国家都在寻求价格低、化学能高的气体资源,各生产厂家和科研部门普遍锁定在焦炉煤气、煤制气和页岩气上。
构建DRI技术发展路线图通过以上全球钢铁工业发展方式的剖析不难看出,世界钢铁工业正沿着直接还原铁工艺的方向前行。
中国钢铁工业也应该在这方面多加努力,应对挑战。
直接还原电炉炼钢短流程将成为未来钢铁业的主流技术,传统的钢铁流程将逐步被短流程代替,高炉炼铁将被直接还原炼铁取代。
未来钢铁厂典型短工艺流程图见附图。
未来炼铁技术的发展方式可以概括为球团+DRI,即铁精矿100%生产球团矿,用100%的球团生产DRI,可以减少高炉炼铁对焦炭的依赖,并化解高炉炼铁高能耗、高成本、高污染的问题,实现非烧结、非高炉、非焦炼铁。
未来炼钢的发展方式可以概括为DRI(50%~100%)+电炉炼钢,即用100%的直接还原铁或50%的热高炉铁在电炉中炼钢。
印度的钢铁工业由于缺乏炼焦煤资源,优先发展直接还原炼铁,其DRI年产量达到3500万吨,高炉铁为3500万吨~4000万吨。
印度钢铁协会谋划其发展方式为50%热高炉铁+50%DRI+电炉炼钢短流程生产工艺,将钢铁长流程与短流程紧密整合应对钢铁技术的新挑战。
气基竖炉直接还原装置单模块规模的不断扩大(由年产20万吨发展到160万吨、250万吨,挑战300万吨)意味着直接还原技术具有挺进大型传统钢铁企业的可能性。
目前,高炉炼铁的长流程仍占主导地位,但直接还原炼铁短流程在天然气资源充足的国家和地区发展迅速。
但受天然气价格上涨的制约,寻找大量的高化学能气体资源代替天然气成为DRI生产的重要课题之一。
其中的一个方法是,在天然气短缺的地区,高炉炼铁炼焦过程中产生的大量高化学能焦炉煤气可为DRI 生产提供还原气资源。
我国钢铁业发展方式不平衡,高炉炼铁和转炉炼钢的产能占99.9%。
据不完全统计,我国焦炉煤气的年发生量可达到1500亿立方米,而焦炉煤气中含氢62%,是高化学能的还原剂,可作为炼铁过程的原料(氢冶金的原料)。
我国钢铁生产中的焦炉煤气全部用作燃料或发电等用途,如果将焦炉煤气全部或部分用于生产DRI,将大大推动我国直接还原电炉炼钢短流程的进步和发展。
因此,我国未来钢铁业发展方式可以是高炉炼铁长流程+焦炉煤气直接还原电炉炼钢短流程相结合的整合流程。
此外,用焦炉煤气生产直接还原铁将提高炼铁装备的效率,减少炼铁过程的能耗和CO2排放。
氢冶金的基本原理是:Fe2O3+3H2=2Fe+3H2O,其反应产物是铁和水,不产生CO2。
因此,氢冶金被称为低碳炼铁技术。
根据工业统计资料和专家认定,每吨DRI的CO2排放量为800千克,而每吨高炉铁的CO2排放量为1600千克,DRI工艺可减排50%的CO2。
据国外生产统计资料显示,生产DRI与生产高炉铁比较,可降低生产成本40%,节能30%,减排二氧化碳38%。