烤漆说明书
不锈钢烤漆施工艺
耐高温不锈钢烤漆清漆广泛用于不锈钢,铁板,钢板,铝板,合金板表面涂层等行业。
一.使用说明
1. FFK-3A不锈钢烤漆清漆与FFX-5烤漆稀释剂的配比如下:
FFK-3A : FFX-5 = 100 : 40
2. 不锈钢烤漆施工粘度(涂4杯)13秒;
3. 不锈钢烤漆的烘烤温度150度;
4. 不锈钢烤漆的烘烤时间30分钟。
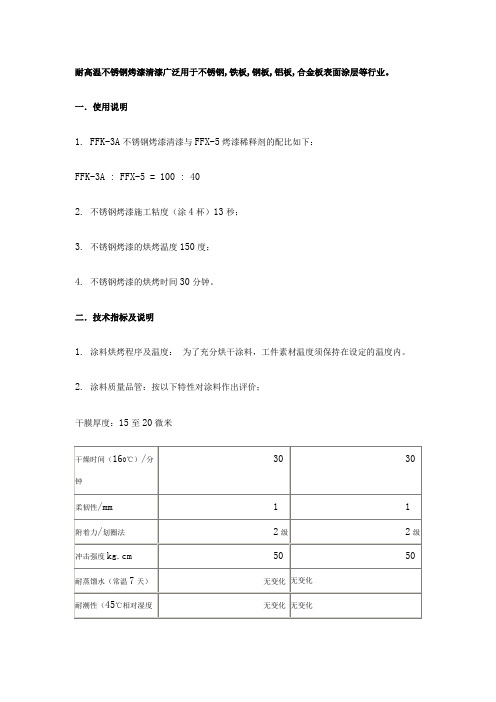
二.技术指标及说明
1. 涂料烘烤程序及温度:为了充分烘干涂料,工件素材温度须保持在设定的温度内。
2. 涂料质量品管:按以下特性对涂料作出评价;
干膜厚度:15至20微米
三.油漆施工前工件表面预处理:工件表面须不含灰尘,污垢和油渍,方能取得良好粘附及没有瑕疵的涂层效果。
四.油漆使用注意事项:
摇晃容器中的油漆彻底搅拌,直至底部的沉凝物完全消失。
以涂4杯粘度量杯为准来调节粘度。
其它类型的粘度量杯亦可使用。
直至取得适当粘度。
粘度过低会造成油漆随意流淌,膜厚不足。
粘度过高则会喷涂带来困难,使表面不平整。
喷涂前,使用微米的滤网过滤油漆,以除去当中的凝固物或污垢。
烤漆作业指导书

脫漆,塗膜本身無法附著於素材表面或底漆。
防治措施: 塗料品質不良應該調換可使用較強稀釋劑調漆, 塗裝前須先清潔素材表面。 圖21 附著力不夠
以上資料僅供教學參考
14.3 泛白 原因分析: 1)空氣相對濕度在65%以上,噴涂揮發性漆中溶劑揮發,
使工件周圍溫度降低,水份向漆膜上凝聚形成白霧,或
噴涂設備中有大量水分凝聚,噴涂時水分被帶入漆中。 2)溶劑使用不當,低沸點稀釋劑比例較多,或稀釋劑中含有水分。 防治措施: 圖16 泛白
1)噴涂揮發性漆時,應選擇濕度小的天氣,如須急用,應改善涂裝環境可將工件在低溫預
注意事項: 圖8
1)作業時必須按標準作業步驟進行操作。 2)作業時所有噴涂參數必須進行設置。
9.主烤 9.1 噴漆工序完成後,進入主烤爐,爐溫設為170度。 10.烤漆下料 10.1 如圖9所示方式,雙手緊持產品,將產品從烤漆治具 圖9
上取下。
10.2 將從烤漆治具上取下之產品,均勻的擺放在流水線上(如 圖10所示),產品間間距必須大於10CM,防止在作業時造成人 為碰、刮傷產品現象發生。 注意事項: 1)作業時必須戴手套,防止作業人員被燙傷現象發生,以及 產品表面留下手印或臟污。 2)作業時必須輕拿輕放,防止人為碰、刮傷現象發生。 圖10
12.目檢
12.1 根據相應機種檢驗標準,對產品烤漆面進行檢驗,檢驗產品烤漆面是否有超標之雜質、
油
污、暗紋、打磨不良等不良現象,檢查產品非烤漆面不可有溢漆現象(如圖12所示) 。 12.2 將不良品及時作出明確的不良標示,分開擺放進行區分。
注意事項:
1)作業時與產品接觸的手必須戴手套,防止產品表面留下手印或臟污現象。
14.液體噴塗異常分析 14.1 橘皮 原因分析: 1)作業環境有風,且風速過大。 2)被塗物表面不平整,影響塗料流平性。 3)噴塗距離太遠,空气壓力不足。
ATEQ-F520中文说明书

第一章仪器安装1. ATEQ F510 外观N.T R F520CATEQ F510 是安装于整组烤漆铁板壳内﹐下接四个橡皮支脚。
外壳的形状已做了修改﹐所以仪器能轻易而合身地装入壳内﹐随机附有电源供应器。
'.'.N . TR_+C2. ATEQ F520 外观F520The ATEQ F520 是安装于整组烤漆铁板壳内﹐下接四个橡皮支脚。
上盖以两根螺丝锁在 主体上。
外壳的形状已做了修改﹐所以仪器能轻易而合身地装入壳内﹐随机附有电源供应器。
3. 仪器安装3.1. F510 机壳上的接头配置图仪器侧面图仪器底面图3.2. F520 机壳上的接头配置图J1J3 O O O O O O S S S S T T T TI I I I I I I O O O O O00'.'.3.3. 接头说明3.3.1. 电子接头ATEQ F510 和 F520 可应用下列方式﹐使用 24V DC 电压来操作﹕ ✓ 使用本仪器所提供的 24V DC 变压器﹔ ✓ 或当本仪器是从属端时透过网络线连接。
3.3.1. 1) J1 接头(温度感应器/输出码/模拟输出)1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16接脚 1 共通点 (输出 1,2,3 号)输出编号24V DC100 mA 最大输出接脚 2 输出 1 号 接脚 3 输出 2 号 接脚 4 输出 3 号 接脚 5 共通点 (输出 4,5,6 号)接脚 6 输出 4 号 接脚 7 输出 5 号 接脚 8 输出 6 号 接脚 9 共通点 (模拟输出 1)模拟输出接脚 10 模拟输出 1 号 接脚 11 共通点 (模拟输出 2 号)接脚 12 模拟输出 2 号 接脚 13 0V 电源供应温度感应器接脚 14 12V 电源供应 接脚 15 感应器输入 1 号 接脚 16感应器输入 2 号3.3.1. 2) J2 接头电话插座﹐未使用'.3.3.1. 3) J31 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16接脚 1 复归(输入 1)干接点输入接脚 2 共通点 (+ 24 V) 接脚 3 激活(输入 2) 接脚 4 共通点 (+ 24 V) 接脚 5 输入 3 (程序选择) 接脚 6 输入 4 (程序选择) 接脚 7 输入 5 (程序选择) 接脚 8 输入 6 (程序选择) 接脚 9 输入 7 (可程序输入)接脚 10 共通点 干接点输出 最大 60V AC / D C 最大 200mA接脚 11 零件 OK 输出 接脚 12 测试件 NG 输出 接脚 13 标准件 NG 输出接脚 14 警告输出 接脚 15 循环结束输出接脚 160 V3.3.1. 4) 从J3 输入接头激活程序欲从J3 输入接头激活程序﹐您必须选择接脚5 到9(一或多个)。
喷烤漆房中文说明
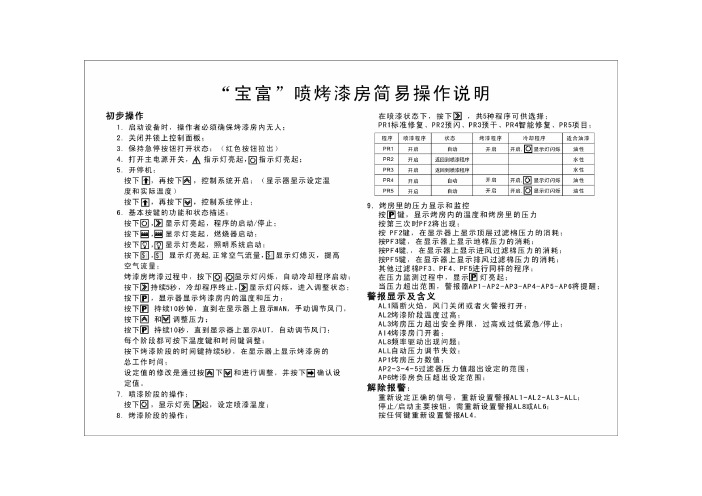
调节器的位置可以移动节气阀:使用键P13和P14可以设置百分比和调节电动调节 器位置 按键P9可以显示4块过滤棉的压力 按键P9大约10s,手动调节变换成自动调节。DS3显示AUT大约5s, 然后返回正常 显示 3.9B.2变频驱动器 根据风机的特性曲线图,空气的容量是一定比例的 设置风机频率变换的范围是必要的(VFD),它可以改变空气的容量和系统的兼 容性 控制器输出的电压是0V,对应是最小的频率,输出的电压是10V,对应是最大的频 率。 最小的频率对应最小的速度和空气容量;最大的频率对应最大的速度和空气容量 风机的速度和容量被用百分比表示:0对应最小需要的空气容量 这个值根据操作者的意愿设置,进风电机首先开始一个程序循环或者一系列的循 环。VFD压力自动控制设置进风速率,PID排风电机的设置速率 输出电压0~10,控制进风电机控制器,根据下列的参数设置进风电机的速度 F .d .S进风电机在喷漆,烤漆,冷却阶段的速率 F .d .F进风电机在预热,准备预热阶段的速率 E.F.S经济模式下,进风电机在喷漆,冷却阶段速率 E.F.F经济模式下,进风电机在预热,准备预热阶段速率 E .F .c经济模式下,进风电机在烤漆却阶段速率 这些参数在程序运行中不能更改,应该在结束或更改 输出电压0~10,控制排风电机控制器,电机速率被自动调节 正常情况下,使用已经准备好的参数来自动调节压力 注意:如果参数A .u .t.=1时,在烤漆阶段压力被自动调节 3 .9 .3压力传感器的故障 如果压力传感器有故障,按住键P9大约10s可以激活手动压力调节功能,“MAN” 将显示在DS3上几秒钟 DS1显示房内温度几秒钟,DS3,DS4显示测量的数据 按下P9房内的压力显示在DS3,在喷漆期间排风电机的速率显示在DS1上,再按P9, 在预热期间排风电机速率显示在DS1上,再一次就是烤漆期间的排风电机速率。 在前面的每个单独的阶段,操作者靠P13,P14来调节压力 按住P9大约10s,手动状态转换成自动状态;显示屏DS3显示“AUT”大约5s,然 后返回正常的显示状态 注意:如果再按P9将进入过滤棉检测阶段。在经济模式是有效状态下,按P9排风 电机加快(在上述四个时期) 3.10逻辑输入器7 过滤棉的压力连接一个单独的数字传感器,在压力控制循环中使用监测是必要的 逻辑输入器7不是有效的,停止输出,靠手动开关连接压力传感器和每个过滤棉 3.11温度传感器 用于不同的用途 防冻功能 快速烤漆安全性 这个传感器被安置在顶棉上面,控制房内温度过高,防止危险发生
DIC涂料用树脂说明书

ACRYDICTM
用途
普通烤漆、家电用 普通烤漆、家电用 普通烤漆、家电用 普通烤漆、家电用 普通烤漆、汽车轮毂 普通烤漆、汽车轮毂 普通烤漆、眼镜架
五金烤漆
铝粉排布 丰满度、金属附着
颜料分散
A-416-70SZ
A-430C
溶剂名称
二甲苯、正丁醇、异丁醇 二甲苯、正丁醇、异丁醇 二甲苯、正丁醇 二甲苯、正丁醇、异丁醇 二甲苯、正丁醇、异丁醇 二甲苯、正丁醇、S-100 甲苯、正丁醇 乙酸丁酯、正丁醇、PMA
特点
耐污染性、柔韧性、二次物性 硬度、耐污染性、耐腐蚀性 颜料分散性、耐污染性 颜料分散性、二次物性 铝粉排列性、高丰满度 高光泽、高丰满度、金属附着 硬度、干燥性、耐腐蚀性 低温固化性
普通烤漆用丙烯酸树脂 ACRYLIC
树脂编号
46-544 A-405 A-430C 54-172-60 53-580 A-416-70SZ ZHB-213 ZHB-731
不挥发 成分(%) 50±1 50±1 50±1 60±1 60±1 70±1 57±1 60±1
粘度
(气泡型)
T~V T~W U~Y Z2~Z4 X~Z X~Z1 W~Z X~Z2
普通烤漆用丙烯酸树脂系统图
酸值
(KOHmg/g)
2-4 4-8 3-5 4-6 3-5 5-7 2.5-4.5 60-70
46-544
硬度
A-405 二次物性
干燥性
ZHB-1 <1 <1 <1 <1 <1
46-544
铝粉排布
54-172-60 丰满度、金属附着
颜料分散
烤漆工艺介绍ppt课件

塑件自动喷涂
ROTALY自动喷涂
二.烤漆各工序说明
9.喷涂面漆 具有保护和装饰的能力.面漆与底漆的配套性很重要.一般情况下,底漆与面漆采用同一 家涂料供货商.如有特殊情况,必须进行涂料配套性试验后方可用于生产.
二.烤漆各工序说明
5.烘烤(静置) 烘烤目的是使涂膜经过一定温度,一定时间的烘烤后即可进行下一道工序.静置的目的 是为了使涂料充分流平,以提高涂装后整体外观的平整度及丰满度.目前涂装制造中每 道涂层之间有经过烘烤之工序;每道涂层之间有不需烘烤,只需静置一定时间即可进行 下一作业之工序.也有直接用紫外线照射达到干燥目的之工序.选择何种干燥方式都必 须从涂料本镁身合的金特底性漆,烘被烤涂区材料性质等因素来考虑塑,以件找底到漆适静合置的区涂装作业流程.
ROTALY自动喷涂
塑件自动喷涂
二.烤漆各工序说明
不同材料所选用的底漆亦不相同.这要取决于涂料的组成,涂料的性质等因素. 涂料基本组成 1. 成膜物质 1).油料(干性油,半干性油) 用碘值来衡量油料的不饱和程度和干燥速度.所谓碘值,就是在标准条件下,1000g油所能 吸收碘的克数.碘值在100g以下的油叫不干性油.碘值在100~140g之间的叫半干性油, 大于140g的叫干性油. 2).树脂:有天然树脂,合成树脂. 2. 颜料 1).着色颜料:在油漆中主要起遮盖和装饰作用.可改善漆膜的物理和化学性能. 2).体质颜料:又称填充颜料,是一种没有遮盖能力和着色能力的粉末,可降低油漆的成本, 增加漆膜的厚度,提高漆膜的力学性能. 3).防锈颜料:可阻止金属的腐蚀. 3. 溶剂 1).真溶剂:具有溶解油漆作用的有机溶剂. 2).助溶剂:与真溶剂配合使用才具有一定溶解油漆能力而自身不具备溶解油漆能力的有 机溶剂. 4. 助剂 催干剂,增韧剂,润滑剂防霉剂,稳定剂和助流平剂等.
烤漆作业指导书课件

2. 光泽度检测:使用光泽度 计对烤漆件进行光泽度测量, 观察其是否达到预期的光泽度
要求。
膜厚及均匀度检测
01 02 03 04
总结词:膜厚及均匀度是评估烤漆质量的重要指标。
详细描述
1. 膜厚检测:使用膜厚计对烤漆件的膜厚进行测量,确保其达到预期 的膜厚要求。
2. 均匀度检测:观察烤漆件表面是否光滑、均匀,无色差、桔皮、流 挂等缺陷。
烤漆作业指导书课件
目 录
• 烤漆作业基础知识 • 烤漆作业准备阶段 • 烤漆作业实施阶段 • 烤漆作业质量检测与控制 • 烤漆作业常见问题及解决方案 • 烤漆作业安全与环保措施 • 烤漆作业实例展示
烤漆作业基础知识
Байду номын сангаас01
烤漆的定义与分类
烤漆的定义
烤漆是一种涂料,通过烘烤的方式使 其固化在金属或其他基材表面,形成 一层具有保护、装饰或特殊性能的薄 膜。
耐候性及耐腐蚀性检测
详细描述 2. 耐腐蚀性检测:通过模拟不同腐蚀环境下的测试
,观察烤漆件表面是否出现锈蚀、起泡等现象。
总结词:耐候性及耐腐蚀性是评估烤漆质量的 重要指标。
1. 耐候性检测:通过模拟不同气候条件下的老化 测试,观察烤漆件表面是否出现褪色、龟裂等现 象。
烤漆作业常见问题
05
及解决方案
气泡及桔皮问题
01
总结词
烤漆作业中,表面出现气泡或桔皮现象,影响涂层美观和使用性能。
02
详细描述
气泡问题通常由于底材处理不当、涂层过厚或烤漆温度过高引起。桔皮
现象则由于涂料粘度过高、稀释剂挥发过快或流平性不佳导致。
03
解决方案
加强底材处理,确保表面干净、干燥、无油脂;控制涂层厚度,避免过
烤漆制品性能测试工作说明

C、将划格透明胶顺着与网格图形交叉的方向贴上并用力压实,以水平方向稳慢撕开透明胶。
D、采用目测检查,统计漆格子完好无损的数量。
E、判定:如果格子完好数占总格子的90%以上,则判定油漆附着力合格,反之为不合格。
3.耐高温测试:
需耐高温的烤漆制品,则直接装在对应的炉具上,关闭上盖在标准压力下大火位连续试烧1小时。油漆不着火,无明显臭味及浓烟,无脱落、起泡、裂纹、炭化及明显变色则为合格。
修订记录:
核准
审查
制作
李華剛
制订部门
炉具厂/品保部制订日期20 Nhomakorabea7.8.27
编号
JF-BQ-QC-010
标题
烤漆制品性能测试工作说明
版本
A
页次
1/1
一.适用范围:烤漆件性能测试项目和测试方法。
二.测试项目及方法如下:
1.硬度测试:
测试工具为中华版铅笔一套、砂纸(400#)、橡皮、工具刀。
A、将烤漆后的样板(油漆膜厚为25-35um,粉漆膜厚为50-70um)放在工作台上,漆膜朝上。
B、选择2H的铅笔,削出约3mm长的笔芯,在400#砂纸上将笔芯磨平,需端面平整且边角锐利,以0.5m/s的速度在样板上匀速推动3-5cm,变换位置重测一次。
C、用橡皮将铅笔划过的地方擦干净,用指甲轻刮无刮伤则判定为合格,反之则判定为不合格。
2、附着力测试:
测试仪器为漆膜划格器、毛刷、划格透明胶。
A、将制备好的测试样板用划格器以20mm-50mm/s的速度划6条或12条间距相等的线条,线条间距为1mm。割划需见底材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(H B –水性烤漆系列)1页HB-系列水溶性烤漆产品,广泛用于金属(机壳、小五金、文具、高尔夫球头、运动器材、自行车等)、玻璃(灯饰、大型幕墙工程玻璃等)、陶瓷、碳纤维、电木、电镀底、面等。
目前成熟产品是在被涂工件在烘烤温度140℃至220℃之间不被破坏的材质。
可做封闭底、罩光、绝缘、抗指纹等特殊涂装。
与溶剂型烤漆相比有以下几个特点:
(1)耐老化性能好,抗紫外线,耐蒸煮,耐溶剂;
(2)同时具有高硬度和优异的柔韧性;
(3)优异的附着性能和光学透明性,且重涂性好;
(4)用水做稀释剂,不易燃,不易爆,低毒,对环境无污染;(5)成本低、喷涂面积比油性多和易操作等优点,是油性烤漆最佳替换产品。
(使用方法)
1 HB-水性烤漆适用于溶剂型烤漆的所有施工工艺。
可用水性色浆和色精混溶配制成的各种颜色的产品;
2 本产品可以直接加水稀释,具体加水量可根据用户的施工工艺来确定,如果出现流挂,须减少加水量,出现桔皮增加水量。
加水稀释后,搅拌均匀,静置消泡后方可使用;
3 涂装后的工件须静置流平后,再进入低温到高温段烘烤。
总之必须要让漆膜完全固化(详阅性能和指标表);
(H B –水性烤漆系列)2页
4 公司还可根据用户您对漆膜性能和样板等特殊要求,调制出不同光泽、颜色、硬度和柔韧性的优质产品。
并改变产品常规配方做技术指导。
(注意事项)
本公司的水溶性涂料系列,稀释所用的自来水必须纯净无杂质,且不可油性及其他公司产品惨合使用。
施工环境配漆器具必须干净,待涂物体表面必须平整、干燥、清洁,被涂工件传热参数和漆膜厚度不同(详见产品标签备注)。
特别掌控烘烤温度和烘烤时间,使漆膜完全交联固化。
(包装、储运)
包装规格:可根据客户要求而定。
运输:属非危险品,可送货上门或代办运输。
为您提高品质降低您的成本与您共同创造。