ABB板形仪在莱钢可逆冷轧机上的应用
板型仪在冷轧机自动控制系统中的应用

到生产, 所 以传统的板形 测量辊无法满足市场发展的需求。
新 型的板 型仪 是按照市 场的发展 规律 , 研制 出来的 非接触式 板型仪 测量系
与传统系统 比较, 板型仪是非接触型测量设备, 与带钢无接触、 无磨损, 因
此使 用 寿命更 长 。 传感 器表面 覆盖 有金属 帽 , 以 防在咬钢 和抛钢 阶段 被轧 件划
应 用 技 术
C h i n a s ci e n c e a n d T e c h n ol o g y R e v i e w
●I
板 型 仪 在 冷轧 机 自动控 制 系 统 中 的 应 用
杨新 荣 黄瑞 相
( 河 北钢 铁集 团股份 有 限公 司河 北 邯郸 0 5 6 0 0 0 ) [ 摘 要 ]随着 我 国科 学技 术水 平 的不 断提 高 , 在板 带生 产 中对平 直度 的要 求 也越 来越 高 。 尤 其在 薄带 材生 产 中 , 板 形控 制是 其 中必不 能少 的部分。 板型仪可以为版型控制系统提供真实准确的信息, 是保证钢板平直度的有效方式。 本文通过对板型仪的工作原理的阐述 , 分析 了板型 仪 在冷轧 机 自动控 制 系统 中的 应用 。 [ 关键 词] 板 型仪冷 轧 机控 制系 统 中图分 类 号 : TG 3 3 4 . 9 文献 标识码 : A 文 章编号 : 1 0 0 9 — 9 1 4 X( 2 0 1 4 ) 0 6 -0 6 0 5 — 0 1
平直 度指 的是带钢 翘 曲。 翘 曲具 有多种 表现形 式 , 一般 都表现 为波浪 形 , 波 浪可 以分 为边 浪 、 中浪 等。 该类型 的翘 曲和带 钢 的变形 不均 匀和 内应力 的分 布 之 间存在 着很 大关联 。 简 单的来说 , 板形就 是指板 带材 的翘 曲度 , 主要 就是指 板 带材 内部 剩余 应力 的分 帝 隋况。 产 品的带钢 断面 的形状和 平直度 是两项 非常重 要 的标 准 。 断 面形状 其实 就是 指板 宽方 向的厚度 分布 情况 。 因为轧 辊弯 曲挠度 要 比压扁 变形 角度大 , 所 以, 断面形状 可 以对 抛物 线的 曲线 轨迹进 行描述 。 在 实 际操作 过程 中, 为 了简化 这个 过程 , 通 常可 以对 其 凸度 进 行集 中 的控制 。 1非接 触式 板 翟仪 简 介 传统 的板形 测量仪 , 指的是一种 采用集 成手段进 行轧辊 内压 力传 感的一 种 设备 , 并对 带钢 的宽度 的 张力 分布 情况 进行检 测 。 随着 我 国科学 技术水 平 的提 高, 我 国带钢 的表 面质 量也有 了很 大程 度 的提高 。 我 国的接 触式 测量 辊的 因为
应用于四辊可逆式冷轧机的压磁式冷轧带材板形仪
・技术应用・应用于四辊可逆式冷轧机的压磁式冷轧带材板形仪许石民① 于炳强 胡国栋(燕山大学 河北秦皇岛066004)摘要 板形仪是安装在冷轧带材轧机上的检测系统,用于检测带材板形,以控制成品带材的质量,提高经济效益。
介绍了装备于四辊可逆式冷轧机上的压磁式冷轧带材板形仪组成及工作原理。
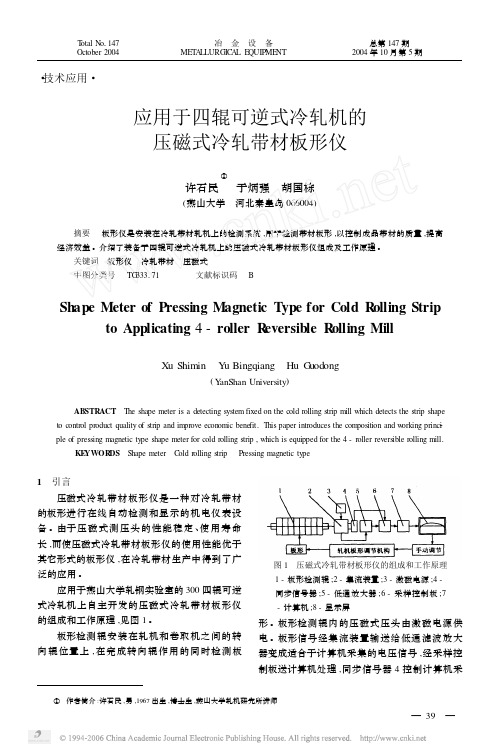
关键词 板形仪 冷轧带材 压磁式中图分类号 TG 333.71 文献标识码 BShape Meter of Pressing Magnetic Type for Cold R olling Stripto Applicating 4-roller R eversible R olling MillXu Shimin Y u Bingqiang Hu G uodong(Y anShan University )ABSTRACT The shape meter is a detecting system fixed on the cold rolling strip mill which detects the strip shape to control product quality of strip and improve economic benefit.This paper introduces the composition and w orking princi 2ple ofpressing magnetic type shape meter for cold rolling strip ,which is equipped for the 4-roller reversible rolling mill.KE YWOR DS Shape meter C old rolling strip Pressing magnetic type1 引言压磁式冷轧带材板形仪是一种对冷轧带材的板形进行在线自动检测和显示的机电仪表设备。
莱钢1500mm六辊可逆冷轧机的板形控制技术

高的板形 精度 的要 求 ,现 以莱钢 10 l六 辊 50f i m 可 逆 式 冷 轧 机 为 例 ,介 绍 一 下 板 形 控 制 的 新 技
术
复合波 、二次谐波等,利用弯辊较难解决。 在 轧制 过 程 中轧辊 有 一个 基本 冷 却量 ,约为
22 轧辊 分段冷 却控 制技 术 . 分段 冷却 控 制技 术 就是 通过 调 整冷却 液 的分
1 影响板形 凸度 和平坦度 的 因素
带 钢 的 凸度 由原 料 的形 状 、轧 辊 的空 载辊 形
( 原始凸度 、热凸度和磨损 曲线) 、轧辊 的弹性变 形( 即弯曲挠度和压扁) 等决定 。在普通 四辊轧机 上所 使 用 的变压 下量 法 、总轧 制压 力 控制 法 、以
受 轧制 力 变化 的 影 响 ,减少 带 钢 边部 减 薄量 和 裂
边 ,保证带材有 良好 的板形 。可轧制高精度薄带 钢 ,并 具 有大 压 下量 、提 高生 产 率 、节 约 能源 、
个冷却 区实际的冷却输 出给控制装置 ,由其打开
和关 闭 相 应 的 控制 阀 ,对 板 形 进 行 控 制 。 图 1 为 轧 机 的分段 冷却 示意 图。
Pr f eCo t o c n l g 5 0 m - v r i l l i t i t e o l n r l i Te h o o y i 1 0 m n 6 h Re e sb eCo d M l a wu S e l l La
S n a y n, MaJn o gXio u ig
莱钢 10 E 5 0 六辊单机架冷轧机 的弯辊技术 m 分为工作辊液压弯辊和中间辊液压弯辊 ,工作辊 液压弯辊有液压正弯和液压负弯 ;中间辊 只有液 压 正弯 。在轧 辊 凸度 不足 或磨 损 情况 下可 以采用 正弯,增大轧辊凸度 ,防止带钢边浪 ,而负弯可
ABB板形测量系统在宝钢1800mm冷连轧机组的应用
A B板形测量系统在宝钢 1 0 m B 80 m 冷连轧机组的应用
刘 浩
( 宝钢新日 铁汽车板有限公司 生产部 上海, 04) 2 91 0
[ 要] 1 m 冷连轧机组 A B 摘 宝钢 8 m 0 0 B 板形测量系统, 采用测量带钢横向各连续段的内部张应力分布的方法, 对轧制后带钢内部残余应力的分布进行测量和数据处理、 传输, 实现了冷连轧带钢板形实时、 高效的在线测量, 测量精度达到 1 1 . 单位, 0 为板形控制提供了可靠数据。 〔 关键词] 冷连轧; 板形测量; 边部扫描
HB U 卜一一 带钢边部扫描仪 一
网络服务器
图 2 板形测f系统组态 F 2 h cngri os p m a r et e i Te fu tn h e s m n s t g oi ao f a eu e ym s
板形测量辊每个测量区有四个传感器, 在测 量辊转动一周的过程中连续测量带钢作用于这个 测量区上面的径向压力。通过测量辊内的信号转 换单元(T ) SU将每个区测得的力信号传送至信号 处理单元。 为了精确确定带钢位置, 系统还在板形测量 辊后面安装带钢边部扫描仪。带钢边部扫描仪可 以精确测量带钢的宽度, 以及带钢边部位置。带 钢边部扫描的精度为 士 m 。通过确定的带钢边 1 m
A sa : s pma r e st ws i tBoe 10 m cd nti Te o i br t B h e s mn ye aa ld atl 0 o rlg . e d tc A B eu t m p e o se 8 m oi rn hmt s a e s p l l a h
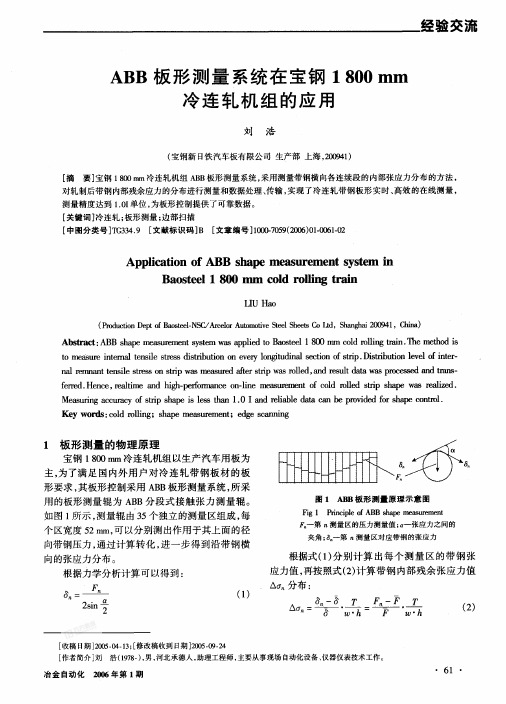
如图1 所示, 测量辊由3 个独立的测量区组成, 5 每
个区宽度 5 m , 2 可以分别测出作用于其上面的径 m 向带钢压力, 通过计算转化, 进一步得到沿带钢横 向的张应力分布。 根据力学分析计算可以得到:
单机架可逆冷轧机上下辊负荷平衡的控制

单机架可逆冷轧机上下辊负荷平衡的控制摘要:介绍并分析山东莱芜钢铁集团冷轧薄板厂1500mm 单机架可逆冷轧机组在正常轧制过程中,在偶道次频繁出现上、下工作辊负荷平不衡的情况及原因。
通过上、下工作辊负荷平衡的电气控制调整过程,说明负荷平衡控制系统的工作原理及范围,指出其局限性。
关键词:单机架可逆轧机机组;主从传动;负荷平衡;乳化液中图分类号:TG333.7+2;TM301.2文献标识码:B 文章编号:1673-3355(2009)05-0009-04Load Balance Control of T op/Bottom WRs for Single Stand Reversing Cold Mill Wang DayuAbstract:The article introduces the situation and cause of load unbalance on the top/bottom WRs that occurs frequently at even passes in process of normal operation of 1500mm single stand reversing cold mill at Shandong Laiwu Iron &Steel Group.By describing the process of adjusting the load balance on top/bottom work rolls electrically,the operating principle,extent and restriction of load balance control system are presented.Key words:single stand reversing cold mill;master/slave drive;load balance;emulsion单机架可逆冷轧机上下辊负荷平衡的控制王大钰1莱钢1500mm 六辊可逆冷轧机组是我公司为山东莱芜钢铁集团冷轧薄板厂生产的,这套轧机的装机水平在国内同类型产品中是最高的,该机组配有机后板形辊,机前、机后张力计,机前、机后激光测速仪,机前、机后测厚仪,轧制速度为1200m/mim ,机前、机后卷取机张力20t ,轧制力2000t ,成品厚度0.2~0.5mm 。
ABB板型仪闭环自动控制的应用

度补偿 、 厚度控制系统 的升级 、 目标 曲线设计 、 执行机
构补偿系数设定等改进调整 , 现在 已经能够实 现轧制
全过程 的闭环 自动控制 , 而且板 型指标控制在平 均小 于 3 的较高水平。 I 通过实践 , 总结摸索 出实现 闭环 自动控制 要从 以
下几方面进行考虑。 2 设备安装精度要求
板型控制 系统将平 直度测 量偏差 转换成 带评估
[ 高宽 , 2 ] 王六定 , 朱明 , 等.低合金超 高强度 贝氏体 钢的 晶粒细
化与韧性 提高【.金属学报 ,0 7 4 ( )35 3 0 J J 2 0 ,3 3 :1 — 2 .
叨 . Ma r l SineadT cnlg ,0 9,5 1 ) 1 0 -1 0 . t a cec eh o y2 0 2 (2 : 1 7 e s i n o 5 5
1 51 . 2
的研究[ .钢铁 , 0 , ( )6 — 4 J 】 2 4 3 7 : 16 . 0 9 [ 程巨强 , 5 ] 康沫狂.准贝氏体钢使用性能研究进展[ .兵 器材料 J 1
科学与工程 ,0 2 2 ( )6 一 3 2 0 ,5 1 : l6 .
[] C bl r C a ,o d ,t 1 o gns fA vne 6 aa eoF G,h oJ C mieJe o.T uh eso d acd l
A B板型仪 的工作原理是板 型仪 测量辊 安装在 B 工作 辊和卷取机之 间 , 当带 钢从测 量辊上 经过 , 钢 带
的张力会在有一定包角的板型辊上形成径 向压力。 这
的闭环 自动控制 ,而只能将 A B板 型控制系统作 为 B
显 示仪器使 用 , 无法 发挥 系统精确 控制 的特 点 , 成 造 极 大浪费 , 也影响 了产 能的发挥 , 甚至 由于人为参 与 控制还时常发生操作不 当引起 的带钢跑偏 断带事故 , 严 重影 响生产效率 , 增加轧辊消耗。 天津里碑冷 轧板材有限公 司于 2 0 年 引进 了意 03
ABB板形测量系统介绍和应用

ABB板形测量系统介绍和应用作者:丁震来源:《数字化用户》2013年第04期【摘要】在冷轧带钢的生产过程中,随着冷轧板材在各个生产领域的应用和技术的发展,对于冷轧带钢的板形质量提出了更高的要求,板形控制成为带钢轧制过程中非常重要的环节。
ABB板形测量系统可以为生产过程的板型控制提供高精度高可靠性的板形测量数据,本文将对ABB板形仪系统和它的应用进行介绍。
【关键词】ABB板形仪板形辊控制系统应用随着冷轧板材在各个领域的不断应用和冷轧技术的不断发展,这就需要一台高精度,高可靠性的板型测量仪器来采集板形数据反馈给轧机控制系统来实现。
ABB板型仪很好的满足了生产工艺的要求,为冷轧生产提供了有力支持,下面我将介绍我所维护的1700冷轧酸轧线所装备的ABB板型仪的系统组成和实际应用。
一、板形的主要指标板形是指产品带钢断面形状和平直度两项指标。
断面形状和平直度是两个独立的指标,但相互之间也存在着密切的联系。
断面形状实际上是厚度在带钢宽度方向上的分布规律。
轧机通过调节辊缝来控制产品厚度,由于轧辊弯曲挠度远大于压扁变形,因此,断面形状可以用抛物线形状的曲线来进行描述。
平直度指的是带钢翘曲,主要表现是带钢浪形,有中浪,边浪等类型。
来料凸度变化时,若轧机保持原有压上控制量不变,产品带钢的板形就会随之相应的变化,不能很好的保持良好板形,所以就需要不断根据需要修改压上量来减小来料凸度变化对板形所带来的影响。
所以在生产过程中我们需要精密的仪器实时测量钢带的板形变化,实时反馈给轧机控制系统进行调节消除各因素的影响。
二、板形仪的组成和测量原理ABB板形控制系统主要包括:板形辊,信号传输单元(STU),电气控制柜,空气加湿单元等几个主要部分。
这里我将主要介绍1700酸轧线采用ABB板形仪进行钢带板形的检测测量部分。
(一)板形辊构造在测控系统最基本的部分便是测量传感器,传感器的精度和可靠性将直接决定整个测量系统的好坏。
在ABB板型仪中,现场测量部分就是板型辊,板形辊中间是一个钢质核心,上面有四个互相之间成90°的凹槽,传感器就安装在凹槽内,这样就可以更好的保护传感器,外面是保护钢环紧紧套在钢核心的外面,这个钢环要具有足够的强度,同时还要具有足够的弹性形变性能,才能更好的把测量力传递到传感器上面。
ABB张力仪在冷轧热镀(铝)锌生产线中的应用

力 控 制对 于 机 组 的 正 常 生产 过 程 有 着 关 键 压 头 的信 号 回 路 采 取 了 电 隔 离 , 免 受 到 直 分 力F 以 V被 压头 膜 片 吸收 , 以 水 平 分 力 所
用 于 处理 压 头 信 号 ; 套 特 殊 电 缆 , 接 测 一 连
力 由下 列 公 式 算 出 :其 中 包 括 了辊 子重 量 (
匦
l I l
图 1 张 力测量 系统构 成
2. 压头 传感器 的工 作原 理 1
压 磁 式 传 感 器是 利 用 磁 性 材 料 在 机 械
力 作 用 下导 磁 率 发 生 变 化 的 工 作原 理 工 作
的。 这种 传 感 器 由若 干 薄钢 片 粘 叠 而 成 , 在 薄 钢 片上 冲 有 四 个 孔 , 过 这 四 个 孔 缠 绕 通 有 两 组 线 圈 , 们 互成 一 定 的 角 度 。 它 当在 初 级 线 圈 中 通 以 交 变 电流 时 , 级 线 圈 中 会 初
的值 。
常 ,子 重 宜 气 备 行 偿从 数辊 的 荽 电 设 进 补 ,
( o d e )一 个接 线箱 、 个 控制 单元 以 及 过 时 产 生 张 力 T, 压 头 上 得 到 两 个 分 力 , L a cl 、 1 一 在
巨亘垂—线H] 元 堡 Q 垂 瞎箱 厂 单I 鲤: }]控 1 _ 制 垫
一
套 特 殊 电缆 组 成 。 套 ABB 力 测 量 系 一 张
一
个 是 水 平 分 力 FH, 一 个 是 垂 直 分 力 另
所 产线 设计 年 生产 能 力为 2 万吨 , 品主 要 为 统 的 构 成 如 图 1 示 。 0 产 技术 公 司 成套 设 计 。 镀 ( ) 生产 线 的 张 座 下 面 , 作 侧 和 传动 侧 各 安 装 一 个 压头 , 热 铝 锌 操 作 用 。 文就 梅 钢 热镀 ( ) 生 产 线所 采 用 其 他 电子 元 件 的 干 扰 ; 线 箱 安 装 在 现场 , 本 铝 锌 接